Перекрестная ссылка на родственные заявки
Согласно настоящей заявке испрашивается приоритет в соответствии с заявкой на патент Кореи № 10-2021-0132468, поданной 6 октября 2021 г., которая полностью включена в настоящий документ посредством ссылки.
Предшествующий уровень техники настоящего изобретения
Настоящее изобретение в целом относится к способу изготовления мундштука для духового инструмента и, в частности, к такому способу изготовления мундштука для духового инструмента, при котором мундштук, используемый для рта при игре на духовом инструменте, изготавливают в форме, в которой высокопрочное минеральное вещество и синтетическую смолу смешивают вместе, в результате мундштук обладает отличным резонансом, поэтому мундштук позволяет легко играть на соответствующем духовом инструменте и обеспечивает чистое и богатое звучание, благодаря чему предусмотрена возможность серийного производства и затраты на изготовление могут снижать за счет улучшения процедуры изготовления, и благодаря этому способ изготовления становится экологически чистым за счет переработки отходов в сырье.
Как правило, к духовым инструментам относят инструменты, звук из которых извлекают за счет вдувания ртом воздуха в трубу, например, это блок-флейты, саксофоны, тубы, валторны, фаготы, корнеты, рожки, фанфары и тромбоны. Звук духового инструмента зависит от конструкции и длины самого инструмента и колебаний воздуха, который музыкант выдувает через мундштук, соединенный с духовым инструментом.
Подробнее, мундштук, соединенный с духовым инструментом, соответствует части, в которой колебания создаются вначале, в процессе выдувания воздуха губами музыканта, касающимися мундштука. Колебания воздуха, создаваемые в этом случае, вызывают колебания воздуха в трубе и увеличивают громкость звука. Мундштук представляет собой важный фактор, определяющий тон, высоту и длительность звука, которые существенно зависят от формы и материала мундштука.
Большинство используемых мундштуков до сегодняшнего дня изготавливали вручную, поэтому эффективность их производства неоптимальна. Мундштуки, которые как правило производят и широко используют в настоящее время, изготовлены из эбонита или металла. Несмотря на то, что преимуществом изготовленного из эбонита мундштука является его меньшая стоимость по сравнению с металлическим мундштуком, недостаток заключается в меньшей долговечности и бедности издаваемого звука в силу плохой теплопроводности. Напротив, несмотря на то, что металлический мундштук обладает отличной теплопроводностью, его недостатком является непригодность для извлечения тихих звуков и резкий тон в силу свойств этого материала.
В качестве предшествующего уровня техники в патенте Кореи № 10-0900756 (под названием «Мундштук для музыкального инструмента, содержащий наночастицы серебра») описана технология, при которой на наружную поверхность корпуса мундштука наносят нанопорошок (120) серебра или нанораствор серебра, полученный путем растворения нанопорошка серебра, до образования микрослоя путем осаждения, наслоения, формирования тонкой пленки, напыления, электролитического осаждения и распыления, в том числе, сухим и мокрым способом.
Упомянутый выше предшествующий уровень техники представляет собой способ, в котором на мундштук наносят нанопокрытие. Несмотря на то, что серебро может выполнять антибактериальную функцию, проблема заключается в недолговечности покрытия и невозможности регулировать тон звука при применении слоя покрытия с частицами наноразмера, а также в отсутствии процедуры изготовления для повышения эффективности производства.
[Литература по предшествующему уровню техники]
Патентный документ 1: Патент Кореи № 10-0900756 (под названием «Мундштук для музыкального инструмента, содержащий наночастицы серебра»)
Патентный документ 2: Патент Кореи № 10-1410824 (под названием «Способ изготовления мундштука для духового инструмента и мундштук для духового инструмента»)
Краткое раскрытие настоящего изобретения
Настоящее изобретение задумано для преодоления описанных выше проблем, и цель настоящего изобретения заключается в обеспечении способа изготовления мундштука для духового инструмента, который изготавливают в форме, в этой форме смешивают вместе минеральное вещество и синтетическую смолу, так что свойства минерального вещества и свойства синтетической смолы могут применять вместе в каждом отдельном мундштуке таким образом, что мундштук согласно настоящему изобретению более долговечен, чем существующий мундштук, и достигают отличного резонанса благодаря свойствам материала, поэтому звук извлекать легче и он более чистый и богатый.
Другая цель настоящего изобретения заключается в обеспечении такого способа изготовления мундштука для духового инструмента, при котором можно эффективно смешать минеральное вещество и синтетическую смолу, свести к минимуму частоту появления дефектов путем предотвращения отделения минерального вещества, и обеспечить способ изготовления, который подходит для массового производства, тем самым обеспечить высокое качество мундштука при одновременном снижении стоимости мундштука.
Согласно одному аспекту настоящего изобретения, предложен способ изготовления мундштука для духового инструмента, этот способ предусматривает следующие стадии:
измельчение до состояния порошка (порошкование) первого материала из синтетической смолы, и второго материала из минерального вещества; смешивание первого и второго материалов в предварительно заданном соотношении; расплавление смешанных материалов и непрерывную штамповку выдавливанием первичного формового изделия, имеющего постоянную форму поперечного сечения; резку штампованного первичного формового изделия на отдельные первичные формовые изделия через предварительно заданные интервалы; и придание формы вторичным формовым изделиям путем обработки отрезанных первичных формовых изделий до получения мундштуков.
В качестве первого материала на стадии порошкования могут применять эбонит.
В качестве второго материала на стадии порошкования могут применять по меньшей мере один из перечисленных материалов: золото, серебро, медь, свинец, цинк, железо, марганец, вольфрам, сульфид молибдена, олово, висмут, антимонит, известняк, доломит, кремень, кварцевый песок, полевой шпат, серпентинит, каолин, графит, тальк, агальматолите, диатомит, асбест, флюорит, слюда, серицит, андалузит, россыпное золото, монацит, циркон, ильменит, магнетит и гранат.
Второй материал на стадии смешивания может составлять от 10 до 70 весовых частей.
Краткое описание фигур
Упомянутые выше и другие объекты, признаки и преимущества настоящего изобретения станут более понятными из следующего подробного описания в сочетании с приложенными фигурами, где:
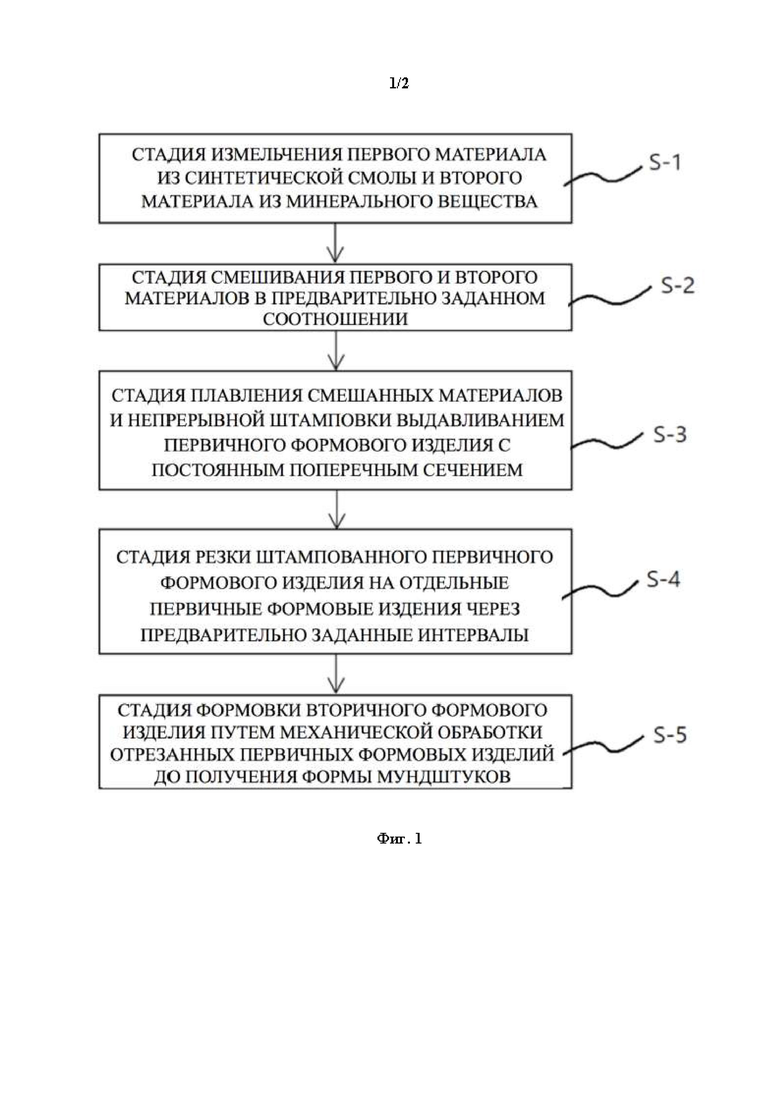
На фиг. 1 представлена блок-схема, демонстрирующая способ изготовления мундштука для духового инструмента согласно настоящему изобретению; и
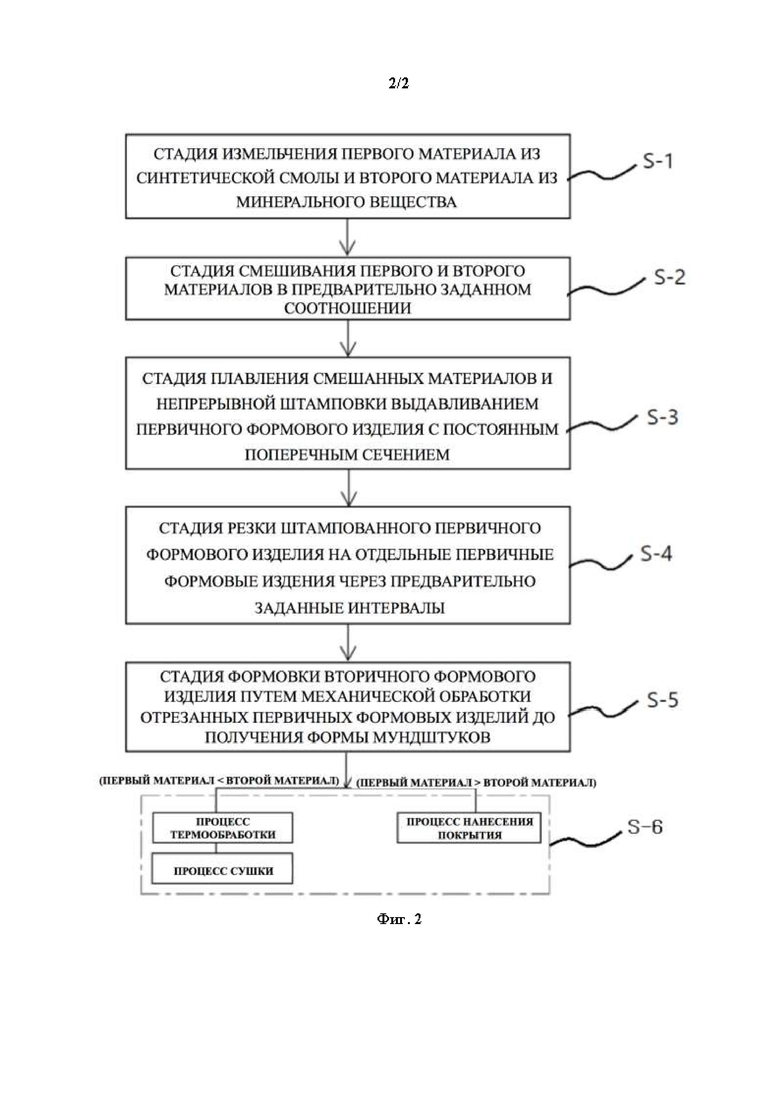
На фиг. 2 представлена блок-схема, демонстрирующая вариант осуществления, который в способе изготовления мундштука для духового инструмента согласно настоящему изобретению дополнительно предусматривает стадию последующей обработки.
Подробное раскрытие настоящего изобретения
Варианты осуществления настоящего изобретения ниже рассмотрены подробно, со ссылкой на прилагаемые фигуры. Если подробное описание соответствующей известной функции или конфигурации в последующем описании настоящего изобретения может мешать изложению сути настоящего изобретения, это подробное описание будет опущено.
Как видно из фиг. 1, способ изготовления мундштука для духовых инструментов согласно настоящему изобретению предусматривает следующие стадии: стадия S-1 тонкого порошкования первого материала, состоящего из синтетической смолы, и второго материала, состоящего из минерального вещества; стадия S-2 смешивания первого и второго материала в предварительно заданном соотношении; стадия S-3 расплавления смешанных материалов и непрерывной штамповки выдавливанием первичного формового изделия, имеющего постоянную форму поперечного сечения; стадию S-4 резки штампованного первичного формового изделия на отдельные первичные формовые изделия через предварительно заданные интервалы; и стадию S-5 формовки вторичных формовых изделий путем обработки разрезанных первичных формовых изделий до получения мундштуков.
Стадия S-1 порошкования представляет собой процесс измельчения первого материала из синтетической смолы и второго материала из минерального вещества путем порошкования первого и второго материалов при помощи измельчителей. Поскольку твердость первого и второго материалов неодинакова, предпочтительно использовать разные измельчители и порошковать первый и второй материалы в разных средах. В этом случае для соблюдения соотношения компонентов смеси предпочтительно порошковать первый и второй материалы до частиц одинакового размера.
В качестве первого материала могут применять эбонит. В качестве второго материала могут применять по меньшей мере один из рудных минералов, например, золото, серебро, медь, свинец, цинк, железо, марганец, вольфрам, сульфид молибдена, олово, висмут, антимонит, а также редкоземельные, нерудные минералы, например, известняк, доломит, кремень, кварцевый песок, полевой шпат, серпентинит, каолин, графит, тальк, агальматолите, диатомит, асбест, флюорит, слюда, серицит и андалузит, и россыпное минеральное сырье, например, россыпное золото, монацит, циркон, ильменит, магнетит и гранат.
Кроме того, первый и второй материалы производят с использованием отходов, эти отходы можно эффективно перерабатывать, тем самым обеспечивая экологически чистый способ производства. При использовании отходов в качестве первого и второго материалов, как описано выше, желательно, чтобы на описанной выше стадии порошкования они дополнительно проходили процедуру удаления посторонних материалов и процедуру промывки.
Стадия S-2 смешивания материалов в предварительно заданном соотношении соответствует процедуре смешивания, при которой первый и второй материалы подают в один смеситель в предварительно заданном соотношении и затем смешивают их до однородного состояния. Второй материал, который вводят в процессе смешивания, может составлять от 10 до 70 весовых частей. Причина, по которой диапазон введения второго материала широк, как описано выше, заключается в регулировке тона согласно предпочтениям или склонностям исполнителя, поскольку тон меняется в зависимости от количества второго материала, применяемого при смешивании. Другими словами, количество второго материала, используемое при смешивании, сокращают, когда желателен негромкий звук, и количество второго материала, используемое для смешивания, увеличивают, когда желателен громкий звук.
Несмотря на то, что согласно описанию выше, доля второго материала при смешивании меняется в широких пределах, возникает проблема, которая заключается в том, что желательная формовка не выполняется по той причине, что свойства минерального вещества крайне слабы и поэтому их влияние снижается, когда доля второго материала в смеси составляет менее 10 весовых частей, и поскольку доля первого материала, отвечающего за формовку, относительно мала, когда доля второго материала в смеси превышает 70 весовых частей.
Стадия S-3 непрерывной штамповки выдавливанием представляет собой процесс плавления материалов в состоянии, в котором первый и второй материалы смешаны в предварительно заданном соотношении в экструдере, и первичное формовое изделие, имеющее постоянную форму поперечного сечения в виде стержня, непрерывно штампуют выдавливанием. В этом процессе желательно, чтобы температура плавления не была равна температуре плавления второго материала, соответствующего минеральному веществу, а была установлена, исходя из первого материала, соответствующего синтетической смоле.
Если материалы расплавляют при слишком высокой температуре, проблема заключается в том, что могут быть утрачены свойства первого материала.
Однако когда среди различных минеральных веществ в исключительных случаях в качестве второго материала применяют материал с низкой температурой плавления, температуру плавления могут устанавливать так, чтобы при температуре плавления мог расплавиться и первый материал, и второй материал.
Стадия S-4 резки представляет собой процесс резки первичного формового изделия, полученного в виде стержня путем штамповки выдавливанием, через предварительно заданные интервалы. В этом случае интервалы резки могут свободно регулировать согласно размеру мундштука, и процесс резки выполняют после полного высыхания первичного формового изделия.
Кроме того, стадия S-5 формовки вторичного формового изделия представляет собой процесс подачи первичного формового изделия, отрезанного по размеру мундштука, в машину для точной механической обработки поверхностей объекта и формовку вторичных формовых изделий путем точной обработки отрезанных первичных формовых изделий до получения мундштуков.
Преимущество настоящего изобретения заключается в существенном повышении эффективности производства за счет того, что сначала вырезают первичное формовое изделие в виде стержня, причем это изделие не имеет форму мундштука, а затем точно обрабатывают его до получения вторичного формового изделия. Твердое первичное формовое изделие, в котором до однородности смешаны первый и второй материалы, разрезают и обрабатывают до получения вторичных формовых изделий, имеющих форму мундштука таки образом, что нет опасности отделения минерального вещества сформованных мундштуков, и преимущество заключается в возможности однородного распределения минерального вещества.
Если формовку выполняют при помощи способа прессования, проблемы заключаются в снижении эффективности производства, отделении минерального вещества, и в процессе прессования минеральное вещество, содержащееся в каждом мундштуке, перемещается в одну сторону.
Кроме того, настоящее изобретение может дополнительно предусматривать стадию S-6 последующей обработки с целью упрочнения поверхностей мундштуков после стадии S-5 формовки вторичного формового изделия, как показано на фиг. 2. Стадию S-6 последующей обработки могут изменять в зависимости от доли второго материала в смеси.
Стадию S-6 последующей обработки могут выполнять посредством процесса термообработки и процесса сушки, когда доля второго материала в смеси больше доли первого материала, и могут выполнять посредством процесса нанесения покрытия на поверхность, когда доля второго материала в смеси меньше доли первого материала.
Несмотря на то, что настоящее изобретение описано выше со ссылкой на приведенные выше варианты осуществления, очевидно, что могут быть внесены различные изменения в объеме технической сущности настоящего изобретения.
Согласно настоящему изобретению, мундштук изготавливают после порошкования и смешивания минерального вещества и синтетической смолы, что позволяет обеспечить большую долговечность, чем у существующего мундштука, при этом благодаря свойствам минерального вещества повышают амплитуду колебаний в секунду и частоту колебаний, и в результате получают отличный резонанс, что обеспечивает облегчение игры на соответствующем духовом инструменте и подходит для извлечения чистых тонов, обеспечивает богатое наполнение, динамическую настройку (динамическая настройка – негромкие звуки слышны как более тихие, а громкие звуки слышны как более громкие), и длительность нот с реверберациями (послезвучанием).
Кроме того, настоящее изобретение обеспечивает способ изготовления, который может свести к минимуму частоту появления дефектов за счет порошкования материалов и последующего их смешивания с тем, чтобы можно было предотвратить отделение минерального вещества в процессах первичной и вторичной формовки, и этот способ пригоден для массового производства, посредством чего обеспечивают высококачественный мундштук при одновременном снижении стоимости мундштука.
Кроме того, настоящее изобретение позволяет изготавливать минеральное вещество и синтетическую смолу из отходов, тем самым обеспечивают сокращение отходов и экологическую чистоту.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ ПРОКЛАДКИ КЛАПАНА ДЛЯ ЗВУКОВЫХ ОТВЕРСТИЙ ДЕРЕВЯННОГО ДУХОВОГО ИНСТРУМЕНТА | 2021 |
|
RU2794057C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ, АРМИРОВАННЫЙ КОРОТКИМИ ВОЛОКНАМИ | 2007 |
|
RU2421322C2 |
| КОМПОЗИЦИЯ ДЛЯ ЗАМОРАЖИВАНИЯ СПЕРМЫ СОБАКИ | 2000 |
|
RU2259809C2 |
| Связующая композиция, изделие и способ производства изделия | 2018 |
|
RU2721572C1 |
| Способ изготовления изделия сложной формы на основе гибридной композитной матрицы | 2017 |
|
RU2670869C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПОНИЖЕННЫМ УРОВНЕМ ЗАПАХА ТАБАКА | 2022 |
|
RU2833146C2 |
| ФУНКЦИОНАЛЬНОЕ ВОЛОКНО ДЛЯ ЗАЩИТЫ ОТ ПОДДЕЛКИ | 2007 |
|
RU2415205C1 |
| ГИБКАЯ ПЕЧАТНАЯ ПРОВОДЯЩАЯ ТКАНЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2449069C2 |
| КОЛЛАГЕНОВЫЙ ПОРОШОК И ТЕРМОПЛАСТИЧНАЯ КОМПОЗИЦИЯ НА ОСНОВЕ КОЛЛАГЕНА ДЛЯ ПРИГОТОВЛЕНИЯ СФОРМОВАННЫХ ИЗДЕЛИЙ | 2006 |
|
RU2406732C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОТИВОМИКРОБНЫХ ИМПЛАНТАТОВ ИЗ ПОЛИЭФИРЭФИРКЕТОНА | 2010 |
|
RU2526168C2 |
В настоящем документе раскрыт способ изготовления мундштука для духовых инструментов. Способ изготовления мундштука для духового инструмента предусматривает следующие стадии: измельчение первого материала из синтетической смолы и второго материала из минерального вещества; смешивание первого и второго материалов в предварительно заданном соотношении; расплавление смешанных материалов и непрерывная штамповка выдавливанием первичного формового изделия, имеющего постоянную форму поперечного сечения; резка штампованного первичного формового изделия на отдельные первичные формовые изделия через предварительно заданные интервалы; и формовка вторичных формовых изделий путем обработки разрезанных первичных формовых изделий до получения формы мундштуков. Технический результат - долговечность, а также достижение отличного резонанса, благодаря свойствам материала, с обеспечением более легкого, чистого и богатого звукоизвлечения. 2 ил.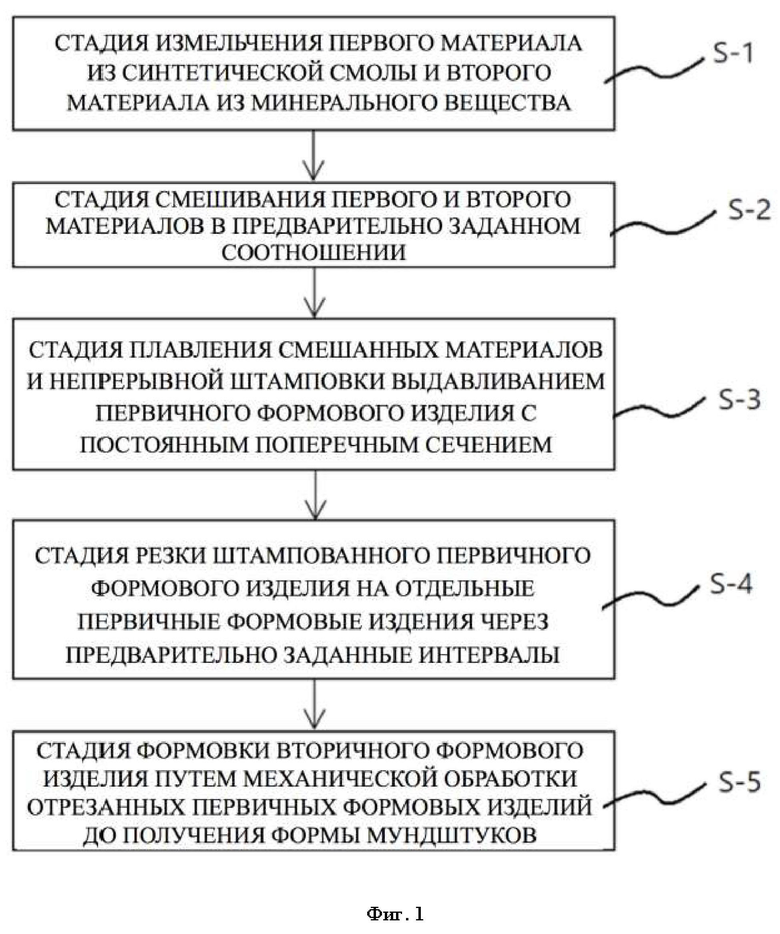
Способ изготовления мундштука для духовых инструментов, при этом способ предусматривает:
стадию S-1 порошкования первого материала из синтетической смолы и второго материала из минерального вещества, где в качестве первого материала применяют эбонит, а в качестве второго материала применяют по меньшей мере один из перечисленных: золото, серебро, медь, свинец, цинк, железо, марганец, вольфрам, сульфид молибдена, олово, висмут, антимонит, известняк, доломит, кремень, кварцевый песок, полевой шпат, серпентинит, каолин, графит, тальк, агальматолите, диатомит, асбест, флюорит, слюда, серицит, андалузит, россыпное золото, монацит, циркон, ильменит, магнетит и гранат;
стадию S-2 смешивания первого и второго материалов в предварительно заданном соотношении; причем второй материал составляет от 10 до 70 весовых частей;
стадию S-3 плавления смешанных материалов и непрерывной штамповки выдавливанием первичного формового изделия, имеющего заданную форму поперечного сечения;
стадию S-4 резки штампованного первичного формового изделия на отдельные первичные формовые изделия через предварительно заданные интервалы;
стадию S-5 формовки вторичного формового изделия путем механической обработки отрезанных первичных формовых изделий до получения формы мундштуков; и
стадию S-6 последующей обработки, включающую процесс термообработки и процесс сушки, когда доля второго материала в смеси больше доли первого материала, или включающую процесс нанесения покрытия на поверхность, когда доля второго материала в смеси меньше доли первого материала.
| US 2006174753 A1, 10.08.2006 | |||
| US 20090301284 A1, 10.12.2009 | |||
| БИОЛОГИЧЕСКИ АКТИВНАЯ ДОБАВКА К ПИЩЕ, ОБЛАДАЮЩАЯ ИММУНОМОДЕЛИРУЮЩИМИ СВОЙСТВАМИ | 2006 |
|
RU2320202C1 |
| US 20090083981 A1, 02.04.2009. | |||
