Изобретение относится к индук- .. ционному нагреву плоских кольцевых изделий и может быть использовано при индукционной закалке деталей, а также при нагреве под пластическую деформацию. Целью изобретения является повышение равномерности нагрева при высоком КПД и коэффициенте мощности для изделий, толщина которых меньше глубины проникновения тока в материал изделия на горячем этапе. На фиг. 1 показана электромагнитная система для нагрева плоских кольцевых изделий, сечение; на фиг. 2 - то же, но при синфазном их включении; на фиг. 3. 4 и 5 графики изменения температуры. Электромагнитная система состоит из двух коаксиальных катушек 1 и 2 с помещенной между их обращенными друг к другу торцами деталью 3 при противофазном их включении. Распределение магнитных полей показано в- виде силовых линий 4. При противофазном включении катушек мгновенное направление токов противолежащих сечениях противошоложно. Магнитные потоки катушек оказываются направленными согласно в зоне между их торцами, обращенными друг к другу, т.е. в зазоре, где расположено изделие. Результирующий поток в этой зоне усиливается, а во внешней области и в центральном отверстии ослабляется. В изделии индуцируются вихревые токи, протекающие по плоскостям, обращенным к катушкам индуктора, причем мгновенные направл ния токов в этих плоскостях также пр тивоположные . Пока изделие не потеря ло магнитных свойств, т.е. до перехо да ее температуры через точку Кюри, вихревые токи вследствие поверхностного эффекта концентрируются у плоскостей изделия в слое, толщина которого определяется частотой тока индуктора и физическими свойствами материала детали. В момент потери из|Делием магнитных свойств - в точке Кюри глубина проникновения резко воз растает. Токи, индуцированные- в прот воположных плоскостях, сближаются и взаимно компенсируются. Эффективност нагрева падает вплоть до прекращения подъема температуры. Падают и бывшие высокими энергетические характеристи ки системы индуктор - деталь - КПД и коэффициент мощности. „ При синфазном включении катушек мгновенные направления токов в противолежащих сечениях не совпадают. Магнитные потоки катушек в зазоре взаимно компенсируются, так как они имеют в этой зоне встречное направление. Создается общий магнитный поток, охватывающий катушки и нагреваемое изделие снаружи и сквозь центральное отверстие, где потоки отдельных катушек направлены согласно. Поскольку кольцевой эффект ярче проявляется в ферромагнитном изделии, т.е. до перехода его температуры через точку Кюри, основная неравномерность температуры, обусловленная этим эффектом, образуется на начальной стадии нагрева. В дальнейшем происходит лишь частичное выравнивание нагрева за счет ослабления действия кольцевого эффекта. Энергетические характеристики системы индуктор - изделие остаются высокими в течение всего времени нагрева. Экспериментальные исследования показали, что для получения равномерного по плоскости изделия нагрева при сохранении высокими в течение всего времени нагрева КПД и коэффициента мощности необходимо на начальной стадии, до точки Кюри, проводить нагрев при противофазном включении катушек индуктора, а после перехода через точку Кюри всего объема изделия переключить катушки на синфазное соединение. Тогда будет получен общий равномерный температурный фон на уровне точки Кюри, изделие станет немагнитным, действие кольцевого эффекта ослабится. Кроме того, поскольку разница мелоду требуемой для последующей обработки (закалки или пластической деформации) температурой и точкой Кюри составляет лишь 100 - 400 С, то конечная равномерность температуры будет высокой. При этом КПД и коэффициент мощности системы индуктор - изделие сохраняются высокими в течение всего времени нагрева . Пример 1 Проводился нагрев кольца из стали СтЗ, имевшего внутренний диаметр 226 мм, наружный 292 ьо и толщину 4 мм. Индуктор состоят из двух коаксиальных одинаковых катушек, выполненный из медной трубки сечением 28x13 мм. Внутренний диаметр катушек 236 мм, наружный 292 мм . Обращенные к нагревав- .
3
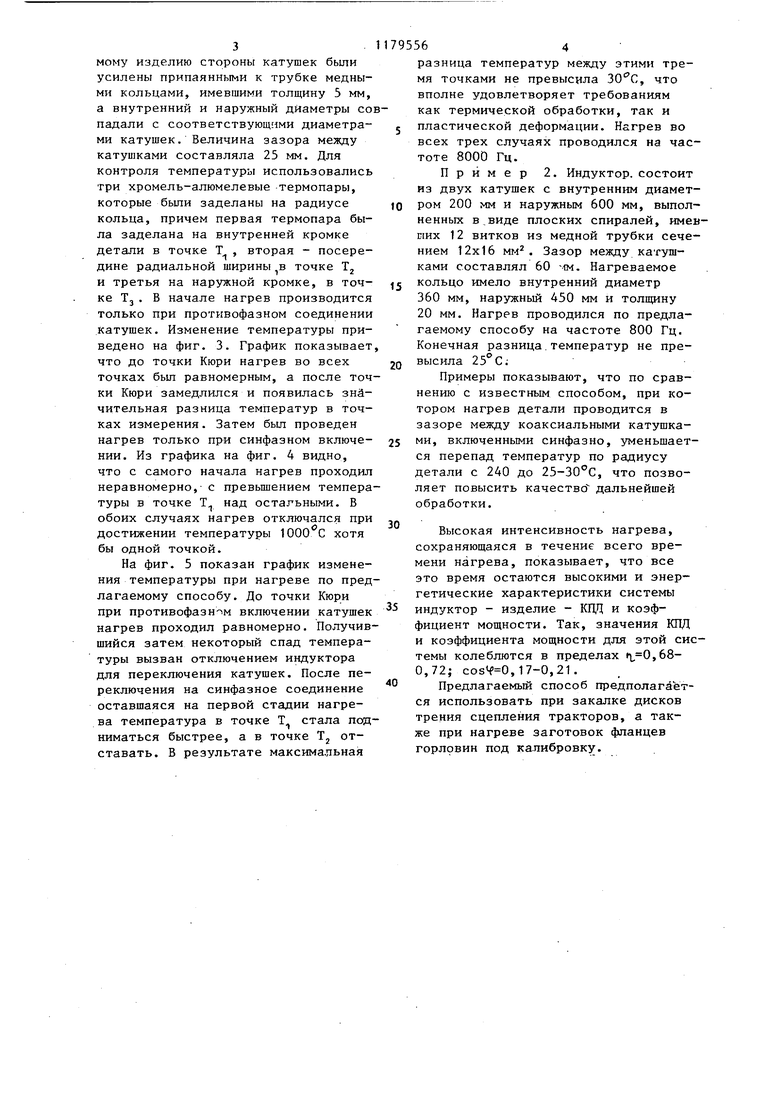
мому изделию стороны катушек были усилены припаянными к трубке медными кольцами, имевшими толщину 5 мм, а внутренний и наружный диаметры со падали с соответствующ 1ми диаметрами катушек. Величина зазора между катушками составляла 25 мм. Для контроля температуры использовались три хромель-алюмелевые термопары, которые были заделаны на радиусе кольца, причем первая термопара была заделана на внутренней кромке детали в точке Т , вторая - посередине радиальной ширины в точке Т и третья на наружной кромке, в точке Т . В начале нагрев производится только при противофазном соединении катушек. Изменение температуры приведено на фиг. 3. График показывает что до точки Кюри нагрев во всех точках был равномерным, а после точки Кюри замедлился и появилась значительная разница температур в точках измерения. Затем был проведен нагрев только при синфазном включении. Из графика на фиг. 4 видно, что с самого начала нагрев проходил неравномерно, с превьппением температуры в точке Т над остат-ьными. В обоих случаях нагрев отключался при достижении температуры 1000 С хотя бы одной точкой.
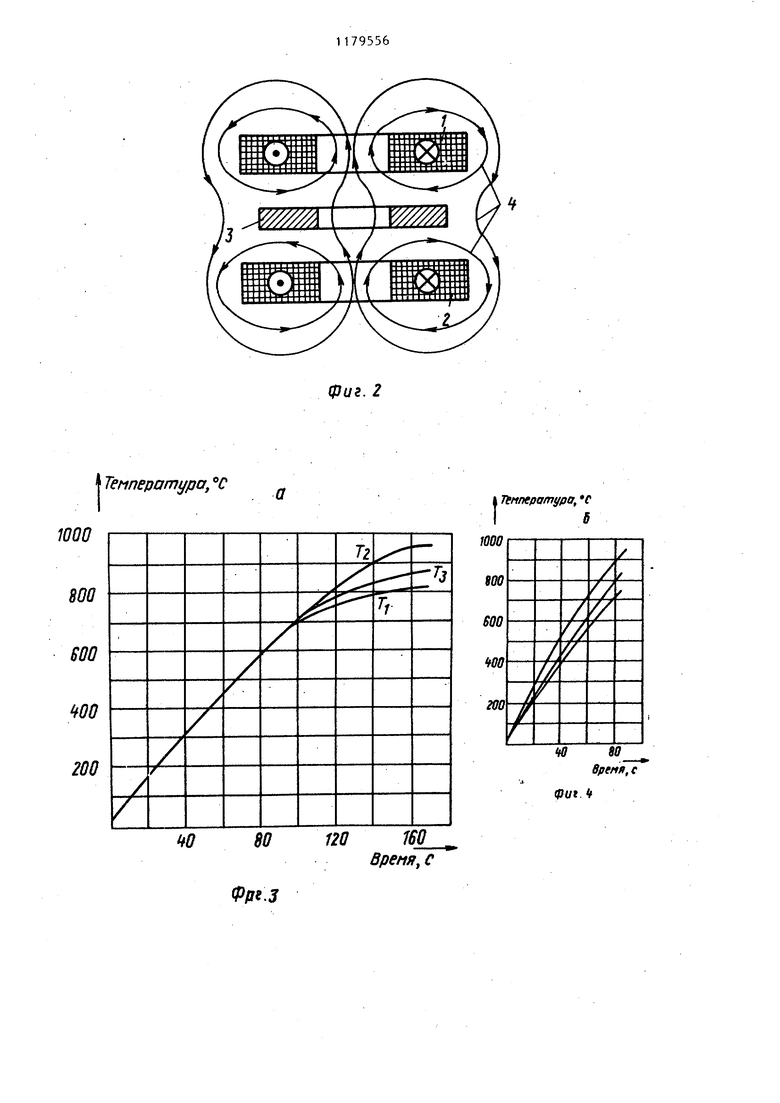
На фиг. 5 показан график изменения температуры при нагреве по предлагаемому способу. До точки Кюри при противофазн м включении катушек нагрев проходил равномерно. Получившийся затем некоторый спад температуры вызван отключением индуктора для переключения катушек. После переключения на синфазное соединение оставшаяся на первой стадии нагрева температура в точке Т стала подниматься быстрее, а в точке Tj отставать. В результате максимальная
795564
разница температур между этими тремя точками не превысила , что вполне удовлетворяет требованиям как термической обработки, так и 5 пластической деформации. Нагрев во всех трех случаях проводился на частоте 8000 Гц.
Пример 2. Индуктор, состоит из двух катушек с внутренним диаметto ром 200 мм и наружным 600 мм, выполненных в,виде плоских спиралей, имевших 12 витков из медной трубки сечением 12x16 мм. Зазор между катушками составлял 60 --м. Нагреваемое кольцо имело внутренний диаметр 360 мм, наружный 450 мм и толщину 20 мм. Нагрев проводился по предлагаемому способу на частоте 800 Гц. Конечная разница.температур не превысила 25 С;
Примеры показывают, что по сравнению с известным способом, при котором нагрев детали проводится в зазоре между коаксиальными катушками, включенными синфазно, уменьшается перепад температур по радиусу детали с 240 до 25-30°С, что позволяет повысить качество дальнейшей обработки.
Высокая интенсивность нагрева, сохраняющаяся в течение всего времени нагрева, показывает, что все это время остаются высокими и энергетические характеристики системы
5 индуктор - изделие - КДЦ и коэффициент мощности. Так, значения КПД и коэффициента мощности для этой системы колеблются в пределах ,0,680,72; cos4 0,17-0,21.
Предлагаемый способ предполагается использовать при закалке дисков трения сцепления тракторов, а также при нагреве заготовок фланцев горловин под калибровку.
фиг. 2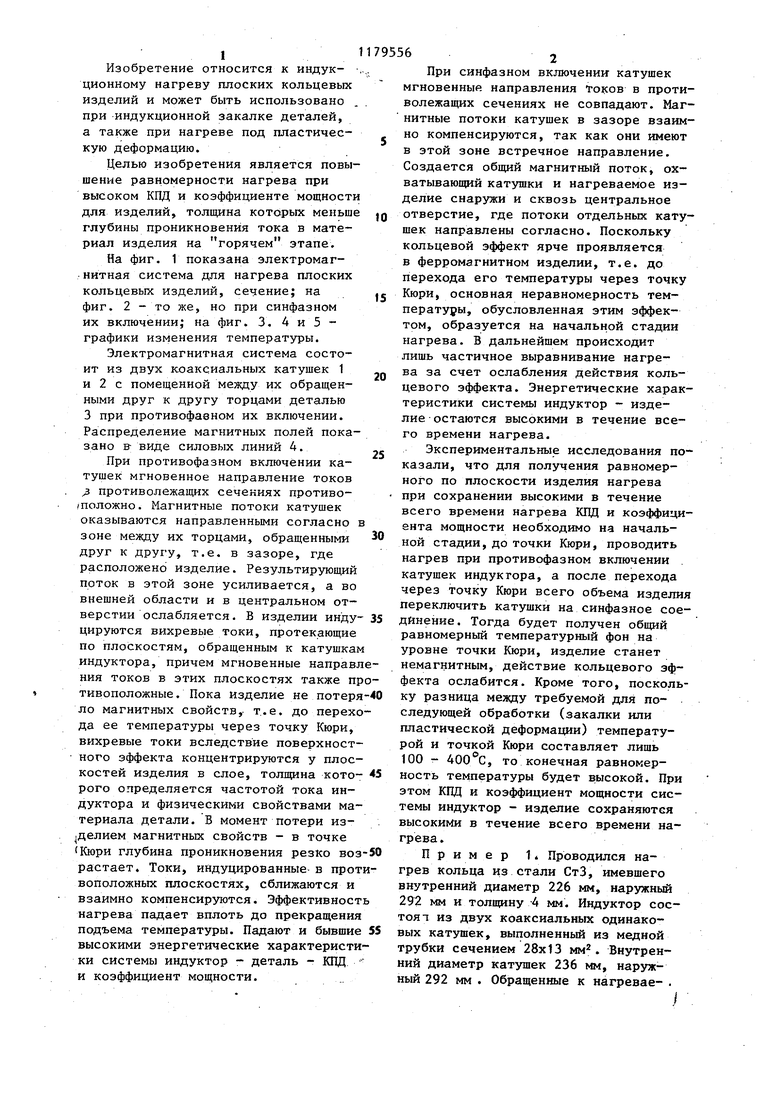
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термообработки плоских деталей | 1988 |
|
SU1615195A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| УСТРОЙСТВО ИНДУКЦИОННОГО НАГРЕВА | 2008 |
|
RU2431946C2 |
| Способ управления процессом индукционного нагрева | 1978 |
|
SU779413A1 |
| Способ и устройство для бесконтактного определения удельного электросопротивления металлов в области высоких температур | 2018 |
|
RU2687504C1 |
| СИСТЕМА ИНДУКЦИОННОГО НАГРЕВА (ВАРИАНТЫ) И СПОСОБ ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛИЧЕСКОГО ЛИСТА | 2008 |
|
RU2418075C1 |
| Способ термообработки сварных соединений полос и устройство для его осуществления | 1987 |
|
SU1544817A1 |
| Способ закалки наплавленных лап культиваторов | 1986 |
|
SU1435623A1 |
| Способ закалки | 1981 |
|
SU971893A1 |
| Установка для термообработки ферромагнитных изделий | 1980 |
|
SU899677A1 |
СПОСОБ ИНДУКЦИОННОГО НАГРЕВА ПЛОСКОГО КОЛЬЦЕВОГО.ФЕРРОМАГНИТ,йг-, ,. , i. - НОГО ИЗДЕЛИЯ, при котором устанавливают изделие между обращенными друг к другу торцами двзпс коаксиальных катушек, нагревают его до конечной температуры, большей температуры точки Кюри для всего объема изделия, и на горячем этапе нагрева выше температуры точки Кюри катушки включают по току синфазно, отличающийся тем, что, с целью повьш1ения равномерности нагрева при высоком КПД и коэффициенте мощности для изделий, толщина которых меньше глубины проникновения тока в материал изделия на горячем этапе, до достижения температуры точки Кюри нагрев ведут при СО противофазном включении катушек. СП
I Тенпература, Т
tto SO па Г60 Фр(.3
I TfHnepamypo, с Iб
Вреня, с
Теппература,С
WOO BOO
BOO 400 200
0
80
120
Врепя с Фиг. 5
| Слухоцкий А.Е | |||
| и др | |||
| Индукторы для индукционного нагрева | |||
| Л.: Энергия, 1974, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Промышленное применение токов высокой частоты | |||
| Труды ВНИИТВЧ, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Механический грохот | 1922 |
|
SU41A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
