Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно асинхронных двигателей.
Известен способ термического соединения деталей типа вал-втулка (патент SU 998078, МПК В23Р 11/02, опубл. 23.02.1983, бюл. №7), включающий установку деталей одна в другую и пластическую деформацию охватывающей детали путем последовательного нагрева ее отдельных участков.
Недостатками данного изобретения является продолжительное время нагрева деталей, неравномерность нагрева, что может привести к снижению качества соединения деталей.
Известен способ соединения станины электрической машины с пакетом листов статора с обмоткой (патент РФ №2171537, МПК H02K 15/02, H02K 15/00, опубл. 27.07.2001, бюл. №21), включающий нагрев станины и запрессовку в нагретую станину пакета листов статора с помощью двухъярусного стола установки индукционного нагрева.
Недостатками данного изобретения являются высокая трудозатратность и использование металлоемкой конструкции для соединения станины электрической машины с пакетом листов статора.
Техническим результатом является повышение производительности труда, снижение трудоемкости производимых работ, снижение металлоемкости конструкции, повышение качества соединения, и, следовательно, срока службы электрического двигателя.
Указанный технический результат достигается за счет того, что в способе установки пакета листов статора электрического двигателя в станину, включающем нагрев станины и запрессовку в нее пакета листов статора, согласно заявленному изобретению, нагрев станины производят путем опускания в ее полость гибкого индуктора на каркасе и нагревания ее до 190-220°С в течение 10 мин с последующим отключением установки индукционного нагрева и извлечением гибкого индуктора на каркасе, после чего в нагретую станину с переходной посадкой размещают пакет листов статора, который благодаря тепловому расширению от заданной температуры станины не требует запрессовки.
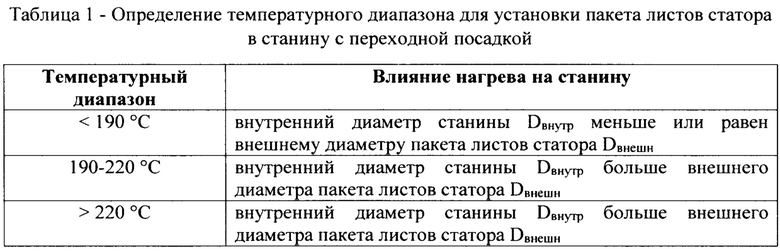
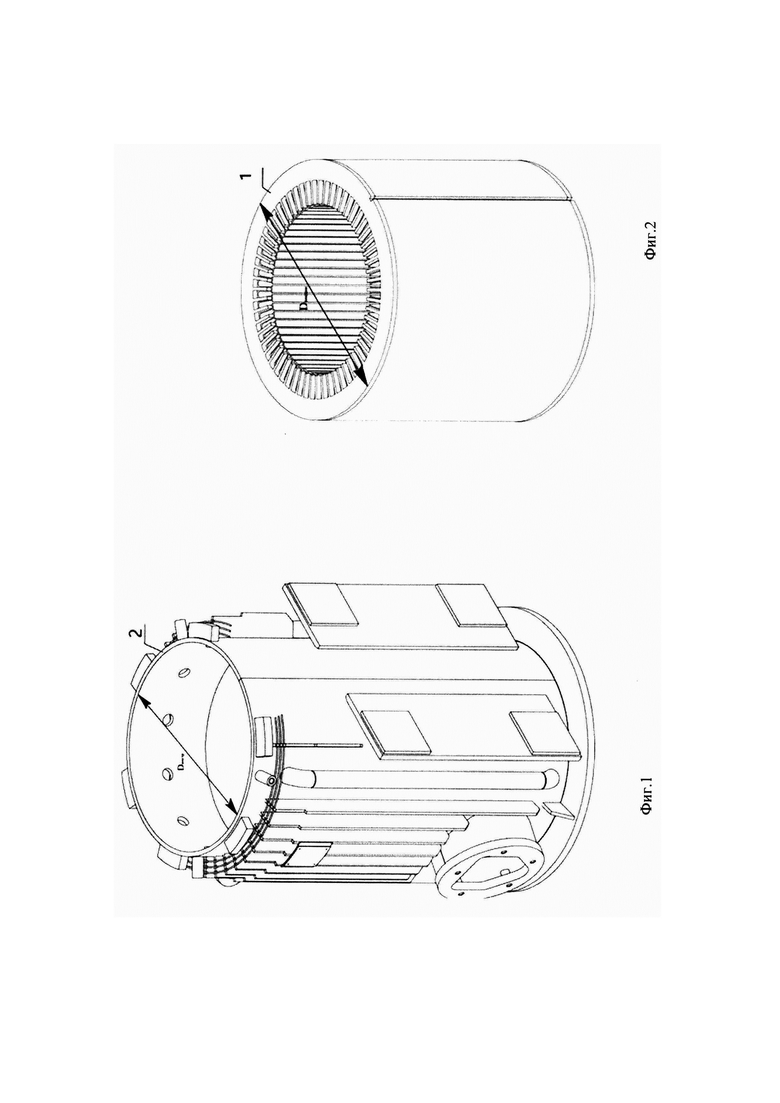
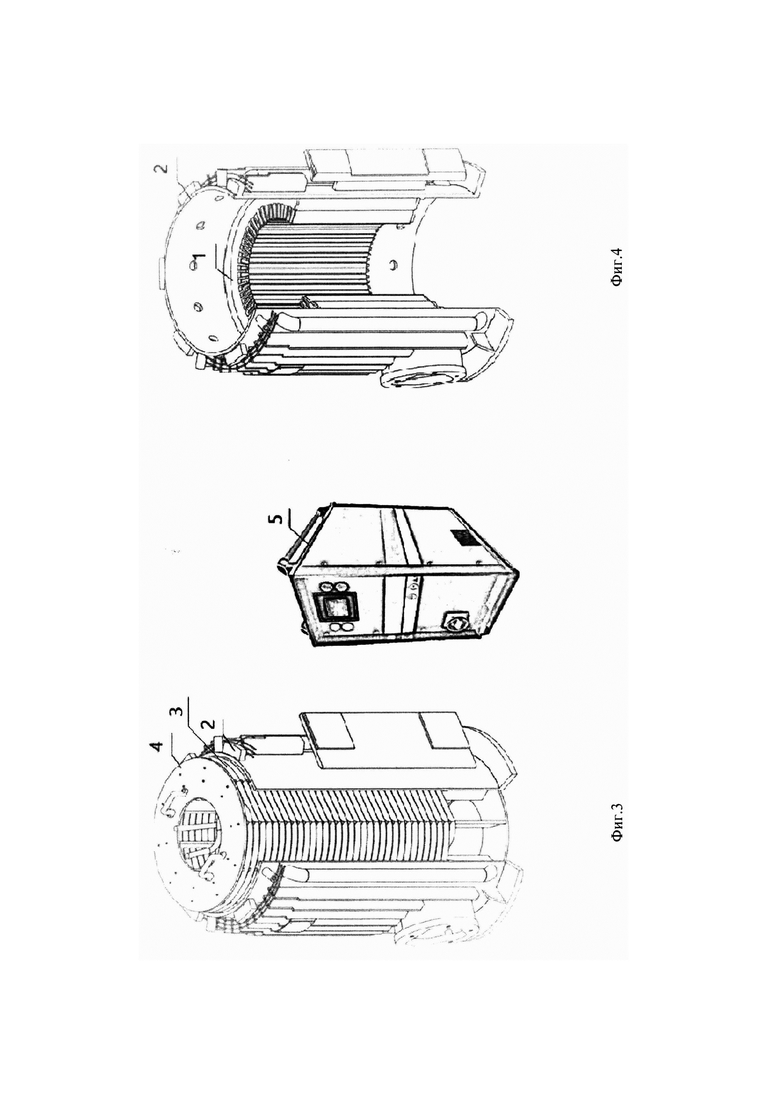
Сущность изобретения поясняется чертежами и таблицей, где на фигуре 1 - изображена станина электрической машины, на фигуре 2 - пакет листов статора, на фигуре 3 - нагрев станины электродвигателя, на фигуре 4 - установка пакета листов статора электрического двигателя в станину, в таблице 1 - определение температурного диапазона для установки пакета листов статора в станину с переходной посадкой.
Способ осуществляют следующим образом.
Предлагаемый способ установки пакета листов статора 1 электрического двигателя в станину 2 включает нагрев станины 2 и установку с переходной посадкой в нагретую станину пакета листов статора 1. Нагрев станины 2 производят путем размещения в ней гибкого индуктора 3 на каркасе 4 вручную. При этом, на станине 2 устанавливают по всей высоте датчики температуры для контроля равномерного нагрева поверхности станины 2. Одновременно с установленными датчиками температуры производится дистанционный замер нагрева станины.
Установку индукционного нагрева 5 включают путем нажатия кнопки и удерживания ее в этом положении до загорания сигнальной лампы (на чертежах не показано) - начало индукционного нагрева.
Нагрев станины 2 производят в течение 10 минут до температуры 190-220°С с последующим отключением установки индукционного нагрева 5 и извлечением из нее гибкого индуктора 3 на каркасе 4 вручную. Затем в нагретую станину 2 с переходной посадкой помещают пакет листов статора 1 с помощью кран-балки без запрессовки.
В промышленных условиях были проведены испытания для определения температурного диапазона для установки пакета листов статора электрического двигателя в станину с переходной посадкой.
Опытным путем выяснили, что:
1. При нагревании станины до 190°С внутренний диаметр станины Dвнутр меньше или равен внешнему диаметру сердечника статора Овнешн. Следовательно, для установки пакетом листов статора в станину потребуется запрессовка, что может привести к деформации пакета листов статора.
2. При нагревании станины в диапазоне 190-220°С внутренний диаметр станины Овнутр больше внешнего диаметра пакета листов статора Dвнешн, что позволяет с переходной посадкой установить пакет листов статора в станину. Следовательно, из-за отсутствия запрессовки не происходит деформации пакета листов статора. После остывания внутренний диаметр станины достигает исходных размеров, равных внешнему диаметру пакета листов статора.
3. При нагревании станины более 220°С внутренний диаметр станины Dвнутр больше внешнего диаметра сердечника статора Dвнешн, что также позволяет с переходной посадкой установить пакет листов статора в станину. Однако, данный нагрев станины является нецелесообразным и экономически необоснованным. Также возможно коробление станины, появление окалины.
Таким образом, данный способ установки пакета листов статора электрического двигателя в станину позволит увеличить производительность, сократить трудоемкость производимых работ и повысить качество соединения пакета листов статора электрического двигателя со станиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ СТАНИНЫ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПАКЕТОМ ЛИСТОВ СТАТОРА С ОБМОТКОЙ | 2000 |
|
RU2171537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ НАГРЕВА ЖИДКИХ СРЕД | 2019 |
|
RU2755521C2 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| СПОСОБ СУШКИ ОБМОТКИ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2013 |
|
RU2558377C2 |
| МАГНИТОДИНАМИЧЕСКИЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1989 |
|
RU2027280C1 |
| Сердечник цилиндрического линейного индукционного насоса и цилиндрический линейный индукционный насос | 2020 |
|
RU2765977C2 |
| Цилиндрический линейный индукционный насос | 2020 |
|
RU2766431C2 |
Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно асинхронных двигателей. Повышение качества соединения листов статора и, следовательно, срока службы электрического двигателя, является техническим результатом, который достигается за счет того, что в предложенном способе при установке пакета листов статора электрического двигателя в станину проводят нагрев станины путем опускания в ее полость гибкого индуктора на каркасе и нагревания ее до температуры 190-220°С в течение 10 мин с последующим отключением установки индукционного нагрева и извлечением гибкого индуктора на каркасе, после чего в нагретую станину с переходной посадкой размещают пакет листов статора, который благодаря тепловому расширению от заданной температуры станины не требует запрессовки. 4 ил, 1 табл.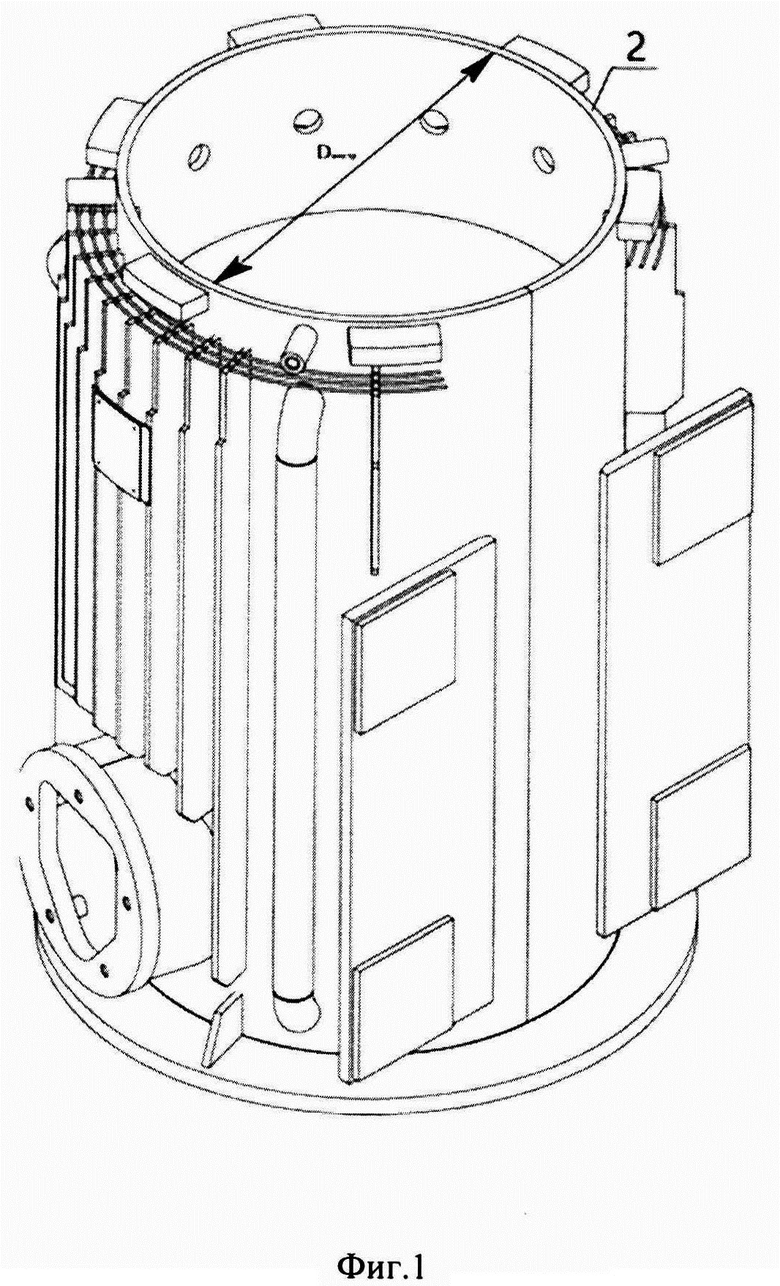
Способ соединения станины асинхронного электрического двигателя с пакетом листов статора, включающий нагрев станины при помощи установки индукционного нагрева и размещение листов статора в нагретую станину для соединения с ней, отличающийся тем, что нагрев станины производят путем опускания в ее полость гибкого индуктора на каркасе с нагревом станины до температуры 190-220°С в течение 10 мин, с контролем равномерности нагрева поверхности станины путем установки по всей высоте датчиков температуры с дистанционным замером нагрева, после отключения гибкого индуктора на каркасе и извлечения его из станины в нагретую станину с переходной посадкой устанавливают пакет листов статора, который благодаря остыванию станины и изменению ее внутреннего диаметра до исходных размеров, равных внешнему диаметру пакета листов статора, не требует операции запрессовки.
| СПОСОБ СОЕДИНЕНИЯ СТАНИНЫ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПАКЕТОМ ЛИСТОВ СТАТОРА С ОБМОТКОЙ | 2000 |
|
RU2171537C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2171530C1 |
| Электрическая машина | 2016 |
|
RU2725151C2 |
| КРЕПЕЖНАЯ КОНСТРУКЦИЯ СТАТОРА | 2013 |
|
RU2588017C1 |
| CN 106208563 A, 07.12.2016 | |||
| CN 111431354 A, 17.07.2020 | |||
| CN 201163728 Y, 10.12.2008. | |||

