Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно асинхронных двигателей.
Известен способ соединения станины электрической машины с пакетом листов статора с обмоткой, включающий нагрев станины и запрессовку в нагретую станину пакета листов статора с обмоткой (см., например, М.В.Антонов, Л.С.Герасимова. Технология производства электрических машин, М.: Энергоиздат, 1982, с. 352-362).
Задачей настоящего изобретения является повышение качества сборки и производительности труда, а также технологичности при одновременном повышении срока службы электрической машины.
Поставленная задача решается за счет того, что в способе соединения станины электрической машины с пакетом листов статора с обмоткой, включающем нагрев станины и запрессовку в нагретую станину пакета листов статора с обмоткой, согласно изобретению нагрев станины производят путем размещения ее в центрирующем приспособлении, установленном на верхнем ярусе двухъярусного стола установки индукционного нагрева соосно одной из неподвижных нижних ветвей разъемного магнитопровода индуктора установки с последующим опусканием в полость станины одной из ветвей верхней подвижной части разъемного магнитопровода индуктора и смыканием другой ветви верхней подвижной части разъемного магнитопровода индуктора с другой ветвью нижней его части и пропусканием электрического тока по обмоткам индуктора, причем используют индуктор, длина каждой ветви верхней подвижной части магнитопровода которого больше длины соосной ей ветви нижней неподвижной части разъемного магнитопровода не менее чем на 0,7 высоты станины и не более чем на высоту станины, нагрев станины производят в течение 1,0-1,5 мин до температуры 90-130oC с последующим отключением установки индукционного нагрева, после чего нагретую до указанной температуры станину устанавливают на стол пресса, на котором в зафиксированном на разжимной оправке положении размещают пакет листов статора с обмоткой, причем выводные концы обмотки пакета листов статора заправляют внутрь, после чего станину напрессовывают на пакет листов статора с обмоткой, а затем с запрессованным в нее пакетом листов статора с обмоткой снимают с разжимной оправки и выводные концы обмотки пакета листов статора через отверстие в станине выводят наружу.
При этом установку индукционного нагрева могут включать путем нажатия кнопки и удерживания ее в этом положении до загорания сигнальной лампы, сигнализирующей о начале индукционного нагрева.
Одновременно с установкой на один неподвижный индуктор установки индукционного нагрева одной станины электрической машины могут устанавливать другую станину электрической машины на другой неподвижный индуктор установки индукционного нагрева, а операции по нагреву второй станины проводят с отставанием от операций по нагреву первой станины не менее чем на половину времени нагрева одной станины.
Технический результат, обеспечиваемый приведенной совокупностью признаков, состоит в повышении производительности труда при одновременном сокращении энергоемкости и повышении качества соединения и тем самым срока службы электрической машины.
Сущность изобретения поясняется чертежами, где
на фиг. 1 изображена установка индукционного нагрева станины электрической машины, вид спереди;
на фиг. 2 - то же, вид сбоку;
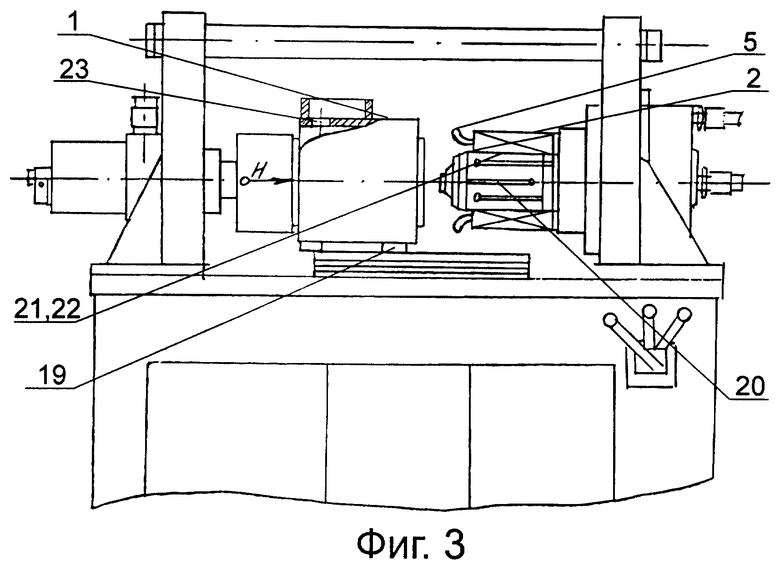
на фиг. 3 - пресс для запрессовки станины на пакет статора, вид спереди;
на фиг. 4 - вид по A-A на фиг. 1;
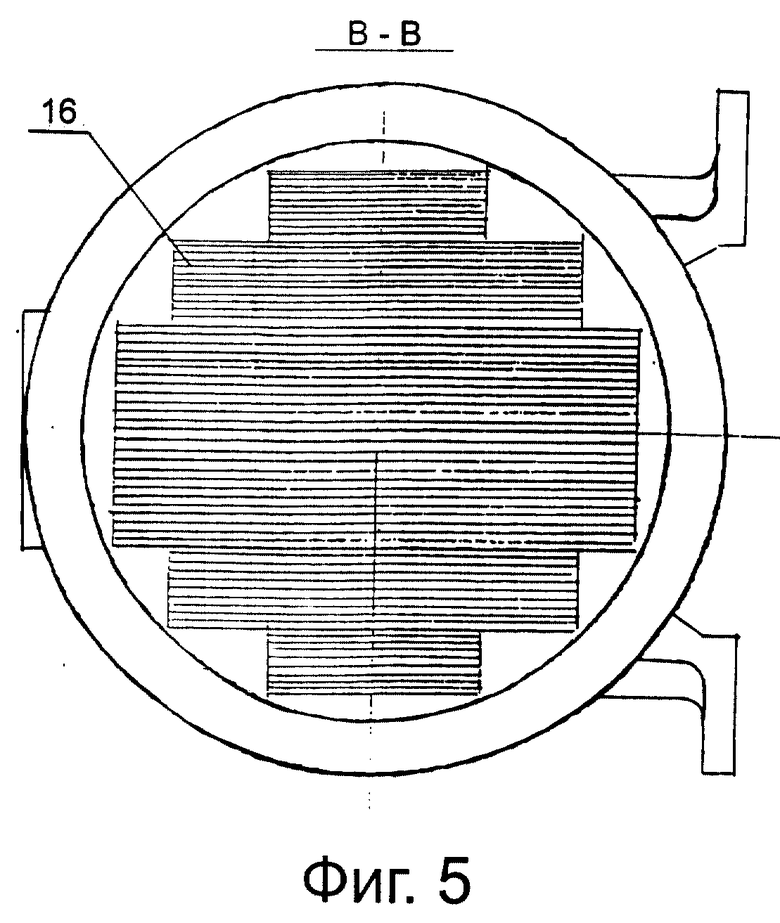
на фиг. 5 - вид по B-B на фиг. 1;
на фиг. 6 - статор с обмоткой с частичным разрезом, вид спереди.
Способ осуществляют следующим образом.
Предлагаемый способ соединения станины 1 электрической машины с пакетом 2 листов 3 статора 4 с обмоткой 5 включает нагрев станины 1 и запрессовку в нагретую станину пакета 2 листов 3 статора 4 с обмоткой 5. Нагрев станины 1 производят путем размещения ее в центрирующем приспособлении 6, установленном на верхнем ярусе 7 двухъярусного стола 8 установки индукционного нагрева 9 соосно одной 10 из неподвижных нижних ветвей 10 и 11 нижней части 12 разъемного магнитопровода индуктора 13 установки с последующим опусканием в полость 14 станины 1 одной 15 из ветвей 15 и 16 верхней подвижной части 17 разъемного магнитопровода индуктора 13 и смыканием другой ветви 16 верхней подвижной части 17 разъемного магнитопровода индуктора 13 с другой ветвью 11 нижней его части 12 и пропусканием электрического тока по обмоткам 18 индуктора 13. Используют индуктор 13, длина каждой ветви 15, 16 верхней части 17 магнитопровода которого больше длины соосной ей ветви 10, 11 нижней неподвижной части 12 разъемного магнитопровода не менее чем на 0,7 высоты станины 1 и не более чем на высоту станины 1. Нагрев станины 1 производят в течение 1,0-1,5 мин до температуры 90-130oC с последующим отключением установки индукционного нагрева 9, после чего нагретую до указанной температуры станину 1 устанавливают на стол 19 пресса, на котором в зафиксированном на разжимной оправке 20 положении размещают пакет 2 листов 3 статора 4 с обмоткой 5. Выводные концы 21 обмотки 5 пакета 2 листов 3 статора 4 заправляют внутрь полости 22, после чего станину 1 напрессовывают на пакет листов статора с обмоткой 5, а затем с запрессованным в нее пакетом 2 листов 3 статора 4 с обмоткой 5 снимают с разжимной оправки 20 и выводные концы 21 обмотки 5 пакета 2 листов 3 статора 4 через отверстие 23 в станине 1 выводят наружу.
Установку индукционного нагрева 9 включают путем нажатия кнопки (на чертежах не показано) и удерживания ее в этом положении до загорания сигнальной лампы (на чертежах не показано), сигнализирующей о начале индукционного нагрева.
Одновременно с установкой на один неподвижный индуктор 13 установки индукционного нагрева 9 одной станины 1 электрической машины устанавливают другую станину 1 электрической машины на другой неподвижный индуктор 13 установки индукционного нагрева 9, а операции по нагреву второй станины 1 проводят с отставанием от операций по нагреву первой станины 1 не менее чем на половину времени нагрева одной станины 1.



Изобретение относится к области электротехники и может быть использовано при изготовлении электрических машин, преимущественно асинхронных двигателей. Способ соединения станины электрической машины с пакетом листов статора с обмоткой включает нагрев станины и запрессовку в нагретую станину пакета листов статора с обмоткой. Новым является то, что нагрев станины производят путем размещения ее в центрирующем приспособлении, установленном на верхнем ярусе двухъярусного стола установки индукционного нагрева соосно одной из неподвижных нижних ветвей разъемного магнитопровода индуктора установки с последующим опусканием в полость станины одной из ветвей верхней подвижной части разъемного магнитопровода индуктора и смыканием другой ветви верхней подвижной части разъемного магнитопровода индуктора с другой ветвью нижней его части и пропусканием электрического тока по обмоткам индуктора, причем используют индуктор, длина каждой ветви верхней подвижной части магнитопровода которого больше длины соосной ей ветви нижней неподвижной части разъемного магнитопровода не менее чем на 0,7 высоты станины и не более чем на высоту станины, нагрев станины производят в течение 1,0 - 1,5 мин до температуры 90 - 130oC с последующим отключением установки индукционного нагрева, после чего нагретую до указанной температуры станину устанавливают на стол пресса, на котором в зафиксированном на разжимной оправке положении размещают пакет листов статора с обмоткой, причем выводные концы обмотки пакета листов статора заправляют внутрь, после чего станину напрессовывают на пакет листов статора с обмоткой, а затем с запрессованным в нее пакетом листов статора с обмоткой снимают с разжимной оправки и выводные концы обмотки пакета листов статора через отверстие в станине выводят наружу. Технический результат, обеспечиваемый изобретением, состоит в повышении производительности труда при одновременном сокращении энергоемкости и повышении качества соединения и срока электрической машины. 2 з.п.ф-лы, 6 ил.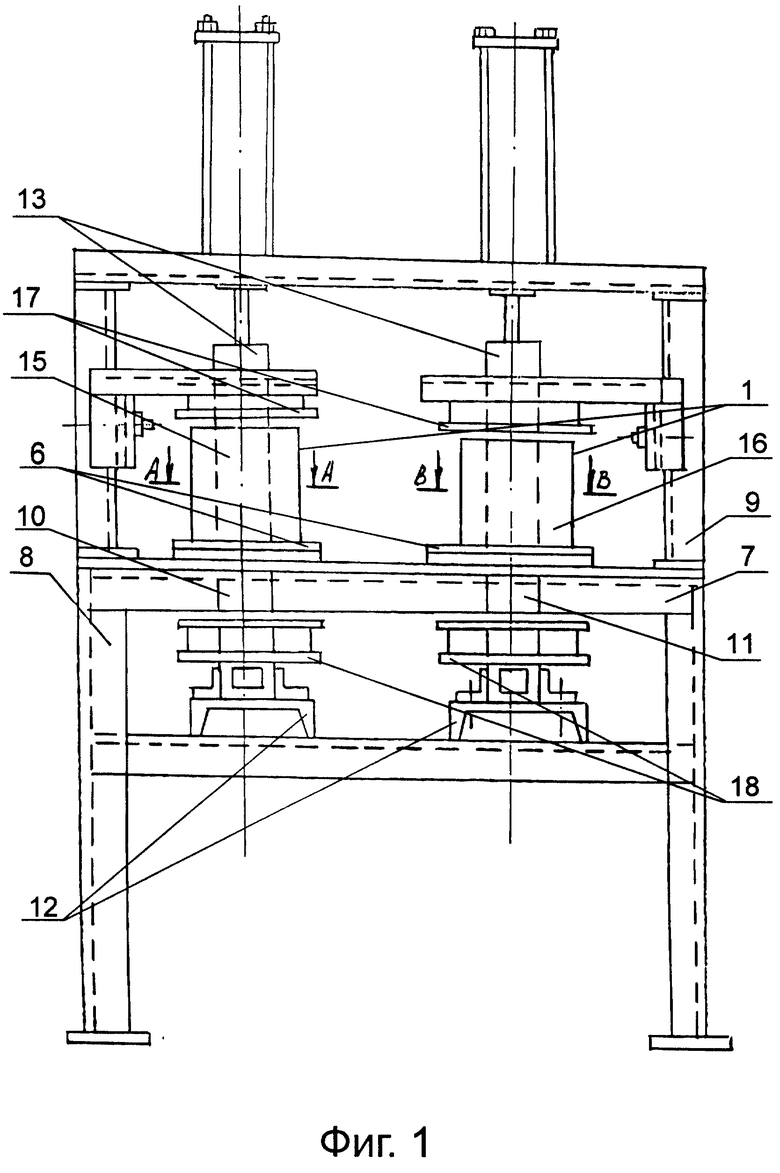
| АНТОНОВ М.В., ГЕРАСИМОВА Л.С | |||
| Технология производства электрических машин | |||
| - М.: Энергоиздат, 1982, с.352-362 | |||
| Способ изготовления статора электрической машины и устройство для его осуществления | 1988 |
|
SU1603491A1 |
| Устройство для сборки сердечника с корпусом электрической машины | 1989 |
|
SU1723639A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| Способ изготовления статора электрической микромашины | 1981 |
|
SU1101975A1 |
| DE 1563030 B2, 02.01.1975 | |||
| US 4266336 A, 12.05.1981. | |||

