ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к изделиям из арамидных нитей, в частности к органопластикам, а также к способу изготовления таких изделий.
УРОВЕНЬ ТЕХНИКИ
Из уровня техники известен препрег, включающий мас. %: эпоксикаучуковое, фенолокаучуковое или эпоксисульфоновое связующее - 40-60 и арамидный наполнитель - ткани сатинового, саржевого и полотняного переплетения из волокон СВМ и Русар с линейной плотностью 14,3 текс и 29,4 текс - 40-60 (RU 2395535,31.03.2009).
Так же из уровня техники известен препрег, содержащий волокнистый наполнитель, состоящий из высокопрочных нейтральных нитей с номинальной линейной плотностью 14,3; 29,4; 58,8 текс, клеевое полимерное расплавное связующее и полисульфон, в котором высокопрочные нейтральные нити получены на основе арамидных волокон Русар-НТ, синтезированных с использованием мономера - хлор-n-фенилендиамина, при следующем соотношении компонентов, мас. %: волокнистый наполнитель 62,1-80; клеевое полимерное расплавное связующее 16-29,9; полисульфон 4-8,0. Технический результат состоит в повышении упругопрочностных свойств, низком водопоглощении и способности сохранять эксплуатационные свойства в условиях воздействия термовлажностной среды полученного материала (RU 2687926, 19.04.2018).
Кроме того, из уровня техники известен способ изготовления армированных изделий из органопластиков путем формирования заготовки из чередующихся армирующих и матричных волокон, заключающийся в формовании заготовок под давлением при температуре выше температуры плавления связующего, отличающийся тем, что процесс формования начинают с подачи давления при температуре в пределах теплостойкости матричных волокон до полного трансверсального деформирования заготовки, после чего давление снижают до уровня, достаточного для поддержания заготовки в деформированном состоянии, и одновременно повышают температуру до температуры плавления матричных волокон, затем при том же давлении органопластик охлаждают ниже температуры теплостойкости термопластичного связующего (RU 2383437, 13.10.2008)
Недостатком известных решений является высокое содержание связующего в получаемых изделиях, что влечет за собой снижение прочностных свойств и увеличение массы конечного изделия.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема, решаемая заявленным изобретением, заключается в предоставлении нового органопластика, исключающей недостатки известных из уровня техники решений.
Технический результат, достигаемый при осуществлении изобретения, заключается в снижение процентного содержания связующего и в повышение прочностных свойств органопластика.
Для решения поставленной задачи и достижения заявленного технического результата предлагается органопластик, содержащий неплетеные слои из волокна, скрепленные между собой связующем, при этом волокно каждого последующего слоя ориентировано относительно предыдущего в направление, отличном на угол от 85° до 95°, а связующее находится в диапазоне от 3% до 10% от общего объема, при это волокно имеет форму поперечного сечения неправильного многоугольника, с количеством углов от 3 до 7, и волокно имеет линейную плотность от 14 до 150 Текс.
Кроме того, органопластик может содержать количество слоев в диапазоне от 2 до 100.
Также, органопластик может представлять собой органопластик, в котором волокно каждого последующего слоя ориентировано относительно предыдущего в направление, отличном на угол от 45° до 55°.
Так же предлагается способ изготовления органопластика, содержащий этап намотки слоя волокна на оправку с изменением направления намотки каждого последующего слоя на угол от 85° до 95°, при этом на волокно предварительно наносится связующее, этап прессования слоев на оправке под температурой пластичности волокна и давлением от 12 кгс/см2 до 40 кгс/см2, этап охлаждения, этап удаления органопластика с оправки путем срезания по кромке.
Кроме того, способ изготовления органопластика может содержать этап намотки слоя волокна на оправку, на котором происходит изменение направления намотки каждого последующего слоя на угол от 45° до 55°.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение поясняется чертежами. Чертежи представлены в объеме, достаточном для понимания изобретения специалистами, и ни в какой мере не ограничивают объема изобретения. На чертежах одинаковые элементы обозначены одинаковыми позициями.
На Фиг. 1 изображен пример намотанных на оправку слоев волокна.
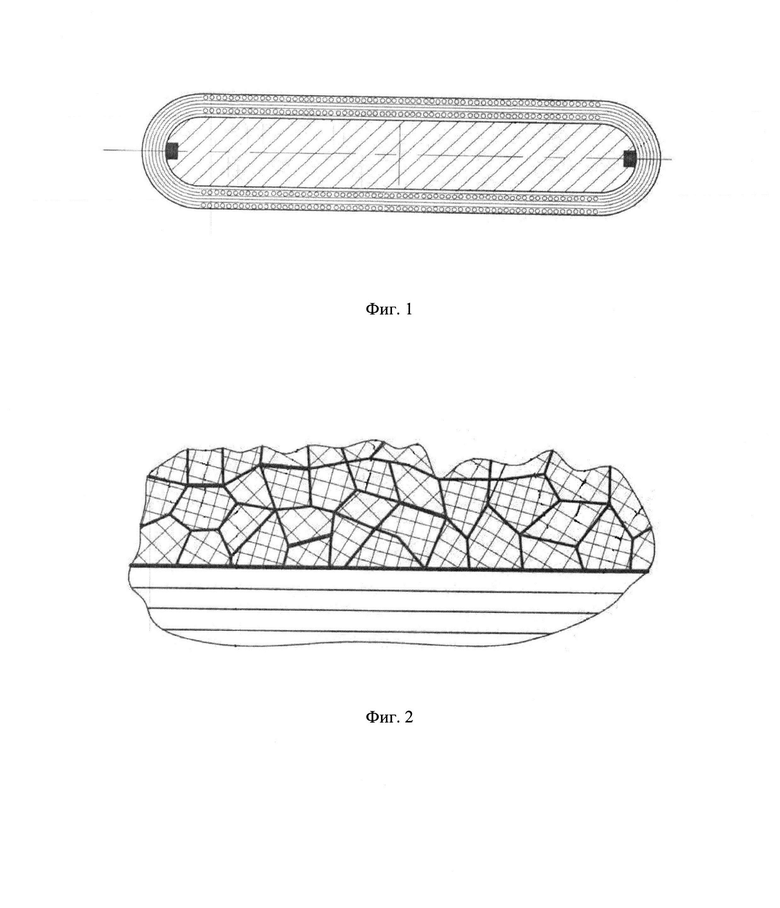
На Фиг. 2 изображен поперечный разрез органопластика после этапа пресования.
ОПИСАНИЕ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Одним из объектов заявленной группы изобретений является органопластик, который в свою очередь может применяться в качестве подложки средств индивидуальной защиты. При этом органопластик содержит неплетеные слои из волокна, в качестве которого, в предпочтительном варианте осуществления, используется арамидная нить. Ниже в таблице 1 приводятся технические характеристики нитей, предпочтительных при формировании слоев органопластика, однако не ограничиваясь ими. Так, для формирования слоев органопластика, определяющим свойством является линейная плотность, которая для заявленного изобретения выбирается из диапазона 14 до 150 Текс.
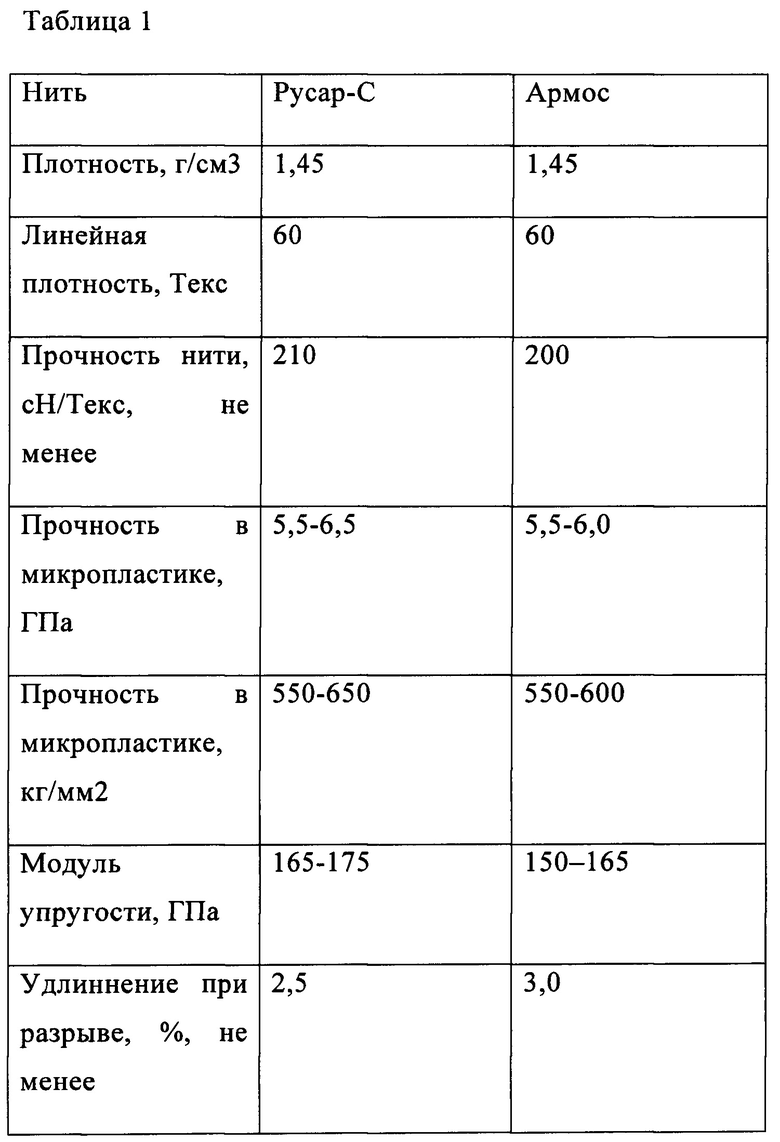
В дополнение, для формирования слоев и их последующего объединения с образованием органопластика, органопластик содержит связующее, в предпочтительном варианте осуществления полимерное связующее. При этом связующее предварительно нанесено на нить, так что общее количество связующего может быть снижено относительно известных из уровня техники аналогов, и доведено до процентного содержания в диапазоне от 3% до 20%, в предпочтительном варианте осуществления от 3%до 10%.
Как видно на Фиг. 1 формирование слоев происходит в результате намотки волокна на оправку, с последовательным изменением намотки волокна на градус находящийся в диапазоне от 85° до 95°, однако, может так же находится в диапазоне от 45° до 55°. А число слоев находится в диапазоне от 2 до 100 в зависимости от последующего использования.
Далее, для формирования плотной структуры органопластик подвергается прессованию с нагревом под температурой пластичности волокна и давлением от 12 кгс/см2 до 40 кгс/см2.
Как показано на Фиг. 2 при таком прессовании волокно деформируется и приобретает форму неправильного многоугольника в сечении, с количеством углов в диапазоне от 3 до 7. Такая форма волокна обеспечивает более плотное прилегание слоев, а так же создает дополнительный эффект прочности, в силу дополнительной неравномерности внутренней структуры органопластика и за счет образования однородной монолитной структуры органопластика, и тем самым позволяет повысить баллистическую сопротивляемость против поражающего элемента. Кроме того, внутренняя структура такого типа, позволяет снизить количество связующего в ней за счет повышенной плотности прилегания слоев.
Другим объектом заявленного изобретения является способ изготовления, предложенного выше органопластика. При этом способ содержит этап намотки, этап прессования слоев на оправке, этап охлаждения, этап удаления органопластика с оправки.
Как показано на Фиг. 1 этап намотки представляет собой этап, при котором на оправку, предпочтительно прямоугольной формы, наматывается волокно. При намотке на волокно наносится связующее до момента контакта волокна с оправкой. При таком методе удается снизить количество связующего в органопластике, что позволяет повысить его прочностные характеристики, так как известно, что высокое содержание связующего пагубно сказывается на всех характеристиках органопластике, увеличивая его массу, повышая хрупкость, и снижая прочностные свойства в том числе при баллистическом воздействии. На этапе намотки слоя волокна на оправку происходит изменение направления намотки каждого последующего слоя на угол от 85° до 95°, или на угол от 45° до 55°, таким образом создается перекрещивание волокон, что напрямую влияет на прочностные характеристики органопластика, исключая эффект расщепления в случае однонаправленности волокон каждого слоя. В результате намотки волокна на оправку получается верхний и нижний предварительные слои органопластика, имеющие одинаковые характеристики.
Этап прессования представляет собой этап, при котором на оба предварительных слоя органопластика оказывается давление с нагревом под температурой пластичности волокна. При этом, удаляется излишек связующего, а так же, как показано на Фиг. 2, происходит деформация волокна, с преданием ему формы неправильного многоугольника в сечении, с количеством углов в диапазоне от 3 до 7. Таким образом обеспечивается более высокая степень прилегания слоев друг другу, а так же создается дополнительная эффект неравномерности внутренней структуры органопластика, что прямым образом влияет на повышение его прочности. В результате прессования удается достичь процентного содержания связующего в диапазоне от 3% до 20% от общего объема, в предпочтительном варианте осуществления от 3% до 10%, при этом слой связующего между плоскостями волокон не превышает 2 мкм.
Этап охлаждения представляет собой этап, при котором намотанные и спрессованные на оправке подвергают охлаждению при температуре окружающей среды.
Этап удаления органопластика с оправки представляет собой этап, при котором до момента полного отвердевания по боковой стороне оправки изделие прорезается таким образом, что с оправки могут быть удалены верхний и нижний слои органопластика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибридный композиционный материал для оболочечных конструкций высокого давления | 2018 |
|
RU2707781C1 |
| ПРЕПРЕГ | 2018 |
|
RU2687926C1 |
| ПРЕПРЕГ АНТИФРИКЦИОННОГО ОРГАНОПЛАСТИКА И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2009 |
|
RU2404202C1 |
| АРМИРОВАННАЯ ОБОЛОЧКА | 2008 |
|
RU2369801C1 |
| ПРЕПРЕГ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2004 |
|
RU2264295C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ ДЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2473576C1 |
| ЗАЩИТНАЯ ТКАНЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2435878C2 |
| Титанополимерный слоистый материал и изделие, выполненное из него | 2023 |
|
RU2812315C1 |
| Способ изготовления армированных изделий | 1980 |
|
SU981004A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2405675C1 |
Группа изобретений может быть использована при изготовлении подложки для средств индивидуальной защиты. Органопластик содержит неплетеные слои из волокна, скрепленные между собой связующим. Волокно каждого последующего слоя ориентировано относительно предыдущего в направлении, отличном на угол от 45° до 55° или от 85° до 95°. Органопластик содержит связующее в количестве 3-10% от общего объема материала. Волокно имеет линейную плотность 14-150 текс и форму поперечного сечения неправильного многоугольника с количеством углов от 3 до 7. Предложен также способ получения органопластика. Группа изобретений позволяет повысить прочность органопластика и снизить в нем содержание связующего. 2 н. и 1 з.п. ф-лы, 2 ил., 1 табл.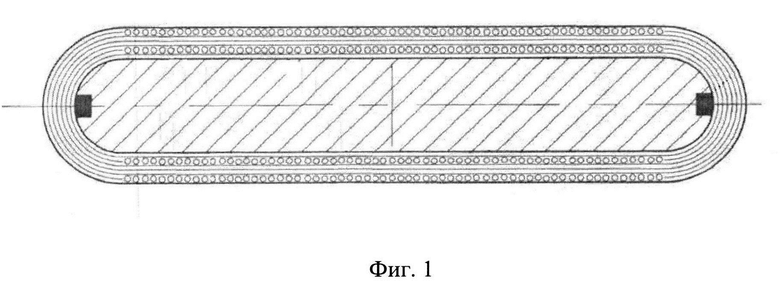
1. Органопластик, содержащий неплетеные слои из волокна, скрепленные между собой связующим, при этом волокно каждого последующего слоя ориентировано относительно предыдущего в направлении, отличном на угол от 45° до 55° или на угол от 85° до 95°, а связующее находится в диапазоне от 3 до 10% от общего объема, при этом волокно имеет форму поперечного сечения неправильного многоугольника с количеством углов от 3 до 7 и волокно имеет линейную плотность от 14 до 150 текс.
2. Органопластик по п. 1, в котором количество слоев находится в диапазоне от 2 до 100.
3. Способ изготовления органопластика по п. 1 или 2, содержащий
этап намотки слоя волокна на оправку с изменением направления намотки каждого последующего слоя на угол от 45° до 55° или на угол от 85° до 95°, при этом на волокно предварительно наносится связующее;
этап прессования слоев на оправке под температурой пластичности волокна и давлением от 12 до 40 кгс/см2;
этап охлаждения;
этап удаления органопластика с оправки путем срезания по кромке.
| Гибридный композиционный материал для оболочечных конструкций высокого давления | 2018 |
|
RU2707781C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА, ПРЕИМУЩЕСТВЕННО ДЛЯ БРОНЕПАНЕЛИ, ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ПРЕИМУЩЕСТВЕННО ДЛЯ БРОНЕПАНЕЛИ И БРОНЕПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2441760C1 |
| ПРЕПРЕГ | 2018 |
|
RU2687926C1 |
| WO 2019186281 A2, 03.10.2019. | |||

