1. Техническая область
Настоящее изобретение относится к области сортировки грузоперевозок, в частности относится к устройству и способу разделения посылок, находящихся в одном ряду, позволяющим осуществить скоростную сортировку груза.
2. Уровень техники
В настоящее время на объектах, где происходят работы по сортировке груза в отрасли электронной коммерции и экспресс-доставки, часто используется способ, в котором на переднем конце посылки подаются вручную человеком, а затем нагромождение большого количества посылок поступает на конвейерную линию и происходит ручное разделение для удобства последующего сканирования и ввода информации.
В существующих скоростных разделителях для ручной подачи посылок человеком на переднем конце необходимо использовать множество работников. Разделительное оборудование часто работает на высокой скорости без возможности остановки, соответственно, к уровню работников предъявляются достаточно высокие требования, а интенсивность труда на объекте также является достаточно высокой. Если время от времени возникает феномен снижения скорости обработки поступающих посылок, то большое количество по-прежнему нагроможденного груза поступает на следующий этап сканирования и сортировки и образуется скапливание большого количества посылок, что увеличивает нагрузку на работы по сканированию и сортировке; при этом также существует значительное количество нераспознанного груза, который повторно поступает на этап подачи и сканирования, тем самым оказывая непосредственное влияние на эффективность сортировочных работ всей системы, продлевая время работы всего оборудования и снижая эффективность и мощность сортировки логистической системы.
В предыдущей патентной заявке с номером CN 201910162842.X под названием «Способ и устройство разделения предметов, находящихся в одном ряду» раскрыто устройство для разделения предметов, расположенных в одном ряду, включающее множество плоских конвейеров, множество моторов и блок управления, при этом между упомянутыми моторами и упомянутыми плоскими конвейерами существует взаимно-однозначное соответствие. В упомянутом способе, когда обнаруживается, что первый предмет и второй предмет расположены в одном ряду, упомянутый блок управления получает информацию первого местонахождения упомянутого первого предмета и второго местонахождения упомянутого второго предмета, а двигатель контролирует, чтобы набор первых плоских конвейеров и набор вторых плоских конвейеров двигались с различной скоростью транспортировки, в результате чего упомянутый первый предмет и упомянутый второй предмет разделяются. Между соседними конвейерами разделительного устройства существует промежуточный паз, в промежуточном пазе находится фотоэлектрический датчик, промежуточный паз находится в месте верхнего потока канала транспортировки упомянутого плоского конвейера, а упомянутое множество фотоэлектрических датчиков соединяется с упомянутым блоком управления. Набор первого двигателя контролирует набор упомянутого первого конвейера, чтобы упомянутый первый конвейер производил транспортировку упомянутого первого предмета с упомянутой первой скоростью, и обеспечивает, чтобы набор упомянутого второго двигателя контролировал набор упомянутого второго конвейера для транспортировки второго груза с упомянутой третьей скоростью, при этом упомянутая третья скорость меньше вышеупомянутой первой скорости.
Недостатки и слабые стороны описанной выше патентной заявки: 1. Как обеспечить ограниченный промежуток между обнаруженными и разделенными посылками перед поступлением на различные плоские конвейеры, образованные соседними промежуточными пазами? Или все-таки использовать для первичной обработки этап ручного разделения посылок работниками? В предыдущей заявке этот вопрос не был раскрыт в достаточной степени, то есть в конкретном применении технологии разделения существует пробел; 2. Не решена проблема распознавания и последующего разделения между множеством пространственных отношений соседних посылок, решенные проблемы ограничены и требуются дальнейшие целенаправленные решения; 3. Разделение и упорядочивание происходит посредством срабатывания сигнала датчика, скорость обработки является достаточно низкой и не может удовлетворить существующие требования скоростной обработки большого количества посылок на объекте; 4. После разделения посылки по-прежнему находятся в рассредоточенном состоянии, что затрудняет последующее поочередное сканирование и обуславливает достаточно высокую долю пропусков. Ввиду этого, предлагается настоящая патентная заявка.
Суть изобретения
Устройство и способ разделения посылок, находящихся в одном ряду, раскрытые в настоящем изобретении работают следующим образом: сначала посылки рассредоточиваются и между ними создаются промежутки, а потом алгоритм распознавания изображения фотографирует и распознает позиционные отношения между соседними посылками; для целенаправленного отделения посылки, находящейся впереди всех, осуществляется высокоскоростное отделение множества посылок и транспортировка их в однолинейную очередь, что обеспечивает максимальную скорость последующей работы по сканированию отдельных посылок, снижение коэффициента необнаруженных ошибок и повышение эффективности сортировочной работы всей системы.
Для осуществления описанной выше цели раскрытый в настоящем изобретении способ разделения посылок, находящихся в одном ряду, главным образом включает следующие этапы:
1) рассредоточение
посылки, поступившие с линии конвейера на рассредоточивающее устройство, рассредоточиваются в соответствии с разницей углов, существующей в направлении транспортировки, и между соседними посылками остается промежуток;
2) обнаружение и распознавание
происходит фотографирование и распознавание обнаруживаемых посылок с помощью устройства визуального распознавания, в результате чего устройство получает данные о трехмерных размерах и текущем положении каждой посылки;
устройство визуального распознавания с помощью алгоритма распознавания изображения осуществляет обнаружение краев на изображении посылки и отфильтровывает трехмерные координаты и информацию о местоположении каждой посылки, соответствующую информации о краях посылки;
координаты размеров самого внешнего контура посылки в направлении транспортировки принимаются за текущее местоположение посылки;
3) разделение
разделительное устройство подает распознанные соседние посылки с различной скоростью транспортировки;
посылка, которая в соответствии с распознаванием находится впереди всех с повышенной скоростью перемещается на краевое устройство, и далее происходит аналогичная процедура;
4) формирование однолинейной очереди
различные посылки, последовательно достигающие краевого устройства, однолинейной очередью транспортируются вперед.
При этом если на упомянутом этапе разделения у нескольких посылок будут одинаковые данные местоположения, то будет произведено сравнение их размеров, и посылка с наибольшим объемом будет считаться первой и далее аналогично.
Вдоль направления транспортировки посылок вертикально устанавливается упомянутое устройство визуального распознавания; устройство визуального распознавания снабжено 3D-камерой.
Упомянутое рассредоточивающее устройство включает несколько рассеивающих ленточных конвейеров, расположенных в расходящемся положении в направлении транспортировки и независимо по отдельности приводящихся в движение несколькими сервоприводами.
Упомянутое разделительное устройство включает несколько разделительных ленточных конвейеров, расположенных в направлении транспортировки и расставленных в шахматном порядке, при этом каждый разделительный ленточный конвейер по отдельности приводится в движение сервоприводом; для первой посылки, прошедшей сопоставление и распознавание алгоритмом распознавания изображений, повышается скорость вращения двигателя транспортирующего ее конвейера; для находящейся позади посылки снижается скорость вращения двигателя транспортирующего ее конвейера, или он прекращает вращение так, чтобы скорость первой посылки превысила скорость всех остальных; эти этапы повторяются до тех пор, пока все посылки последовательно по одной не будут транспортированы на краевое устройство.
Упомянутое краевое устройство представляет собой наклонный барабан; различные посылки, попав в краевое устройство, выстраиваются в направлении транспортировки барабана в однолинейную очередь на одной стороне.
На основе применения описанного выше способа разделения посылок, находящихся в одном ряду, настоящее изобретение также раскрывает структуру разделительного устройства со следующей конструкцией:
в направлении транспортировки расположено рассредоточивающее устройство, устройство визуального распознавания, разделительное устройство и краевое устройство;
упомянутое устройство визуального распознавания располагается вертикально в направлении транспортировки посылок и включает в себя 3D-камеру;
упомянутое рассредоточивающее устройство включает несколько рассеивающих ленточных конвейеров, расположенных в расходящемся положении в направлении транспортировки, а также несколько рассеивающих ленточных конвейеров, независимо приводящихся в движение соответственными сервоприводами;
упомянутое разделительное устройство включает несколько разделительных ленточных конвейеров, расположенных в направлении транспортировки и расставленных в шахматном порядке, при этом каждый разделительный ленточный конвейер по отдельности приводится в движение сервоприводом;
упомянутое краевое устройство представляет собой наклонный барабан.
При этом упомянутый рассеивающий ленточный конвейер включает множество блоков клиновидного ремня, которые приводятся в движение сервоприводами; блоки клиновидного ремня посредством крестовидного универсального шарнира соединяются с валом клиновидного ремня; сервопривод приводит в движение вал клиновидного ремня с помощью синхронного шкива и синхронного ремня.
При этом упомянутый разделительный ленточный конвейер включает транспортировочный ремень, который приводится в движение серворедуктором и ременным шкивом; между расположенными на двух сторонах ременными шкивами надевается ремень натяжения, ремень натяжения последовательно соединяется с приводным шкивом, установленным на коленчатый вал натяжения роликом натяжения, а также рукояткой натяжения и пружиной.
Обобщая вышесказанное, упомянутые устройство и способ разделения посылок, находящихся в одном ряду, имеют следующие преимущества:
1. Позволяют большому количество посылок автоматически поступать на разделительное устройство без необходимости вмешательства работников и предварительного размещения, что может использоваться для полностью автоматической работы скоростных сортировщиков и позволяет избежать необходимости иметь звено, где подача посылок осуществляется вручную.
2. Позволяет снизить инвестиции в рабочих, снизить интенсивность труда рабочих и в то же время снизить требования к уровню работников.
3. Используемый алгоритм распознавания изображения может одновременно распознавать и рассчитывать позиционные соотношения множества соседних посылок, тем самым повышая точность и эффективности последовательного разделения, а также максимально повышая надежность исполнения способа разделения.
4. Устранены недостатки существующей техники; решение раскрыто более полно, имеет более широкие перспективы применения и способствует повышению уровня автоматизации сортировочных работ.
Краткое описание прилагаемых чертежей
Далее следует более подробное разъяснение настоящего изобретения в сопровождении чертежей.
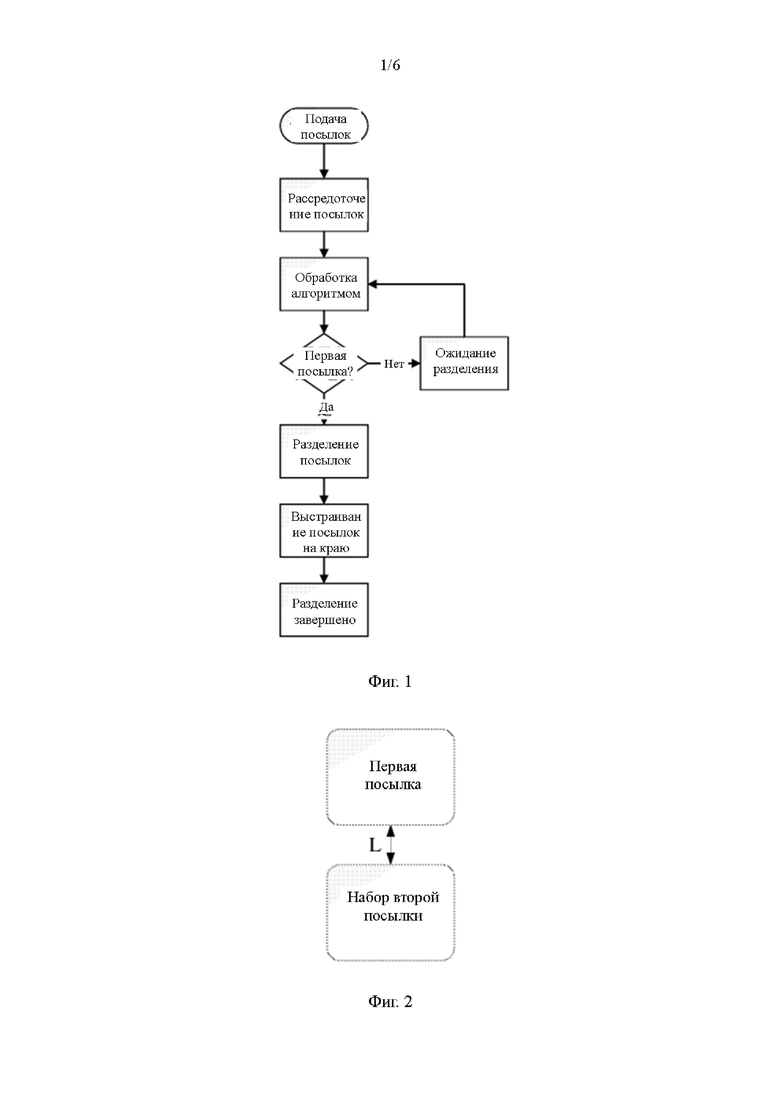
Фиг. 1 представляет собой схематическое изображение технологического процесса способа разделения посылок, находящихся в одном ряду, по настоящему изобретению;
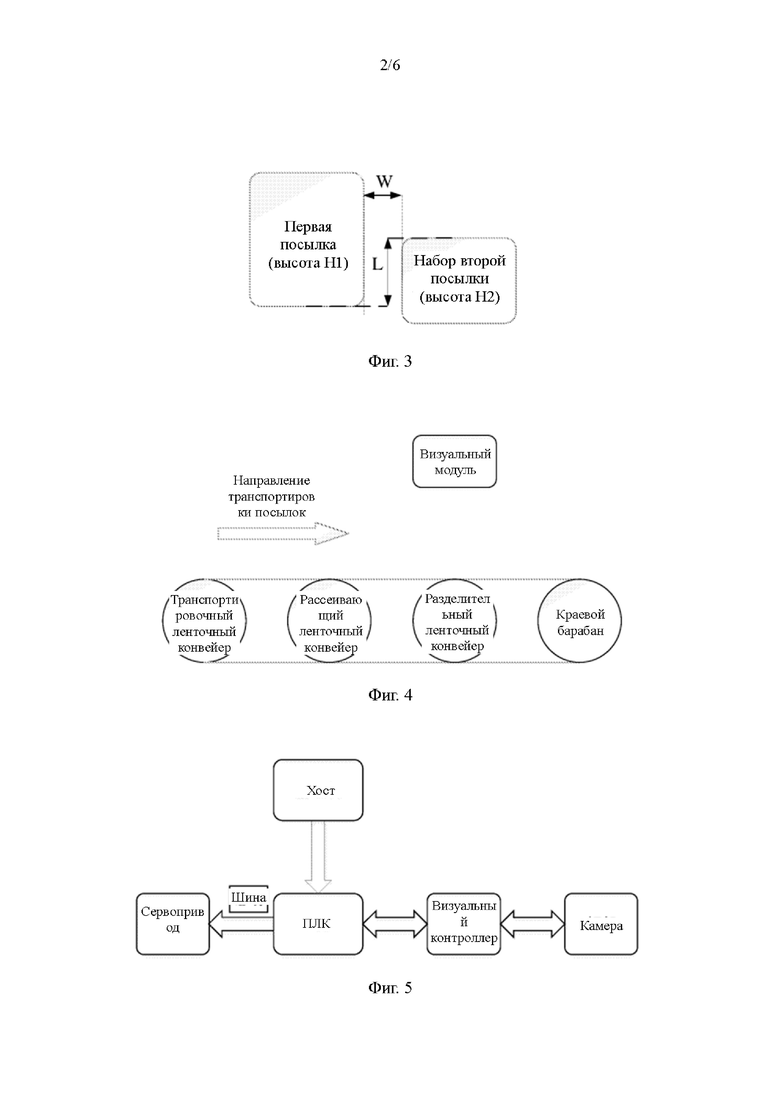
Фиг. 2 представляет собой схематическое изображение примера 1 позиционного распределения посылок;
Фиг. 3 представляет собой схематическое изображение примера 2 позиционного распределения посылок;
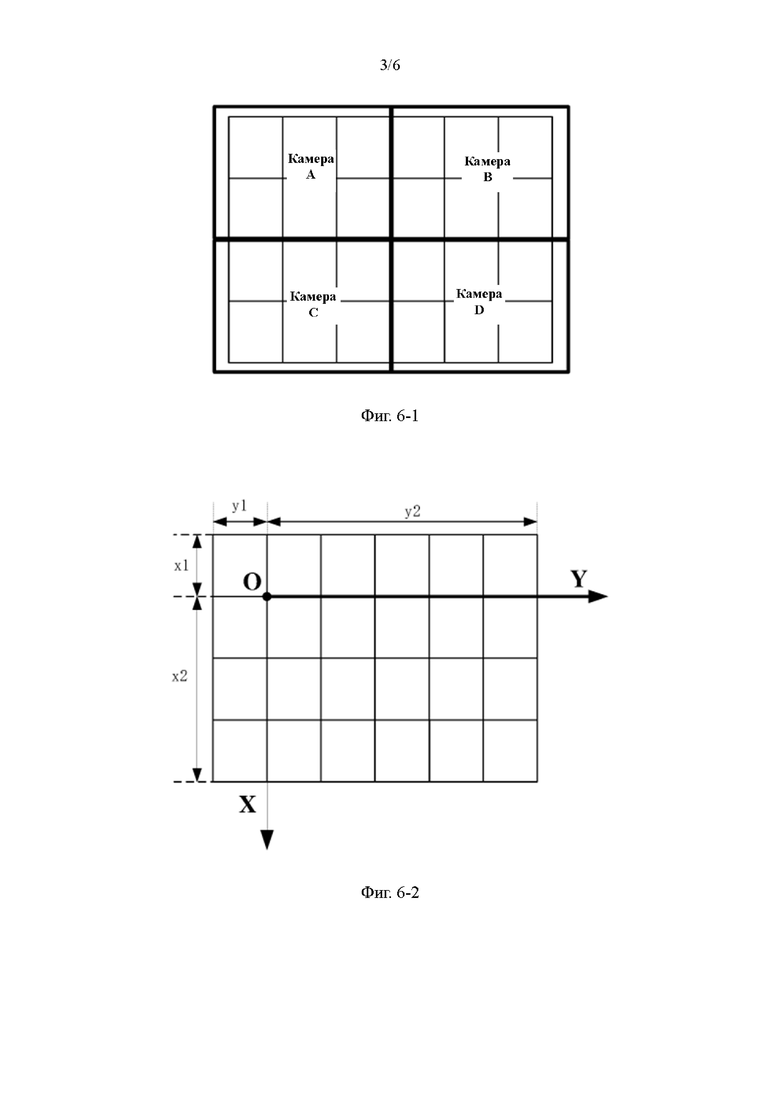
Фиг. 4 представляет собой схематическое изображение модульных компонентов разделительного устройства для посылок, находящихся в одном ряду, по настоящему изобретению;
Фиг. 5 представляет собой схематическое изображение системы управления разделительным устройством для посылок, находящихся в одном ряду;
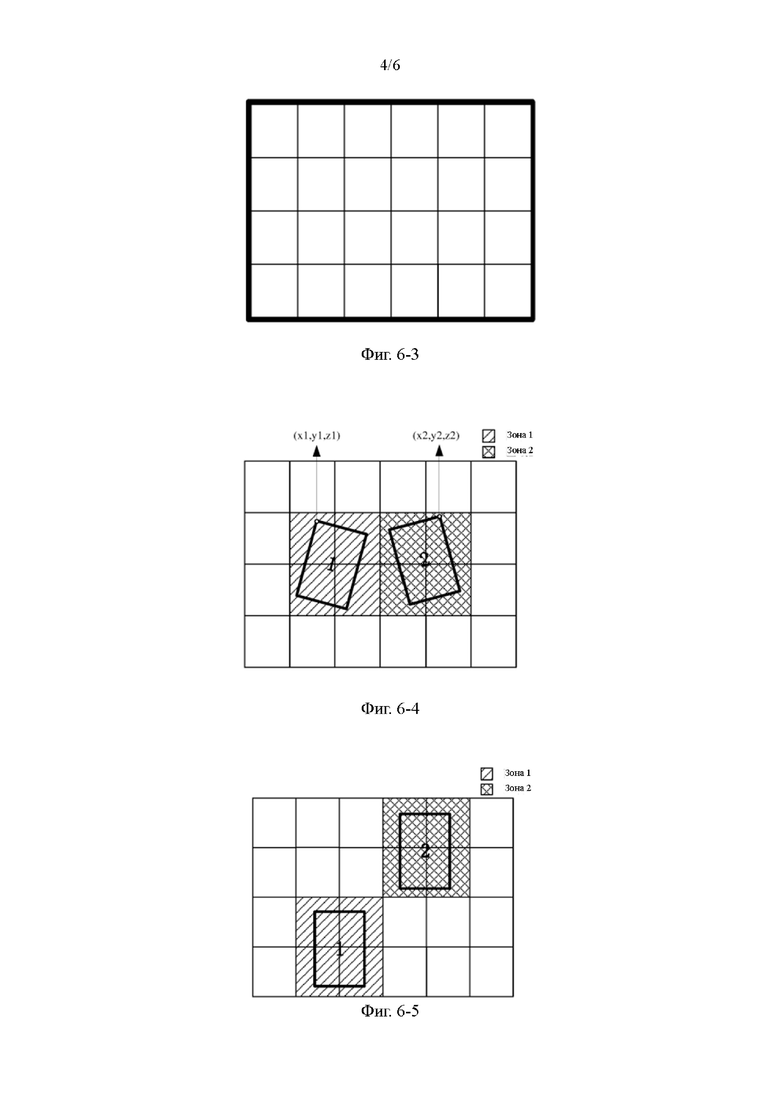
Фиг. от 6-1 по 6-6 представляют собой схематические изображения процесса управления разделением посылок, находящихся в одном ряду;
Фиг.7 представляет собой схематическое изображение передаточного механизма одиночного рассеивающего ленточного конвейера;
Фиг. 8 представляет собой схематическое изображение боковой конструкции одиночного разделительного ленточного конвейера;
Конкретные варианты осуществления
По варианту осуществления 1 раскрытый в настоящем изобретении способ разделения посылок, находящихся в одном ряду, включает следующие этапы:
1) рассредоточение
посылки, поступившие с линии конвейера на рассредоточивающее устройство, рассредоточиваются в соответствии с разницей углов, существующей в направлении транспортировки, и между соседними посылками остается промежуток;
2) обнаружение и распознавание
вдоль направления транспортировки посылок вертикально устанавливается упомянутое устройство визуального распознавания, при этом устройство визуального распознавания снабжено 3D-камерой;
происходит фотографирование и распознавание обнаруживаемых посылок с помощью устройства визуального распознавания, в результате чего устройство получает данные о трехмерных размерах и текущем положении каждой посылки;
устройство визуального распознавания с помощью алгоритма распознавания изображения осуществляет обнаружение краев на изображении посылки и отфильтровывает трехмерные координаты и информацию о местоположении посылки, соответствующую информации о краях посылки;
координаты размеров самого внешнего контура посылки в направлении транспортировки принимаются за текущее местоположение посылки;
3) разделение
разделительное устройство подает распознанные соседние посылки с различной скоростью транспортировки;
если у нескольких посылок будут одинаковые данные местоположения, то будет произведено сравнение их размеров, и посылка с наибольшим объемом будет считаться первой и далее аналогично.
Первая посылка, которая в соответствии с распознаванием находится впереди всех, с повышенной скоростью перемещается на краевое устройство, и далее происходит аналогичная процедура;
4) формирование однолинейной очереди
различные посылки, последовательно достигающие краевого устройства, однолинейной очередью транспортируются вперед.
В технологическом процессе описанного выше способа упомянутое разделительное устройство включает несколько разделительных ленточных конвейеров, расположенных в направлении транспортировки и расставленных в шахматном порядке, при этом каждый разделительный ленточный конвейер по отдельности приводится в движение сервоприводом;
для первой посылки, прошедшей сопоставление и распознавание алгоритмом распознавания изображений, повышается скорость вращения двигателя транспортирующего ее конвейера;
для находящейся позади посылки снижается скорость вращения двигателя транспортирующего ее конвейера или он прекращает вращение так, чтобы скорость первой посылки превысила скорость всех остальных;
эти этапы повторяются до тех пор, пока все посылки последовательно по одной не будут транспортированы на краевое устройство.
В приведенном выше технологическом процессе способа упомянутое краевое устройство представляет собой наклонный барабан; различные посылки, попав в краевое устройство, выстраиваются в направлении транспортировки барабана в однолинейную очередь на одной стороне.
Как показано на Фиг. 1, принципы и основной технологический процесс отделения отдельной посылки в ходе разделения посылок, находящихся в одном ряду, представляют собой следующее: сперва посылки собираются и подаются с транспортирующего конвейера, и когда они поступают на рассеивающий ленточный конвейер, рассеивающий ленточный конвейер осуществляет рассеивание посылок посредством разницы углов в переднем направлении, а при поступлении соединенных посылок на разделительный ленточный конвейер, между соседними посылками образуется промежуток для удобства распознавания их алгоритмом как отдельных посылок; если на разделительном ленточном конвейере одновременно находится несколько посылок, визуальный контроллер с помощью камеры получает данные о текущем местоположении посылок и посредством обработки алгоритмом определяет, является ли посылка набором первой посылки или набором второй посылки, при этом первая посылка - это всегда та посылка или набор посылки, который находится впереди других в направлении транспортировки посылок; если определено, что посылка является первой посылкой, то ПЛК дает приводному двигателю ремня, соответствующего первой посылке, команду ускоренного вращения, а также дает приводному двигателю ремня, соответствующего второй посылке, команду снизить скорость или работать с нулевой скоростью, и через определенное время промежуток между первой и второй посылкой станет больше промежутка ряда, в результате чего набор первой посылки и набор второй посылки разделятся, после чего данные о местонахождении второй посылки передадутся на визуальное управление, а выполнение алгоритма продолжится и будет ожидаться команда разделения; в то же время полностью отделенная первая посылка на высокой скорости покинет разделительный ленточный конвейер, поступит в краевой барабан, после чего краевой барабан продолжит транспортировку череды посылок вперед.
3D-камера, вертикально установленная в направлении транспортировки, определяет трехмерные размеры и текущее положение посылки, посылки независимо отделяются, блок Визуального контроля с помощью алгоритма распознавания изображения оценивает находящийся на ленточном конвейере предмет, этот алгоритм распознавания изображений может по изображению определять края, а по данным определения краев изображения отфильтровывать информацию о краях посылки, и эта информация о краях является координатами контура посылки.
При этом координаты размеров самого внешнего контура посылки в направлении транспортировки принимаются за текущее местоположение посылки, эти данные местоположения являются важным входным условием для определения алгоритмом поочередной последовательности отделения посылок, то есть посылка, находящаяся впереди всех в направлении транспортировки посылок, принимается за первую посылку, а все остальные посылки, за исключением первой, в тот же момент находящиеся на разделительном ленточном конвейере, считаются набором второй посылки.
Могут возникнуть следующие ситуации:
первая возможная ситуация: местоположение первой посылки и набора второй посылки как на Фиг. 2, при этом если L>10 мм, то алгоритм решает, что это две посылки, при этом первая посылка и набор второй посылки не находятся в одном ряду и система решает, что в этих обстоятельствах первую посылку можно отделить;
вторая возможная ситуация: местоположение первой посылки и набора второй посылки как на Фиг. 3, при этом если L>-10 мм и W>10 мм, то алгоритм решает, что это две посылки, при этом первая посылка и набор второй посылки находятся в одном ряду и система решает, что в этих обстоятельствах первую посылку можно отделить;
третья возможная ситуация: местоположение первой посылки и набора второй посылки -как на Фиг. 3, при этом если L>-10 мм и W<10 мм и |Н1-Н2|>10 мм, то алгоритм решает, что это две посылки, при этом первая посылка и набор второй посылки находятся в одном ряду и система решает, что в этих обстоятельствах первую посылку можно отделить;
четвертая возможная ситуация: местоположение первой посылки и набора второй посылки - как на Фиг. 3, при этом если L>-10 мм и W<10 мм и |Н1-Н2|<10 мм, то алгоритм решает, что это одна посылка, такие посылки называются слипшимися, и система решает, что в этих обстоятельствах первую посылку можно отделить, слипшаяся посылка ожидает результата обработки алгоритма следующего интервала и команды об отделении.
Как показано на Фиг. 4 и Фиг. 5, в раскрытом в настоящем изобретении способе разделения посылок, находящихся в одном ряду, разделение достигается путем управления набором ленточного конвейера, расположенного под находящимися в одном ряду посылками, таким образом, что они движутся с различной скоростью.
Разделительное устройство для посылок, находящихся в одном ряду, также включает систему управления, состоящую из хоста, ПЛК, визуального модуля и сервопривода, при этом сервопривод по отдельности приводит в движение разделительный ленточный конвейер и рассеивающий ленточный конвейер, подача посылок осуществляется транспортировочным конвейером, а выгрузка - краевым барабаном;
контролирующая связь всего разделительного устройства включает: отправку команд хостом и визуальным контроллером на ПЛК, отправку команд ПЛК на сервопривод для приведения в движение и контроля соответствующей скорости вращения разделительного ленточного конвейера, в то же время ПЛК также может отправлять команды на визуальный контроллер для активации камеры и фотографирования.
В частности, визуальный контроллер посредством 3D-камеры получает информацию о текущем местоположении посылки. Путем сравнения информации о местоположении посылка, находящаяся впереди всех в направлении транспортировки посылок, считается первой посылкой, соответствующая ей лента набором первой ленты, а ленты, соответствующие другим посылкам, называются набором второй ленты, при этом скорость вращения сервопривода, соответствующего набору первой ленты, называется первой скоростью, а скорость вращения сервопривода, соответствующего набору других лент - второй скоростью, при этом первая скорость должна быть выше второй, и посредством контроля скорости сервоприводов лент, соответствующих разным посылкам, осуществляется разделение.
Когда визуальный контроллер определяет, что промежуток между посылками превышает промежуток ряда, текущее отделение считается завершенным, а перед осуществлением контроля продолжается сравнение информации о местонахождении следующего набора посылки, аналогичным способом происходит разделение посылок, находящихся в одном ряду.
При чрезмерной сортировке посылок алгоритм определяет, что между продвижением набора первой посылки и набора второй посылки невозможно осуществить разделение, и контроллер дает сервоприводу ленточного конвейера, соответствующему набору первой посылки, команду работать с высокой скоростью, а сервоприводу ленточного конвейера, соответствующему набору второй посылки - команду нулевой скорости, и когда промежуток между первой и второй посылкой превысит промежуток ряда, контроллер посредством ПЛК даст сервоприводу ленточного конвейера, соответствующему второй посылке, команду работать с низкой скоростью и осуществится последующее разделение набора второй посылки;
Как показано на Фиг. от 6-1 по 6-6, в процессе управления разделением посылок, находящихся в одном ряду, устройство визуального распознавания осуществляет следующий процесс измерения и распознавания:
1) Стыковка камер
На Фиг. 6-1 слишком большая площадь разделительного ленточного конвейера превысила эффективный диапазон обзора одной 3D-камеры, при этом эффективный диапазон обзора одной 3D-камеры превышает 1/4 и не превышает 1/2 от площади разделительного ленточного конвейера, поэтому применяются четыре состыкованные 3D-камеры, и посредством сравнения и удаления повторно сфотографированных частей визуальным алгоритмом получается одномоментное и цельное изображение верхнего вида разделительного ленточного конвейера (сначала осуществляется стыковка камер, а затем необходимо разграничить края визуального измерения).
2) Установка координат и разграничение краев визуального измерения
На Фиг. 6-2 на разделительной ленте выбрана точка О, то есть нулевая координата; выбирается направление осей X и Y, после чего измеряется расстояние от изначальной точки координат разделительного ленточного конвейера О до краев ленты x1, х2, y1, у2, а полученные в результате измерения данные вводится в алгоритм визуального контроля, таким образом, достигается визуальное определение краев, как показано на Фиг. 6-3.
3) Маркировка краев посылки и информация о координатах
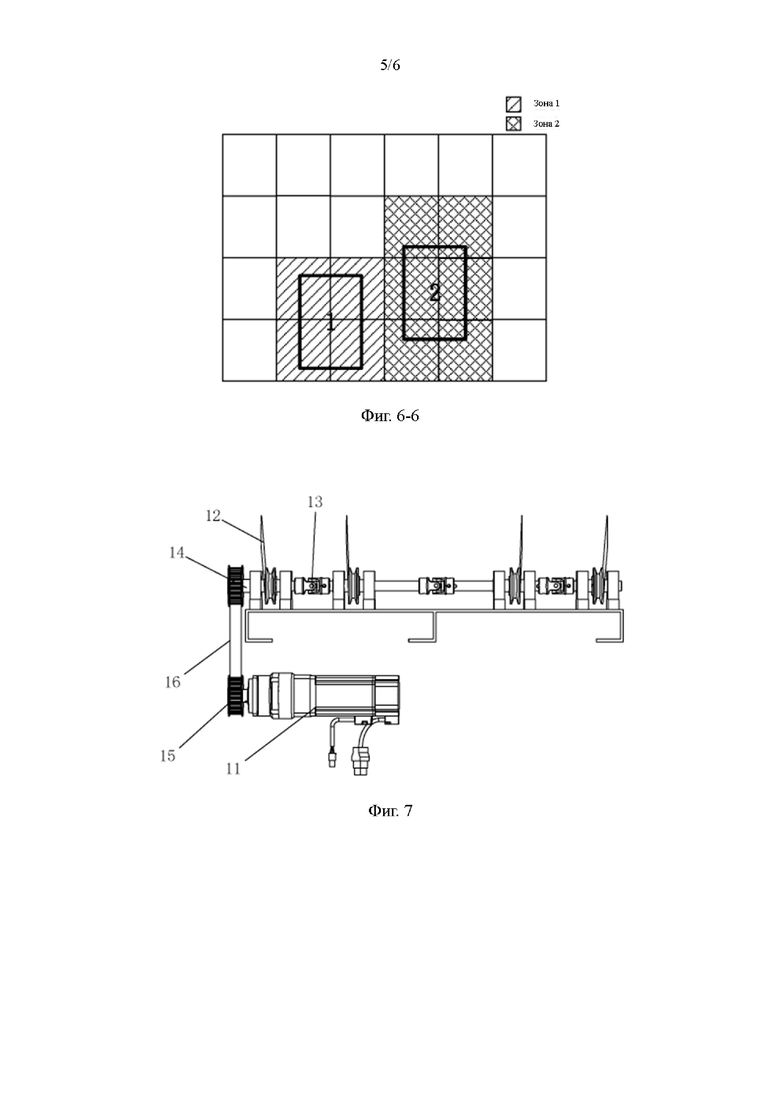
Как показано на Фиг. 6-4, когда посылка появляется в диапазоне обзора камеры, камера берет внешние края посылки в рамку, на рисунке это показано жирной черной внешней рамкой, при этом координаты х, у обозначают местоположении посылки на разделительном ленточном конвейере, a z обозначает высоту посылки, камера фиксирует множество данных координат, содержащихся внутри внешней рамки посылки, и эти данные становятся важным основанием для определения поочередной последовательности разделения посылок алгоритмом; ленточный конвейер, соответствующий посылке 1, показан в зоне 1 на Фиг. 6-4, а ленточный конвейер, соответствующий посылке 2, показан в зоне 2 на Фиг. 6-4, визуальный контроллер посредством отправки команды на ПЛК контролирует различную скорость движения ленточных конвейеров различных зон, и благодаря разнице скоростей осуществляется разделение посылок; когда на самом переднем разделительном ленточном конвейере находятся расположенные в одном ряду посылки, камера фиксирует координаты размеров края обеих посылок, при этом {x1, y1, z1} представляет собой набор координат посылки 1, а {х2, у2, z2} набор координат посылки 2, при этом существует несколько ситуаций разделения посылок;
первая ситуация: как показано на Фиг. 6-5, когда на самом переднем конце в направлении транспортировки посылок нет расположенных в один ряд посылок, то есть, допустим (х2а, у2а, z2a) - это точка набора координат посылки 2, a (x1a, y1a, z1a) - точка набора координат посылки 1, ∀(x2a, у2а, z2a) ∈ {х2, у2, z2} и (x1a, y1a, z1a) ∈ {x1, y1, z1}, тогда всегда x2a<x1a; в этом случае визуальный контроллер отправит на ПЛК команду работать с высокой скоростью, чтобы контролировать вращение с высокой скоростью сервопривода зоны 2, соответствующей посылке 2, а набор посылки 1 будет проходить последующую обработку алгоритмом и ожидать разделения.
Вторая ситуация: как показано на Фиг. 6-6, когда на самом переднем конце в направлении транспортировки посылок есть расположенные в один ряд посылки, то есть, допустим (х2а, у2а, z2a), (x2b, y2b, z2b) - это точка набора координат посылки 2, a (x1a, y1a, z1a), (x1b, y1b, z1b) - точка набора координат посылки 1, (х2а, у2а, z2a) ∈ {х2, у2, z2} и (x2b, y2b, z2b) ∈ {х2, у2, z2}; (x1a, y1a, z1a) ∈ {x1, y1, z1} и (x1b, y1b, z1b) ∈ {x1, y1, z1}; 3x1a<x2a и 3x1b>x2b, то посылка 1 и посылка 2 называются посылками, расположенными в одном ряду; допустим, посылка 2 находится в точке (х2 с, у2 с, z2c), для любой точки посылки 1 (x1c, y1c, z1c) существуют отношения х2 с <х1 с, математическое выражение 3 (х2 с, у2 с, z2c) ∈{x2, у2, z2}, ∀ (x1c, y1c, z1c) ∈ {x1, y1, z1}, существуют отношения х2 с<х1 с, в этом случае алгоритм решает, что приоритет отделения посылки 2 превышает приоритет отделения посылки 1, визуальный контроллер заставляет ПЛК отправить на сервопривод, соответствующий зоне 2, команду работать с высокой скоростью, а на сервопривод, соответствующий зоне 1, - команду работать с низкой скоростью, это продолжается некоторое время, после чего в определенный момент ∀ (x1d, y1d, z1d) ∈ {x1, y1, z1}, ∀ (x2d, y2d, z2d) ∈ {x1, y1, z1}, существует x1d-x2d>10, тогда определяется, что разделение посылки 2 и посылки 1 уже завершено, и посылка 1 вместе с последующими посылками аналогичным образом обрабатывается алгоритмом и ожидает отделения.
В разделении посылок, находящихся в одном ряду, существуют особые обстоятельства. Когда алгоритм определяет, что приоритет отделения посылки 2 выше, чем у посылки 1, но алгоритм рассчитывает, что расстояние от посылки 1 и посылки 2 до края разделительного ленточного конвейера слишком коротко и его недостаточно для осуществления разделения, тогда визуальный контроллер заставляет ПЛК отправить на сервопривод, соответствующий зоне 2, команду работать с высокой скоростью, а на сервоприводы, соответствующие другим зонам, кроме зоны 2, команду работать с нулевой скоростью, и после отделения посылки 2 визуальный контроллер посредством отправки команды на ПЛК обеспечивает низкую скорость сервоприводов, соответствующих другим зонам, одновременно осуществляя отделения посылки.
для реализации описанного выше способа разделения упомянутое разделительное устройство для посылок, находящихся в одном ряду, включает в себя расположенные в направление транспортировки рассредоточивающее устройство, устройство визуального распознавания, разделительное устройство и краевое устройство. При этом
упомянутое устройство визуального распознавания располагается вертикально в направлении транспортировки посылок и включает в себя 3D-камеру;
упомянутое рассредоточивающее устройство включает несколько рассеивающих ленточных конвейеров, расположенных в расходящемся положении в направлении транспортировки, а также несколько рассеивающих ленточных конвейеров, независимо приводящихся в движение соответственными сервоприводами;
упомянутое разделительное устройство включает несколько разделительных ленточных конвейеров, расположенных в направлении транспортировки и расставленных в шахматном порядке, при этом каждый разделительный ленточный конвейер по отдельности приводится в движение сервоприводом;
упомянутое краевое устройство представляет собой наклонный барабан.
Как показано на Фиг. 7, упомянутый рассредоточивающий ленточный конвейер включает 12 узких ленточных конвейеров, расходящихся под определенным углом. Каждые четыре образуют один блок конвейера. Для приведения их в движение всего есть 3 сервопривода.
При этом первый узкий ленточный конвейер включает несколько блоков клиновидного ремня 12, приводящихся в движение сервоприводом 11; блоки клиновидного ремня 12 посредством крестовидного универсального шарнира 13 соединяются с валом клиновидного ремня 14; сервопривод 11 приводит в движение вал клиновидного ремня 14 с помощью синхронного шкива 15 и синхронного ремня 16.
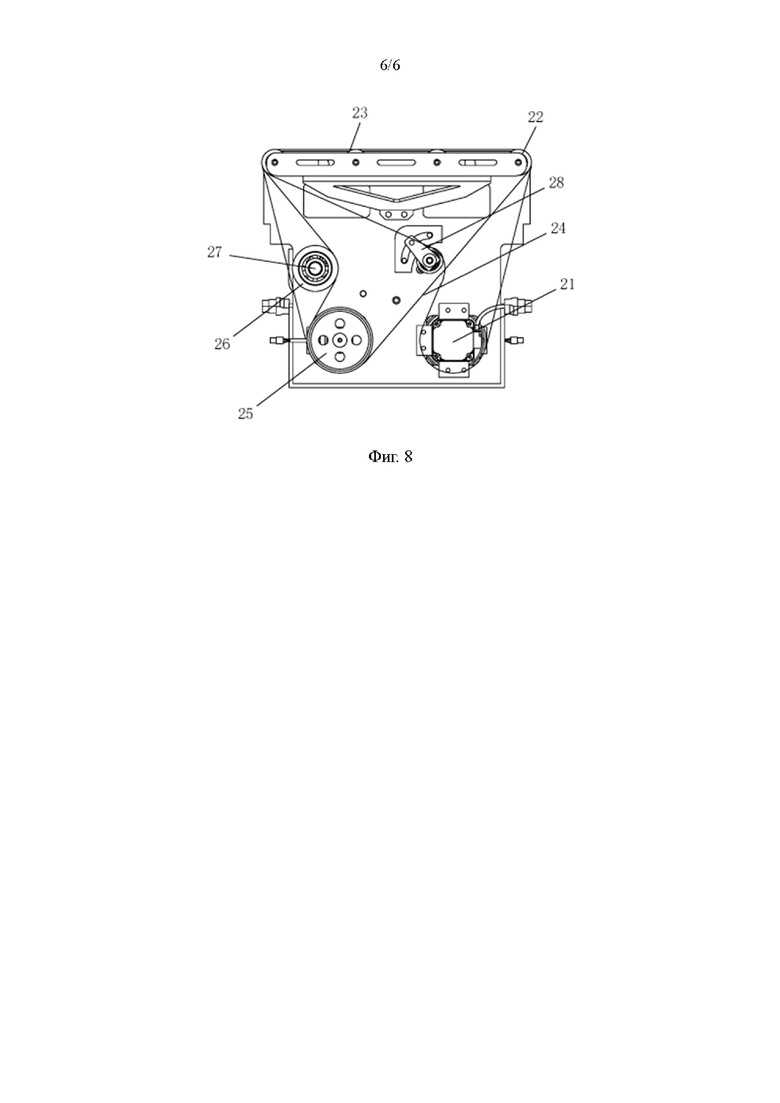
Как показано на Фиг. 8, упомянутый разделительный ленточный конвейер включает 24 небольших ленточных конвейера, расположенных в шахматном порядке, при этом каждый небольшой ленточный конвейер приводится в движение сервосистемой и его скорость можно регулировать независимо.
При этом каждый небольшой ленточный конвейер включает транспортировочный ремень 23, который приводится в движение серворедуктором 21 и ременным шкивом 22; между расположенными на двух сторонах ременными шкивами 22 надевается ремень натяжения 24, ремень натяжения 24 последовательно соединяется с приводным шкивом 25, установленным на коленчатый вал натяжения 27 роликом натяжения 26, а также рукояткой натяжения и пружиной 28.
Под действием растягивающей силы рукоятки натяжения и пружины 28 ролик натяжения 26 автоматически натягивается, что позволяет избежать необходимости оставлять место для ручной регулировки и делает конструкцию более компактной. Кроме того, автоматическое натяжение не требует обслуживания работниками.
Обобщая приведенное выше, перечисленные в сочетании с чертежами варианты осуществления представляют собой только предпочтительные решения. Другие альтернативные конструкции, вдохновленные настоящим изобретением, выведенные техническим персоналом данной отрасли и соответствующие конструкторской концепции настоящего изобретения, также входят в диапазон защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫГРУЗКИ ШТУЧНЫХ ГРУЗОВ ИЗ КОНТЕЙНЕРА | 2010 |
|
RU2441830C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДОСТАВОЧНОЙ УПАКОВКИ | 2013 |
|
RU2604560C2 |
| УСТРОЙСТВО ВЫГРУЗКИ ШТУЧНЫХ ГРУЗОВ ИЗ КОНТЕЙНЕРА | 2010 |
|
RU2448029C1 |
| МОДУЛЬНАЯ СИСТЕМА ТРАНСПОРТИРОВАНИЯ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2013 |
|
RU2621810C2 |
| Устройство для разделения разногабаритных предметов | 1991 |
|
SU1818154A1 |
| РОБОТИЗИРОВАННАЯ МОДУЛЬНАЯ ТЕЛЕЖКА | 2023 |
|
RU2800784C1 |
| СИСТЕМА СОРТИРОВКИ ПОСЫЛОК | 2020 |
|
RU2784983C1 |
| ОПТИЧЕСКАЯ СИСТЕМА ОБРАБОТКИ БАНКНОТ ПО ИЗЛУЧЕНИЮ, ИСПУСКАЕМОМУ ЗАЩИТНЫМИ ЭЛЕМЕНТАМИ | 2002 |
|
RU2312392C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ МОНИТОРИНГА ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЭЛЕМЕНТОВ ЛЕНТОЧНОГО КОНВЕЙЕРА | 2022 |
|
RU2784683C1 |
| РАДИОПОИСКОВАЯ СИСТЕМА ДЛЯ ПЕРЕХВАТА УГНАННЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2004 |
|
RU2244642C1 |
Изобретение относится к процессу сортировки посылок, а именно к способу разделения посылок, находящихся в одном ряду, включающему следующие этапы: рассредоточение, в ходе которого посылки, поступившие с линии конвейера на рассредоточивающее устройство, рассредоточиваются в соответствии с разницей углов, существующей в направлении транспортировки, и между соседними посылками остается промежуток; обнаружение и распознавание, в ходе которого происходит фотографирование и распознавание обнаруживаемых посылок с помощью устройства визуального распознавания, в результате чего устройство получает данные о трехмерных размерах и текущем положении каждой посылки; разделение, в ходе которого разделительное устройство подает распознанные соседние посылки с различной скоростью транспортировки; первая посылка, которая в соответствии с распознаванием находится впереди всех, с повышенной скоростью перемещается на краевое устройство и далее происходит аналогичная процедура; находящиеся в однолинейной очереди различные посылки, последовательно достигающие краевого устройства, однолинейной очередью транспортируются вперед. Технический результат - снижение коэффициента необнаруженных ошибок и повышение эффективности сортировочной работы всей системы. 2 н. и 7 з.п. ф-лы, 13 ил.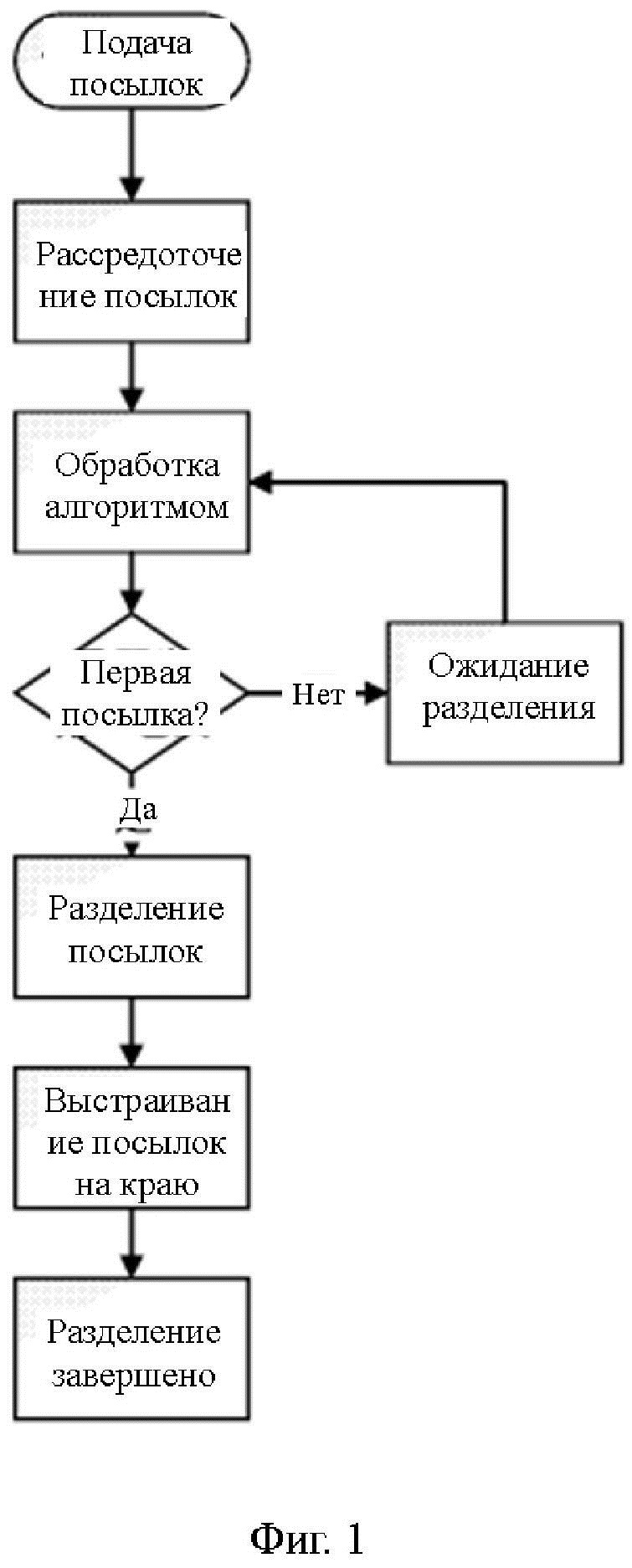
1. Способ разделения посылок, находящихся в одном ряду, характеризующийся тем, что он включает следующие этапы:
1) рассредоточение
посылки, поступившие с линии конвейера на рассредоточивающее устройство, рассредоточиваются в соответствии с разницей углов, существующей в направлении транспортировки, и между соседними посылками остается промежуток;
2) обнаружение и распознавание
происходит фотографирование и распознавание обнаруживаемых посылок с помощью устройства визуального распознавания, в результате чего устройство получает данные о трехмерных размерах и текущем положении каждой посылки;
устройство визуального распознавания с помощью алгоритма распознавания изображения осуществляет обнаружение краев на изображении посылки и отфильтровывает трехмерные координаты и информацию о местоположении посылки, соответствующую информации о краях посылки;
координаты размеров самого внешнего контура посылки в направлении транспортировки принимаются за текущее местоположение посылки;
3) разделение
разделительное устройство подает распознанные соседние посылки с различной скоростью транспортировки;
посылка, распознанная как находящаяся впереди всех, с повышенной скоростью перемещается на краевое устройство и далее происходит аналогичная процедура;
4) формирование однолинейной очереди
различные посылки, последовательно достигающие краевого устройства, однолинейной очередью транспортируются вперед.
2. Способ разделения посылок, находящихся в одном ряду, по п. 1, характеризующийся тем, что: если на упомянутом этапе разделения у нескольких посылок будут одинаковые данные местоположения, то будет произведено сравнение их размеров, и посылка с наибольшим объемом будет считаться первой и далее аналогично.
3. Способ разделения посылок, находящихся в одном ряду, по п. 2, характеризующийся тем, что: вдоль направления транспортировки посылок вертикально устанавливается упомянутое устройство визуального распознавания;
устройство визуального распознавания снабжено 3D-камерой.
4. Способ разделения посылок, находящихся в одном ряду, по п. 1 или 3, характеризующийся тем, что: упомянутое рассредоточивающее устройство включает несколько рассеивающих ленточных конвейеров, расположенных в расходящемся положении в направлении транспортировки и независимо по отдельности приводящихся в движение несколькими сервоприводами.
5. Способ разделения посылок, находящихся в одном ряду, по п. 4, характеризующийся тем, что: упомянутое разделительное устройство включает несколько разделительных ленточных конвейеров, расположенных в направлении транспортировки и расставленных в шахматном порядке, при этом каждый разделительный ленточный конвейер по отдельности заводится сервоприводом;
для первой посылки, прошедшей сопоставление и распознавание алгоритмом распознавания изображений, повышается скорость вращения двигателя транспортирующего ее конвейера;
для находящейся позади посылки снижается скорость вращения двигателя транспортирующего ее конвейера или он прекращает вращение так, чтобы скорость первой посылки превысила скорость всех остальных;
эти этапы повторяются до тех пор, пока все посылки последовательно по одной не будут транспортированы на краевое устройство.
6. Способ разделения посылок, находящихся в одном ряду, по п. 5, характеризующийся тем, что: упомянутое краевое устройство представляет собой наклонный барабан;
различные посылки, попав в краевое устройство, выстраиваются в направлении транспортировки барабана в однолинейную очередь на одной стороне.
7. Разделительное устройство способа разделения посылок, находящихся в одном ряду, по пп. 1-6, характеризующееся тем, что: в направлении транспортировки расположено рассредоточивающее устройство, устройство визуального распознавания, разделительное устройство и краевое устройство;
упомянутое устройство визуального распознавания располагается вертикально в направлении транспортировки посылок и включает в себя 3D-камеpy;
упомянутое рассредоточивающее устройство включает несколько рассеивающих ленточных конвейеров, расположенных в расходящемся положении в направлении транспортировки, а также несколько рассеивающих ленточных конвейеров, независимо приводящихся в движение соответственными сервоприводами;
упомянутое разделительное устройство включает несколько разделительных ленточных конвейеров, расположенных в направлении транспортировки и расставленных в шахматном порядке, при этом каждый разделительный ленточный конвейер по отдельности приводится в движение сервоприводом;
упомянутое краевое устройство представляет собой наклонный барабан.
8. Разделительное устройство по п. 7, характеризующееся тем, что: упомянутый рассеивающий ленточный конвейер включает множество блоков клиновидного ремня (12), которые приводятся в движение сервоприводами (11);
блоки клиновидного ремня (12) посредством крестовидного универсального шарнира (13) соединяются с валом клиновидного ремня (14);
сервопривод (11) приводит в движение вал клиновидного ремня (14) с помощью синхронного шкива (15) и синхронного ремня (16).
9. Разделительное устройство по п. 7, характеризующееся тем, что: упомянутый разделительный ленточный конвейер включает транспортировочный ремень (23), который приводится в движение серворедуктором (21) и ременным шкивом (22);
между расположенными на двух сторонах ременными шкивами (22) надевается ремень натяжения (24), ремень натяжения (24) последовательно соединяется с приводным шкивом (25), установленным на коленчатый вал натяжения (27) роликом натяжения (26), а также рукояткой натяжения и пружиной (28).
| CN 109335611 A, 15.02.2019 | |||
| US 2002070149 A1, 13.06.2002 | |||
| CN 110102490 A, 09.08.2019 | |||
| CN 108480221 A, 04.09.2018. |

