Изобретение относится к способу обработки рабочей поверхности рельса посредством, по меньшей мере, прижимаемого, вращающегося, металлорежущего формовочного инструмента и к устройству для осуществления этого способа.
Рельсы путей для рельсовых транспортных средств подвержены износу, обусловленному силами контактирования между рельсами и катящимися по ним колесами рельсовых транспортных средств. Возникающие при этом, нежелательные, обусловленные износом изменения поперечного сечения рельса регулярно или по необходимости подвергают репрофилированию для продления срока службы. Возможна также профилактическая обработка. Неровности рельса в зоне рабочей головки рельса подразделяют на продольные волны (вдоль оси рельса), рифли (перпендикулярно оси рельса) и, в конце концов, на шероховатости. Продольные волны возникают, как правило, в результате движения поездов. Рифли возникают, например, в результате фрезеровки головки рельса. Шероховатости возникают, в частности, в результате шлифовки головки рельса. Репрофилирование головки рельса осуществляют предпочтительно металлорежущим способом обработки, например шлифованием, продольным или токарным фрезерованием, причем эти способы обработки осуществляют как на демонтированных рельсах, так и на уложенных рельсах, как правило, посредством рельсовых инструментальных транспортных средств (EP 2 638 209 A1).
Способ и устройство для репрофилирования рельса известны, например, из WO 02/06587 A1. Там раскрыто технологическое транспортное средство, посредством которого рабочую поверхность рельса, главным образом ходовую поверхность и рабочую грань головки рельса, доводят до заданного профиля или приближают к нему посредством объемного фрезерования и, при необходимости, посредством шлифования. Посредством такого способа и такого технологического транспортного средства можно рациональным образом за короткое время восстановить заданный профиль рельс. Однако, их применение до сих пор было возможно только на непрерывных путевых участках, а на прерывистых участках, например на участках стрелок и перекрестков репрофилирование в большей степени осуществляли посредством ручного технологического инструмента или небольших специальных устройств. Поэтому в EP 2 638 209 A1 были предложены способ и устройство репрофилирования рельс, обеспечивающие рациональное и заданное репрофилирование на участках стрелок и перекрестков.
Выяснилось из документа (Sadeghi, J., Hasheminezhad, A. Correlation между шумом качения и шероховатостью рельсов на касательных путях и кривых во временной и частотной областях. Applied Acoustics 2016; 107: 10 - 18), что периодическая шероховатость поверхности рельса, возникающая после репрофилирования рельса фрезерованием или шлифованием, приводит к значительному повышению звукового давления при прохождении рельса колесом рельсового транспортного средства, что представляет собой высокую акустическую нагрузку окружающей среды при прохождении.
Также в результате движения по рельсам на образующих ходовую поверхность верхних сторонах рельс образуются локальные периодические неровности рабочей поверхности, вызывающие при качении колес рельсового транспортного средства колебания и механический шум, следствием чего является шумовая нагрузка на окружающую среду и шумовая и колебательная нагрузка на пассажиров. Возможность своевременного выявления неровностей ходовой поверхности известна из документа EP 1 612 551 A1. Для определения шероховатости свежее отшлифованных рельс и/или участков рельс контрольные датчики вихревых потоков проводят по участкам сегментов рельса и по месту обрабатывают полученные сигналы измерения.
Таким образом, в основу изобретения положена задача, предложить способ и создать устройство, при котором периодическую шероховатость поверхности рельса, возникающую, например, после репрофилирования рельса фрезерованием или, в отдельных случаях, шлифованием, можно предотвратить простыми средствами.
Поставленную задачу решают в изобретении за счет того, что после обработки металлорежущим формовочным инструментом по рельсу прокатывают, по меньшей мере, тело качения, адаптированное к обрабатываемой поверхности рельса для выравнивания неровностей ходовой поверхности рельса с холодной формовкой ходовой поверхности рельса.
Тело качения, действующее как каток, прокатывают наружной поверхностью по ходовой поверхности рельса, причем образующая прокатываемую по ходовой поверхности рельса, катаемую вокруг оси наружную поверхность соответствует поперечному сечению формованной, т.е. уже репрофилированной, поверхности рельса. В способе по данному изобретению в рамках технического обслуживания после процесса репрофилирования рельс, например, путем фрезерования, продольного фрезерования и/или шлифования по рельсу прокатывают одно или несколько адаптированных к репрофилированной ходовой поверхности тел качения с высоким прижимным давлением, чтобы сравнять образовавшиеся при репрофилировании неровности, в частности продольный волны или рифли и/или модифицировать шероховатость поверхности. Существенным для изобретения является то, что доводку телом качения осуществляют не абразивно, а с холодной формовкой, т.е. без снятия материала. Поэтому способ работает без искр и остатков, а также без влияния на твердость рельса за счет теплового воздействия. Высокое контактное давление на соответственно малую площадь контакта с рельсом обуславливает необходимое холодное формование за счет обеспеченного прессования. В частности, должны быть выровнены рифли, чтобы снизить периодическую шероховатость поверхности рельса и исключить или значительно снизить шумообразование, например, при прохождении рельса колесом рельсового транспортного средства.
Тело качения прокатывают с холодным формованием, по меньшей мере, ходовой поверхности рельса, но согласно изобретению возможна также обработка рабочей грани головки рельса.
Если тело качения прокатывают по рельсу с опережающим или запаздывающим боксованием от 0,001 до 20%, то способ может обеспечить еще более высокие результаты. Таким образом, тело качения прокатывают по рельсу в зависимости от необходимости быстрее или медленнее, чем при отсутствии боксования.
Предпочтительно, чтобы тело качения состояло из более твердого материала, чем рельс, и имело при прокатывании по рельсу заданную, в частности, мелкую структуру поверхности, причем поверхностную структуру в процессе прокатывания упруго прижимали к рельсу. Тело качения имеет на катящейся по рельсу наружной поверхности необходимую мелко структурированную структуру поверхности, прокатываемую по рельсу без боксования. Под такой поверхностной структурой понимают поверхность с заданными возвышенностями и углублениями, причем вдавливаемые в поверхность рельса возвышенности должны генерировать локальные пики давления, способствующие пластичному деформированию ходовой поверхности рельса.
Для обеспечения необходимого прижимания тела качения к рельсу с приемлемыми затратами предложено, чтобы тело качения прокатывали по рельсу с номинальным давлением контакта от 0,8 до 2, в частности от 1,2 до 1.75GPa. Под номинальным давлением контакта понимают давление контакта между (идеальным) гладким телом качения и (идеальным) гладким рельсом.
Описанные выше действия обеспечивают специально соответствующую поверхности пластификацию рельса, способствующую выравниванию волн или рифлей. Целью способа является выравнивание неровностей на ходовой поверхности рельса, возникающих при репрофилировании и рассматриваемых как причина инициации шумогенерирующих колебаний в системе колесо-рельс для предотвращения этого генерирования.
По рельсу прокатывают друг за другом, по меньшей мере, два тела качения с холодной формовкой ходовой поверхности рельса, причем, в частности, предпочтительно, чтобы тела качения прокатывали по рельсу с разным боксованием и/или с разной поверхностной структурой, и/или с разным давлением контакта.
В равной степени формовочный инструмент и накатный инструмент может быть установлен на стационарном технологическом устройстве, перемещаемом с продвижением по рельсу вдоль формовочного инструмента и накатного инструмента для обработки, по меньшей мере, ходовой поверхности рельса.
Устройство по данному изобретению для обработки, по меньшей мере, ходовой поверхности рельса включает рельсовое технологическое транспортное средство или стационарное технологическое устройство, причем технологическое транспортное средство или технологическое устройство выполнено таким образом, формовочный инструмент и накатной инструмент, с одной стороны, и рельс, с другой стороны, подвижны относительно друг друга, причем, по меньшей мере, один вращающийся, прижимаемый к ходовой поверхности рельса металлорежущий формовочный инструмент обрабатывает рельс. За металлорежущим формовочным инструментом по направлению обработки подключено тело качения, адаптированное к отформованной поверхности рельса с возможностью движения вдоль рельса технологическим транспортным средством для выравнивания неровностей ходовой поверхности рельса с холодной формовкой ходовой поверхности рельса и с возможностью прижимания сервоприводом к ходовой поверхности рельса.
Устройство по данному изобретению для осуществления способа показано в описании фигур.
На фигурах схематически показан пример выполнения предмета изобретения:
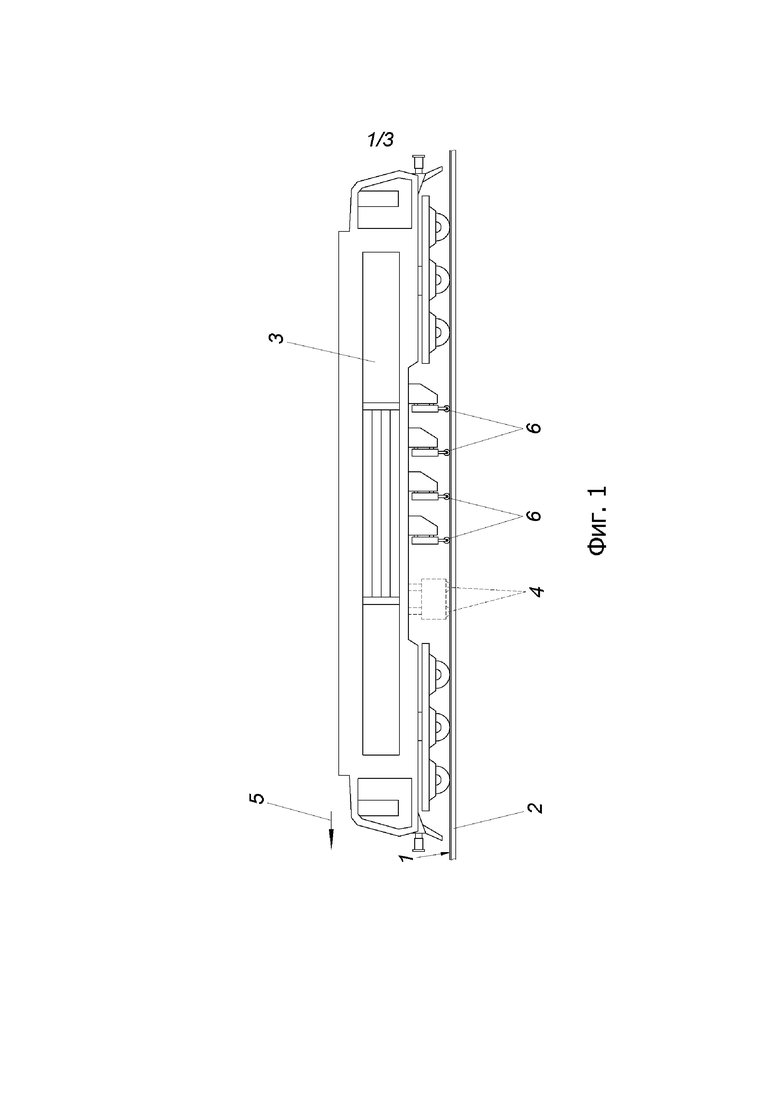
фиг. 1 - боковая проекция технологического транспортного средства с устройством по данному изобретению,
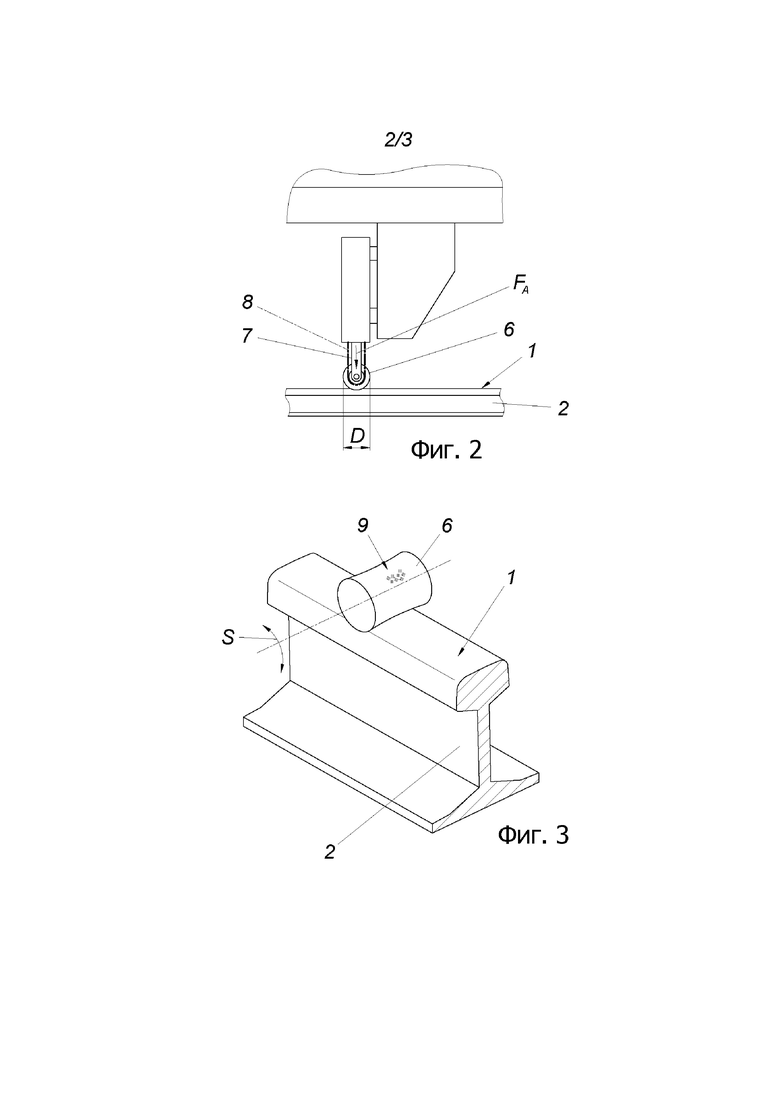
фиг. 2 - увеличенная боковая проекция фрагмента устройства по фиг. 1,
фиг. 3 - боковая проекция под углом катящегося по рельсам тела качения,
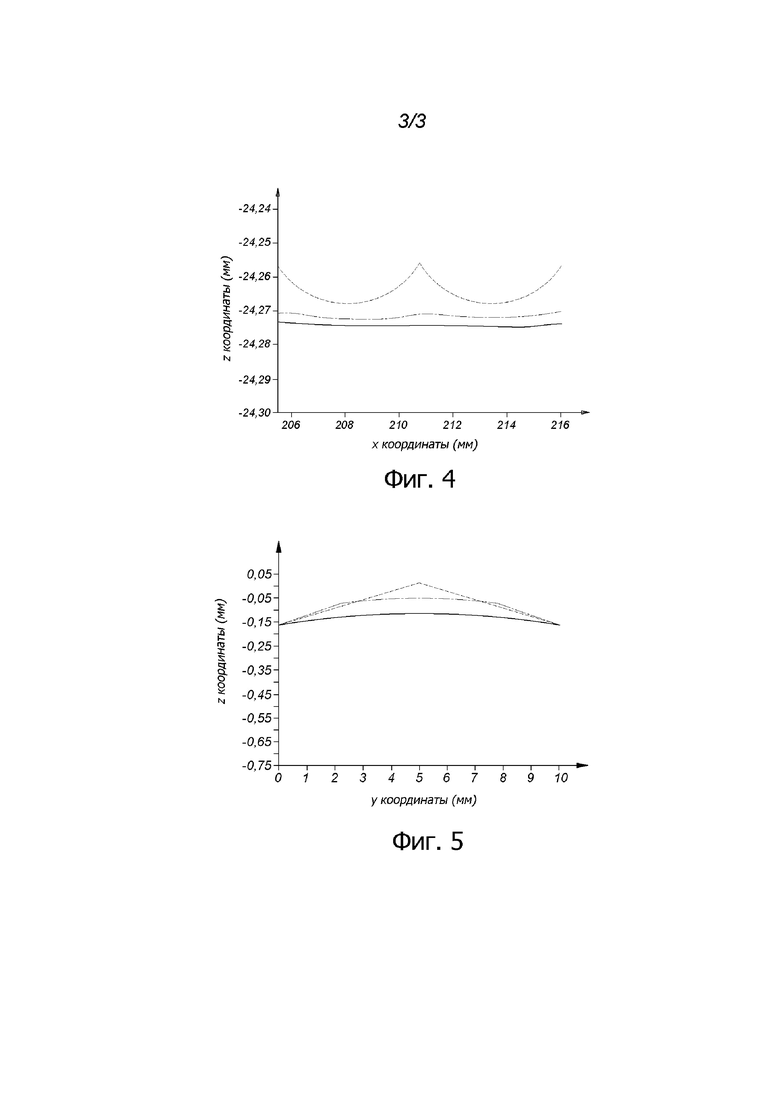
фиг. 4 - диаграмма выравнивания продольных волн от фрезеровки,
фиг. 5 - диаграмма выравнивания поперечных волн (рифлей) от фрезеровки.
Устройство для обработки ходовой поверхности 1 рельса 2 с рельсовым технологическим транспортным средством 3 включает, по меньшей мере, вращающийся металлорежущий формовочный инструмент 4, перемещаемый вдоль рельса и прижимаемый к ходовой поверхности 1. За металлорежущим формовочным инструментом 4 в его рабочем направлении5, проходящем в продольном направлении рельса, установлено адаптированное к отформованной поверхности рельса тело качения 6 с возможностью перемещения технологическим транспортным средством 3 вдоль рельса 2 для выравнивания неровностей ходовой поверхности рельса 2 с холодной формовкой, по меньшей мере, ходовой поверхности, в частности отформованной поверхности рельса, и прижимаемое при этом сервоприводом 7 к ходовой поверхности 1 рельса с заданным прижимным усилием FA. Технологическое транспортное средство 3 может состоять из двух или белее вагонов, работающих в отдельных случаях независимо друг от друга, например, по меньшей мере, одного для формовочного инструмента 4 и, по меньшей мере, одного для тела качения 6.
Тело качения 6 оборудовано приводом вращения 8, прокатывающим тело качения по рельсу 2 с опережающим или с запаздывающим боксованием от 0,001 до 20%. Привод вращения 8 может действовать одновременно в качестве тормозного привода. Тело качения 6 выполнено из более твердого, чем рельс материала и имеет заданную, в частности, мелко структурированную поверхностную структуру 9, глубина шероховатости которой составляет <10 µm, в частности <1 µm.
Тело качения имеет, например, диаметр D менее 50 мм и его прижимают сервоприводом 7 к ходовой поверхности рельса с номинальным давлением контакта от 0,8 до 2, в частности от 1,2 до 1.75GPa. Номинальное давление контакта действует в зоне контакта между рельсом м телом качения.
Многочисленные опыты показали, что уже после прохождения предварительно абразивно обработанного рельса по специально выбранным параметрам контакта (диаметр катка, давление контакта и в зависимости от геометрии и нагрузки опережающим или отстающим боксованием от 0,001 до 20%) существует возможность менять характер поверхности в нужном направлении. Заданное прохождение рельса телом качения обеспечивает выравнивание пиков шероховатости.
На фиг. 4 показан расчет выравнивания пиков продольных волн (обычно в продольном направлении рельса) относительно координат поверхности до и после нескольких смоделированных прохождений с давлением контакта 1,25 GPa и тормозящим боксованием 1,5%. Рельс проходит в направлении оси Х координат. Ось Z координат соответствует оси рельса по высоте. Для пика высоты волны 12 µm в данных условиях для выравнивания достаточно одного цикла прохождения. В частности, показано выравнивание продольных волн с прохождением гладким телом качения. Давление контакта соответствует 1,25 GPa с запаздывающим, т.е. тормозящим. боксованием 1,5%. Сталь рельса имеет марку R260. для необходимого выравнивания достаточно одного цикла прохождения.
На фиг. 5 показано выравнивание поперечных волн (рифлей). Ось Y координат соответствует поперечной оси рельса. Выравнивание поперечных волн при прохождении гладким телом качения показано на двух примерах. Один пример с давлением контакта 1,52 GPa, а второй пример с давлением контакта 1,69 GPa, с запаздывающим боксованием 1,5% и с маркой стали R260. Указанные параметры обеспечивают выравнивание поперечной волны по существу только одним прохождением, сравнимое по масштабу с выравниванием непосредственно шлифованием непосредственно после фрезеровки рельса.
Группа изобретений относится к области обслуживания железнодорожного пути, в частности к способам обработки ходовой поверхности рельса, а также к устройствам для обработки ходовой поверхности. Способ обработки заключается в обработке ходовой части металлорежущим формовочным инструментом. После обработки по рельсу прокатывают формующее ходовую поверхность рельса тело качения. Ходовая поверхность формуется с применением холодной формовки. Устройство включает металлорежущий формовочный инструмент и тело качения. Тело качения установлено после инструмента. Тело качения прижимают сервоприводом к ходовой поверхности рельса. Достигается выравнивание неровностей, возникающих при обработке рельса металлорежущим инструментом. 2 н. и 8 з.п. ф-лы, 5 ил.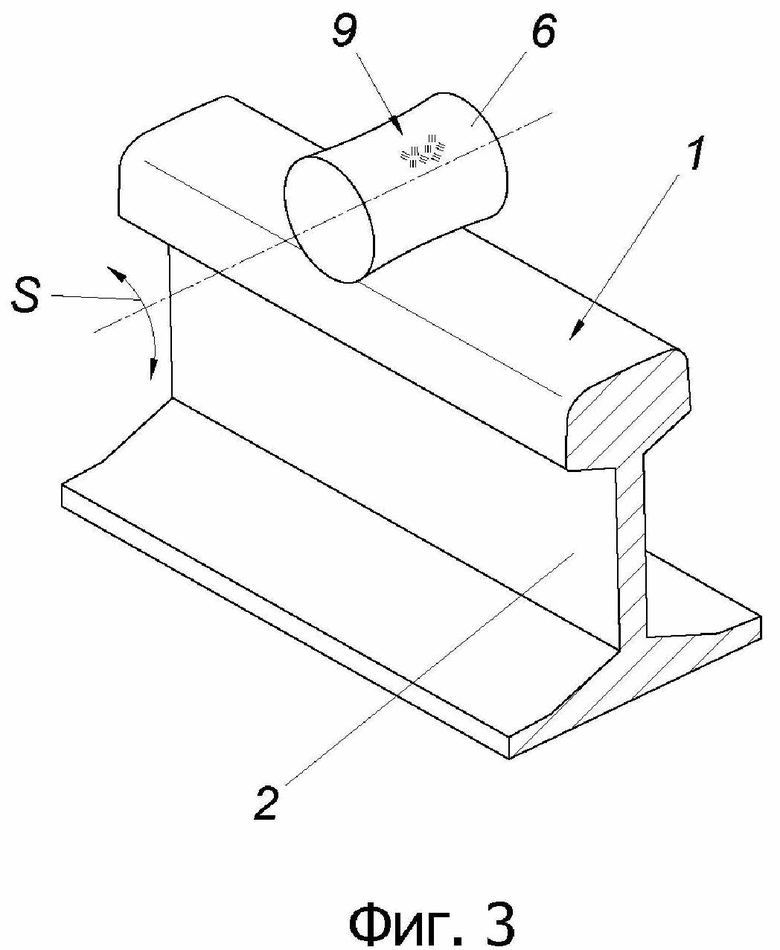
1. Способ обработки ходовой поверхности рельса посредством, по меньшей мере, перемещаемого вдоль рельса и прижимаемого к его ходовой поверхности вращающегося металлорежущего формовочного инструмента, отличающийся тем, что после обработки металлорежущим формовочным инструментом по рельсу прокатывают, по меньшей мере, формующее ходовую поверхность рельса тело качения с применением холодной формовки ходовой поверхности рельса.
2. Способ по п. 1, отличающийся тем, что тело качения прокатывают с опережающим или запаздывающим боксованием от 0,001 до 20%.
3. Способ по п. 1 или 2, отличающийся тем, что тело качение, выполненное из более твердого, чем рельс, материала, прокатывают по рельсу с заданной, в частности, мелко структурированной поверхностной структурой, причем поверхностную структуру в процессе прокатывания упруго прижимают к рельсу.
4. Способ по любому из пп. 1-3, отличающийся тем, что тело качения прокатывают по рельсу с номинальным давлением контакта от 0,8 до 2, в частности от 1,2 до 1,75 GPa.
5. Способ по любому из пп. 1-4, отличающийся тем, что по меньшей мере два тела качения прокатывают по рельсу друг за другом с применением холодного формования ходовой поверхности рельса.
6. Способ по любому из пп. 1-5, отличающийся тем, что тела качения прокатывают по рельсу с разным боксованием, и/или с разной поверхностной структурой, и/или с разным давлением контакта.
7. Устройство для обработки ходовой поверхности (1) рельса (2) с рельсовым технологическим транспортным средством (3), включающее, по меньшей мере, перемещаемый вдоль рельса выполненный с возможностью вращения металлорежущий формовочный инструмент (4), прижимаемый к ходовой поверхности (1), отличающееся тем, что после металлорежущего формовочного инструмента (4) в его рабочем направлении (5) установлено адаптированное к отформованной поверхности рельса тело качения (6), перемещаемое технологическим транспортным средством для выравнивания неровностей ходовой поверхности (1) вдоль рельса (2) и выполненное с возможностью прижатия при этом сервоприводом (7) к ходовой поверхности (1) рельса (2).
8. Устройство по п. 7, отличающееся тем, что тело качения (6) оборудовано приводом вращения (8) и/или тормозным приводом, предназначенным для прокатывания тела качения (6) по рельсу с опережающим или запаздывающим боксованием (s) от 0,001 до 20%.
9. Устройство по п. 7 или 8, отличающееся тем, что тело качения (6) выполнено из более твердого, чем рельс (2), материала и имеет заданную, в частности, мелко структурированную поверхностную структуру (9) с глубиной шероховатости <10 µm, в частности <1 µm.
10. Устройство по любому из пп. 7-9, отличающееся тем, что тело качения (6) прижимают сервоприводом (7) к ходовой поверхности (1) рельса (2) с номинальным давлением контакта от 0,8 до 2, в частности от 1,2 до 1,75 GPa.
| СПОСОБ ПЕРЕУСТРОЙСТВА ДЕЙСТВУЮЩЕГО ЗВЕНЬЕВОГО РЕЛЬСОВОГО ПУТИ В БЕССТЫКОВОЙ ПУТЬ | 2012 |
|
RU2543112C2 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА РЕЛЬСОШЛИФОВАНИЯ | 2005 |
|
RU2312180C2 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| JP 3798176 B2, 19.07.2006. | |||

