Изобретение относится к производству изделий из проволоки и прутков гибкой и может быть использовано в различных отраслях промышленности.
Известен станок для изготовления проволочных деталей, включающий смонтированный на станине узел подачи проволоки, пуансон, установленный с возможностью возвратно-поступательного перемещения, гибочные элементы, оправку, жестко закрепленный на пуансоне нож для отрезки заготовки, и накопитель (А.С. 897333, 15.01.1982. Бюл. №2). По известному решению, узел подачи проволоки представляет собой правильно-подающий роликовый механизм, который выполняет съем проволоки с бухты, правку и ее подачу на мерную длину. Отрезка заготовки от подаваемой проволоки и ее гибка выполняются за один ход пуансона. Движение пуансону сообщает гидропривод. После окончания обработки специальный упругий элемент, имеющийся в конструкции станка, перемещает оправку с готовой деталью к накопителю, представляющему собой поворотную круг с установленными на нем наклонно съемными штангами. Детали, под действием силы тяжести, надеваются на штанги. При заполнении очередной штанги готовыми деталями, поворотный круг под действием гидроцилиндра поворачивается так, что напротив оправки устанавливается следующая штанга.
К недостаткам известного решения относится использование гидропривода, что влечет собой необходимость использования гидравлического масла, его специальной подготовки, технического обслуживания гидропривода (Техническое обслуживание гидроприводов. URL:/ https://myprom.m/articles/tehnicheskoe-obsluiivanie-aidroprivodov-2464.html (дата опубл. 02.12.2015)). Кроме того, известно, что при поступательно движущихся ножах усилие резания сравнительно велико. Для уменьшения усилия резания организуют наклон одного из лезвий ножей (ножниц) относительно другого (URL:/https://cvberpedia.su/14x15fa.html (дата опубл. 30.12.2017); URL:/https://translated.turbopaaes.ora/proxyu/en-ru.ru.4965e20a-6365c1e8-3b3daa8f-74722d776562/ https/www.quora.com/Why-is-a-auillotines-blade-angled (дата опубл. 05.11.2021)).
Известен полуавтомат для гибки проволочных изделий, содержащий основание, на котором закреплены два гибочных модуля с пневмоповоротниками, механизмами загибки и полыми валами, толкатели, установленные в полых валах с возможностью возвратно-поступательного перемещения под действием пневмоцилиндров, механизмы загибки и механизм прижима заготовки, причем один из гибочных модулей установлен с возможностью регулировочного перемещения для изменения межцентрового расстояния между осями гибочных модулей (пат. RU 2429931, 27.09.2011. Бюл. №27). По известному решению, полуавтомат работает с мерной, то есть предварительно отрубленной в линейный размер, заготовкой, которую укладывают на центральную часть шаблона, имеющего форму будущей детали. Прижим заготовки и перемещение ролика при гибке происходит под действием пневмоцилиндров. Гибочные модули работают последовательно, каждый со своим концом заготовки. Установка заготовки и съем готовой детали со станка происходят вручную.
К недостаткам известного решения относится необходимость предварительной нарезки заготовок, что усложняет технологический процесс и требует создания дополнительной операции и организации дополнительного рабочего места. Кроме того, последовательная работа гибочных модулей с двумя концами заготовки увеличивает операционное время. Ручные установка и съем также могут быть отнесены к недостаткам известного решения.
Наиболее близким по совокупности существенных признаков прототипом заявляемого изобретения является устройство для гибки изделий из проволоки, содержащее установленные на основании направляющие штанги, смонтированные на них с возможностью регулировочного перемещения гибочные модули, каждый из которых оснащен пневмоприводом и регулятором углового перемещения, и механизм зажима с пневмоприводом (пат.RU 2365457, опубл. 27.08.2009. Бюл. 24). В корпусе каждого гибочного модуля смонтирован поворотный пневмопривод, на валу которого закреплены кулачки, взаимодействующие с датчиками управления работой устройства. Вал гибочного модуля выполнен в виде полого цилиндра и снабжен штоком, размещенным в его отверстии. Один конец штока соединен с пневмоприводом его осевого перемещения. На другом конце вала установлен опорный ролик. Механизм зажима размещен на штангах между гибочными модулями и выполнен в виде кронштейна, со смонтированными на нем пневмоприводом зажима, призматическими неподвижной и подвижной губками, причем подвижная губка шарнирно установлена на оси и связана с пневмоприводом зажима. Регулятор углового поворота гибочного ролика выполнен в виде рычага, закрепленного на валу поворотного пневмопривода и ограничительных упоров, размещенных на корпусе по обе стороны рычага. Заготовкой для изготавливаемой детали, является мерная, то есть предварительно отрубленная в линейный размер заготовка. Установка заготовки и съем готовой детали со станка происходят вручную.
К недостаткам известного решения относится применение в конструкции кулачков - детали, трудоемкой в изготовлении, а также необходимость предварительной нарезки заготовок, что усложняет технологический процесс и требует создания дополнительной операции и организации дополнительного рабочего места. Ручные установка и съем также могут быть отнесены к недостаткам известного решения.
Технической задачей, на решение которой направлена предлагаемое изобретение, является устранение недостатков прототипа создание станка для загибания концов заготовки из проволоки или прутков (далее - станка), совмещающего в себе операции рубки заготовки и гибки, не требующего предварительной нарезки заготовок и ручного снятия детали.
Техническим результатом осуществления предлагаемого изобретения является изготовление деталей, концы которых загнуты на различные углы.
Решение поставленной технической задачи достигается за счет совместного применения следующих конструктивных мероприятий:
- совмещения в станке механизмов рубки и гибки,
- рубка заготовки ножом, качающимся в одной плоскости под действием пневмоцилиндра,
- автоматического удаления готовой детали из зоны обработки под действием силы тяжести после ее освобождения от воздействия механизма зажима детали после окончания обработки.
Новизной в предлагаемом решении является использование рубки заготовки из проволоки или прутков ножом, качающимся в одной плоскости под действием пневмоцилиндра.
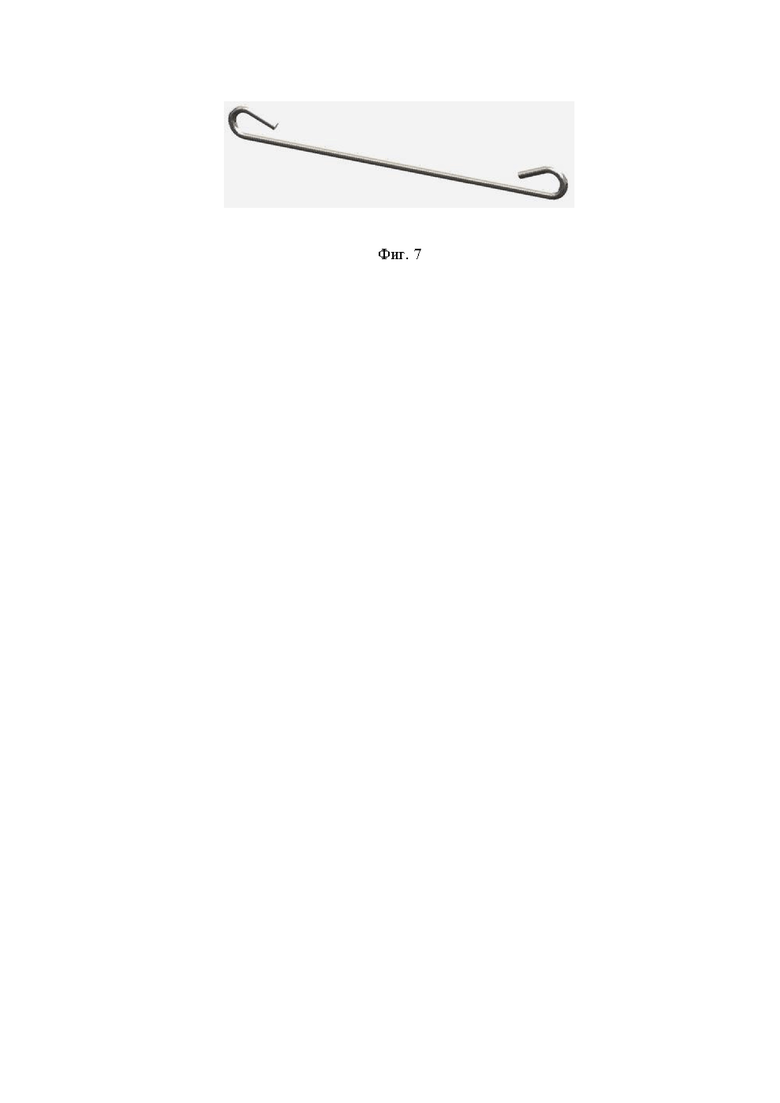
Конструкция предлагаемого в качестве настоящего изобретения станок для загибания концов заготовки из проволоки или прутков поясняется чертежами (фиг.1-6). Пример детали, которую можно получить на заявляемом станке, показан на фиг.7.
Позициями обозначено:
1 - основание,
2 - направляющие штанги,
3 - деталь, имеющая в поперечном сечении форму уголка (далее - условно - уголок),
41 - неподвижный суппорт,
42 - подвижный суппорт
5 - гибочные модули,
51 - механизм поворота,
511 - гибочный пневмоцилиндр,
512 - зубчатая рейка регулятора угла,
513 - шток,
514 - пневмоцилиндр осевого перемещения штока,
515 - гибочный палец,
516 - упор зубчатой рейки,
61 - упор,
62 - призма,
63 - прижим,
64 - пневмоцилиндр,
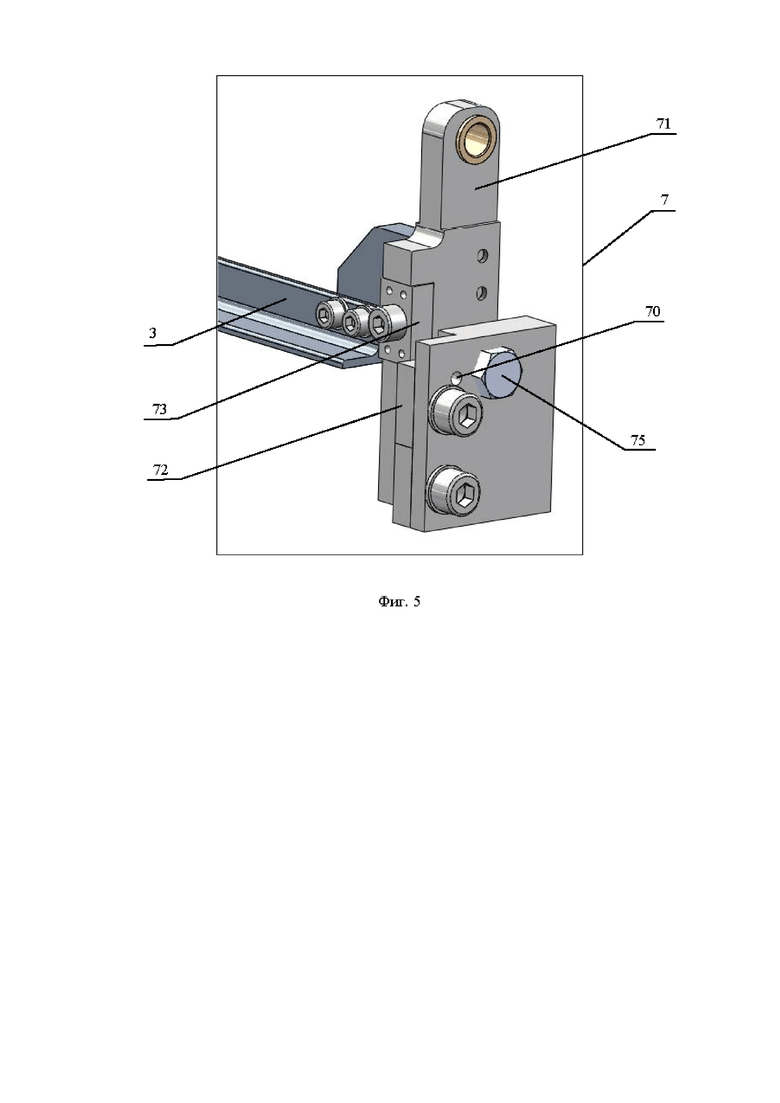
7 - механизм рубки,
70 - отверстие для прохода заготовки,
71 - поворотный рычаг,
72 - неподвижный нож,
73 - подвижный нож,
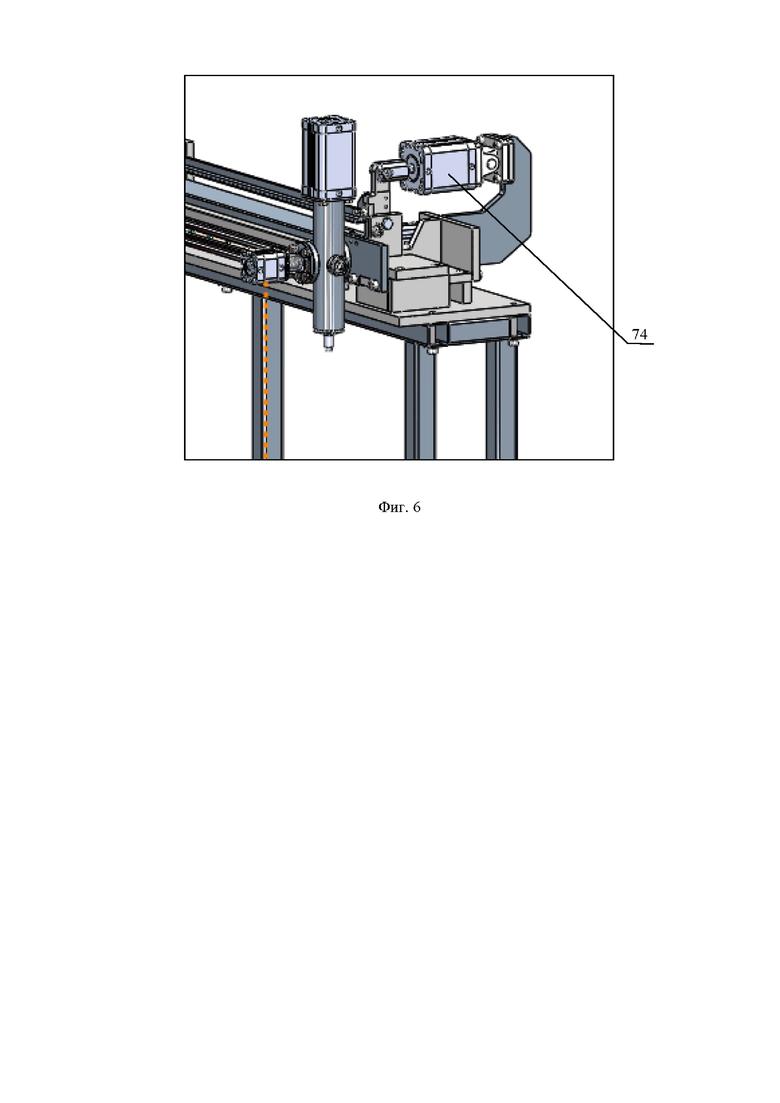
74 - пневмоцилиндр,
75 - ось качания подвижного ножа 73,
9 - заготовка,
100 - пример готовой детали.
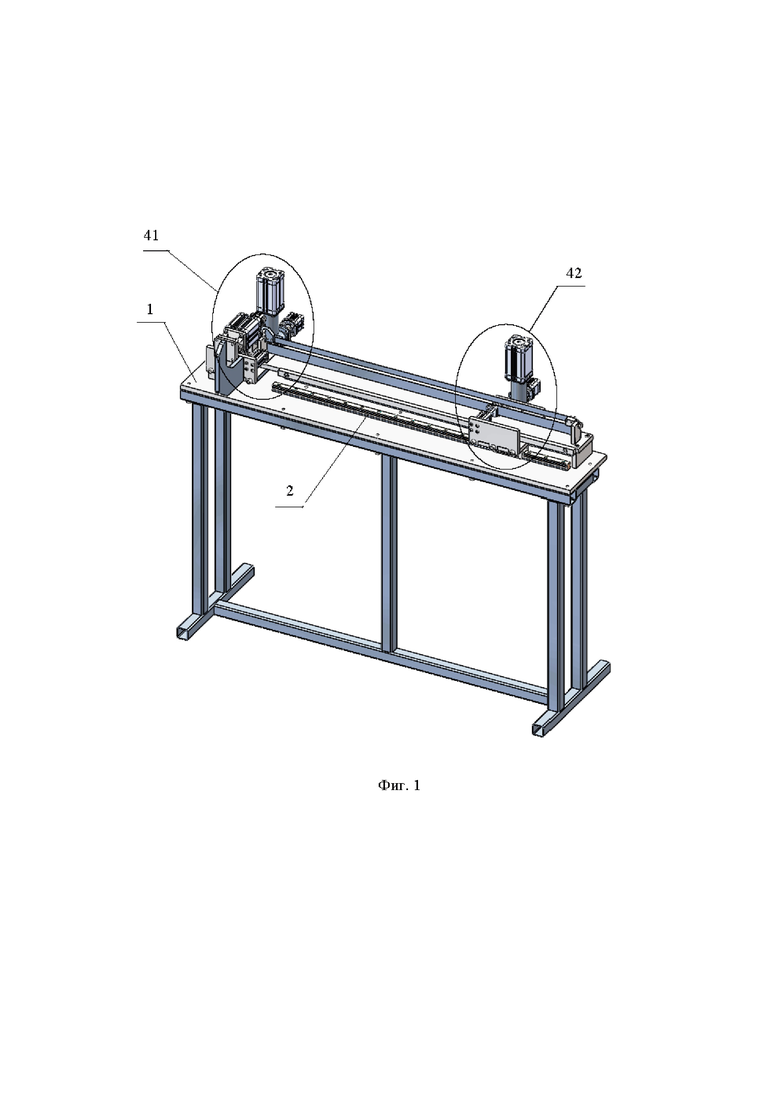
Общий вид заявляемого станка показан на фиг.1. На основании 1 закреплены направляющие штанги 2 и уголок 3, установленный с возможностью поворота вокруг продольной горизонтальной оси. В основании 1 между направляющими штангами 2 может быть выполнена прорезь заданных размеров для свободного прохода готовой детали после окончания обработки. На фиг. упомянутая прорезь условно не показана.
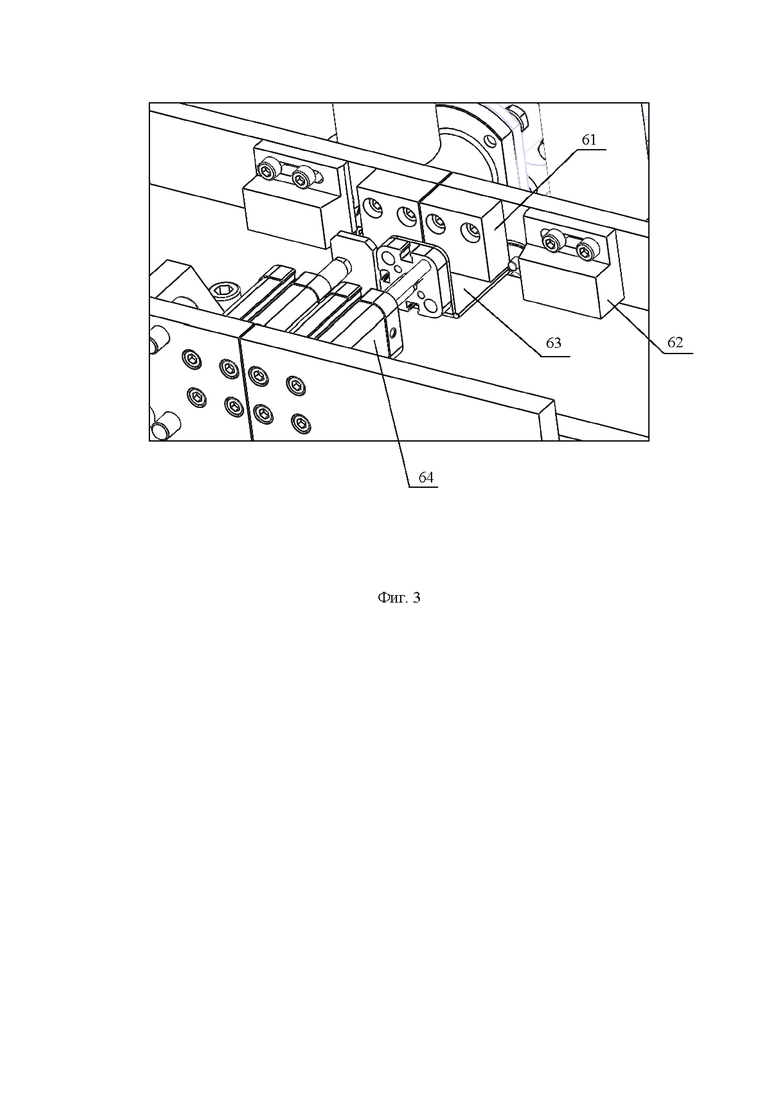
На направляющих штангах 2 установлены два суппорта 41 и 42, причем суппорт 41 закреплен неподвижно, а суппорт 42 с возможностью перемещения вдоль направляющих штанг 2. Суппорты 41 и 42 включают гибочный модуль 5 (см. фиг.2) и элементы механизма зажима - упор 61, призма 62, прижим 63 и пневмоцилиндр 64 (см. фиг.3, 4). На неподвижном суппорте 41 дополнительно закреплен механизм 7 рубки (см. фиг.5, 6).
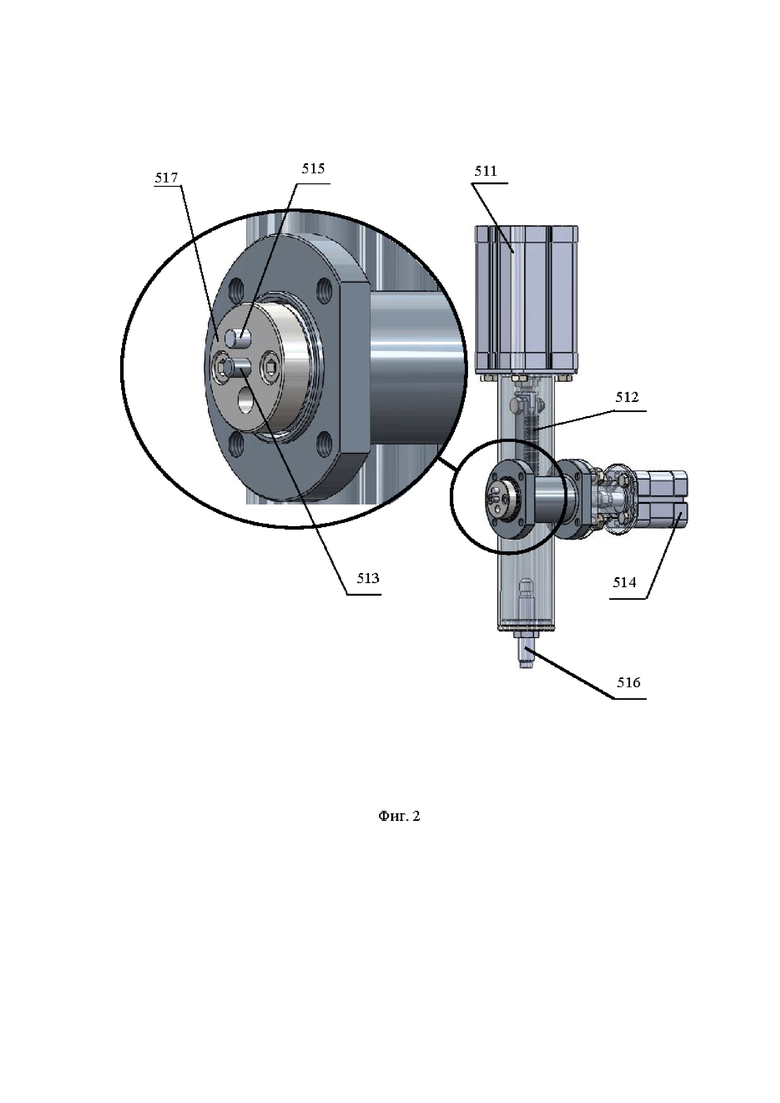
Каждый гибочный модуль 5 (см. фиг.2) включает пневмоцилиндр 511, шток которого связан с зубчатой рейкой 512 (корпус, в котором она размещена на фиг.2 условно показан прозрачным). Зубчатая рейка находится в зацеплении с шестерней (условно не показана), которая связана с полым гибочным валом 517. Максимальный ход зубчатой рейки 512 ограничен регулировочным упором 516 и определяет угол загиба конца заготовки. В центральном отверстии полого вала 517 размещен шток 513, связанный со штоком пневмоцилиндра 514 и установленный с возможностью выступания над торцом полого вала 517 и втягивания до уровня торца полого вала 517 в соответствующих крайних положениях штока пневмоцилиндра 514. На торце полого вала 517 со смещением относительно оси полого вала 517 установлен гибочный палец 515.
Механизм 7 рубки схематично показан на фиг.5 и включает поворотный рычаг 71, связанный со штоком пневмоцилиндра 74, неподвижный нож 72 и подвижный нож 73. Отличительной особенностью заявляемого станка является использование подвижного ножа 73, качающегося вокруг оси 75. Это позволяет уменьшить необходимые усилия для рубки заготовки и, соответственно, уменьшить энергозатраты на выполнение операции. С поворотным рычагом 71 связан уголок 3. В пластине станка, на которой закреплены неподвижный нож 72 и ось 75, выполнено отверстие 70 для прохода заготовки.
В варианте исполнения предлагаемый в качестве настоящего изобретения станок может дополнительно включать правильно-подающий механизм (на фиг. условно не показан). Конструкция правильно-подающего механизма не является предметом охраны по настоящей заявке.
Предлагаемый в качестве настоящего изобретения станок для загибания концов заготовки из проволоки или прутков работает следующим образом.
Перед началом работы станка подвижный суппорт 42 перемещают по направляющим штангам 2 на расстояние от неподвижного суппорта 41, определяемое размерами будущей детали, и закрепляют в этой позиции.
Конец заготовки 9 - прутка или проволоки - вводят в отверстие 70.
В случае, если в конструкции станка предусмотрен правильно-подающий механизм, включают упомянутый механизм. С его помощью или без нее, если этого механизма в конструкции станка нет, подают заготовку 9 до подвижного суппорта 42.
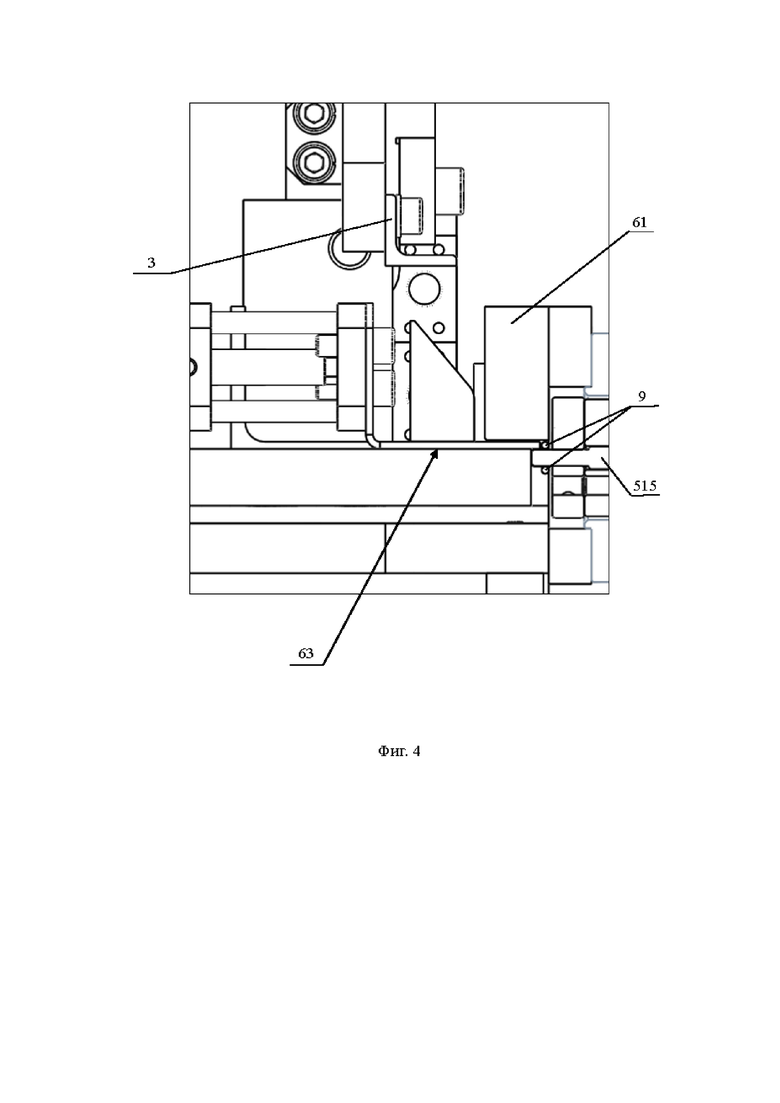
Включают механизм 7 рубки. При этом пневмоцилиндр 74 воздействует на поворотный рычаг 71, поворачивая его вокруг оси 75. Вместе с поворотным рычагом 71 вокруг оси 75 поворачиваются подвижный нож 73 и уголок 3. Происходит отрубание заготовки 9 и ее подача в зону гибки по призме 62. После сброса отрубленной заготовки возобновляется подача прутка (проволоки) и одновременно включаются пневмоцилиндры 64, воздействующие на прижимы 63. Прижимы 63 перемещают заготовку до упора в торец полого вала 517. Упоры 61 служат направляющими для прижимов 63.
Шток 513 в исходном положении выступает на заданное расстояние над торцом полого вала 517. Пневмоцилиндры 511 обоих суппортов 41 и 42 перемещают каждый свою зубчатую рейку 512 на расстояние, ограниченную предварительно установленным регулировочным упором 516. Полый вал 517 поворачивает на соответствующий угол, одновременно поворачивается вокруг оси вращения вала гибочный палец 515. Происходит загибание конца заготовки. На фиг.4 условно показана деталь после завершения гибки (для простоты, деталь обозначена поз.9, которой ранее обозначали заготовку). Важной особенностью предлагаемого станка является то, что начало срабатывания обоих гибочных модулей 5 происходит одновременно, а окончание определяется установкой регулировочных упоров 516 и может быть различно. Это, с одной стороны, сокращает операционное время обработки детали и, с другой стороны, позволяет выполнять различные, по углу поворота, загибы концов, то есть изготавливать несимметричные детали.
После окончания гибки пневмоцилиндры 64 возвращают прижимы 63 в исходное положение. Пневмоцилиндры 511 втягивают штоки 513 так, что они утапливаются в полый вал 517, освобождая готовую деталь. Готовая деталь, под действие силы тяжести падает из зоны гибки, например, в расположенную ниже и не являющуюся часть предлагаемого станка емкость (на фиг. не показана).
В зону гибки подается следующая заготовка 9, цикл повторяется.
На фиг.7 в качестве примера, не исключающего другие формы, показана деталь, которую заявитель серийно изготавливает на предлагаемом станке.
К преимуществам предлагаемого в качестве настоящего изобретения станка относится возможность использования немерной заготовки за счет совмещения в одном станке операций рубки и гибки и использование для рубки качающегося подвижного ножа. Дополнительными преимуществами является, во-первых, одновременная обработка обоих концов заготовки 9 и, во-вторых, возможность изготовления несимметричных деталей, так как регулировочные упоры 516 могут быть установлены на различное расстояние, обеспечивая загибания концов заготовки 9 на разные углы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Устройство для двусторонней гибки | 1988 |
|
SU1586821A1 |
| Автомат для сгибания фигурных изделий | 1975 |
|
SU517371A1 |
| Гибочно-отрезной автомат для изготовления проволочных изделий | 1984 |
|
SU1414493A1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
Изобретение относится к производству изделий из проволоки и прутков гибкой и может быть использовано в различных отраслях промышленности. Станок содержит направляющие штанги, установленные на основании, и гибочные модули. На направляющих штангах размещены два суппорта для установки на них гибочных модулей, причем один суппорт закреплен неподвижно, а другой - с возможностью перемещения вдоль направляющих штанг на расстояние от неподвижного суппорта, определяемое размерами будущей детали. На суппортах установлен механизм прижатия, на основании установлен с возможностью поворота вокруг горизонтальной оси уголок. Механизм рубки закреплен на неподвижном суппорте. Каждый гибочный модуль включает пневмоцилиндр, шток которого связан с зубчатой рейкой, максимальный ход которой ограничен регулировочным упором и определяет угол загиба конца заготовки, и которая связана с полым гибочным валом, на торце которого со смещением относительно оси полого гибочного вала установлен гибочный палец. Гибочные модули выполнены с обеспечением одновременного начала срабатывания, окончание которого определено. Раскрыта конструкция механизма рубки и механизмов прижатия станка. Уменьшается доля ручного труда при изготовлении деталей из проволоки и прутков. 7 ил.
Станок для загибания концов заготовки из проволоки или прутка, содержащий направляющие штанги, установленные на основании, и гибочные модули, отличающийся тем, что он снабжен установленными на направляющих штангах двумя суппортами для установки на них гибочных модулей, причем один суппорт закреплен неподвижно, а другой - с возможностью перемещения вдоль направляющих штанг на расстояние от неподвижного суппорта, определяемое размерами будущей детали, механизмами прижатия, расположенными на суппортах, уголком, установленным на основании с возможностью поворота вокруг горизонтальной оси, и механизмом рубки, закрепленным на неподвижном суппорте, при этом каждый гибочный модуль включает пневмоцилиндр, шток которого связан с зубчатой рейкой, максимальный ход которой ограничен регулировочным упором и определяет угол загиба конца заготовки, и которая связана с полым гибочным валом, на торце которого со смещением относительно оси полого гибочного вала установлен гибочный палец, причем в центральном отверстии полого гибочного вала размещен шток, установленный с возможностью выступания над торцом полого вала и втягивания до уровня торца полого гибочного вала в соответствующих крайних положениях штока, причем гибочные модули выполнены с обеспечением одновременного начала срабатывания, окончание которого определено установкой указанных регулировочных упоров, механизм рубки выполнен с возможностью отрубания заготовки и подачи ее в зону гибки и включает поворотный рычаг, связанный со штоком пневмоцилиндра и упомянутым уголком, неподвижный нож и подвижный нож, установленный с возможностью поворота вместе с поворотным рычагом и уголком, а механизмы прижатия выполнены в виде упора, призмы, прижима и воздействующего на прижим пневмоцилиндра, при этом призмы указанных механизмов предназначены для подачи заготовки в зону гибки, прижимы - для перемещения заготовки до упора в торец полого гибочного вала, а упоры служат направляющими для указанных прижимов.
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Автомат для сгибания фигурных изделий | 1975 |
|
SU517371A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
| Генератор | 1934 |
|
SU39844A1 |
| НАВЕСНОЙ ПЛУГ ДЛЯ КАМЕНИСТЫХ ПОЧВ | 0 |
|
SU257182A1 |
| KR 100995100 B1, 18.11.2010. | |||
