(Л
00
23
/1///////////////л
V / w
44
2
22
fue.2
водные механизмы подачи, резки и гибки проволоки. Гибочные оправки 13 и 14 с опорными пальцами 15 и гибочными пальцами установлены на каретке. Механизм резки смонтирован 1ежду оправками 13 и 14. Автомат снабжен
устройством для удержинания проволоки от осевого пepeмeщer ия при обратном ходе каретки, выполне}1ным в виде установленного в кронштейне подпружиненного пальца с отверстием для прохода проволоки 32. 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХКАРКАСОВ | 1972 |
|
SU435888A1 |
| Устройство для изготовления из проволоки фигурных пружинных деталей | 1989 |
|
SU1688964A1 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |
| Автомат для навивки пружин | 1987 |
|
SU1576220A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
Изобретение относится к обработке металлов давлением и позволяет расширить технологические возможности за счет изготовления изделий различной длины. Автомат содержит при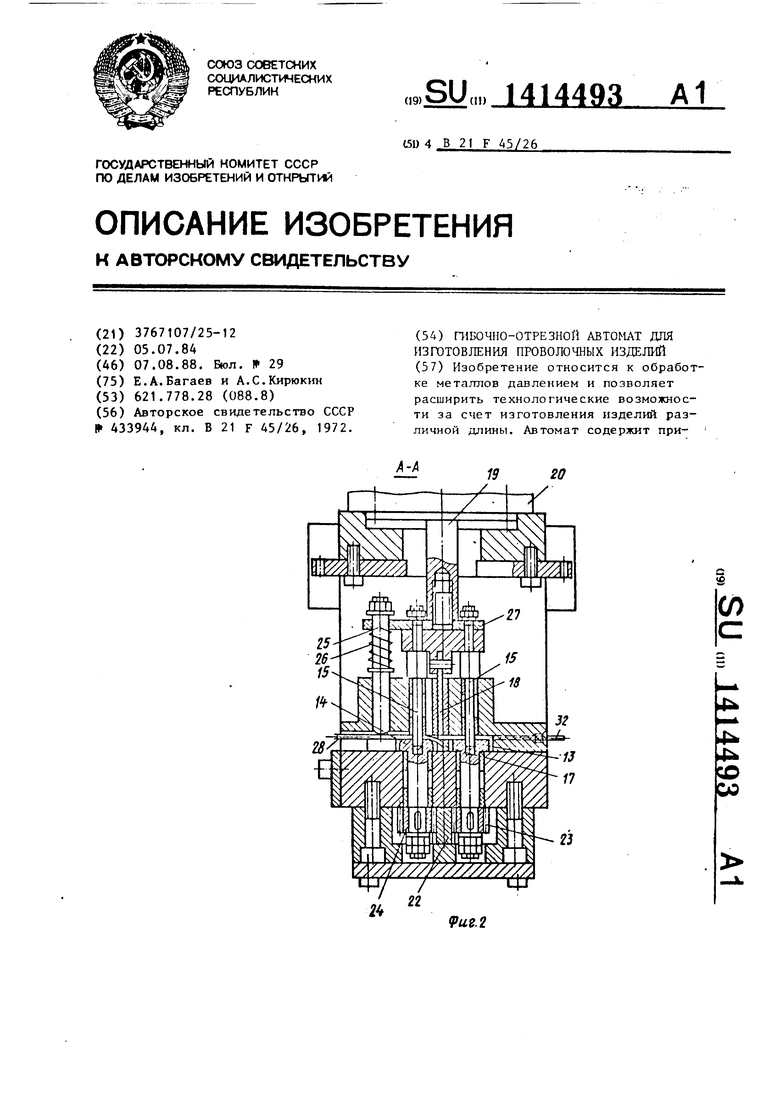
1
Изобретение относится к области обработки eтaллoв давлением, в частности к гибочно-отрезным автома- таг- для изготовления издел ш из проволоки.
Цель изобретения - расширение технологических возможностей за счет изготовления изделий различной длины.
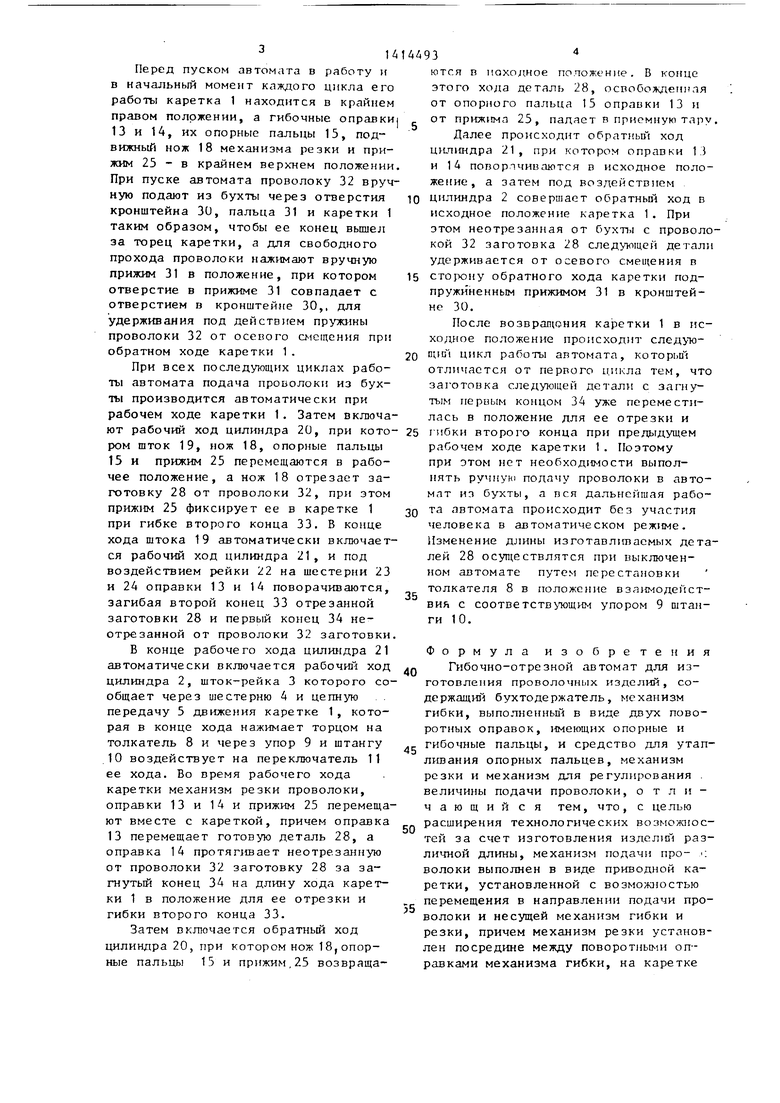
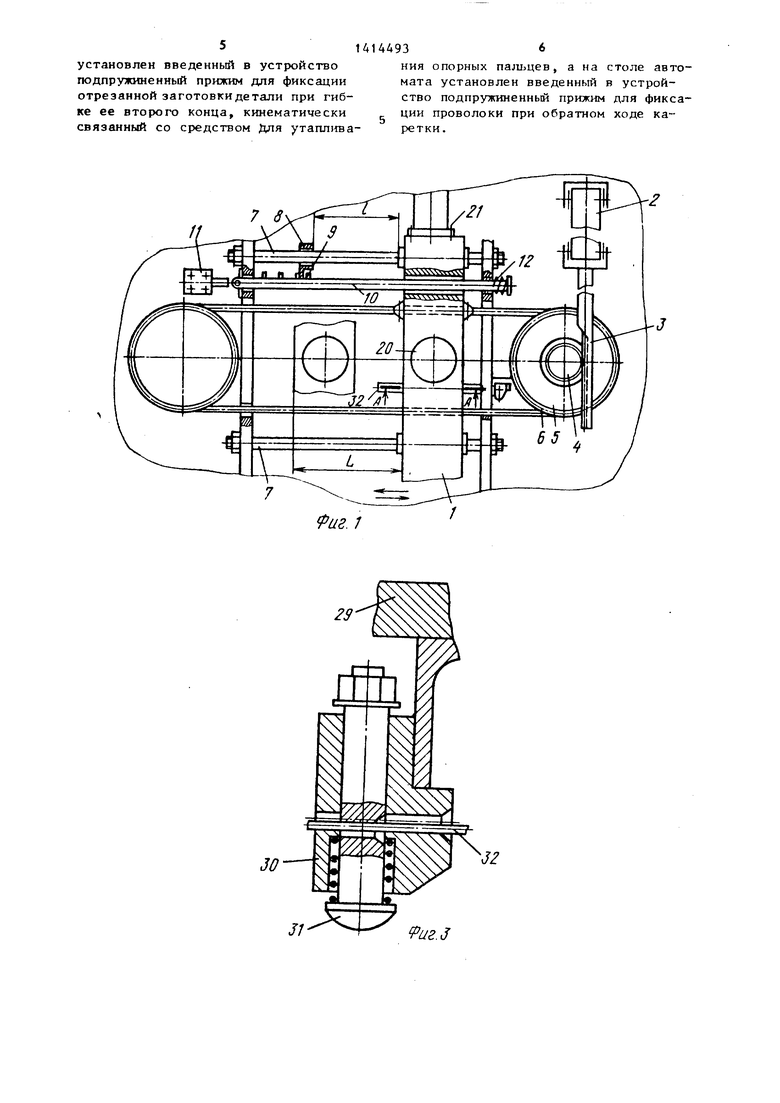
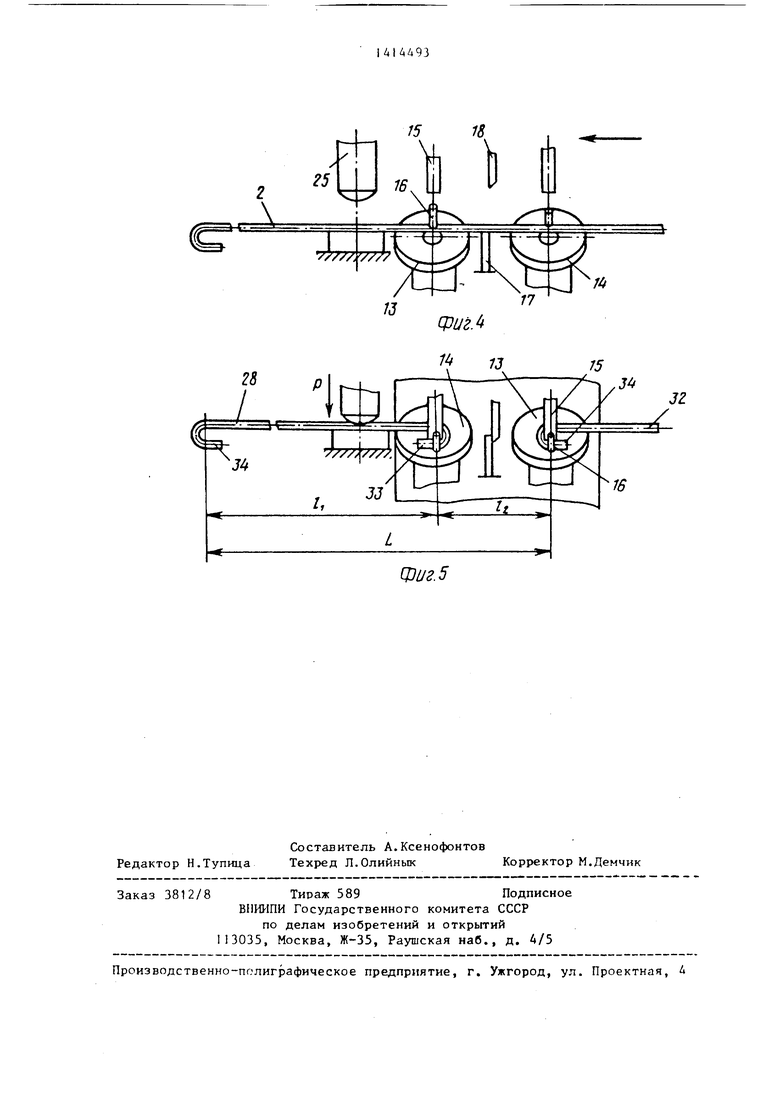
Па фиг. 1 изображен автомат, об- щ№1 вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - устройство для удерживания проволоки; на фиг. 4-5 схемь положения механизмов автомата при различных технологических переходах.
Гибочно-отрезной автомат содержит механизм подачи проволоки, выполненный в виде подвижной в направлении подачи проволоки каретки 1, привод которой включает в себя силовой , цилиндр 2 со штоком-рейкой 3, кинег- матически связанным через шестерню 4 с цепной передачей 5, цепь 6 которой соединена с кареткой 1, установленной подвижно на двух скалках 7.
I
Для обеспечения возможности изготовления деталей разной длины автомат снабжен устройством для регулирования величины подачи проволоки, выполненным в виде передвижного толкателя 8, установленного на верхней скалке 7 и взаимодействующего с торцом каретки 1 и с упорами 9 штанги 1U, воздейств ющей на переключатель 11 хода каретки 1 и снабженной возвратной пр чтктшой 12. На каретке 1 установлены поворотные оправки 13 IT 14 с опорными пальцами 15 и гибочными пальца 1и 16. Посередине меж;ду оправками 13 и 14 смонтирован механизм резки проволоки, выполнен- ньм в виде негюд1П1жно о опорного но0
5
0
5
0
5
0
жа 17 и подвижного ножа 18, имеющего привод от штока 19 силового цилиндра 20. Опорные пальцы 13 оправок 14 и 13 выполнены подвижными в осевом направлении и соединены со штоком 19 цилиндра 20. Опорный палец 15 ближней к бухтодержателю оправки 14 служит захватным и элементом механизма подачи проволоки. Пр}шод вращения оправок 13 и 14 выполнен в виде силового цил1тдра 21, на штоке которого выполнена двухсторонняя зубчатая рейка 22, взаимодействующая с шестернями 23 и 24, первая из которых жестко закреплена на одной оси с оправкой 13, а вторая - на одной оси с оправкой 14.
Каретка 1 снабжена прижи том 25 с пружиной 26, которьш соединен со штоком 19 через планку 27 и предназначен для удерживания заготовки 28 изготавливаемой детали в процессе гибки ее второго: конца оправкой 13 и рабочего хода каретки 1.
Кроме того, автомат снабжен неподвижно закрепленным к его столу 29 устройством для удерживания проволоки от осевого перемещения при обратном ходе каретки 1, выполненным в виде установленного в кроншге11не 30 подпружиненного прижима 31, причем в кронштейне и прижиме выполнены отверстия для прохода про поло;: и 32. Бухтодержатель с бухтой про1и1локи, а также устройства для упрлп/ сния работой силовых цилиндров, Bbint) чпеииые в виде путевых выключателрй, ноздей- ствующие на эти выключатели копиры и аппаратура управления си- В1лми цилиндрами не показаны (кро.-к переключателя 11 хода каретки).
Автомат работает еле;,) I n .lupa- эом.
Перед пуском автомата в работу и в начальный момент каждого цикла его работы каретка 1 находится в крайнем правом положении, а гибочные справки 13 и 14, их опорные пальцы 15, подвижный нож 18 механизма резки и прижим 25 - в крайнем верхнем положении При пуске автомата проволоку 32 вручную подают из бухты через отверстия кронштейна 30, пальца 31 и каретки 1 таким образом, чтобы ее конец вышел за торец каретки, а для свободного прохода проволоки нажимают вручную прижим 31 в положение, при котором отверстие в прижиме 31 совпадает с отверстием в кронштейне 30,, для удерживания под действием пружины проволоки 32 от осевого смещения при обратном ходе каретки 1.
При всех последующих циклах работы автомата подача проволоки из бухты производится автоматически при рабочем ходе каретки 1. Затем включают рабочий ход цилиндра 20, при котором шток 19, нож 18, опорные пальцы 15 и прижим 25 перемещаются в рабочее положение, а нож 18 отрезает заготовку 28 от проволоки 32, при этом прижим 25 фиксирует ее в каретке 1 при гибке второго конца 33. В конце хода штока 19 автоматически включается рабочий ход цилиндра 21, и под воздействием рейки 22 на шестерни 23 и 24 оправки 13 и 14 поворачиваются, загибая второй конец 33 отрезанной заготовки 28 и первый конец 34 неотрезанной от проволоки 32 заготовки
В конце рабочего хода цилиндра 21 автоматически включается рабочш ход цилиндра 2, шток-рейка 3 которого сообщает через шестерню 4 и цепную передачу 5 движения каретке 1, которая в конце хода нажимает торцом на толкатель 8 и через упор 9 и штангу 10 воздействует на переключатель 11 ее хода. Во время рабочего хода каретки механизм резки проволоки, оправки 13 и 14 и прижим 25 перемещают вместе с кареткой, причем оправка 13 перемещает готовую деталь 28, а оправка 14 протягивает неотрезанную от проволоки 32 заготовку 28 за загнутый конец 34 на длину хода каретки 1 в положение для ее отрезки и гибки второго конца 33.
Затем включается обратный ход цилиндра 20, при котором нож 18, опорные пальцы 15 и прижим,25 возвраща4493
ются в походное положение. В конце этого хода деталь 28, освобожденная от опорного пальца 15 оправки 13 и от прижима 25, падает в приемную тлру.
Далее происходит обратиьп ход цил1шдра 21, при котором оправки 13 и 14 повортчиваются в исходное поло- жеЕСие, а затем под воздействием
10 цилиндра 2 совершает обратный ход в исходное положение каретка 1. При этом неотрезанная от 6yxTi,i с проволокой 32 заготовка 28 следующей детали удерживается от осевого смещения в
15 сторону обратного хода каретки подпружиненным прижимом 31 в кронштейне 30.
После возврап1сния каретки 1 в исходное положение происходит следую0 DUDI цикл работы автомата, которьо отличается от первого цикла тем, что заготовка следующей детали с загнутым первым концом 34 уже переместилась в положение для ее отрезки и
5 г ибки второго конца при предьгдущем рабочем ходе каретки 1. Поэтому при этом нет необходимости выполнять ручиук подачу проволоки в автомат из бухты, а вся дальнейшая рабо0 та автомата происходит без участия человека в автоматическом режиме. Изменение длины изготавл1таемых деталей 28 ocyп ecтвлятcя при выключенном автомате путем перестановки толкателя 8 в положоше взаимодействия с соответствующим упором 9 штанги 10.
5
Формула изобретения Гибочно-отрезной автомат для изготовления проволочных изделий, содержащий бухтодержатель, механизм гибки, выполненньй в виде двух поворотных оправок, имеющих опорные и гибочные пальцы, и средство для утап- ливания опорных пальцев, механизм резки и механизм для регулирования величины подачи проволоки, отличающийся тем, что, с целью расширения технологических возмомюс- тей за счет изготовления изделш различной длины, механизм подачи про- : волоки выполнен в виде приводной каретки, установленной с возможностью перемещения в направлении подачи проволоки и несущей механизм гибки и резки, причем механизм резки установлен посредине между поворотными оправками механизма гибки, на каретке
подпружиненный прижим для фиксации отрезанной заготовки детали при гиб- ке ее второго конца, кинематически связанный со средством Для уташигаа-
.;
29
ретки
мата установлен введенный в устройство подпружиненный прижим для фиксации проволоки при обратном ходе .J
LA
J4
v/vx/i/v /X
/,
1
сригЛ
Ц)иг.5
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ГИБКИ ПРОВОЛОЧНЫХДЕТАЛЕЙ | 1972 |
|
SU433944A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
