1
Изобретение относится к техвнке изготовления монтажных петель железобетонных изделир в промышленности по производству железобетона.
Известно устройство для изготовления из арматурной катанки монтажных петель, содержащее барабан, тянущие ролики, отрезной и гибочный механизмы и механизм пооперационного перемещеия заготовок с опрокидывателем. Однако инерционность быстро вращающегося правильного барабана затрудняет остановку устройства лрл (периодических inpeкращениях подачи катанки подающими роликами во время ее отрезки, при невыключенном барабане на время отрезки катанки проволока может скручиваться или перетираться, что ухудщает механические свойства металла. Жесткое крепление формующего штока к траверсе не позволяет изготавливать с различной длиной средней изогнутой части. Изготовление различных нетель из заготовок различной длины, в том числе HecHiMметричных петель, из-за нерещенности вопроса теремещения бо;кавых 1ги1боч,ных постав не возможно.
Предлагаемое устройство отличается тем, что оно снабжено последовательно установленными между торцами боковых неподвижных роликов и торцами щестерен, несущих обкатные ролики, направляющими и фиксирующеи пластиной, а также размещенной на станине и щарннрно соединенной с траверсой тягой, несущей опорный каток и кулачок, перемещаемые по смонтированным на станине
перпендикулярно траверсе двум параллельным направляющим, одна из которых выполнена с o6paui,eHHbiM к траверсе наклонным поворотным концом. Кроме того, для переналадки устройства на изготовление петель различных типоразмеров формующий шток смонтирован с возможностью регулировочного перемещеиия относительно траверсы, а боковые гибочные посты смонтированы с возможностью регулировочного иеремещения в направлении,
параллельном траверсе.
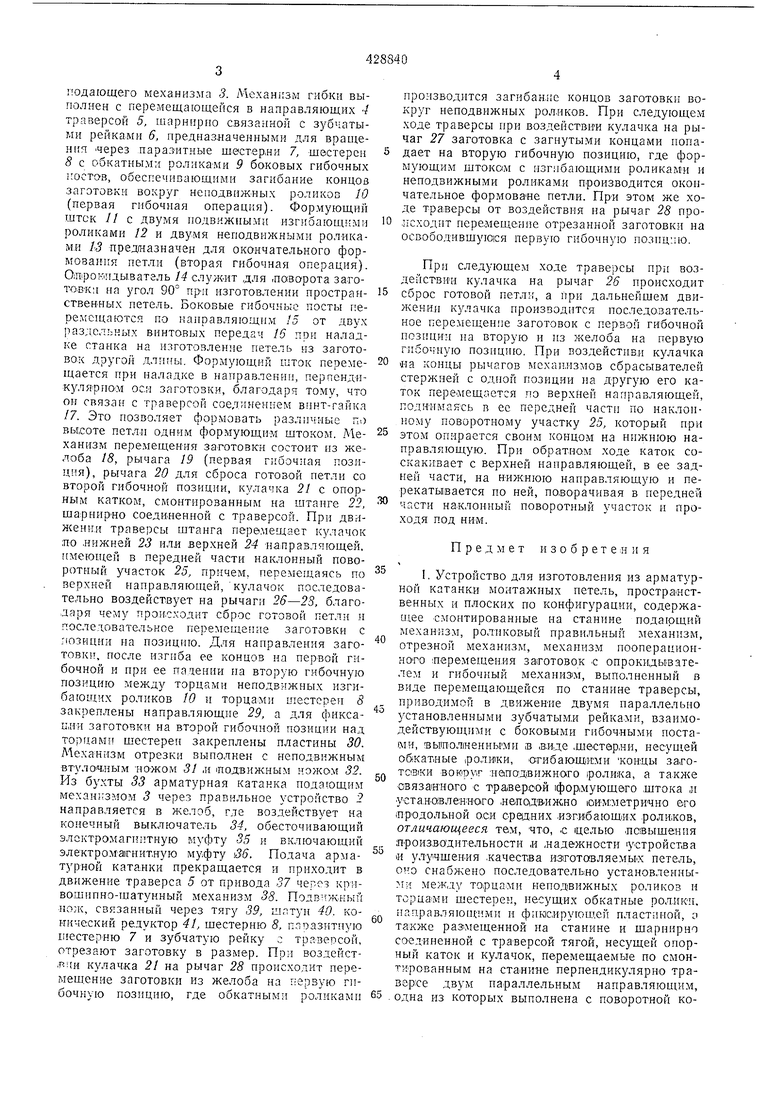
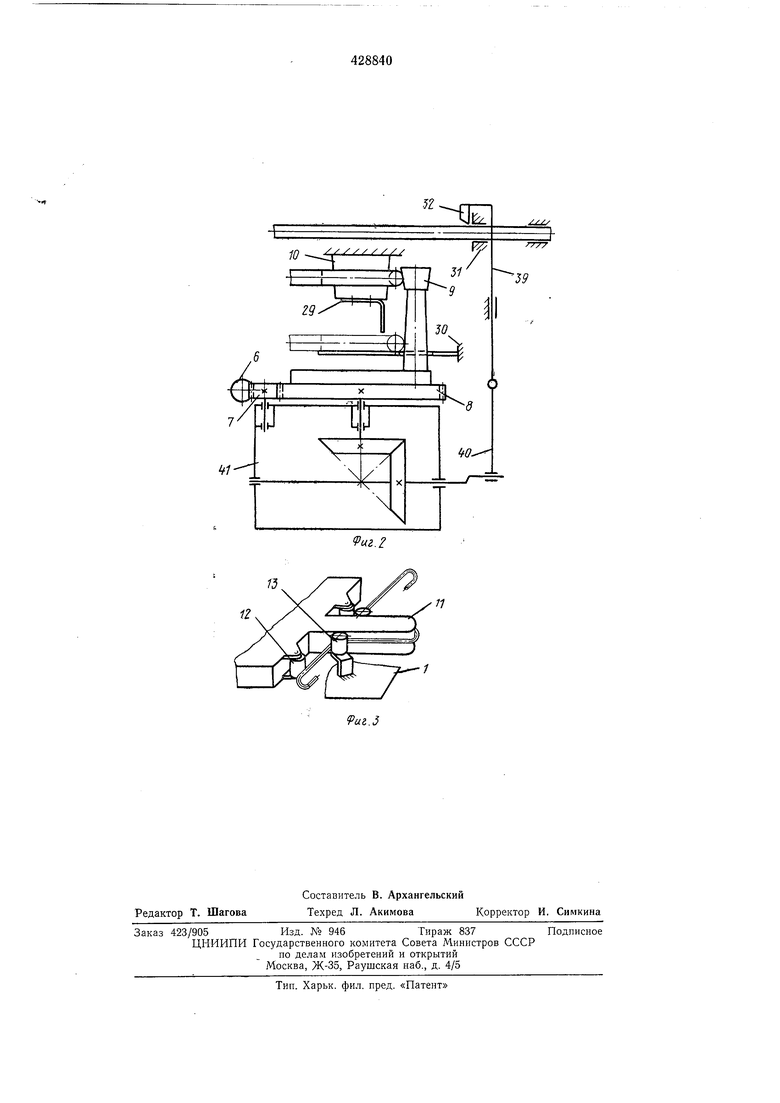
На фиг. 1 дана кинематическая схема устройства для изготовления из арматурной катанки монтажных петель; на фиг. 2 - механизм отрезки прутка с механизмом направлеПИЯ заготовки ири ее переходе на вторую гибочную позицию и фиксации заготовки на этой -позиции; на фиг. 3 - аксонометрия процесса фор1мования петли формующим штоком с двумя изгиба ощими рол-ика-ми, закрепленным; на щтоке.
Устройство для изготовления из арматурной катанки монтажных нетель состоит из рамы /, механизма гибки, механизма ириема и перемещения заготовок, механизма отрезки,
правильного устройства 2 роликового типа и
подающего механизма 3. Механизм гибки выполнен с перемещающейся в направляющих / траверсой 5, шарннрно связанной с зубчатыми рейками 6, предназначенными для вращения Через параЗИтные щ.естер.ни 7, шестерен 8 с обкатными роликами 9 боковых гибочных постов, обеспечивающими загибание концов заготовки вокруг неподвижных роликов 10 (первая гибочная онерация). Формующий щтск // с двумя подвижными изгибающими роликами 12 н двумя неподвижными роликам.н 13 предназначен для окончательного формования иетли (вторая гибочная операция). 0:п рок1иды.ватгль 14 служит для гповорота затото:в-К1 на угол 90 тф;; изготовлении пространственных петель. Боковые гибочные посты геремещаются по наиравляющим 15 от двух раздельных винтовых передач 16 при наладке станка на изготовление петель из заготовок другой длины. Формующий шток перемещается при наладке в направлении, перпендпкулярноо осп заготовки, благодаря тому, что он связан с траверсой соединением винт-гайка 17. Это позволяет формовать различные по высоте петлл одним формующим щтоком. Механизм перемещения заготовки состоит из желоба 18, рычага 19 (первая гибочная позиция), рычага 20 для сброса готовой петли со второй гибочной позиции, кулачка 21 с опорным катком, смонтированным на щтанге 22, щарнирно соеди-ненной с траверсой. При двил :ени,и траверсы щтанга перемещает кулачок по .нижней 23 иля верхней 24 на:правляющей, имеюпхей в передней части наклонный поворотный участок 25, причем, перемещаясь по верхней направляющей, кулачок последовательно воздействует на рычаги 26-28, благодаря чему происходит сброс готовой петли и последовательное перемещение заготовки с позиции на позицию. Для направления заготовки, после изгиба ее концов на первой гибочной и при ее падении на вторую гибочную позицию между торцами неподвижных изгибающих роликов 10 и торцами щестереп 8 закреплены направляющие 29, а для фиксап.ии заготовки на второй гибочной позиции над торцами щестереи закреплены пластины 30. Механизм отрезки выполнен с неподвижным втллоЧ.иым НОЖОМ 3J ,и ПОДВИЖНЫМ ножом 32. Из бу.хты 33 арматурная катанка подающим механизмом 3 через правильное устройство 2 направляется в желоб, где воздействует на конечный выключатель 34, обесточивающий электромагнитную муфту 5,5 и вклЕОчающий электромагнитную муфту t36. Подача арматурной ката:нки прекращается и приходит в движение траверса 5 от привода 37 через кривошипно-щатунный механизм 38. Подвпж.ный нолц связанный через тягу 39, шптун 40. конический редуктор 41, нлестерню 5, плоазитп ю пгестерню 7 и зубчатую рейку с траверсой, отрезают заготовку в размер. При воздейст. кулачка 21 на рычаг 28 происходит перемещ.ение заготовки из желоба на первую гибочную позицию, где обкатными роликами
производится загибан.ие концов заготовки вокруг неподвижных роликов. При следующем ходе траверсы при воздействии кулачка на рычаг 27 заготовка с загнуты.ми концами попадает на вторую гибочную позицию, где формующим щтоком с изгибающими роликам и и неподвижными роликамя производится окончательное формоване петля. ПрИ этом же ходе тра;версы от воздействия на рычаг 28 про.исходит перемещение отрезанной заготовки на освободившуюся первую гибочную позиц:;ю.
При следующем ходе траверсы при воздействии кулачка на рычаг 26 происходит сброс готовой петли, а При дальнейшем движении кулачка производится последовательное пере.мещенпе заготовок с первой гибочной позиции на вторую и из желоба на первую гибочную позицию. При воздейстив.и кулачка «а концы рычагов механизмов сбрасывателей стержней с одной позиции на другую его каток перемещается по верхней направляющей, поднимаксь п ее передней части по наклонному поворотному участку 25, который при этом опирается своим концом на нижнюю направляющую. При обратном ходе каток соскакивает с верхней направляющей, в ее задней части, на нижнюю направляющую и перекатывается по ней, поворачивая в передней части на.клониый поворотный участок и проходя под ним.
Предмет изобретения
. Устройство для изготовления из арматурной катанки монтажных петель, пространственных и плоских по конфигурации, содержащее смонтированные на станине подающий механизм, роликовый правильный механизм, отрезной механизм, механизм пооперанионного шеремещеи.ия заготовок с опрокидьгеателем и гибочный механиЗ М, выполненный в виде перемещающейся по станине траверсы, приводимой в движение двумя параллельно установленными зубчатым.и рейками, взаимодействующи и с боковыми гибоч-ными постами, вьииолиенными в .в.иае .щестер.ни, несущей .ные |ролики, огибающими концы за,готс В1Ки вокруг :ие|под1вижн01го 1роли«а, а овязаннаго с тра вероой формующего штока л уста.и«влеи;ного .нбподвилсно |ОИМ;метрично его продольной оси оре|дних лз-гибающих .роликов, отличающееся тем, что, с целью лавышения производительности ,и .надежности устройства 1И улучшения .качества изготавляемЫХ петель, оно снабжено последовательно установленными между торцами неподвижных роликов н торцааш шестерен, несущих обкатные рол.ики. паправляюп;ими и фимсирующей пластиной, у также размещенной на станине и щарнирно соединенной с траверсой тягой, несущей опорный каток и кулачок, перемещаемые по смонтированным на станине перпендикулярно траверсе двум параллельным направляющим, . одна из которых выполнена с поворотной копнрной планкой, обращенной к траверсе.
2. Устройство по п. 1, отличающееся тем. что, с целью переналадки устройства на изготовление петель различных типоразмеров, формующий шток смонтировали с возмож1;о:;тьго регулировочного перемещения относительно траверсы, а боковые гибочные посты смонтированы с возможностью регулировочного Г1еремещения в направлении, параллельном траверсе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1985 |
|
SU1359049A2 |
| СТАНОК-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1966 |
|
SU185332A1 |
| Устройство для гибки монтажных петель | 1975 |
|
SU738731A1 |
| Устройство для изготовления монтажных петель плоской и пространственной конфигурации | 1983 |
|
SU1222369A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для пространственной гибки | 1988 |
|
SU1538952A1 |

rs
12
