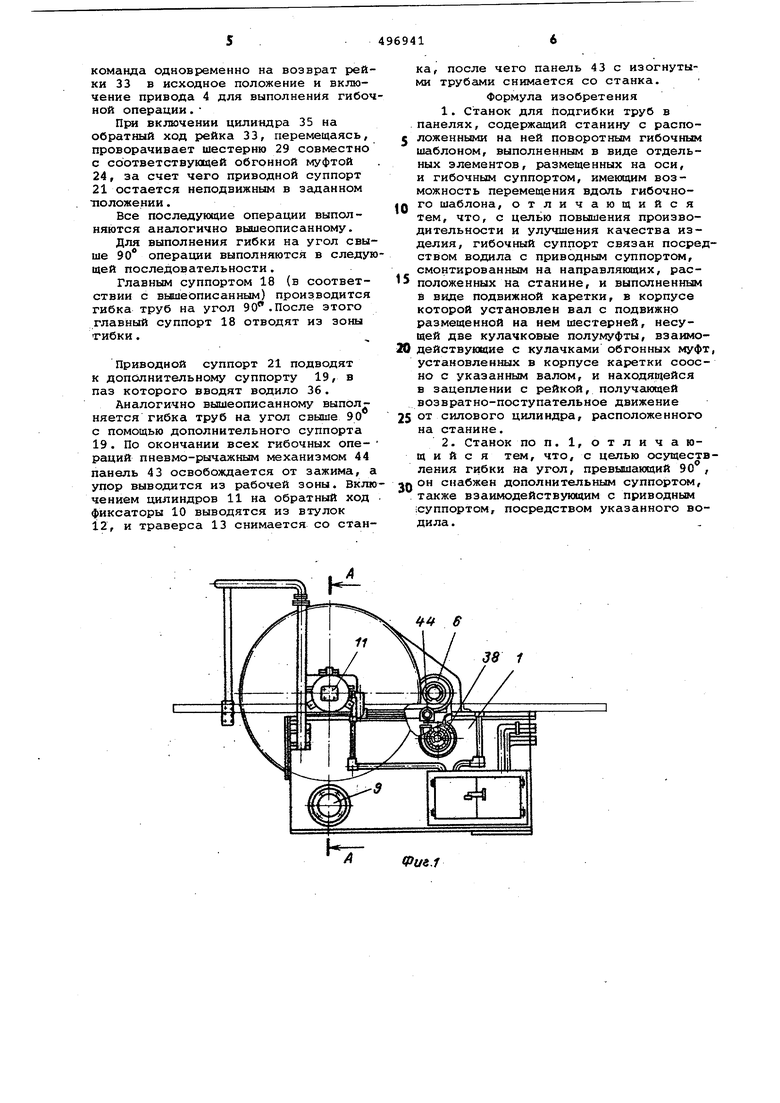
Настоящее изобретение относится области трубогибочного производства, в частности к оборудованию для подгибки труб в трубных панелях. Известные станки, предназначенны для той же цели и содержшцие станину с расположенным на ней поворотным гибочным шаблоном, выполненным в виде отдельных элементов, размещенных на оси, и гибочным суппортом имеющим возможность перемещения вдо гибочного шаблона, имеют низкую производительность из-за больших затрат времени на установку суппорт с гибочным органом в требуемое поло жение, не фиксируемое с необходимой точностью. Это ведет к смещению гибочного органа относительно профи ля изгибаемой трубы и, следовательно, к ее деформации. Кроме того, гибочный суппорт выполнен подвижным, не имеющим постоянной связи с приводом, что не обеспечивает достаточной жесткости конструкции . Целью изобретения является создание станка для подгибки труб в панелях, который бы обеспечил высокую точность при высокой производительности и упрощенной конструкции. а также возможность выполнения раз- , нонаправленной гибки на угол свыше 9 0°. Эта цель достигается тем, что гибочный суппорт связан посредством водила с приводньм суппортом, смонтированным на направляющих, расположенных на станине, и выполненным в виде подвижной каретки, в корпусе которой установлен вал с подвижно размещенной на нем шестерней, несущей две кулачковые полумуфты, взаимодействующие с кулачками обгонных муфт, установленных в корпусе каретки соосно с указанным валом, и находящейся в зацеплении с рейкой, получающей возвратно-поступательное движение от силового цилиндра, расположенного на станине. Для осуществления гибки на угол, превышающий 90°, станок снабжен дополнительным суппортом, также взаимодействующим с приводным суппортом посредством указанного водила. На фиг. 1 показан станок для подгибки труб в панелях, общий вид на фиг. 2 - разрез А-А фиг. Ij на фиг.З - разрез Б-Б фиг.2;на фиг.4 разрез В-В фиг.2 на фиг.5 - разре Г-Г фиг.2. Станок для подгибки труб JB панелях содержит сварную станину 1, в . опорах 2 которой подвижно c жэнтиpoваны приводные зубчатые колеса 3, получсшнцие вращение от привода 4 через зубчатую пару 5, промежуточны ыестерни б и синхронизирующие шесте ни 7, жестко укрепленные на валу 8 и в опорах 9. В ступицах зубчатых колес подвиж но установлены фиксатогы 10, соедин ные со штоками цилиндров 11 и взаим действующие при включении последних с втулками 12 траверсы 13, на которой подвижно относительно оси 14 укреплены гибочные шаблоны 15. Сило вые цилиндры 11 установлены на кронштейнах 16. Зубчатые колеса связаны друг с другом гибочным валом 17, на котором подвижно укреплены главный суппорт 18 и вспомогательный 19, снабженные гибочными планками 20 и имею щие возможность перемещения вдоль вала при помощи приводного суппорта 21, Который подвижно смонтирован на направляющих колонках 22 и состоит из каретки 23, содержащей жест ко укрепленные в ней обгонные муфты 24 с кулачками 25, сидящие на валу 26 с маховиком 27. В центральной части вала 26 подвижно на шпонке 28 установлена шестерня 29, снаб женная кулачками 30 и соединенная с ползушкой 31, взаимодействующей с регулировочным винтом 32, смонтир вaнны J в корпусе каретки . Шестерня 29 взаимодействует с зубчатой рейкой 33, подвижно укрепленной на опо ре 34 и соединенной со штоком цилин ра 35, Взаимодействие суппортов 18 и 19 с приводным суппортом 21 осуществля ется через водило 36, подвижно смон тированное на втулке 37, запрессова ной в корпус каретки. Сбоку на станине установлен меха низм 38 контроля угла гибки, взаимо действующий с механизмом гибки посредством звездочки 39, цепи 40 и звездочки 41. В верхней части стаНИНЫ смонтирован регулируемый упор 42, служащий для точной установки панели 43 перед гибкой. Фиксация панели после установки осуществляется пневморычажным механизмом 44. Описанный станок работает следую щим образом. Перед загрузкой станка трубной панелью 43 снимают траверсу 13 с гибочными шаблонами 15. Трубную панель 43 укладывают на стол станины 1 и устанавливают на заданный размер по регулируемся упо ру 42. Траверса 13 опускается сверху на панель, а гибочные шаблоны 15, перемещаясь вдоль оси 14, самоустанавливаются по трубам панели. Включают пневмоцилиндры 11, штоки которых перемещают фиксаторы 10 внутри ступиц зубчатых колес 3 и вводят во втулки 12, фиксируя траверсу 13 в исходном положении перед гибкой, после чего панель 43 зажимают на столе с помощью пневмо-рычажного механизма 44. На механизме 38 контроля угла гибки устанавливается требуемый угол путем регулировки микропереключателей (на чертеже не показаны), подающих команду в конце рабочего хода на выключение привода 4. Вращением маховика 27 с валом 26, несущим шестерню 29, перемещают по направляющим колонкам 22 приводной суппорт 21, который, взаимодействуя через водило 36 с одним из гибочшлх суппортов (18 или 19 - в зависимоети от заданного угла гибки), устанавливает гибочную планку 20 против первой изгибаемой трубы панели. В зависимости от направления гибки вращением винта 32 через ползушку 31 шестерня 29 перемещается в одно из крайних положений до взаимодействия кулачков 30 шестерни с кулачками 25 обгонных муфт 24. В этом положении приводной суппорт 21 подготовлен к автоматическому перемещению на заданный шаг, а станок - к выполнению гибочных операций. 0 Включают привод 4, от которого крутящий момент через зубчатую пару 5 и промежуточные,шестерни 6 передается зубчатым колесам 3, вращающимся в опорах 2 и поворачивающим гибочный вал 17 с суппортами 18 и 19 (на фиг. 2 в рабочем положении находится суппорт 18), При этом гибочная планка 20 главного суппорта 18, взаимодействуя с трубой панели 43, изгибает ее на заданный угол. Стрелка-упор механизма 38 контроля угла взаимодействует с конечным микропереключателем, который дает команду на. возвращение гибочного вала 17 с суппорами 18 и 19 в исходное положение. В момент, когда гибочный вал 17 занимает исходное положение, стрелка-упор механизма 38 контроля угла возвращается в центральное положение (на отметку шкалы) и воздействует на конечный выключатель, останавливающий привод 4 и дакнций команду на включение цилиндра 35,который еремещает по направлякяцей опоре ейку 33, взаимодействукицую с.шестерей 29 приводного суппорта 21, передигая последний на заданный шаг вмесе с главным суппортом 18, несущим ибочную планку 20, устанавливакндуюя против подлежащей гибке трубы. После этого через соответствуюий конечный выключатель подается
команда одновременно на возврат рейки 33 в исходное положение и включение привода 4 для выполнения гибочной операции.
Пря включении цилиндра 35 на обратный ход рейка 33, перемещаясь, проворачивает шестерню 29 совместно с соответствующей обгонной муфтой 24, за счет чего приводной суппорт 21 остается неподвижным в заданном положении.
Все последующие операции выполняются ансшогично вьлиеописанному.
Для выполнения гибки на угол свыше 90 операции выполняются в следующей последовательности.
Главным суппортом 18 (в соответствии с вьшеописанным) производится гибка труб на угол 90.После этого главный суппорт 18 отводят из зоны тибки.
Приводной суппорт 21 подводят к дополнительному суппорту 19, в паз которого вводят водило 36.
Аналогично вышеописанному выполняется гибка труб на угол свыше 90 с помощью дополнительного суппорта 19 . По окончании всех гибочных oneраций пневмо-рычажным механизмом 44 панель 43 освобождается от зажима, а упор выводится из рабочей зоны. Включением цилиндров 11 на обратный ход фиксаторы 10 выводятся из втулок 12, и траверса 13 снимается со станка, после чего панель 43 с изогнутыми трубами снимается со станка. Формула изобретения
1.Станок для подгибки труб в панелях, содержащий станину с расположенными на ней поворотным гибочным шаблоном, выполненным в виде отдельных элементов, размещенных на оси, и гибочным суппортом, имекющм возможность перемещения вдоль гибочного шаблона, отличающийся
0 Тем, что, с целью повышения производительности и улучшения качества изделия, гибочный суппорт связан посредством водила с приводным суппортом, смонтированным на направлякядих, рас5положенных на станине, и выполненным в виде подвижной каретки, в корпусе которой установлен вал с подвижно размещенной на нем шестерней, несущей две кулачковые полумуфты, взаимодействующие с кулачками обгонных муфт, установленных в корпусе каретки соосно с указанным валом, и находящейся в зацеплении с рейкой, получающей возвратно-поступательное движение
5 от силового цилиндра, расположенного на станине.
2.Станок по п. 1, отличающийся тем, что, с целью осуществления гибки на угол, превышающий 9(f,
Q он снабжен дополнительным суппортом, также взаимодействующим с приводным ;суппортом, посредством указанного водила .
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для подгибки труб в панелях | 1978 |
|
SU729907A2 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1248692A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
| Станок для изготовления змеевиков | 1980 |
|
SU863072A1 |
| Трубогибочный станок | 1985 |
|
SU1269879A1 |
| Станок для гибки змеевиков | 1986 |
|
SU1411075A1 |
| Станок для двусторонней гибки труб | 1984 |
|
SU1156768A2 |
| Станок для гибки змеевиков | 1979 |
|
SU854507A1 |


fPt/S.f
Ob
Фи.З
J«
ipus.5
Ф1/9,
