Изобретение относится к пластической деформации металлов, в частности к станкам для сгибания фигурных изделий, например разъемных подвесок и может быть использовано в отраслях народного хозяйства, осуществляняцих подъемно-транспортные операции, и отраслях, изготовляющих оборудование и оснастку для них, в том числе грузозахватные устройства.
Известен автомат для сгибания фигурных изделий, содёржсиций смонтированные на штанге механизм центрального гиба заготовки и симметрично расположенные относительно него механизмы гибки концов заготовки с гибoчны IИ головками, имеющими закрепленные в корпусе упорные и гибочные ролики. Каждая гибочная головка сйаб жена размещенными в ее корпусе валомшестерней, смонтированным с возможностью осевого перемещения и несущим соосно установленные с ним упорный и гибочный рплики,а также связанным с гибочной головкой посредством регулировочных элементов кронштейном,уст новленным на штанге с возможностью перемещения вдоль нее С11.
Автомат предназначен.для серийного производства, однако он сложен по конструкции, в наладке и переналадке энергоемок,
Наиболее близким по технической сущности является станок для сгибания фигурных изделий, содержащий смотированные на станине центральный формуквдий упор и расположенные симметрично относительно него приводные гибочные диски с гибочными роликами и опорные ролики, закрепленные на общих валах с приводными шестернями Г2.
Недостатками данного станка являются сложность его переналадки при переходе на изготовление изделий дру типоразмеров, так как помимо обязагальной замены опорных роликов и формукЕцей оправки на што«в необходимо заменить и зубчатые секторы с рейками j сложность подбора количества зубьев сектора и рейки вследствие разного пружинения металлов различинк марок; невыдерживание радиуса гибки концов заготовки. Согласно теории гибки противоупорные ролики должны находиться ближе к центру,а в данном случае они являются опорами при гибке концов заготовки. В результате при изготовлении крупногабаритных изделий возникает большое плечо гибки, что приводи к невыдержива- . нию требуемых параметров.
Целью изобретения является повышение производительности и качества готовых изделий, а также расширение технологических возможностей.
Указанная цель достигается тем, что станок для сгибания фигурных изцелий, содержащий смонтированные на станине центральный формующий упор и расположенные (сиьфлетрично относительно него приводные диски с тибочныМи роликами и опорные ролики, закрепленные на общих валах с приводными шестернями , имеет приводные зубчатые колеса, взаимодействующие с приводными . шестернями гибочных роликов, П-образные рычаги, закрепленные на осях зубчатых колес, механизм фиксгидии заготовки, состоящий из силового цилиндра, закрепленного на его штоке клинового зажима, упора и шарнирно закрепленных на станине симметрично относительно силового цилиндра центрирующих рычагов, установленных с возможность взаимодействия с упором, и сбрасыватель заготовок, выполненный в виде подпружиненной рамки шарнирно закрепленной на корпусе силового цилиндра, при этом приводные вгшы выполнены полыми и имеют размещенные внутри них приводные посредством силового цилиндра пслзушки, на которых закреплены опорные ролики.
Клиновой зажим состоит из П-образного кронштейна, закрепленного на штке силового цилиндра, шарнирно закрепленных на нем двух подпружиненны профильных рычагов для зажима заготоки и двух упоров, один из КОТОЕЖЛХ
взаимодействует с центрирующикм рычагами, а другой - с осью рамки сбрасывателя .
При этом,с целью расширения технологических возможностей путем гибки концов заготовки в противоположных направлениях он имеет дополнительные шестерни, размещенные на валах гибочных роликов и взаимодействующие с зубчатыми колесами.
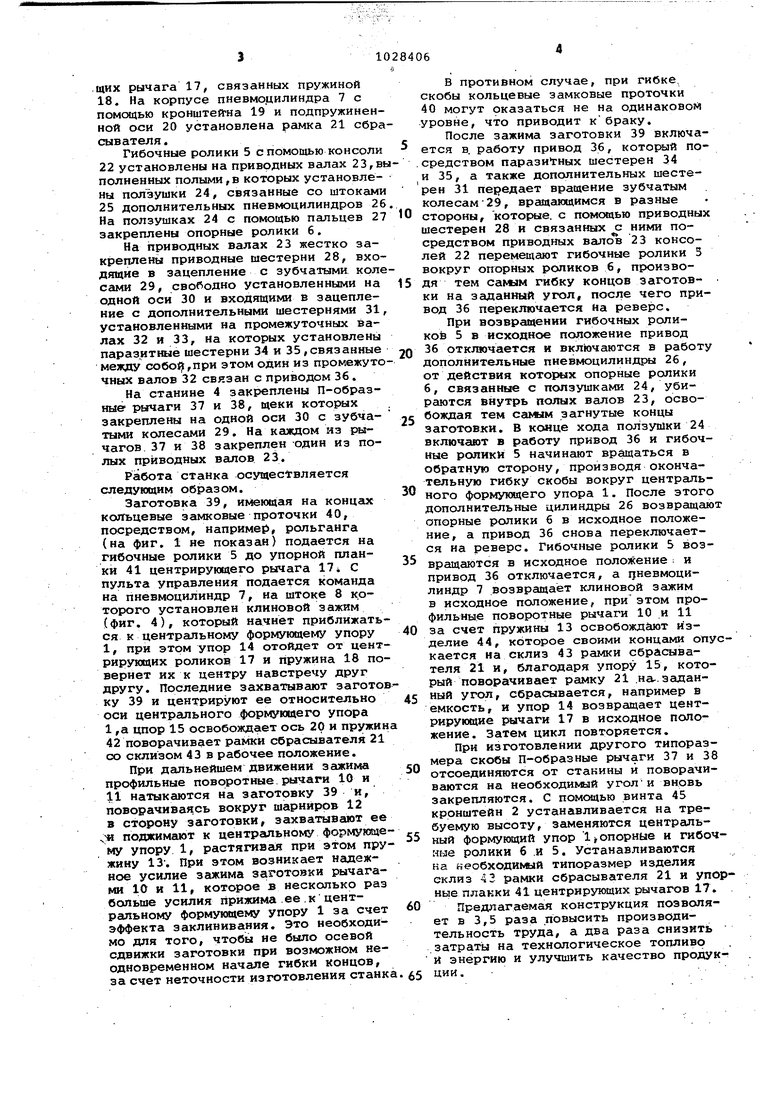
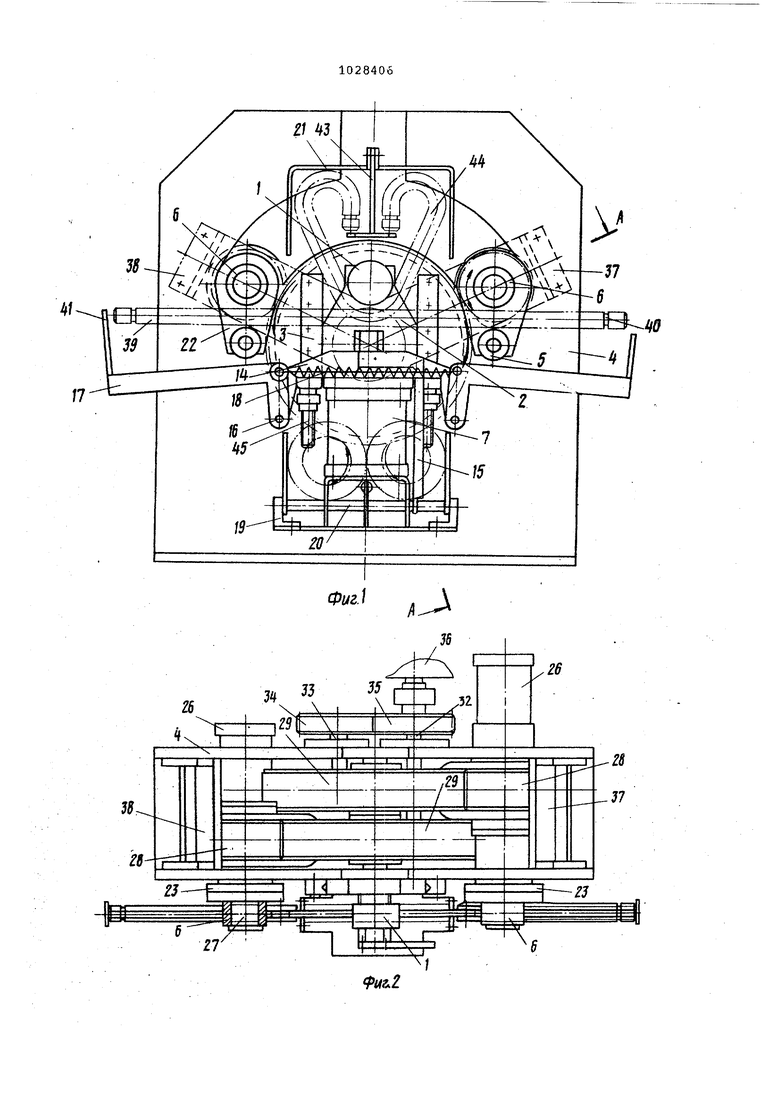
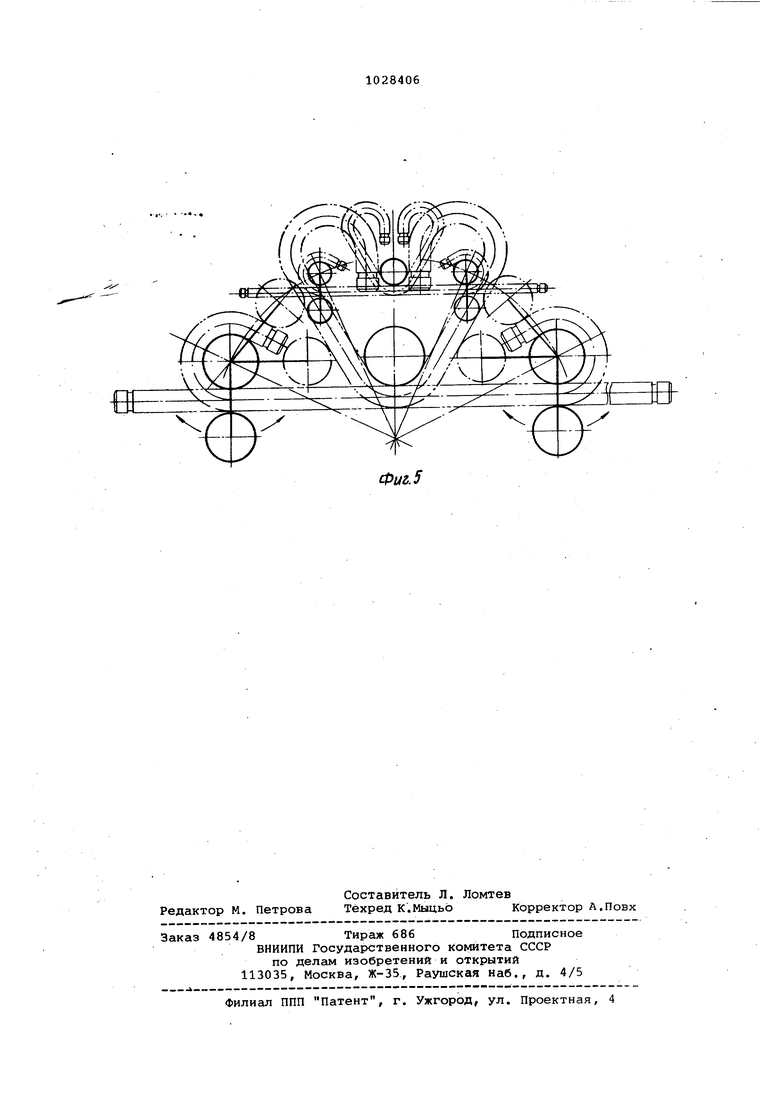
На фиг. 1 показан станок, общий вид; на.фиг. 2 - то же, вид сверхуf на фиг. 3 - разрез А-А на фиг. на фиг, 4 - клиновый зажим и узел крепления рамки Сбрасывателя; на фиг.5 схема гибки заготовок для различных типоразмеров изделий.
Предлагаеьвлй станок содержит центральный формуиадий упор 1, закрепленный посредством кронштейна 2 на направляющих 3 станины 4, симметрично расположенныеотносительно него гибочные 5 и опорные 6 ролики и механизм фиксации заготовки перед гибкой, выполненный в виде закрепленного на кронштейне 2 пневмоцилиндра 7, на штоке 8 которого закреплен клкновой зажим, выполненный в виде llfОбразного кронштейна 9, несущего пару профильных рычагов 10 и 11, закрепленых посредством шарниров 12 и связанных пружиной 13, и два yitopa 14 и 15.
На кронштейне 2 также закреплены с помощью шарниров 16 два центрирую.щих рычага 17, связанных пружиной 18. На корпусе пневмодилиндра 7 с помощью кронштейна 19 и подпружинен ной оси 20 установлена рамка 21 сбр сялвателя. Гибочные ролики 5 с помощью консоли 22 установлены на приводных валах 23,в полненных полыми,в которых установлены ползушки 24, связанные со штокам 25 дополнительных пневмоцилиндров 2 На ползушках 24 с помощью пальцев 2 закреплены опорные ролики 6, На приводных валах 23 жестко закреплены приводные шестерни 28, вхо дящие в зацепление с зубчатыми кол сами 29, свободно установленными на одной оси 30 и входящими в зацепление с дополнительными шестернями 31 установленными на промежуточных валах 32 и 33, На которых установлены паразитные шестерни 34 и 35 , связанные между собо1,при этом один из промежуто чных валов 32 связан с приводом 36. На станине 4 закреплены П-образные рычаги 37 и 38, щеки которых закреплены на одной оси 30 с зубчатыми колесг1ми 29. На кгивдом из рычагов 37 и 38 закреплен один из полых приводных валов 23. Работа станка осущестгвляется следующим образом. Заготовка 39, имеющая на концгис кольцевые замковые проточки 40, посредством, наприме{), рольганга (на фиг. 1 не показан) подается на гибочные ролики 5 до упорной планки 41 центрирующего рычага 17i С пульта управления подается команда иа пиевмоцилиндр 7, на штоке 8 которого установлен клиновой зажим (фиг. 4), который начнёт приближаться к центральному формующему упору 1, при этом упор 14 отойдет от центрирующих роликов 17 и пружина 18 повернет их к центру навстречу друг другу. Последние захватывают заготов ку 39 и центрируют ее относительно оси центрального формующего упора I,а цпор 15 освобождает ось 20 и пружин 42 поворачивает рамки сбрасывателя 21 со склизом 43 в рабочее положение. При дальнейшем движении зажима профильные поворотные рычаги 10 и IIнатыкаются на заготовку 39 и, поворачиваясь вокруг шарниров 12 в сторону заготовки, захватывгиот ее ,« поджимают к центральному формукйде му упору 1, растягивая при этом пружину 13-. При этом возникает надежное усилие зажима заготовки рычагами 10 и 11, которое в несколько раз больше усилия прижима.ее.к центральному формующему упору 1 за счет эффекта заклинивания. Это необходимо для того, чтобы не было осевой сдвижки заготовки при возможном неодновременном начале гибки концов, за счет неточности изготовления станк В противном случае, при гибке, скобы кольцевые замковые проточки 40 могут оказаться не на одинаковом уровне, что приводит кбраку. После зажима заготовки 39 включается в. работу привод 36, который посредством паразитных шестерен 34 и 35, а также дополнительных шестерен 31 передает вращение зубчатым колесам-29, вращающимся в разные стороны, которые, с помощью приводных шестерен 28 и связан(шх ними посредством приводных валов 23 консолей 22 перемещают гибочные ролики 3 вокруг опорных роликов 6, производя тем caMJM гибку концов заготовки на заданный угол, после чего привод 36 переключается На реверс. При возвращении гибочных ролиKote 5 в исходное положение привод 36 отключается и включаются в работу дополнительные пневмоцилиндры 26, от действия KOTOIKJX опорные ролики 6, связант е с поязушками 24, убираются внутрь полых валов 23, освобождая тем самым загнутые концы заготовки. В конце хода ползушки 24 включают в работу привод 36 и гибочные ролики 5 начинают вращаться в обратную сторону, производя окончательную гибку скобы вокруг центрального формующего упора 1. После этого дополнительные цилиндры 26 возвращают опорные ролики 6 в исходное положение, а привод 36 снова переключается на реверс. Гибочные ролики 5 возвращаются в исходное положение и привод 36 отключается, а цневмоцилиндр 7 возвращает клиновой зажим в исходное положение, при этом профильные поворотные рычаги 10 и 11 за счет пружины 13 освобождают изделие 44, которое своими концами опускается иа склиз 43 рамки сбрасывателя 21 и, благодаря упору 15, который поворачивает рамку 21 .на-, заданный угол, сбрасывается, например в емкость, и упор 14 возвращает центрирующие рычаги 17 в исходное положение. Затем цикл повторяется. При изготовлении другого типоразмера скобы П-образные рычаги 37 и 38 отсоединяются от станины и поворачиваются на необходимый угол-и вновь закрепляются. С помощью винта 45 кронштейн 2 устанавливается на требуемую высоту, заменяются центральный формуккций упор Ij опорные и гибочные ролики б .я 5. Устанавливаются на необходимый типоразмер изделия склиз 43 рамки сбрасывателя 21 и упорные плакки 41 центрирующих рычагов 17 Предлагаемая конструкция позволяет в 3,5 раза повысить производительность труда, а два раза снизить затраты на технологическое топливо и энергию и улучшить качество продукции . 
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Автомат для изготовления проволочных рамок | 1981 |
|
SU994093A1 |
| Станок для двусторонней гибки труб | 1987 |
|
SU1523215A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Автомат для сгибания фигурных изделий | 1981 |
|
SU963646A1 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| ПОЛУАВТОМАТ ДЛЯ ГИБКИ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2429931C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1981 |
|
SU986541A1 |
1. СТАНОК ДЛЯ СГИБАНИЯ ФИГУРНЫХ ИЗДЕЛИЙ, содержащий смонтированные, на станине центральный формуихций упор и расположенные симметрично относительно него приводные гибочные диски с гибочными роликами и опорные ролики закрепленные на общих валах с приводивши шестернями, отличающийся тем, что, с целью повьваения производительности и качества, он имеет приводные зубчатые колеса взаимодействукноие с приводными шестерн1ти гибочных роликов, п-образные рычаги, закрепленные на осях зубчатых колес, механизм фиксации заготовки, состоящий из силового цилиндра, закрепленного на его штоке - - :,:...- - j клинового зажима, и шарнирно закрепленных на станине симметрично. относительно силового цилиндра центрирующих рычагов, установленных с возможностью взаимодействия с упором, и сбрасыватель заготовок, выполненный в виде подпружиненной рамки ,шарнирно закрепленной на к(допусе силово го цилицдра, при этсж приводные валы выполнены попыми и имеют размещенные внутри них приводные посредством силового цилиндра попзушки, на которых закреплены опорные ропики. 2.Станок по п. 1,, о т л и ч а ю щ и и с я тем, что клиновой зажим состоит из П-образного кронштейна, закрепленного на штоке силового циливдра, шарнирно закрепленных на нем двух подпружиненных профильных рычагов для зажима заготовки и двух упоров, один из которнлс взаимодействует с центрирующими рычага1«О1, ai другой - с осью рамки сбрасывателя. 3.СтаИок по П.1, отличающийся тем, что, с цельюрасаошрения технологических возможностей путем гибки концов заготовки в противоположных направлениях, он имеет дополнительнью шестерни, размещен- | ные на валах гибочных роликов и вза- i имодействующие с зубчатшш колесами. ОО
;
