Изобретение относится к области печатных машин, в частности, к цилиндру, который выполнен или пригоден для накладывания по меньшей мере одного полого цилиндра и обладает многослойной структурой с твердым верхним слоем, образующим боковую поверхность цилиндра.
Более конкретно изобретение относится к цилиндру, который выполнен, соответственно пригоден для накладывания по меньшей мере одного полого цилиндра, причем цилиндр обладает многослойной структурой, включающей (в направлении изнутри наружу) базовый слой или сердцевину цилиндра, первый сжимаемый слой, заполняющий слой, промежуточный слой, второй сжимаемый слой и верхний слой, образующий боковую поверхность цилиндра.
Кроме того, изобретение относится к устройствам, включающим по меньшей мере два указанных выше цилиндра.
Флексографская печать является методом высокой печати, в соответствии с которым жидкотекучая печатная краска переносится на основу с выпуклых мест печатной формы. Флексографская печать характеризуется использованием мягкоупругих печатных форм, что позволяет запечатывать методом флексографии множество разных основ, включая бумагу, картон и пленочные материалы. Наряду с офсетной и глубокой печатью флексографская печать относится к важнейшим методам печати, используемым в промышленности упаковочных материалов.
К машинам для флексографской печати относятся как многоцилиндровые печатные машины, так и печатные машины с центральным расположением цилиндров. Отдельные печатные секции печатных машин с центральным расположением цилиндров расположены вокруг центрального цилиндра, по которому перемещается полотно основы. Отдельные печатные секции многоцилиндровых печатных машин расположены последовательно. Печатная секция состоит из формного цилиндра, валика с растрированной поверхностью, предназначенного для накатывания краски на печатную форму, и красочной ванны, из которой печатная краска поступает на валик с растрированной поверхностью. В наиболее простом случае формный цилиндр выполнен в виде стального вала, на который наклеивают флексографскую печатную форму.
Существенным преимуществом флексографской печати в сравнении с другими методами печати является возможность варьирования формата печати. Формат печати можно варьировать благодаря использованию в качестве формных цилиндров стальных цилиндров разного диаметра. При этом специалисты говорят о так называемой длине раппорта. Длина раппорта соответствует длине оттиска, получаемого при полном обороте формного цилиндра. Однако замена тяжелых стальных цилиндров требует значительных затрат времени. В связи с этим в настоящее время предлагают машины для флексографской печати с возможностью простого изменения длины раппорта посредством переходных гильз. Переходную гильзу надвигают на стальной цилиндр. Толщина стенок обычных переходных гильз составляет от 7 до 300 мм. Затем на переходную гильзу надвигают печатную гильзу, на которой находится чаще всего заранее смонтированная печатная форма. Переходные гильзы, соответственно печатные гильзы в настоящее время в общем случае называют также сливами. Сливы выполнены из полимера. Сливы гораздо легче соответствующих стальных цилиндров, а, следовательно, их можно значительно проще заменять в печатной машине.
Слива в большинстве случаев обладает следующей конструкций (в направлении изнутри наружу). На тонком слое из армированного стеклянными волокнами полимера (стеклопластика) находится тонкий сжимаемый слой, который, в свою очередь, покрыт вторым тонким слоем из стеклопластика. Подобную комбинацию слоев, которая обеспечивает возможность расширения сливы посредством сжатого воздуха, ниже называют стеклопластиковой базовой гильзой. Стеклопластиковая базовая гильза обычно обладает толщиной от 1 до 4 мм. На нее наносят слой пенополиуретана толщиной от нескольких миллиметров до нескольких сантиметров. Пенополиуретановый слой служит для наращивания толщины гильзы, соответственно реализации необходимой длины раппорта. На пенополиуретановом слое в большинстве случаев находится дополнительный тонкий слой из стеклопластика, соответственно тонкий верхний слой, который придает сливе механическую и химическую стабильность.
Для облегчения надвигания переходной гильзы формные цилиндры могут быть снабжены воздушными отверстиями, из которых выходит сжатый воздух. Благодаря подаче сжатого воздуха образуется воздушная подушка, в связи с чем внутренний диаметр переходной гильзы увеличивается, и переходная гильза скользит по формному цилиндру. При прекращении подачи воздуха переходная гильза сжимается и жестко фиксируется на формном цилиндре.
Переходная гильза обычно также содержит систему подачи воздуха, облегчающую надевание печатной формы на переходную гильзу. При этом из уровня техники известны две системы подачи воздуха. Сжатый воздух поступает к переходной гильзе непосредственно от формного цилиндра («Bridgesystem») или на одном из торцев переходной гильзы имеется отдельный соединительный элемент для подачи воздуха («Airo-System»).
В случае системы «Bridgesystem» переходная гильза снабжена воздушными каналами, проходящими от ее внутренней стороны до ее наружной стороны, а, следовательно, выходящий из формного цилиндра сжатый воздух может создавать также воздушную подушку над переходной гильзой. Переходная гильза подобного типа известна из европейского патента ЕР 1263592 B1.
Для обеспечения возможности высокоскоростного печатания без ущерба качеству печатных оттисков колебания цилиндров в процессе печатания должны быть сведены к минимуму. Для этого цилиндр должен обладать оптимальными демпфирующими характеристиками. Колебательные и демпфирующие характеристики того или иного цилиндра прежде всего зависят от его массы и физических свойств используемых материалов. На способность материала сопротивляться деформации, а, следовательно, на его демпфирующие характеристики, в частности, оказывает влияние модуль упругости.
Из международной заявки WO 2017/089221 A1 известна гильза с устойчивым к деформации и непроницаемым для жидкостей наружным слоем и несколькими внутренними слоями. Внутренние слои включают базовый слой, который основан на армированном стеклянными волокнами полимере и является самым нижним внутренним слоем, а также сжимаемый й слой и структурный слой. Гильза на торцах дополнительно имеет кольцо из непроницаемого для жидкостей материала, посредством которого закрыты торцы.
В немецком патенте DE 102014220850 A1 описана печатная гильза, которая имеет внутренний слой и наружный слой, непосредственно контактирующий с внутренним слоем. Внутренний слой является армированным стекловолокнами сжимаемыым слоем. Внешняя сторона наружного слоя выполнена в виде печатающей поверхности.
В европейском патенте EP 3189976 A2 описана печатная гильза, которая имеет базовый слой из растяжимого материала, слой, армированный плавкими полимерными нитями, и печатающий поверхностный слой. В процессе термической обработки плавкие полимерные нити плавятся. В армированный слой могут быть дополнительно внедрены неплавкиe нити, а между базовым слоем и армированным слоем может быть расположен дополнительный слой, который содержит неплавкие нити.
Из европейского патента ЕР 2051856 известна переходная гильза со встроенным газовым каналом. Переходная гильза включает базовый слой, упрочняющий слой, барьерный слой и поверхностный слой. Базовый слой может быть выполнен из металла или полимера. Упрочняющим слоем является слой из пенополиуретана, в который встроен газовый канал. Барьерный слой может быть выполнен в виде армированного волокнами полимерного материала. Поверхностный слой содержит полимер, например, полиуретан.
Из международных заявок WO 2005/110751 A1 и WO 2005/111725 A1 известны печатные гильзы, которые включают базовую гильзу, демпфирующий слой, барьерный слой и фотополимеризующийся слой. При этом базовая гильза и демпфирующий слой пропускают излучение, пригодное для отверждения фотополимеризующегося слоя.
В патенте США US 2004/0103976 A1 описана печатная гильза, которая включает армированную волокнами тонкостенную базовую гильзу, расположенный на ней сжимаемый слой и слой, посредством которого можно осуществлять иллюстрационную печать.
Из международной заявки WO 99/36270 и патента США US 5,860,360 известны гильзы, которые имеют внутренний полимерный слой, содержащий волокна упрочняющий слой, промежуточный полимерный слой, демпфирующий слой и наружный полимерный слой. Внутренний полимерный слой обладает твердостью по Шору А в диапазоне от 65 до 90. Демпфирующий слой обладает твердостью по Шору А в диапазоне от 25 до 55. Между отдельными слоями могут быть расположены дополнительные клеевые слои.
В основу настоящего изобретения была положена задача предложить цилиндр, пригодный для высокоскоростной печати без негативного воздействия на качество печатных оттисков.
Указанная задача согласно изобретению решается с помощью цилиндра (10), сконструированного для накладывания по меньшей мере одного полого цилиндра, причем цилиндр (10) обладает многослойной структурой, которая включает (в направлении изнутри наружу):
- базовый слой (12) или сердцевину цилиндра,
- первый сжимаемый слой (14),
- заполняющий слой (16),
- промежуточный слой (18),
- второй сжимаемый слой (20) и
- верхний слой (22),
причем верхний слой (22) образует боковую поверхность цилиндра (10).
Кроме того, указанная выше задача согласно изобретению решается с помощью устройств, включающих по меньшей мере два подобных цилиндра.
Предпочтительные варианты осуществления изобретения представлены в зависимых пунктах формулы изобретения.
Возможны также любые комбинации предпочтительных вариантов осуществления изобретения при условии, что последние не являются взаимоисключающими.
Цилиндр может быть выполнен в виде сплошного цилиндра или полого цилиндра. В случае конструктивного исполнения цилиндра в виде сплошного цилиндра он включает сердцевину цилиндра, на которой расположены дополнительные слои многослойной структуры цилиндра. Сердцевина цилиндра может быть монолитной или, в качестве альтернативы, может иметь полости.
В случае конструктивного исполнения цилиндра в виде полого цилиндра он включает базовый слой в качестве самого нижнего слоя, на котором расположены дополнительный слои многослойной структуры цилиндра.
Цилиндр может быть выполнен в виде формного цилиндра. Формный цилиндр в зависимости от варианта конструктивного исполнения может быть выполнен в виде полого цилиндра или сплошного цилиндра, причем он сконструирован прежде всего для размещения печатных гильз и/или переходных гильз на его боковой поверхности.
Цилиндр может быть выполнен в виде переходной гильзы или печатной гильзы. В этом случае цилиндр чаще всего является полым цилиндром, причем базовый слой имеет внутреннюю сторону, которая ограничивает полый цилиндр. Печатная гильза предпочтительно является флексографической или литографической печатной гильзой. При этом верхний слой печатной гильзы прежде всего выполнен, соответственно пригоден для приклеивания к нему печатной формы.
Цилиндр предпочтительно имеет по меньшей мере один дополнительный промежуточный слой, расположенный между первым сжимаемым слоем и заполняющим слоем и/или между вторым сжимаемым слоем и верхним слоем.
Таким образом, цилиндр, например, может обладать многослойной структурой, которая включает (в направлении изнутри наружу) базовый слой или сердцевину цилиндра, первый сжимаемый слой, первый дополнительный промежуточный слой, заполняющий слой, промежуточный слой, второй сжимаемый слой, второй дополнительный промежуточный слой и твердый верхний слой.
Цилиндр может включать по меньшей мере один расположенный внутри него канал, который соединен с отверстиями на боковой поверхности цилиндра, отверстиями или соединительными элементами на торце цилиндра и/или, в случае если цилиндр выполнен в виде полого цилиндра с базовым слоем, отверстиями на внутренней стороне или торце этого полого цилиндра. При этом по меньшей мере один канал предпочтительно расположен параллельно оси цилиндра.
Так, например, цилиндр, выполненный в виде сплошного цилиндра, на торце имеет соединительный элемент для присоединения сжатого воздуха, который посредством по меньшей мере одного канала соединен с отверстиями на боковой поверхности цилиндра. Подобный цилиндр, в частности, может быть выполнен в виде формного цилиндра. Выходящий с боковой поверхности сжатый воздух облегчает монтаж одного или нескольких полых цилиндров, например, монтаж другой переходной гильзы или монтаж печатной гильзы. Отверстия на боковой поверхности могут быть выполнены в виде одного или нескольких круглых, щелевидных или многогранных отверстий в верхнем слое, в виде пористого материала или в виде материала, снабженного большим количеством отверстий.
В случае если цилиндр выполнен в виде полого цилиндра, подобный полый цилиндр, например, на его внутренней стороне может иметь отверстия, которые посредством по меньшей мере одного канала соединены с отверстиями на наружной боковой поверхности цилиндра. Отверстия на внутренней стороне полого цилиндра могут служить для впуска газа. Таким образом, к отверстиям на наружной стороне полого цилиндра может поступать сжатый воздух от формного цилиндра. Подобный полый цилиндр может быть выполнен, в частности, в виде переходной гильзы.
При этом впуск газа (соответственно отверстия на внутренней стороне полого цилиндра) может быть выполнен в виде одного или нескольких круглых, щелевидных или многогранных отверстий в базовом слое, в виде пористого материала или в виде материала с большим количеством отверстий. Причем впуск газа предпочтительно находится в первой трети переходной гильзы, если смотреть в продольном направлении переходной гильзы со стороны, предпочтительно обращенной к оператору.
Подача сжатого воздуха к поверхности наружной стороны переходной гильзы облегчает монтаж одного или нескольких дополнительных полых цилиндров, например, монтаж другой переходной гильзы или монтаж печатной гильзы. Отверстия на наружной стороне переходной гильзы могут быть выполнены, например, в виде одного или нескольких круглых, щелевидных или многогранных отверстий в верхнем слое, в виде пористого материала или в виде материала, снабженного большим количеством отверстий.
Для выполнения пористой и газопроницаемой зоны можно использовать как пористыe материалы, так и материалы с большим количеством отверстий на единицу площади. Подобныe материалы могут обладать ситообразными, решетчатыми, пластинчатыми или щелевидными отверстиями.
По меньшей мере один канал может быть расположен в заполняющем слое. При этом канал может быть выполнен, например, в виде предпочтительно аксиального, то есть параллельного оси цилиндра отверстия или прорези в заполняющем слое. Кроме того, канал может быть выполнен в виде утопленного в заполняющем слое шланга. В других вариантах конструктивного исполнения по меньшей мере один канал может быть расположен также в одном или нескольких дополнительных слоях цилиндра. Для соединения канала с отверстиями цилиндра может быть предусмотрено одно или несколько радиальных отверстий.
Цилиндр обладает многослойной структурой, включающей несколько слоев, которые более подробно описаны ниже.
Базовый слой / промежуточный слой (промежуточные слои)
Базовый слой замыкает цилиндр с его внутренней стороны. Базовый слой придает цилиндру стабильность и представляет собой основу для нанесения дополнительных слоев многослойной структуры. В случае конструктивного исполнения цилиндра в виде сплошного цилиндра вместо базового слоя используют сердцевину цилиндра.
Материалом базового слоя, промежуточного слоя и/или по меньшей мере одного дополнительного промежуточного слоя предпочтительно является армированный волокнами полимер.
При этом полимер предпочтительно выбран из группы, включающей сложные полиэфиры, полиамиды, полиуретаны, эпоксиды, фенольные смолы, ненасыщенныe полиэфирные смолы, смолы на основе сложных виниловых эфиров, феноло-формальдегидные смолы, смолы на основе диаллилфталатов, (мет)акрилатные смолы, аминосмолы, меламиновые смолы, карбамидные смолы и соответствующие комбинации.
Волокна, используемые для армирования полимера, предпочтительно выбраны из группы, включающей стеклянные волокна, керамические волокна, углеродные волокна и их комбинации.
Пригодными, в частности, являются волокна с модулем упругости при растяжении, составляющим по меньшей мере 50 ГПа, причем волокна, обычно используемые для армирования полимеров, обладают модулем упругости при растяжении в примерном диапазоне от 60 до 700 ГПа.
Примерами пригодных полимерных волокон являются, в частности, полиамидные волокна, полиарамидные волокна, полиимидные волокна, полиэтиленовые волокна и полиуретановые волокна.
Базовый слой, промежуточный слой и/или по меньшей мере один дополнительный промежуточный слой предпочтительно имеют толщину от 0,5 до 5 мм. Толщина указанных слоев особенно предпочтительно находится в диапазоне от 0,7 до 4 мм, еще более предпочтительно от 0,9 до 4 мм, наиболее предпочтительно от 1 до 2 мм.
Толщина базового слоя, в частности, в случае конструктивного исполнения цилиндра в виде переходной гильзы или печатной гильзы, предпочтительно составляет менее 1 мм. Благодаря этому оказывается возможным расширение базового слоя при воздействии силы, например, подаче сжатого воздуха. Вследствие расширения базового слоя внутренний диаметр полого цилиндра увеличивается, а, следовательно, предпочтительно облегчается его надвигание на другую переходную гильзу или формный цилиндр.
Твердость по Шору D базового слоя, промежуточного слоя и/или по меньшей мере одного дополнительного промежуточного слоя предпочтительно составляет от 60 до 99. Твердость по Шору D указанных слоев особенно предпочтительно находится в диапазоне от 65 до 95, еще более предпочтительно от 70 до 95, наиболее предпочтительно от 80 до 95.
Модуль упругости базового слоя, промежуточного слоя и/или по меньшей мере одного дополнительного промежуточного слоя предпочтительно составляет от 10 до 1000 ГПа. Модуль упругости указанных слоев особенно предпочтительно находится в диапазоне от 20 до 900 ГПа, еще более предпочтительно от 30 до 800 ГПа, наиболее предпочтительно от 40 до 640 ГПа. Указанные выше данные получены при измерении модуля упругости в направлении, которое в основном соответствует ориентации содержащихся в полимере волокон.
Плотность базового слоя, промежуточного слоя и/или по меньшей мере одного дополнительного промежуточного слоя предпочтительно составляет от 0,9 до 3 г/см3. Плотность указанных слоев особенно предпочтительно находится в диапазоне от 1 до 2,8 г/см3, еще более предпочтительно от 1,1 до 2,4 г/см3, наиболее предпочтительно от 1,1 до 2,1 г/см3.
Сердцевина цилиндра
В случае если цилиндр выполнен в виде сплошного цилиндра, сердцевина цилиндра образует основу для дополнительных слоев многослойной структуры цилиндра. Сердцевина цилиндра может быть монолитной или, в качестве альтернативы, может включать также полости.
Пригодными материалами сердцевины цилиндра являются, например, армированные волокнами материалы, сталь, нержавеющая сталь, медь, алюминий, хром, их сплавы, соответственно комбинации, а также комбинации указанных материалов.
Первый и второй сжимаемые слои
Сжимаемые слои в цилиндре способствуют восприятию давлений, воздействующих на цилиндр в процессе печатания. Кроме того, сжимаемые слои амортизируют колебания цилиндра. Первый сжимаемый слой прежде всего предназначен для компенсации расширения расположенных ниже него слоев.
Материал первого сжимаемого слоя и/или второго сжимаемого слоя предпочтительно выбран из группы, включающей эластичныe сплошные материалы, эластичныe пенопласты, материалы, наполненные полыми шариками, и комбинации указанных материалов.
Эластичный материал, например, выбран из группы, включающей каучук, резину, каучук на основе этилeна, пропилeна и диена, сополимер стирола с бутадиеном, сополимер стирола с изопреном, полиуретан, полиэфир-амид, силиконовый каучук и соответствующие комбинации. Примером пригодной резины является полиэфируретановый каучук. Эластичный пенопласт, например, выбран из группы, включающей пенополиуретан, полиэфируретановый пенопласт, пенопласт на основе эпоксидной смолы, кремнийорганический пенопласт и комбинации из нескольких указанных выше пенопластов.
Первый сжимаемый слой и/или второй сжимаемый слой предпочтительно имеет толщину от 0,1 до 10 мм. Толщина указанных слоев особенно предпочтительно находится в диапазоне от 0,5 до 4 мм, еще более предпочтительно от 0,7 до 4 мм, наиболее предпочтительно от 1 до 3,5 мм.
Первый сжимаемый слой и/или второй сжимаемый слой предпочтительно имеет твердость по Шору А в диапазоне от 15 до 80. Твердость по Шору А указанных слоев особенно предпочтительно находится в диапазоне от 10 до 70, еще более предпочтительно от 25 до 60, наиболее предпочтительно от 25 до 50.
Первый сжимаемый слой и/или второй сжимаемый слой предпочтительно имеют плотность от 0,1 до 1,2 г/см3. Плотность указанных слоев особенно предпочтительно находится в диапазоне от 0,1 до 1,1 г/см3, еще более предпочтительно от 0,1 до 1 г/см3, наиболее предпочтительно от 0,2 до 0,9 г/см3.
Первый сжимаемый слой и/или второй сжимаемый слой предпочтительно имеют наиболее низкий модуль упругости из всех слоев цилиндра.
Заполняющий слой
Заполняющий слой цилиндра можно использовать для настройки заданного значения наружного диаметра цилиндра. В случае если цилиндр должен обладать бόльшим диаметром, толщина заполняющего слоя соответственно может быть увеличена, и, наоборот, в случае если цилиндр должен обладать меньшим диаметром, толщина заполняющего слоя может быть соответственно уменьшена.
Материалом заполняющего слоя предпочтительно является жесткий пенопласт.
Заполняющий слой предпочтительно имеет протность от 0,05 до 0,8 г/см3. Плотность заполняющего слоя особенно предпочтительно находится в диапазоне от 0,1 до 0,8 г/см3, еще более предпочтительно от 0,1 до 0,7 г/см3 и наиболее предпочтительно от 0,2 до 0,6 г/см3.
Жестким пенопластом предпочтительно является пенополиуретан, пенопласт на основе эпоксидной смолы, кремнийорганический пенопласт, пенополиэтилен, пенополистирол или полиэтилентерефталатный пенопласт. Жесткий пенопласт предпочтительно имеет низкую плотность, предпочтительно составляющую от 0,05 до 0,8 г/см3.
Заполняющий слой предпочтительно имеет толщину от 1 до 200 мм. Толщина заполняющего слоя особенно предпочтительно находится в диапазоне от 1 до 180 мм, еще более предпочтительно от 2 до 150 мм и наиболее предпочтительно от 4 до 100 мм.
Заполняющий слой предпочтительно имеет твердость по Шору D в диапазоне от 10 до 60. Твердость по Шору D заполняющего слоя особенно предпочтительно находится в диапазоне от 20 до 55, еще более предпочтительно от 35 до 45 и наиболее предпочтительно от 30 до 45.
Верхний слой
Верхний слой замыкает цилиндр с наружной стороны и предоставляет в распоряжение поверхность, на которой можно размещать другие цилиндры. Поверхность верхнего слоя может быть шероховатой или гладкой, причем она предпочтительно является максимально гладкой, что способствует легкому скольжению по ней полых цилиндров. Верхний слой предпочтительно обладает устойчивостью к деформации, соответственно является твердым слоем.
Материал верхнего слоя предпочтительно выбран из группы, включающей металлы, керамику, неармированные полимеры, армированные полимеры и комбинации нескольких указанных материалов.
Примерами пригодных полимеров верхнего слоя, которые могут быть также армированы волокнами, являются полиуретаны, эпоксидные смолы, сложные полиэфиры, полиамиды, сложные поливиниловые эфиры, полиэтилен, полистирол, полиэтилентерефталат и сополимеры на основе акрилонитрила, бутадиена и стирола.
Волокна, используемые для армирования полимера верхнего слоя, предпочтительно выбраны из группы, включающей стеклянные волокна, керамические волокна, углеродные волокна и их комбинации. Кроме того, пригодными являются, в частности, указанные выше волокна, используемые для армирования базового слоя.
Верхний слой предпочтительно имеет модуль упругости от 0,1 до 10 ГПа. Модуль упругости особенно предпочтительно находится в диапазоне от 0,5 до 8 ГПа, еще более предпочтительно от 1 до 7 ГПа, наиболее предпочтительно от 1 до 5 ГПа.
Толщина верхнего слоя предпочтительно составляет от 0,1 до 50 мм. Толщина верхнего слоя особенно предпочтительно находится в диапазоне от 0,5 до 30 мм, еще более предпочтительно от 0,7 до 20 мм и наиболее предпочтительно от 1 до 15 мм.
Верхний слой предпочтительно имеет твердость по Шору D в диапазоне от 60 до 99. Твердость по Шору D особенно предпочтительно находится в диапазоне от 70 до 95, еще более предпочтительно от 80 до 95 и наиболее предпочтительно от 85 до 95.
Многослойная структура
Отдельные слои многослойной структуры цилиндра предпочтительно непосредственно граничат друг с другом. В качестве альтернативы подобной структуре для повышения адгезии между слоями может быть предусмотрено расположение между двумя соседними слоями промотора адгезии или клея.
Толщину отдельных слоев многослойной структуры предпочтительно следует выбирать таким образом, чтобы отношение суммарной толщины базового слоя, промежуточных слоев и верхнего слоя к суммарной толщине сжимаемых слоев находилось в диапазоне от 0,01 до 400, особенно предпочтительно в диапазоне от 0,1 до 100. Дополнительно или в качестве альтернативы отношение толщины первого сжимаемого слоя к толщине второго сжимаемого слоя предпочтительно следует выбирать таким образом, чтобы оно находилось в диапазоне от 0,1 до 10, особенно предпочтительно в диапазоне от 0,3 до 3.
Твердость первого сжимаемого слоя, соответственно второго сжимаемогшо слоя предпочтительно выбрана таким образом, чтобы указанные слои были мягче базового слоя, соответственно сердцевины цилиндра, промежуточных слоев и верхнего слоя.
В предпочтительном варианте твердость сжимаемых слоев меньше твердости заполняющего слоя, твердость заполняющего слоя меньше или равна твердости базового слоя, соответственно сердцевины цилиндра и промежуточных слоев, и верхний слой может обладать наибольшей твердостью из всех слоев. Наиболее твердыми слоями предпочтительно являются армированные волокнами слои.
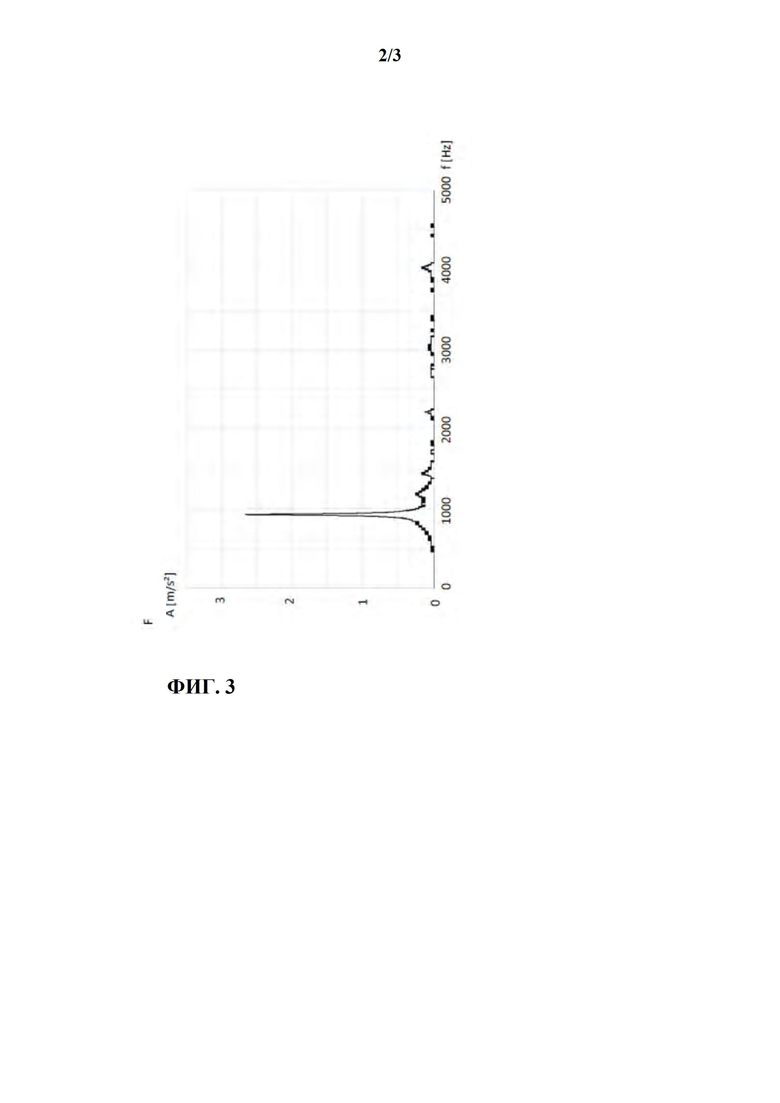
Предлагаемый в изобретении цилиндр с предлагаемой в изобретении многослойной структурой обладает оптимальными колебательными характеристиками. Для колебательных характеристик цилиндра большое значение имеют частоты, при которых возникают резонансы, а также их интенсивность. Кроме того, важно, чтобы цилиндр обладал демпфирующими свойствами, позволяющими эффективно гасить колебания, а, следовательно, ограничивать их амплитуду, и обусловливают пригодность цилиндра для высокоскоростного печатания. Кроме того, цилиндр предпочтительно характеризуется отсутствием резонансов при той или иной частоте, которые могут возбуждаться в полиграфическом оборудовании.
В случае если резонансная частота цилиндра составляет менее 600 Гц, отклонение колебания цилиндра при скоростях печатания 500 м/мин или более, как показывает опыт, настолько велико, что его можно визуально наблюдать при печатании. Для обеспечения возможности высокоскоростного печатания резонансная частота цилиндра предпочтительно должна превышать 900 Гц.
Кроме того, предлагаемый в изобретении цилиндр способен эффективно гасить воздействующие на него удары. При этом максимальная величина ускорения резонансных колебаний цилиндра, возбуждаемых посредством испытательного молотка массой 390 г, длиной до точки отклонения 245 мм и углом отклонения 30°, предпочтительно составляет 3 м/с2.
Колебания цилиндра вследствие демпфирования затухают экспоненциально. Таким образом, огибающая функция А(t) колебания цилиндра, которая характеризует затухание колебаний, может быть описана уравнением:
 ,
,
в котором А0 означает амплитуду колебания в момент времени t = 0 и d означает постоянную затухания. При этом цилиндр предпочтительно выполнен таким образом, что постоянная затухания d находится в интервале 0,15<d<0,95.
В случае если постоянная затухания d составляет менее 0,15, при определенных скоростях контрольного печатания обнаруживаются резонансы. В случае если постоянная затухания d составляет более 0,95, выполненный в виде переходной гильзы цилиндр по мере увеличения скорости печатания в большей степени подвержен колебаниям.
Другой аспект настоящего изобретения относится к устройству, включающему один из описанных выше полых цилиндров, а также по меньшей мере один другой описанный выше полый цилиндр, который расположен на боковой поверхности полого цилиндра. В качестве дополнения или альтернативы другому полому цилиндру, расположенному на боковой поверхности полого цилиндра, внутри полого цилиндра может быть расположен один из описанных выше формных цилиндров или другой описанный выше полый цилиндр.
Кроме того, изобретение относится к устройству, печатная гильза которого расположена на боковой поверхности одного из описанных выше цилиндров или на боковой поверхности самого наружного цилиндра описанного выше устройства.
Примером предлагаемого в изобретении устройства, в частности, является устройство с формным цилиндром, расположенной на формном цилиндре переходной гильзой и расположенной на переходной гильзе печатной гильзой. К другим примерам относится переходная гильза с расположенной на ней печатной гильзой, а также формный цилиндр с расположенной на нем переходной гильзой.
На прилагаемых к описанию чертежах показано:
на фиг. 1 вид в разрезе полого цилиндра с многослойной структурой,
на фиг. 2 схема измерительного устройства для определения колебательного поведения (полого) цилиндра,
на фиг. 3 спектр колебаний (полого) цилиндра,
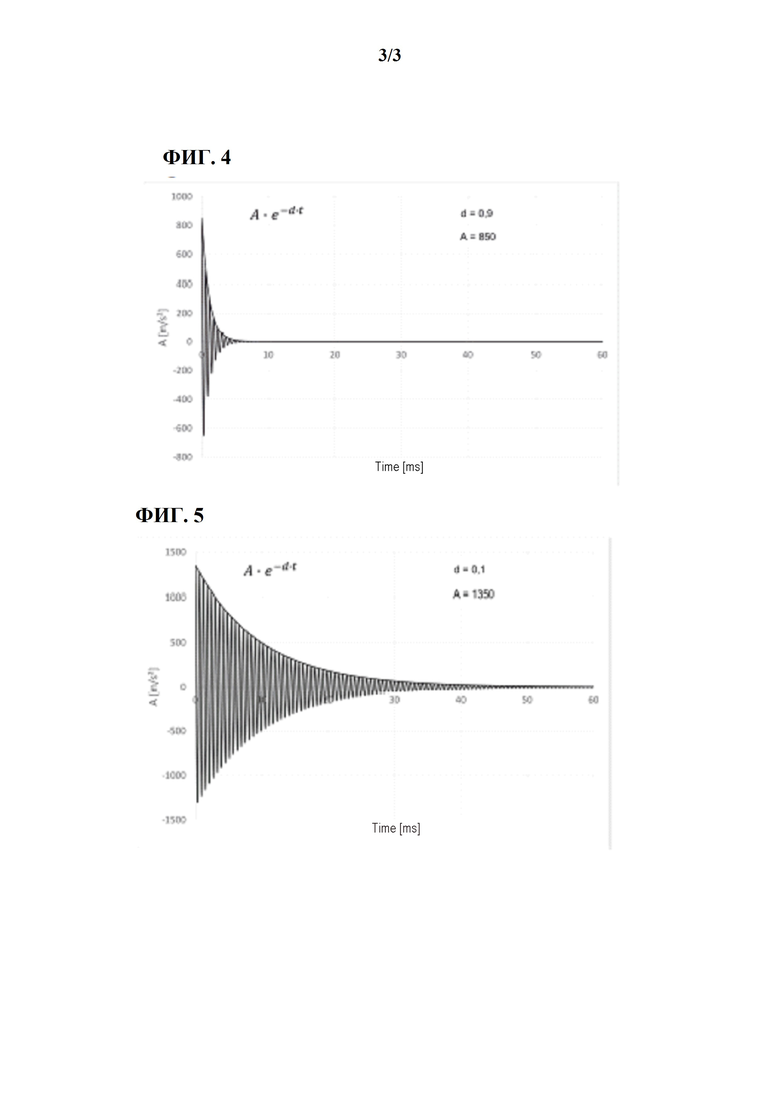
на фиг. 4 диаграмма затухания колебаний первого (полого) цилиндра,
на фиг. 5 диаграмма затухания колебаний второго (полого) цилиндра.
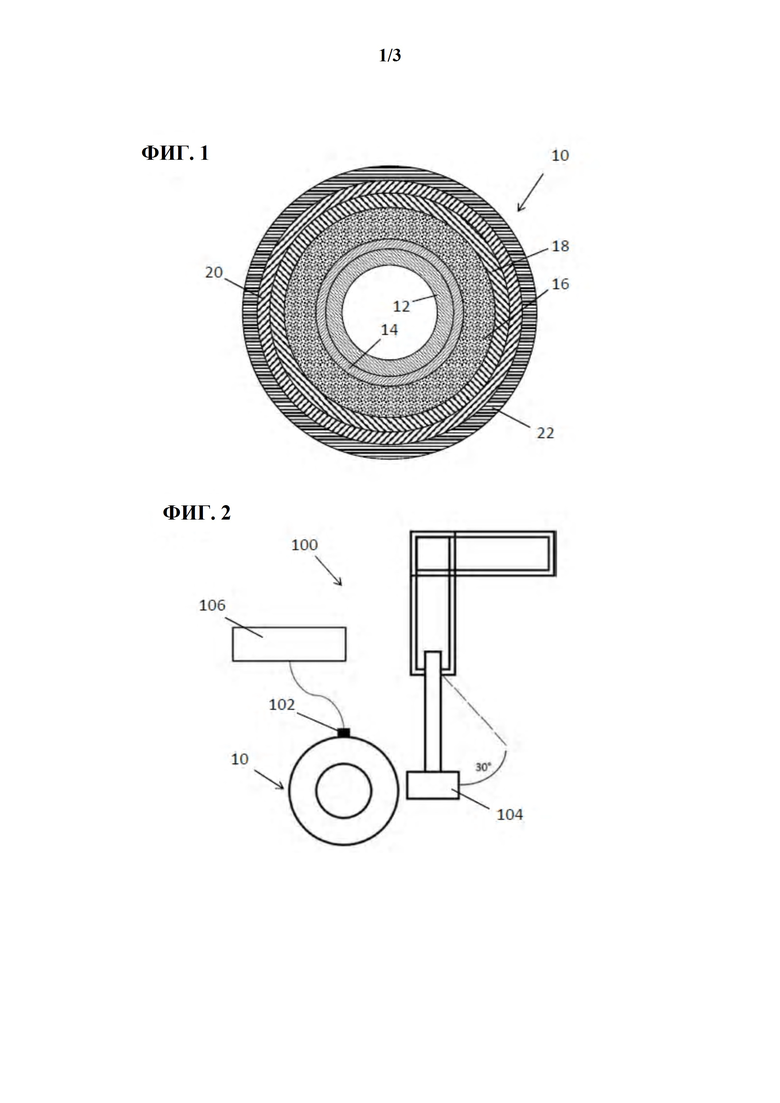
На фиг. 1 показан цилиндр 10, выполненный в виде полого цилиндра. Цилиндр 10 обладает многослойной структурой, включающей (в направлении изнутри наружу) базовый слой 12, первый сжимаемый слой 14, заполняющий слой 16, промежуточный слой 18, второй сжимаемый слой 20 и верхний слой 22.
В других вариантах конструктивного исполнения цилиндр 10 может быть выполнен также в виде сплошного цилиндра, причем вместо базового слоя 12 в этом случае используется сердцевина цилиндра. Кроме того, между первым сжимаемым слоем и заполняющим слоем, соответственно между вторым сжимаемым слоем и верхним слоем при необходимости могут быть расположены другие промежуточные слои.
На фиг. 2 показано измерительное устройство 100, используемое для исследования колебательного поведения цилиндра 10. При этом колебательное поведение цилиндра 10 прежде всего определяется частотами, при которых возникают резонансы. Важным параметром, определяющим свойства цилиндра, является также соответствующая интенсивность резонанса.
Для определения положения резонанса, то есть его частоты, а также интенсивности резонанса подлежащий испытанию цилиндр 10 помещают в измерительное устройство 100. При этом на цилиндре 10 закрепляют измерительный датчик 102. Кроме того, измерительное устройство 100 включает молоток 104 для контролируемого возбуждения цилиндра 10 посредством удара определенной силы.
Измерительный датчик 102, выполненный, например, в виде датчика ускорения, предназначен для измерения колебаний, возбужденных в цилиндре 10 после удара. При этом результаты измерения от измерительного датчика 102 поступают в измерительный узел 106, в котором осуществляется их накапливание и оценка.
Примеры
Испытание на маятниковый удар
Для измерений, осуществляемых с использованием показанного на фиг. 2 измерительного устройства 100, полый цилиндр, выполненный в виде переходной гильзы, надвигают на соответствующий стальной цилиндр. Измерительный датчик 102 закрепляют на переходной гильзе в показанном на фиг. 2 верхнем положении(в положении 12 ч.) в месте, соответствующем  длины гильзы. Затем в том же месте по длине гильзы, но смещенном относительно измерительного датчика 102 на 90°, производится удар молотком 104. Результаты измерения зависят от параметров молотка 104. Молоток 104 обладает массой 390 г и длиной до точки отклонения 245 мм. Для удара определенной силы по цилиндру 10 молоток 104 отклоняют на 30°, а затем отпускают. Для исключения повреждения подлежащего испытанию цилиндра 10 ударная часть молотка 104 выполнена из твердого полимерного материала.
длины гильзы. Затем в том же месте по длине гильзы, но смещенном относительно измерительного датчика 102 на 90°, производится удар молотком 104. Результаты измерения зависят от параметров молотка 104. Молоток 104 обладает массой 390 г и длиной до точки отклонения 245 мм. Для удара определенной силы по цилиндру 10 молоток 104 отклоняют на 30°, а затем отпускают. Для исключения повреждения подлежащего испытанию цилиндра 10 ударная часть молотка 104 выполнена из твердого полимерного материала.
Дальнейшие эксперименты выполняют, используя измерительный прибор VIBXpert II с программой Omnitrend Version 2.91 (фирма DB  ) и соответствующим пьезоэлектрическим измерительным датчиком (100 мВ/г) фирмы DB , который закрепляют на подлежащем испытанию цилиндре воском.
) и соответствующим пьезоэлектрическим измерительным датчиком (100 мВ/г) фирмы DB , который закрепляют на подлежащем испытанию цилиндре воском.
Измерение резонансных частот выполняют посредством регистрации  хода измеряемого измерительным датчиком 102 ускорения, обусловленного ударом молотка. Затем зависящий от времени сигнал подвергают частотному анализу в измерительном узле 106, например, посредством преобразования Фурье или числовых преобразований.
хода измеряемого измерительным датчиком 102 ускорения, обусловленного ударом молотка. Затем зависящий от времени сигнал подвергают частотному анализу в измерительном узле 106, например, посредством преобразования Фурье или числовых преобразований.
Резонансы цилиндра при ударном испытании определяют посредством пятикратного измерения в диапазоне частот от 2 до 6400 Гц с разрешением 0,25 Гц.  ход, соответственно, гашение колебаний определяют посредством однократного измерения ускорения во всем диапазоне частот от 1 до 10000 Гц со скоростью считывания 65,5 кГц в течение промежутка времени 450 миллисекунд.
ход, соответственно, гашение колебаний определяют посредством однократного измерения ускорения во всем диапазоне частот от 1 до 10000 Гц со скоростью считывания 65,5 кГц в течение промежутка времени 450 миллисекунд.
ход показывает, насколько быстро затухает колебание цилиндра. Для этого выполняют оценку результатов измерения хода.
Результаты измерения посредством аппроксимации кривой приводят в соответствие с огибающей экспоненциальной функцией:
.
При этом амплитуда А0 соответствует максимальному ускорению в момент времени t = 0. От значения постоянной затухания d зависит, насколько быстро убывает экспоненциальная функция, причем чем больше d, тем быстрее убывает экспоненциальная функция. Чем меньше А0 и быстрее убывает экспоненциальная функция, тем выше эффективность демпфирования колебаний в цилиндре.
На фиг. 4 и 5 представлены примеры измерения ускорения во  диапазоне. По оси ординат отложены значения ускорения А в м/с2, по оси абсцисс соответствующие значения времени t в миллисекундах (мс).
диапазоне. По оси ординат отложены значения ускорения А в м/с2, по оси абсцисс соответствующие значения времени t в миллисекундах (мс).
На фиг. 4 представлен первый пример измерения ускорения для первого цилиндра, выполненного в виде переходной гильзы. Первая переходная гильза характеризуется постоянной затухания d, равной 0,9, причем измеренное в момент возбуждения ускорение составляет 850 м/с2.
На фиг. 5 представлен второй пример измерения ускорения для второго цилиндра, выполненного в виде переходной гильзы. Вторая переходная гильза характеризуется постоянной затухания d, равной 0,1, причем измеренное в момент возбуждения ускорение составляет 1350 м/с2.
Как следует из представленных на фиг. 4 и 5 данных, колебание первой переходной гильзы в связи с более высоким значением постоянной затухания d затухает быстрее, чем колебание второй переходной гильзы.
Экспериментальная печать
Кроме того, цилиндры испытывают на печатной машине и оценивают качество получаемых при этом отпечатков. Для этой цели используют печатную машину Soma Optima 2, оснащенную устройством для обработки коронным разрядом (фирма Soma spol. s r.o.) и печатными формами Flexcell NX толщиной 1,12 мм (фирма Кodak), а также печатные краски FlexPrint MV magenta (фирма Flint Group) и биаксиально ориентированную полипропиленовую пленку толщиной 20 мкм и шириной 1300 мм. Результаты печати оценивают при скоростях печатания 375 м/мин и 500 м/мин. При этом должно быть обеспечено хорошее качество печати в целом, а также незначительные различия качества печати в середине полотна и по его краям. В случае сильного биения цилиндров наблюдается значительное различие печати между серединой и краями полотна. Хорошие результаты (незначительные различия) обозначают знаком «+», неудовлетворительные результаты знаком «-», промежуточные результаты знаком «0».
Приведенные в таблице 2 данные получены описанными выше методами измерения и оценки результатов измерения для разных предлагаемых в изобретении цилиндров и сравнительных цилиндров с варьируемой последовательностью расположения слоёв. Структура соответствующих цилиндров приведена в таблице 1.
При этом аббревитурой PEUK обозначают полиэфируретановый каучук с плотностью около 400 кг/м3, прочностью при растяжении более 3,5 Н/мм2 и разрывным удлинением более 330%. GFK означает армированную стекловолокнами полиэфирную смолу, CFK означает армированную углеродными волокнами полиэфирную смолу и PU означает полиуретан.
Таблица 2
длины цилиндра)
Перечень позиций
10 - цилиндр
12 - базовый слой
14 - первый сжимаемый слой
16 - заполняющий слой
18 - промежуточный слой
20 - второй сжимаемый слой
22 - верхний слой
100 - измерительное устройство
102 - измерительный датчик
104 - молоток
106 - измерительный узел
В заявке описан цилиндр (10), выполненный для накладывания по меньшей мере одного полого цилиндра, причем цилиндр (10) обладает многослойной структурой, которая включает (в направлении изнутри наружу): базовый слой (12) или сердцевину цилиндра, первый сжимаемый слой (14), заполняющий слой (16), промежуточный слой (18), второй сжимаемый слой (20) и верхний слой (22), причем верхний слой (22) образует боковую поверхность цилиндра (10). Кроме того, описаны устройства, включающие по меньшей мере один указанный выше цилиндр (10) и другой цилиндр. 3 н. и 14 з.п. ф-лы, 5 ил., 2 табл.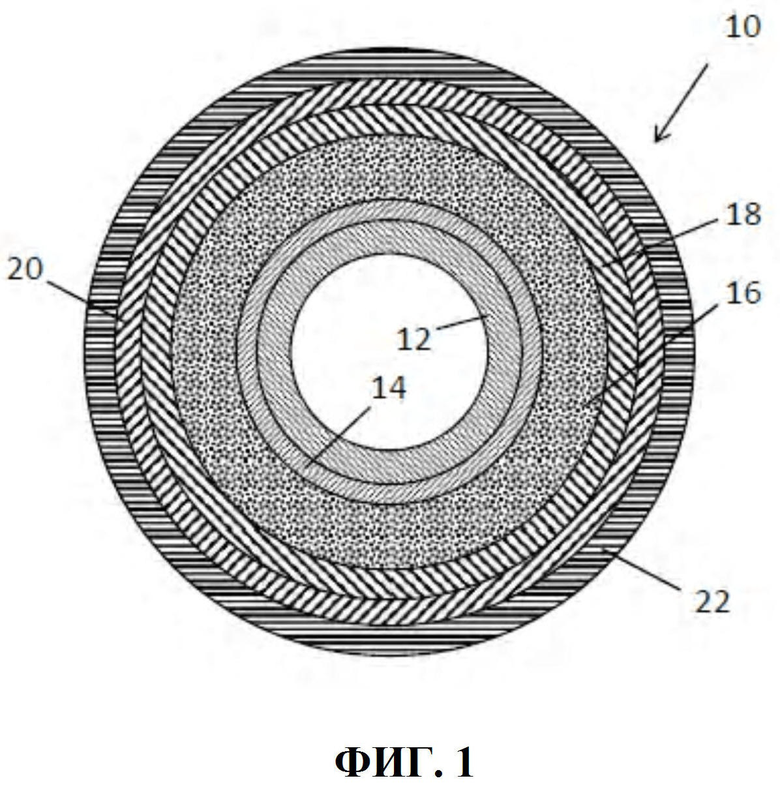
1. Цилиндр (10) для флексографской печати, выполненный для накладывания по меньшей мере одного полого цилиндра, причем цилиндр (10) обладает многослойной структурой, которая включает в направлении изнутри наружу:
- базовый слой (12) или сердцевину цилиндра,
- первый сжимаемый слой (14),
- заполняющий слой (16),
- промежуточный слой (18),
- второй сжимаемый слой (20) и
- верхний слой (22),
причем верхний слой (22) образует боковую поверхность цилиндра (10).
2. Цилиндр (10) по п. 1, отличающийся тем, что цилиндр (10) имеет по меньшей мере один дополнительный промежуточный слой, причем указанный по меньшей мере один дополнительный промежуточный слой расположен между первым сжимаемым слоем (14) и заполняющим слоем (16) и/или между вторым сжимаемый слоем (20) и верхним слоем (22).
3. Цилиндр (10) по п. 1, отличающийся тем, что цилиндр (10) включает по меньшей мере один расположенный внутри него канал, который соединен с отверстиями на боковой поверхности цилиндра (10) и/или с отверстиями или соединительными элементами на торце цилиндра (10), и/или, в случае если цилиндр (10) выполнен в виде полого цилиндра с базовым слоем (12), с отверстиями на внутренней стороне или торце полого цилиндра.
4. Цилиндр (10) по п. 3, отличающийся тем, что по меньшей мере один канал расположен в заполняющем слое (16).
5. Цилиндр (10) по п. 1, отличающийся тем, что материалом базового слоя (12), промежуточного слоя (18) и/или по меньшей мере одного дополнительного промежуточного слоя является армированная волокнами пластмасса.
6. Цилиндр (10) по п. 1, отличающийся тем, что базовый слой (12), промежуточный слой (18) и/или по меньшей мере один дополнительный промежуточный слой имеют толщину в диапазоне от 0,5 до 5 мм.
7. Цилиндр (10) по п. 1, отличающийся тем, что первый сжимаемый слой (14) и/или второй сжимаемый слой (20) имеют толщину от 0,1 до 10 мм.
8. Цилиндр (10) по п. 1, отличающийся тем, что отношение суммарной толщины базового слоя (12), промежуточных слоев и верхнего слоя (22) к суммарной толщине сжимаемых слоев (14, 20) находится в диапазоне от 0,01 до 400.
9. Цилиндр (10) по п. 1, отличающийся тем, что соотношение толщины первого сжимаемого слоя (14) к толщине второго сжимаемого слоя (20) находится в диапазоне от 0,1 до 10.
10. Цилиндр (10) по п. 1, отличающийся тем, что заполняющий слой (16) имеет в диапазоне толщину от 1 до 200 мм.
11. Цилиндр (10) по п. 1, отличающийся тем, что верхний слой (22) имеет толщину в диапазоне от 0,1 до 50 мм.
12. Цилиндр (10) по п. 1, отличающийся тем, что максимальная величина ускорения резонансных колебаний цилиндра (10), посредством возбуждения испытательным молотком (104) массой 390 г, длиной до точки поворота 245 мм и отклонением 30°, составляет 3 м/с².
13. Цилиндр (10) по п. 1, отличающийся тем, что колебания цилиндра (10) экспоненциально затухают, причем постоянная затухания d имеет значение 0,15<d<0,95.
14. Цилиндр (10) по одному из пп. 1-13, отличающийся тем, что цилиндр (10) выполнен в виде формного цилиндра.
15. Цилиндр (10) по одному из пп. 1-13, отличающийся тем, что цилиндр выполнен в виде переходной гильзы или печатной гильзы, так что цилиндр представляет собой полый цилиндр, причем базовый слой внутреннюю сторону, которая ограничивает полый цилиндр.
16. Устройство для флексографской печати, включающее полый цилиндр по п. 15, а также по меньшей мере один дополнительный полый цилиндр, который расположен на боковой поверхности полого цилиндра, и/или формный цилиндр по п. 14 или дополнительный полый цилиндр по п. 15, который расположен внутри полого цилиндра.
17. Устройство для флексографской печати, отличающееся тем, что выполненная в виде полого цилиндра печатная гильза расположена на боковой поверхности цилиндра (10) по п. 14 или 15 или на боковой поверхности самого наружного цилиндра (10) устройства по п. 16.
| Толкающий конвейер | 1984 |
|
SU1263592A1 |
| WO 9936270 A1, 22.07.1999 | |||
| EP 0313511 A2, 26.04.1989. | |||
