Ссылка на родственные заявки
Настоящая патентная заявка испрашивает приоритет на основании итальянской патентной заявки №102020000009067, поданной 27.04.2020, и итальянской патентной заявки №102020000009070, поданной 27.04.2020, полное описание которой включено в настоящий документ посредством ссылки.
Область техники
Настоящее изобретение относится к способу и машине для поверхностной обработки керамического изделия.
В частности, настоящее изобретение относится к способу и машине для поверхностной обработки плит, содержащих керамический материал (состоящих из него); еще более конкретно, плиток, содержащих керамический материал (состоящих из него).
Уровень техники
В области производства керамических изделий, в частности, керамических плит и плиток, известно, что керамические изделия подвергаются поверхностным обработкам, назначением которых является придание изделию требуемых эстетических, механических и функциональных свойств.
Наиболее распространенными поверхностными обработками являются обработки для декорирования керамических изделий. Известные машины, применяемые для декорирования керамических изделий, делятся на машины для выполнения, так называемого, полного декорирования, которые задействуют всю подлежащую обработке поверхность, и машины для изготовления рисунков на части подлежащей обработке поверхности. В частности, машины и способы для создания так называемого «полного» декорирования предусматривают нанесение адгезивного материала по существу на всю протяженность подлежащей обработке поверхности с последующим нанесением на адгезивный материал, обычно с помощью напыляющих роликов, порошкового материала, в основном состоящего из керамических порошков.
С другой стороны, машины и процессы для создания рисунков на части подлежащей обработке поверхности предусматривают избирательное нанесение адгезивного материала на заданные участки подлежащей обработке поверхности для определения рисунка и последующего нанесения порошкового материала на всю подлежащую обработке поверхность, который, таким образом, остается прикрепленным к адгезивному материалу в вышеупомянутых заданных участках.
В обоих случаях порошковый материал распределяется по всей протяженности подлежащей обработке поверхности в достаточно обильным количестве для образования достаточно толстого и плотного слоя порошкового материала и во избежание риска того, что участки керамического элемента, подлежащего декорированию, останутся свободными от порошкового материала.
Однако это может привести к тому, что не весь нанесенный порошковый материал будет контактировать с адгезивным материалом и прилипать к нему. Это может стать проблемой, поскольку порошковый материал, который не прилип, может перемещаться во время последующих этапов обработки, которым подвергается керамическое изделие, что может привести к загрязнению машины и/или участков поверхности, подлежащих обработке, которые должны оставаться свободными от порошкового материала, тем самым ставя под угрозу успех процесса декорирования керамических изделий и повышая риск повреждения машины для декорирования керамических изделий.
Чтобы избежать этого риска, известные способы и машины для поверхностной обработки, а более конкретно для декорирования, керамических изделий предусматривают удаление порошкового материала, который не прилип (избыточного материала) к адгезивному материалу, обычно с помощью всасывания. Очевидно, что это влечет за собой наличие дополнительной рабочей станции внутри машины с соответствующим увеличением количества компонентов машины, времени и стоимости процесса обработки и большим количеством отходов порошкового материала, который используется с избытком, или, в любом случае, необходимость в сложных и дорогостоящих технических устройствах для масштабной рециркуляции порошкового материала, который всасывается.
Кроме того, в керамических изделиях, обработанных известными машинами и способами, описанными выше, часто проявляются неровности поверхности (т.е. дефекты), такие как колебания толщины и/или плотности между различными зонами обработанной поверхности, вызванные, например, неравномерным распределением керамического порошка на этой поверхности или, в случае селективных процессов (т.е. процессов нанесения порошкового материала только на заданные зоны обрабатываемой поверхности), чередование зон, обработанных порошковым материалом, и зон без порошкового материала. Эти неровности поверхности, в дополнение к вероятности ухудшения внешнего вида керамического изделия, могут сделать операции сглаживания, притирки, полировки и т.д., которым обычно подвергается керамическое изделие, более трудоемкими и/или менее эффективными. Например, когда процессы обработки керамических изделий включают нанесение реагентов, усиливающих элементов, смол или других веществ на слой порошкового материала, если подложка, на которую нанесены эти вещества (в данном случае слой порошкового материала), не является однородной, с одной стороны, может быть нарушено правильное распределение вышеупомянутых веществ и, с другой стороны, вышеупомянутые неровности поверхности могут стать еще более заметными.
Все описанные выше недостатки могут сделать процессы поверхностной обработки керамических изделий неэффективными и/или поставить под угрозу эстетику конечного внешнего вида керамических изделий.
Техническая проблема, на решение которой направлено настоящее изобретение, состоит в создании способа и машины для поверхностной обработки керамического изделия, которые позволяют устранить, по меньшей мере частично, недостатки уровня техники, при этом являясь экономичными и простыми в осуществлении/изготовлении.
Раскрытие сущности изобретения
В соответствии с настоящим изобретением предложены способ и машина для поверхностной обработки керамического изделия, согласно заявленному в приложенных независимых пунктах формулы изобретения и, предпочтительно, в любом из пунктов, напрямую или опосредованно зависящих от вышеупомянутых независимых пунктов.
В формуле изобретения описаны предпочтительные варианты осуществления настоящего изобретения, образующие неотъемлемую часть настоящего описания.
Краткое описание чертежей
Изобретение описано ниже со ссылкой на приложенные чертежи, на которых показаны некоторые неограничивающие его варианты осуществления, где:
на фиг.1 показан вид сбоку и схематический вид установки для производства керамических изделий в соответствии с настоящим изобретением;
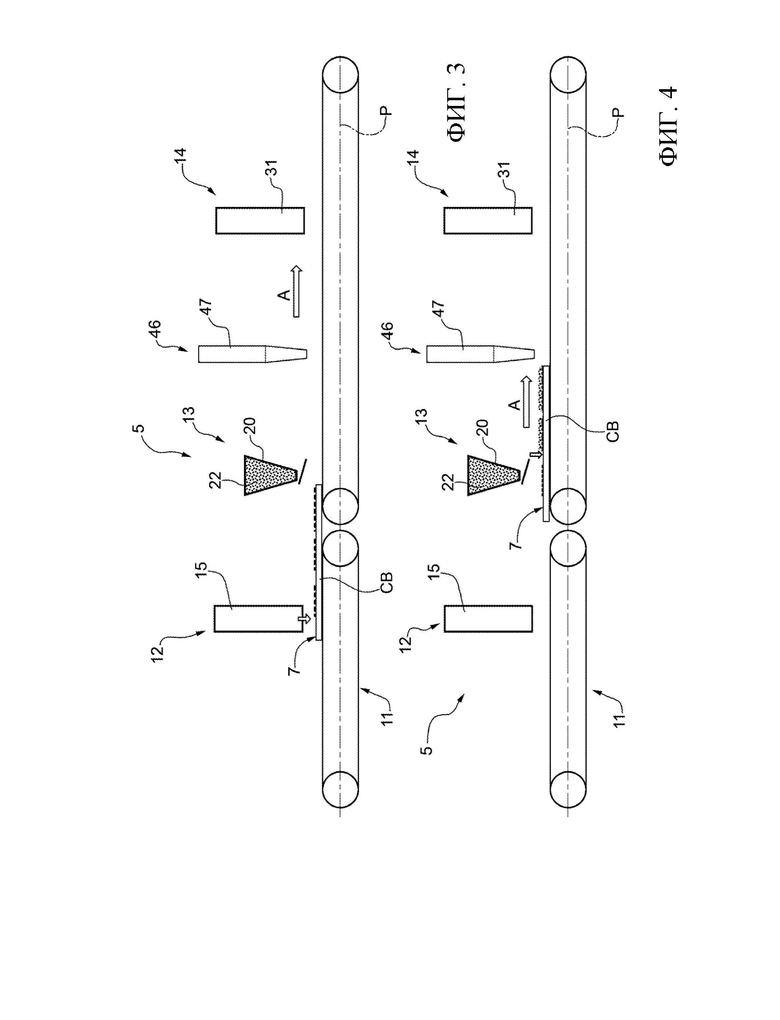
на фиг.2-6 показаны схематические виды сбоку последующих этапов работы части установки с фиг.1;
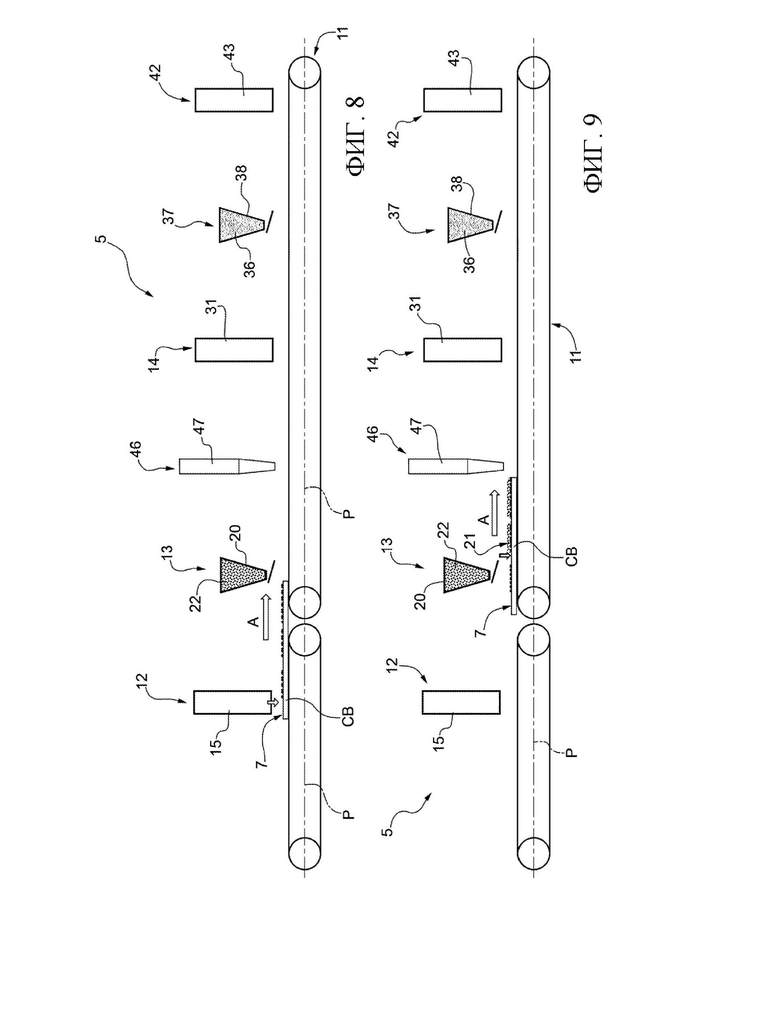
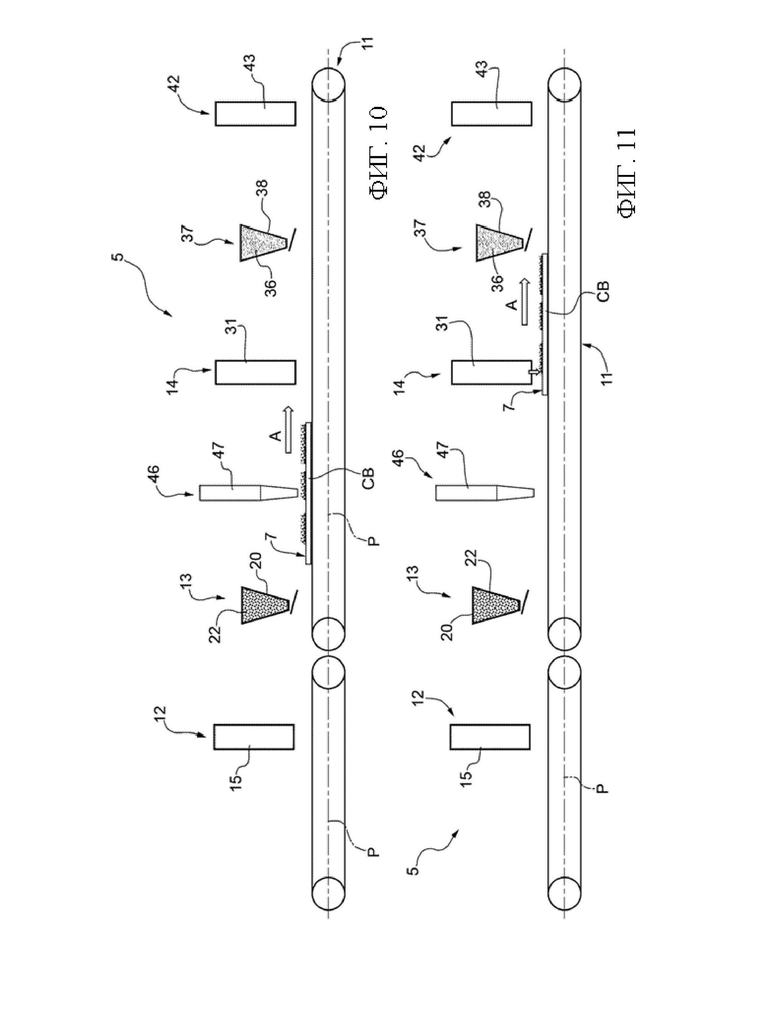
на фиг.7-13 показаны схематические виды сбоку последующих этапов работы другого варианта осуществления части установки, показанной на фиг.2-6;
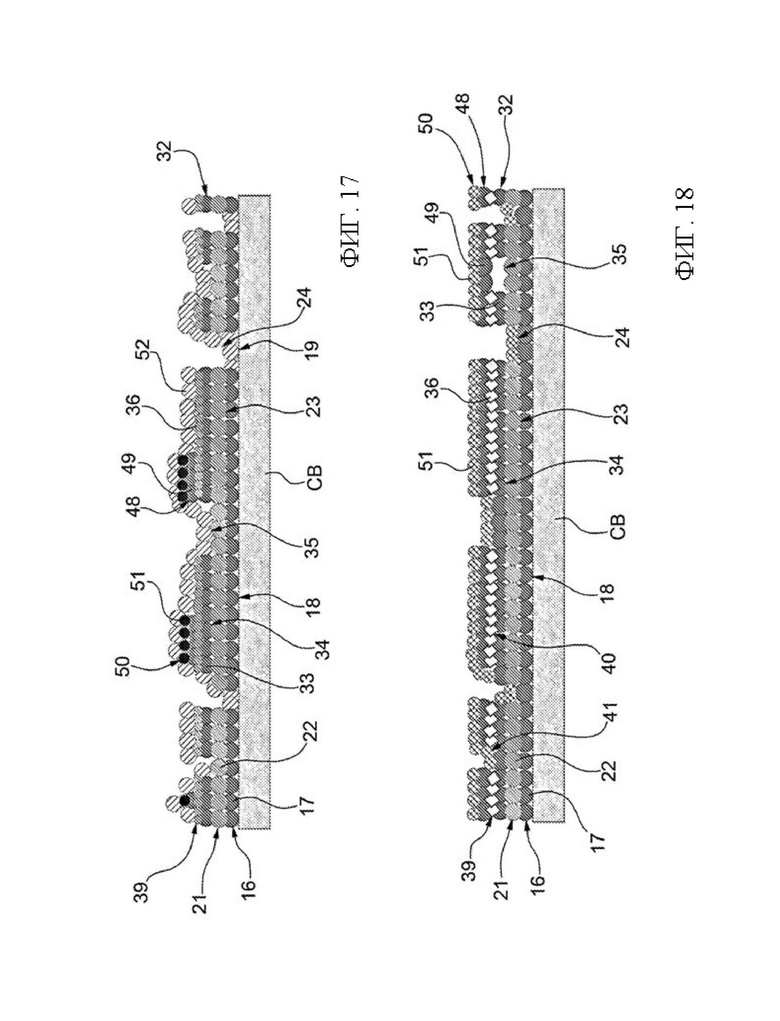
на фиг.14-18 показаны виды сбоку керамического изделия, подвергнутого различным поверхностным обработкам в соответствии с различными вариантами осуществления настоящего изобретения; и
на фиг.19 показан схематический вид в аксонометрии детали установки с фиг. 1.
Осуществление изобретения
На фиг.1 номером позиции 1 обозначена, в целом, установка по производству керамического изделия Т. В частности, керамическое изделие Т представляет собой керамическую плиту (точнее, керамическую плитку).
Согласно некоторым предпочтительным, но не исключительным вариантам осуществления изобретения, таким как показанный на фиг.1, установка 1 содержит конвейерный узел 2 для подачи (в основном непрерывной) порошкового материала CP, содержащего керамический порошок (в частности, в основном состоящего из него) вдоль пути Р, заданного в направлении подачи А, от входной станции 3 к уплотняющей машине 4 (через нее), выполненной с возможностью уплотнения порошкового материала CP таким образом, чтобы получить прессованный порошковый слой КР, причем прессованный порошковый слой КР также подается вдоль заданного пути Р к машине 5 (через нее) для поверхностной обработки керамического изделия СВ, например, к декорирующей машине, к выходной станции 6. Предпочтительно, керамическое изделие СВ содержит (по меньшей мере) одну часть уплотненного порошкового слоя КР и по меньшей мере одну подлежащую обработке поверхность 7, в частности, подлежащая обработке поверхность 7 представляет собой поверхность, обращенную вверх (т.е. к поверхности 7 керамического изделия СВ, которая параллельна плоскости конвейера, но не контактирует с конвейерным узлом 2 во время подачи керамического изделия СВ на сам конвейерный узел 2).
В соответствии с некоторыми неограничивающими вариантами осуществления изобретения, такими как вариант, показанный на фиг.1, установка 1 содержит по меньшей мере один режущий узел 8 для поперечной резки уплотненного порошкового слоя КР с получением вышеупомянутого керамического изделия СВ. В частности, предпочтительно, но не обязательно, конвейерный узел 2 специально выполнен с возможностью подачи уплотненного порошкового слоя КР к режущему узлу 8 и транспортировки изделия СВ ниже по потоку от самого режущего узла 8 через машину 5 для поверхностной обработки керамического изделия СВ.
В соответствии с предпочтительным, но не ограничивающим вариантом осуществления изобретения, проиллюстрированным на фигуре 1, уплотняющая машина 4 и машина 5 для поверхностной обработки керамического изделия СВ расположены вдоль пути Р между входной станцией 3 и выходной станцией 6. В частности, в соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, такими как показанный на фиг.1, машина 5 расположена ниже по потоку от уплотняющей машины 4. Более конкретно, режущий узел 8 также расположен вдоль пути Р, в частности, ниже по потоку от уплотняющей машины 4 и выше по потоку от машины 5 для поверхностной обработки керамических изделий СВ.
В соответствии с некоторыми неограничивающими вариантами осуществления изобретения, которые не проиллюстрированы, установка 1 не содержит уплотняющую машину 4 и режущий узел 8, но содержит обычную (известную) пресс-машину для плиток. Как правило, эта пресс-машина оснащена вертикальным гидравлическим прессующим устройством, предназначенным для прессования порошкового керамического материала с целью непосредственного получения одиночных плит (не требующих резки) из прессованного материала.
В соответствии с некоторыми неограничивающими вариантами осуществления изобретения, такими как показанный на фиг.1, установка 1 также содержит сушилку 9, расположенную вдоль пути Р ниже по потоку от уплотняющей машины 4 (точнее, ниже по потоку от режущего узла 8) и выше по потоку от машины 5 для поверхностной обработки керамических изделий СВ. Кроме того, в соответствии с другими неограничивающими вариантами осуществления изобретения, такими как показанный на фиг.1, установка 1 содержит (также) обжиговую печь 10 для спекания (уплотненного порошкового слоя КР) керамического изделия СВ таким образом, чтобы получить керамическое изделие Т. В частности, предпочтительно, но не обязательно, обжиговая печь 10 расположена вдоль пути Р, заданного ниже по потоку от машины 5.
В соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, такими как проиллюстрированные на фиг.1-13, машина 5 содержит транспортировочное устройство 11 (которое, в частности, является частью конвейерного узла 2) для подачи (предпочтительно, в основном с непрерывным движением) керамического изделия СВ вдоль пути Р, заданного в направлении подачи А, через первую станцию 12 нанесения, вторую станцию 13 нанесения, расположенную ниже по потоку от первой станции 12 нанесения, и по меньшей мере одну третью станцию 14 нанесения, расположенную ниже по потоку от второй станции 13 нанесения.
В частности, в соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, такими как те, которые проиллюстрированы на фиг.1-13, машина 5 для поверхностной обработки керамического изделия СВ содержит узел 15 печати, который расположен на первой станции 12 нанесения и выполнен с возможностью нанесения слоя 16, содержащего адгезивный материал 17 (в частности, состоящего из него), по меньшей мере на часть подлежащей обработке поверхности 7 (см., например, фиг.3, 8 и фиг.14-18).
Предпочтительно, но не обязательно, узел 15 печати содержит струйную головку (струйная головка - не видна на приложенных чертежах и известна, поэтому далее в данном документе она не описана), выполненную с возможностью испускания одной или более струй адгезивного материала 17 (выборочно) на подлежащую обработке поверхность 7. В этом случае предпочтительно, но не обязательно, адгезивный материал 17 является таким (т.е. имеет консистенцию и вязкость), что его можно наносить с помощью струйной головки.
В частности, в соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, узел 15 печати выполнен с возможностью нанесения слоя 16 (в частности, избирательно) на подлежащую обработке поверхность 7 по меньшей мере в одной заданной зоны 18 подлежащей обработке поверхности 7.
В частности, в соответствии с некоторыми предпочтительными, но не ограничивающими вариантами осуществления изобретения, такими как проиллюстрированные на фиг.14, 15, 16 и 18, узел 15 печати наносит слой 16 по существу на всю протяженность подлежащей обработке поверхности 7. Другими словами, в этих случаях заданная зона 18 имеет протяженность, которая в основном совпадает с протяженностью подлежащей обработке поверхности 7.
В качестве альтернативы, в соответствии с другими неограничивающими вариантами, такими как проиллюстрированные на фиг.3, 8 и 17, заданная зона 18 такова, что по меньшей мере одна другая заданная зона 19 той же подлежащей обработке поверхности 7 (в частности, отличная от заданной зоны 18), остается свободной от адгезивного материала 17. Другими словами, в этом случае протяженность заданной зоны 18 меньше, чем протяженность подлежащей обработке поверхности 7.
В соответствии с другими неограничивающими вариантами, которые не проиллюстрированы, узел 15 печати выполнен с возможностью нанесения (в частности, цифровым способом) клеящего материала 17 таким образом, чтобы воспроизводить заданный рисунок на подлежащей обработке поверхности 7. Другими словами, узел 15 печати выполнен с возможностью нанесения адгезивного материала 17 таким образом, что слой 16 определяет рисунок на подлежащей обработке поверхности 7.
Предпочтительно, машина 5 также содержит узел 20 осаждения, который расположен на второй станции 13 нанесения и выполнен с возможностью осаждения слоя 21, содержащего порошковый материал 22 (в частности, состоящего из него) на слой 16, так, чтобы он остался прилипшим к адгезивному материалу 17 слоя 16 (см., в частности, фиг.4, 9 и фиг.14-18).
В соответствии с некоторыми предпочтительными, но не ограничивающими вариантами осуществления изобретения, такими как те, которые проиллюстрированы на фигурах 14-17, этот слой 21 порошкового материала 22 осаждается по всей протяженности слоя 16. В частности, по всей заданной зоны 18, на которую ранее был нанесен адгезивный материал 17 (т.е. ниже по потоку вдоль заданного пути Р).
В качестве альтернативы, в соответствии с некоторыми предпочтительными, но не ограничивающими вариантами осуществления изобретения, такими как проиллюстрированный на фигуре 18, слой 21 порошкового материала 22 избирательно осаждается на слое 16 на участке 23 заданной зоны 18 таким образом, чтобы он остался прилипшим к слою 16.
В этом случае, предпочтительно, но не обязательно, машина 5 также содержит блок 25 управления (см. фиг.2 и 7), который выполнен с возможностью управления (в частности, цифровым способом) узлом 20 осаждения таким образом, чтобы он наносил слой 21 порошкового материала 22 на участке 23 заданной зоны 18 таким образом, чтобы этот слой 21 порошкового материала 22 оставался прилипшим к слою 16 и чтобы он не покрывал по меньшей мере часть заданной зоны 24 подлежащей обработке поверхности 7.
Предпочтительно, этот участок 23 заданной зоны 18 таков, что по меньшей мере участок другой заданной зоны 24 подлежащей обработке поверхности 7 (в частности, слоя 16) не покрыт слоем 21 порошкового материала 22.
В частности, когда протяженность заданной зоны 18 меньше протяженности подлежащей обработке поверхности 7 (т.е. когда слой 16 нанесен только на часть подлежащей обработке поверхности 7), заданная зона 24 содержит ту часть подлежащей обработке поверхности 7 (в частности, образована ею), на которую слой 16 не нанесен, другими словами, в этом случае зона 24 по меньшей мере частично перекрывается с зоной 19 (см., например, фиг.17). В качестве альтернативы, когда протяженность заданной зоны 18 совпадает с протяженностью подлежащей обработке поверхности 7, (т.е. когда слой 16 нанесен по существу на всю подлежащую обработке поверхность 7), заданная зона 24 содержит по меньшей мере часть указанной заданной зоны 18 (в частности, образована ею), более конкретно, она содержит по меньшей мере ту часть заданной зоны 18, которая не покрыта слоем 21 порошкового материала 22 (см., например, фиг.18).
В соответствии с некоторыми неограничивающими вариантами осуществления изобретения, которые не проиллюстрированы, блок 25 управления выполнен с возможностью управления (в частности, цифровым способом) узлом 20 осаждения таким образом, чтобы воспроизводить рисунок, заданный на слое 16. В частности, когда слой 16 является таким, что воспроизводит рисунок на подлежащей обработке поверхности 7, два рисунка (один, заданный слоем 16, и один, заданный другим слоем 21) могут по меньшей мере частично совпадать. В этих случаях блок 25 управления предпочтительно, но необязательно, выполнен с возможностью также управлять узлом 15 печати.
В частности, предпочтительно, но не обязательно, распределение порошкового материала 22 на слое 16 может оказаться более широким, чем распределение адгезивного материала 17 на подлежащей обработке поверхности 7 (другими словами, рисунок, заданный слоем 21, может оказаться более широким, чем рисунок, заданный слоем 16), поскольку может быть выгодным нанесение некоторого количества порошкового материала 22, немного превышающего требуемое (для того, чтобы уменьшить риск того, что участки, где должен находиться порошковый материал 22, останутся без требуемого количества). В соответствии с альтернативными вариантами осуществления изобретения распределение порошкового материала 22 на слое 16 может оказаться не таким широким, как распределение адгезивного материала 17 на подлежащей обработке поверхности 7 (другими словами, рисунок, определяемый слоем 21, может быть не таким широким, как рисунок, определяемый слоем 16). В этом случае в части рисунка, определяемой слоем 16, на который не нанесен порошковый материал 22, другой порошковый материал, в частности, отличный от первого порошкового материала 22, может, например, быть нанесен на том же этапе нанесения или на последующих этапах нанесения.
Предпочтительно, но не обязательно, в соответствии с неограничивающим вариантом осуществления изобретения, проиллюстрированным на фиг.19, узел 20 осаждения содержит по меньшей мере одно устройство 26 осаждения, содержащее контейнер 27, выполненный с возможностью вмещения порошкового материала 22 и имеющий выходное отверстие 28, продольная протяженность которого является поперечной (в частности, перпендикулярной) направлению подачи А, и группу распределительных элементов 29, которые расположены последовательно вдоль выходного отверстия 28 и каждый из которых может работать независимо от других, чтобы обеспечить возможность прохождения порошкового материала 22 через область выходного отверстия 28, в которой он расположен.
Еще более конкретно, предпочтительно, но не обязательно, устройство 26 осаждения содержит множество приводов 30, каждый из которых выполнен с возможностью перемещения соответствующего распределительного элемента 29 между закрытым положением, в котором соответствующий распределительный элемент 29 блокирует прохождение порошкового материала 22 через выходное отверстие 28 области, в которой он расположен, и открытым положением, в котором соответствующий распределительный элемент 29 обеспечивает прохождение порошкового материала 22 через выходное отверстие 28 области, в которой он расположен.
Следует отметить, что при использовании устройства 26 осаждения может быть получено еще более точное осаждение (также с точки зрения толщины) порошкового материала.
В соответствии с некоторыми неограничивающими вариантами осуществления изобретения узел 20 осаждения является таким, как описано в патентной заявке WO2009118611 (от заявителя настоящей заявки) и/или в патенте IT1314623.
Кроме того, в соответствии с некоторыми предпочтительными и неограничивающими вариантами осуществления изобретения, которые не проиллюстрированы, порошковый материал 22 содержит порошковый материал первого типа, который наносится в зоне слоя 16 (или первой части рисунка, определяемого слоем 16), и порошковый материал второго типа, отличного от первого типа, в другой зоне, по меньшей мере частично отличающейся от предыдущей, слоя 16 (или первой части рисунка, определяемого слоем 16). Эти зоны могут по меньшей мере частично перекрываться друг с другом. В частности, порошковые материалы 22 первого и второго типа предпочтительно отличаются друг от друга своими механическими и/или физическими характеристиками и/или цветом.
В этих случаях предпочтительно, но не обязательно, узел 20 осаждения содержит два одинаковых и расположенных рядом друг с другом устройства 26 осаждения вдоль заданного пути Р, одно из которых предназначено для нанесения порошкового материала 22 первого типа, а другое предназначено для нанесения порошкового материала 22 второго типа (отличного от порошкового материала первого типа). Это позволяет получить комбинацию двух (или более) типов порошкового материала относительно простым способом и, таким образом, создать конкретные эстетические эффекты, такие как комбинации различных цветов и/или оттенков.
В качестве альтернативы, узел осаждения может содержать одно устройство 26 осаждения, такое как описанное выше, контейнер 27 которого, на временных последовательных этапах, заполнен порошковым материалом 22 двух различных типов.
Предпочтительно, машина 5 также содержит по меньшей мере один дополнительный узел 31 печати, который расположен на третьей станции 14 нанесения и выполнен с возможностью нанесения дополнительного слоя 32, который содержит адгезивный и/или покрывающий материал (в частности, состоит из него), на слой 21.
Предпочтительно, но без наложения ограничений, этот узел 31 печати имеет такую же конструкцию и принцип работы, что и узел 15 печати.
Тот факт, что адгезивный материал 17, порошковый материал 22 и этот дополнительный слой 32 одновременно присутствуют на подлежащей обработке поверхности 7, позволяет снизить риск перемещения порошкового материала 22 на керамическом изделии СВ, например, на последующих этапах обработки самого керамического изделия СВ. Другими словами, наличие дополнительного слоя 32 гарантирует, что любой порошковый материал 22, который не остался приклеенным к нижележащему слою 16, блокируется слоем 32, тем самым сводя к минимуму риск нежелательного перемещения порошкового материала 22, который может загрязнить компоненты машины 5 или другие части установки 1, в худшем случае ставя под угрозу ее надлежащую работу.
В соответствии с некоторыми предпочтительными, но не ограничивающими вариантами осуществления изобретения, которые не проиллюстрированы, слой 32 содержит (в частности, в основном состоит из) покрывающий материал, который наносится по существу на всю протяженность слоя 21, так, чтобы покрыть его. Предпочтительно, этот покрывающий материал может быть любым материалом, например, фиксирующим материалом для фиксации порошкообразного материала 22, или таким материалом, чтобы обеспечить подлежащей обработке поверхности 7 особые эстетические (например, особый блеск) и/или функциональные (например, особая шероховатость) свойства.
В соответствии с альтернативными неограничивающими вариантами осуществления изобретения, такими как показанные на фиг.14-18, слой 32 содержит адгезивный материал 33 (в частности, в основном состоит из него), который наносится на слой 21 с помощью узла 31 печати. Этот адгезивный материал 33 предпочтительно, но необязательно, относится к тому же типу, что и другой адгезивный материал 17.
Аналогично тому, что было описано выше в отношении слоя 16, в этом случае также узел 31 печати может быть выполнен с возможностью нанесения слоя 32 по существу на всю протяженность слоя 21, чтобы покрыть весь порошковый материал 22, в частности, на всю часть 24 заданной зоны 18 (см., например, фиг.14, 15, 16 и 18).
Альтернативно, узел 31 печати может быть выполнен с возможностью нанесения слоя 32 по меньшей мере в одной заданной зоне 34 таким образом, чтобы по меньшей мере одна другая заданная зона 35 (в частности, отличная от заданной зоны 34) оставалась свободной от адгезивного материала 33 (см. фиг.17 и 18).
В этом случае, предпочтительно, но не обязательно, блок 25 управления выполнен с возможностью управления (в частности, цифровым способом) узлом 31 печати таким образом, чтобы избирательно наносить слой 32 на слой 21, в частности, на эту заданную зону 34.
В вариантах осуществления изобретения, которые включают слой 32, в основном состоящий из адгезивного материала 33, этот адгезивный материал 33 предназначен для приема и фиксации дополнительного слоя порошкового материала 36.
Предпочтительно, это обеспечивает перекрытие нескольких слоев порошкового материала, что позволяет получить большую плотность слоя порошкового материала, расположенного на каждом керамическом изделии СВ, а также возможность создания более сложных декоративных элементов и, в более общем смысле, поверхностной обработки, например, путем перекрытия порошковых материалов с различными функциональными и/или механическими и/или эстетическими характеристиками.
В частности, в соответствии с этими предпочтительными, но не ограничивающими вариантами осуществления изобретения, такими как показанные на фиг.7-13, заданный путь Р проходит через четвертую станцию 37 нанесения, расположенную ниже по потоку от третьей станции 14 нанесения, и машина 5 содержит дополнительный узел 38 осаждения, расположенный на станции 37 нанесения и выполненный с возможностью осаждения слоя 39, содержащего порошковый материал 36 (в частности, состоящего из него), на слой 32 адгезивного материала 33.
Предпочтительно, но не обязательно, этот дополнительный узел 38 осаждения имеет такую же конструкцию и принцип работы, что и узел 20 осаждения, описанный выше.
Порошковый материал 36 может быть таким же, что и порошковый материал 22, как показано на фиг.14-16, или отличаться от порошкового материала 22, как показано на фиг.17 и 18.
В частности, в соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, порошковые материалы 22 и 36 отличаются друг от друга по среднему размеру частиц. В частности, в некоторых случаях для получения более однородного и менее пористого покрытия подлежащей обработке поверхности 7 предпочтительно перекрывать частицы различных размеров частиц таким образом, чтобы частицы меньшего размера располагались в промежутках, остающихся между двумя или более частицами большего размера, расположенными рядом друг с другом. Это обеспечивает преимущество, состоящее в максимизации конечной плотности порошкового слоя (в частности, керамического порошкового слоя), размещенного над подлежащей обработке поверхностью 7.
В частности, в соответствии с некоторыми предпочтительными, но не ограничивающими вариантами осуществления изобретения, такими как проиллюстрированные на фиг.15-18, порошковый материал 22 содержит керамические частицы с размерами от приблизительно 75 до приблизительно 150 мкм (в частности, в основном состоит из них), более конкретно, от приблизительно 100 до приблизительно 125 мкм, в то время как порошковый материал 36 содержит керамические частицы с размерами от приблизительно 150 до приблизительно 400 мкм (в частности, в основном состоит из них), более конкретно, от приблизительно 200 до приблизительно 350 мкм (см. фиг.15). В качестве альтернативы, как и в вариантах осуществления по фиг.16 и 17, порошковый материал 22 содержит керамические частицы с размерами от приблизительно 150 до приблизительно 400 мкм (в частности, в основном состоит из них), более конкретно, от приблизительно 200 до приблизительно 350 мкм, в то время как порошковый материал 36 содержит керамические частицы с размерами от приблизительно 75 до приблизительно 150 мкм (в частности, в основном состоит из них), более конкретно, от приблизительно 100 до приблизительно 125 мкм.
Аналогично выше приведенному описанию для слоя 21, в соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, узел 38 осаждения выполнен с возможностью избирательного нанесения слоя 39 на слой 32 по меньшей мере на одном участке 40 заданной зоны 34.
В этих случаях предпочтительно, но не обязательно, блок 25 управления выполнен с возможностью также управления узлом 38 осаждения таким образом, что порошковый материал 36 наносится на участок 40 заданной зоны 34. В частности, предпочтительно, но не обязательно, эта заданная зона 40 может включать всю протяженность заданной зоны 34, другими словами, протяженность участка 40 и протяженность зоны 34, на которую нанесен слой 32 адгезивного материала, совпадают (см., например, фиг.17). В соответствии с другими неограничивающими вариантами блок 25 управления также выполнен с возможностью управления узлом 38 осаждения, так что этот узел 38 осаждения наносит порошковый материал 36 только на часть слоя 32, так что участок 41 остается свободным от порошкового материала 36 (см., например, фиг.18). В этом случае протяженность участка 40 меньше, чем протяженность зоны 34. В частности, этот другой участок 41 может быть предназначен для приема порошкового материала другого типа (как показано на фиг.18) или другого вещества, например, покрывающего материала.
Порошковый материал 36, аналогично тому, что было упомянуто выше для первого порошкового материала 22, может также содержать два различных типа порошкового материала, которые отличаются друг от друга функциональными и/или механическими и/или эстетическими характеристиками и которые предназначены для нанесения по меньшей мере на частично различные зоны слоя 32.
В соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, такими как проиллюстрированные на фиг.7-13 и 16, заданный путь Р проходит вдоль дополнительной пятой станции 42 нанесения, расположенной ниже по потоку от четвертой станции 37 нанесения, а машина 5 содержит дополнительный узел 43 печати, выполненный с возможностью нанесения слоя 44, содержащего материал 45 (в частности, состоящего из него), который содержит (в частности, представляет собой) покрывающий материал, по существу, по всей протяженности слоя 39 так, чтобы покрыть его (см., в частности, фиг.16).
Предпочтительно, но не обязательно, этот узел 43 печати выполнен аналогичным образом и имеет тот же принцип работы, что и узлы 15 и 31 печати.
Предпочтительно, наличие покрывающего материала 45 позволяет фиксировать нижележащие слои 21, 30.
В соответствии с дополнительными предпочтительными, но не ограничивающими вариантами осуществления изобретения, такими как проиллюстрированные на фиг.7-13, машина 5 содержит станцию 46 удаления, расположенную ниже по потоку от второй станции 13 нанесения и выполненную с возможностью удаления, предпочтительно путем всасывания, избыточного порошкового материала 22, в частности, порошкового материала 22, который не прилип к слою 16 (как проиллюстрировано, например, на фиг.5 и 10).
Предпочтительно, эта станция 46 удаления расположена вдоль пути Р, заданного выше по потоку от третьей станции 14 нанесения, более конкретно, она расположена между второй станцией 13 нанесения и третьей станцией 14 нанесения.
В этих случаях машина 5 содержит (известным образом) устройство 47 удаления, содержащее всасывающее устройство для всасывания избыточного порошкового материала 22 (т.е. не связанное с поверхностью 7, подлежащей обработке адгезивным материалом 17). Более конкретно, это устройство 47 удаления содержит всасывающее отверстие, предназначенное для всасывания порошкового материала 22, который не прилип к слою 16, в направлении вверх.
В качестве альтернативы, устройство 46 удаления может быть выполнено с возможностью удаления избыточного порошкового материала 22 путем продувки. Однако всасывание является предпочтительным, поскольку оно уменьшает (например, по сравнению с продувкой) риск того, что порошковый материал 22 переместится в нежелательные зоны.
В соответствии с дополнительными предпочтительными вариантами осуществления изобретения, которые не проиллюстрированы, машина 5 содержит дополнительную станцию удаления, расположенную ниже по потоку от станции 37 нанесения и выполненную с возможностью удаления, предпочтительно путем всасывания, избыточного порошкового материала 36, в частности, порошкового материала 36, который не прилип к слою 32. В частности, эта дополнительная станция удаления, которая не проиллюстрирована, может быть расположена вдоль пути Р, заданного между четвертой станцией 37 нанесения и пятой станцией 42 нанесения.
Понятно, что машина 5 может содержать любое количество узлов нанесения и узлов печати и, возможно, устройств удаления, выполненных в соответствии с любым из вышеописанных вариантов осуществления изобретения, расположенных последовательно для получения многослойной обработки, например, декорирования, на подлежащей обработке поверхности 7.
В соответствии с дополнительным аспектом настоящего изобретения также предложен способ поверхностной обработки изделия СВ, которое имеет по меньшей мере подлежащую обработке поверхность 7.
В частности, предпочтительно, но необязательно, способ включает в себя: этап подачи керамического изделия СВ, во время которого керамическое изделие СВ подают по пути Р, заданному в направлении подачи А, через первую станцию 12 нанесения, вторую станцию 13 нанесения, расположенную ниже по потоку от первой станции 12 нанесения, и по меньшей мере третью станцию 14 нанесения, расположенную ниже по потоку от второй станции 13 нанесения; этап нанесения, во время которого узел 15 печати, расположенный на первой станции 12 нанесения, наносит слой 16, содержащий материал 17 (в частности, состоящий из него), который содержит (в частности, представляет собой) адгезивный материал по меньшей мере на части подлежащей обработке поверхности 7; второй этап нанесения, на котором узел 20 осаждения, расположенный на второй станции 13 нанесения, наносит слой 21, содержащий порошкообразный материал 22 (в частности, состоящий из него) на слой 16, так, чтобы он остался прилипшим к слою 16; и по меньшей мере один дополнительный этап нанесения, на котором узел 31 печати, расположенный на третьей станции 14 нанесения, наносит слой 32, содержащий материал (в частности, состоящий из него), который содержит (в частности, представляет собой) адгезивный и/или покрывающий материал, на слой 21.
В соответствии с предпочтительным, но не исключительным вариантом осуществления способа, на первом этапе нанесения узел 15 печати наносит слой 16 по меньшей мере в одной заданной зоне 18 указанной подлежащей обработке поверхности 7; на втором этапе нанесения узел 20 осаждения избирательно наносит слой 21, содержащий порошковый материал 22 (в частности, состоящий из него) на слой 16 по меньшей мере на одном участке 23 заданной зоны 18, чтобы он остался прилипшим к слою 16 и не покрывал по меньшей мере часть дополнительной заданной зоны 24 подлежащей обработке поверхности 7; и на третьем этапе нанесения узел 31 печати наносит третий слой 32 на слой 21 в другой заданной зоне 34, которая представляет собой по меньшей мере часть участка 23 заданной зоны 18.
Как упоминалось выше, со ссылкой на машину 5, заданная зона 18 может иметь протяженность, равную протяженности подлежащей обработке поверхности 7 (см., в частности, фиг.14, 15, 16 и 18), или может иметь протяженность, меньшую, чем протяженность подлежащей обработке поверхности 7, так что дополнительная зона 19 остается свободной от адгезивного материала 17.
Аналогично, участок 23 заданной зоны 18 может иметь такую же протяженность, как и заданная зона 18, или может иметь меньшую протяженность, в частности, чтобы не покрывать по меньшей мере часть заданной зоны 24 подлежащей обработке поверхности 7 (или слоя 16). Аналогичным образом, заданная зона 34 может иметь такую же протяженность, что и участок 23 заданной зоны 18, или меньшую протяженность, чем участок 23 заданной зоны 18.
Как упоминалось выше со ссылкой на машину 5, в соответствии с некоторыми неограничивающими вариантами осуществления изобретения, когда адгезивный материал наносится на втором этапе нанесения: на этапе подачи керамическое изделие СВ подается через четвертую станцию 37 нанесения, расположенную ниже по потоку от третьей станции 14 нанесения; и способ включает по меньшей мере четвертый этап нанесения, на котором узел 38 осаждения, расположенный на четвертой станции 37 нанесения, наносит (предпочтительно избирательно) на по меньшей мере часть слоя 32 слой 39, содержащий порошковый материал 36 (в частности, состоящий из него), так, чтобы он остался прилипшим к слою 32.
В частности, предпочтительно, но необязательно, узел 38 осаждения селективно наносит слой 39, содержащий порошковый материал 36 (в частности, состоящий из него), на слой 32 на участке 40 указанной заданной зоны 34.
В этом случае предпочтительно, но не обязательно, во время этапа подачи керамическое изделие СВ подается через пятую станцию 42 нанесения, расположенную ниже по потоку от четвертой станции 37 нанесения; и способ также включает пятый этап нанесения, на котором узел 43 печати, расположенный на пятой станции нанесения, наносит слой 44 материала 45, содержащий покрывающий материал (в частности, состоящий из него) по существу по всей протяженности слоя 39, чтобы покрыть его (см. фиг.16).
Предпочтительно, но не обязательно, способ осуществляется вышеописанной машиной 5. Следовательно, все вышеизложенные соображения относительно возможных вариантов работы машины 5 также остаются применимыми для способа поверхностной обработки керамического изделия СВ.
Также следует понимать, что этапы способа согласно настоящему изобретению (выполняемые в соответствии с любым из вышеописанных вариантов осуществления изобретения) могут повторяться конечное количество раз для получения многослойной обработки, например, декорирования, на подлежащей обработке поверхности 7.
Согласно некоторым предпочтительным, но не исключительным вариантам осуществления изобретения, таким как показанный на фиг.17 и 18, способ включает, например, дополнительный этап нанесения адгезивного материала, точно такой же, как на первом или третьем этапе нанесения, описанном выше, во время которого дополнительный слой 48 адгезивного материала 49 (предпочтительно такой же, как адгезивный материал 17 и 33) наносят по меньшей мере на часть слоя 39, и дополнительный этап нанесения, во время которого дополнительный слой 50, содержащий порошковый материал 51 (в частности, состоящий из него), наносят на слой 48.
В соответствии с некоторыми предпочтительными, но неограничивающими вариантами, такими как вариант, показанный на фиг.17, способ также включает заключительный этап покрытия, на котором узел печати наносит слой покрывающего материала 52 по существу по всей протяженности подлежащей обработке поверхности 7, чтобы покрыть все слои ниже.
Предпочтительно, путем наложения нескольких слоев порошкового материала, возможно, различных типов (например, другого типа и/или размера частиц), могут быть получены различные типы декора. Например, можно получить различные цветовые оттенки, чтобы более реалистично воспроизвести внешний вид натуральных камней, но также можно получить трехмерные эффекты, получение которых до сих пор было не возможно.
Согласно некоторым неограничивающим вариантам осуществления адгезивный материал 17, 33 и 48 содержит (точнее, состоит из) смеси, содержащее гликоли (такие как ДЭГ, ПЭГ, триэтиленгликоль бис CAS номер 94-28-0), сложные эфиры (например, этилгексилкокоат CAS номер 92044-87-6, этилгексилпальмитат CAS номер 29806-73-3, 2-этилгексилстеарат CAS номер 22047-49-0, каприловый/каприновый триглицерид, 2-этилгексиллаурат CAS номер 20292-08-4), парафины (например, изопарафин, н-парафин), гликолевые эфиры (такие как трипропиленгликоль н-бутиловый эфир (TPnB) CAS номер 55934-93-5, трипропиленгликоль монометиловый эфир (ТРМ) CAS номер 25498-49-1) и т.д., или их комбинацию.
В дополнение или в качестве альтернативы, в соответствии с некоторыми неограничивающими вариантами осуществления изобретения, адгезивный материал 17, 33 и 48 выбран из группы, состоящей из: материала (в частности, композиции), который в основном является стабильным и существенно не изменяет свои характеристики при контакте с воздухом и при температурах от по меньшей мере 15°С до 60°С, материала (в частности, композиции), который является термопластичным и отверждается при комнатной температуре.
В соответствии с некоторыми предпочтительными, но не исключительными вариантами осуществления изобретения, порошковый материал 22, 36 и 51, нанесенный на подлежащую обработке поверхность 7, содержит (состоит из) керамический материал. Более конкретно, весь порошковый материал 22, 36 и 51, нанесенный на подлежащую обработке поверхность, предпочтительно содержит (состоит из) частиц с размерами от приблизительно 50 до приблизительно 500 мкм, в частности, от приблизительно 75 до приблизительно 350 мкм.
В соответствии с альтернативными вариантами осуществления изобретения, которые не проиллюстрированы, по меньшей мере часть (в частности, небольшая часть) порошкового материала 22, 36 и 51 может быть заменена материалом другого типа, например, стеклянным материалом, каменным материалом, измельченным материалом, гранулами, микронизированным материалом, синтезированным материалом, агломератами (например, чешуйками и нитями), которые являются инертными (например, состоят из карбида кремния), металлическими порошками, порошками из сторонних процессов, подходящих для применения с керамикой, и т.д., или их комбинацией.
Предпочтительно, но не обязательно, покрывающий материал 45 и 52 содержит легкоплавкое вещество (в частности, состоит из него) (т.е. вещество, которое плавится при температурах обжига керамического изделия СВ). В частности, это плавкое вещество становится по меньшей мере частично жидким в условиях применения (т.е. в условиях температуры и давления, в которых применяется плавкое вещество).
Более конкретно, это плавкое вещество находится в жидком состоянии или в виде суспензии в условиях применения (т.е. при температуре и давлении применения). В частности, предпочтительно, но не обязательно, покрывающий материал 45 и 52 выбран из группы, состоящей из: фиксирующего материала, упрочняющего материала, усиливающего материала, полирующего материала, переливающегося материала, свинцовой эмали, щелочной эмали, щелочноземельной эмали, борной эмали, цинковой эмали и т.д., или их комбинации.
Настоящее изобретение имеет несколько преимуществ по сравнению с известным уровнем техники. К ним относятся следующие.
Данное изобретение, благодаря более контролируемому и точному нанесению порошкового материала 22 и наличию дополнительного слоя 32 поверх слоя 22 порошкового материала, также позволяет фиксировать те частицы порошкового материала 22, которые могли не прилипнуть к нижележащему слою 16 адгезивного материала 17, сводя к минимуму риск нежелательного перемещения порошкового материала 22. Удивительно, но это позволяет улучшить позиционирование частиц (и, следовательно, качество «рисунка» - формы - детали 23; частицы имеют меньшую возможность перемещения) и избежать всасывания избыточного порошкового материала 22, эффективно делая этап удаления несущественным (хотя все еще выгодным) с последующим упрощением машины 5 и способа поверхностной обработки керамических изделий СВ. Кроме того, это влечет за собой значительную экономию порошкового материала 22. Фактически, порошковый материал 22 наносится в правильных количествах, и, по существу, весь он остается приклеенным к керамическому изделию СВ. Все это, в то же время, гарантирует улучшение результатов с точки зрения однородности толщины и плотности обработки.
Кроме того, это улучшение плотности и консистенции толщины слоев 21, 39 и 50 порошкового материала 22, 36 и 52 позволяет упростить дополнительные обработки, которым может быть подвергнуто керамическое изделие ВС после нанесения порошкового материала 22, 36 и 52. В частности, можно упростить как процессы нанесения дополнительных веществ на подлежащую обработке поверхность, так и процессы притирки и/или полировки керамического изделия СВ. Кроме того, процессы притирки и/или полировки могут быть выполнены с использованием меньшего количества полирующего материала и/или сокращением продолжительности операций, что требует воздействия на более однородный слой.
Также предложены следующие аспекты изобретения (альтернативно или дополнительно).
1. Способ поверхностной обработки керамического изделия СВ, имеющего по меньшей мере одну подлежащую обработке поверхность 7; способ включает:
этап подачи керамического изделия СВ, в ходе которого керамическое изделие СВ подают по заданному пути Р в направлении подачи А через первую станцию 12 нанесения, вторую станцию 13 нанесения, расположенную ниже по потоку от первой станции 12 нанесения, и по меньшей мере третью станцию 14 нанесения, расположенную ниже по потоку от второй станции 13 нанесения;
первый этап нанесения, на котором первый узел 15 печати, расположенный на первой станции 12 нанесения, наносит первый слой 16, содержащий первый материал 17 (в частности, состоящий из него), который содержит (в частности, представляет собой) адгезивный материал по меньшей мере на часть указанной подлежащей обработке поверхности 7;
второй этап нанесения, в ходе которого первый узел 20 осаждения, расположенный на второй станции 13 нанесения, наносит второй слой 21, содержащий первый порошковый материал 22 (в частности, состоящий из него) на указанный первый слой 16 таким образом, чтобы он остался прилипшим к указанному первому слою 16;
первый узел 20 осаждения, содержит по меньшей мере один контейнер 27, который выполнен с возможностью содержать указанный порошковый материал 22 и имеет выходное отверстие 28, продольная протяженность которого является поперечной (в частности, перпендикулярной) направлению А подачи; и множество распределительных элементов 29, которые расположены последовательно вдоль выходного отверстия 28 и каждый из которых может работать независимо от других, чтобы позволить порошковому материалу 22 проходить через область выходного отверстия 28, в которой он расположен; и
третий этап нанесения, в ходе которого второй узел 31 печати, расположенный на третьей станции 14 нанесения, наносит третий слой 32, содержащий второй материал 33 (в частности, состоящий из него), который содержит (в частности, представляет собой) адгезивный и/или покрывающий материал, на указанный второй слой 21.
2. Способ согласно аспекту 1, в котором указанный первый порошковый материал 22 содержит порошковый материал первого типа в первой зоне указанного первого слоя 16 и порошковый материал второго типа, который отличается от первого типа, во второй зоне указанного первого слоя 16, которая по меньшей мере частично отличается от первой зоны.
3. Способ согласно аспекту 1 или 2, в котором когда второй материал 33 содержит (в частности, представляет собой) адгезивный материал: в ходе указанного этапа подачи указанное керамическое изделие СВ подают через четвертую станцию 37 нанесения, расположенную ниже по потоку от третьей станции 14 нанесения; и способ включает четвертый этап нанесения, в ходе которого второй узел 38 осаждения, расположенный на указанной четвертой станции 37 нанесения, наносит на указанный третий слой 32 четвертый слой 39, содержащий второй порошковый материал 36 (в частности, состоящий из него) (в частности, отличный от первого порошкового материала 22;
второй узел 38 осаждения содержит по меньшей мере один дополнительный контейнер 27, который выполнен с возможностью содержать второй порошковый материал 36 и имеет дополнительное выпускное отверстие 28, продольная протяженность которого является поперечной (в частности, перпендикулярной) направлению А подачи; и множество дополнительных распределительных элементов 29, которые расположены последовательно вдоль указанного дополнительного выпускного отверстия 28 и каждый из которых может работать независимо от других, чтобы позволить второму порошковому материалу 36 проходить через область дополнительного выпускного отверстия 28, где он расположен.
4. Способ согласно аспекту 3, в котором либо первый порошковый материал 22, либо второй порошковый материал 36 содержит керамический материал, содержащий частицы (в частности, состоящий из них) с размерами от приблизительно 75 мкм до приблизительно 150 мкм, в частности, от приблизительно 100 мкм до приблизительно 125 мкм; а другой из первого порошкового материала 22 или второго порошкового материала 36 содержит керамический материал, содержащий частицы (в частности, состоящий из них) с размерами от приблизительно 150 мкм до приблизительно 400 мкм, в частности, от приблизительно 200 мкм до приблизительно 350 мкм.
5. Способ согласно аспекту 3 или 4, в котором: в ходе указанного этапа подачи указанное керамическое изделие СВ подают через пятую станцию 42 нанесения, расположенную ниже по потоку от четвертой станции 37 нанесения; и способ также включает пятый этап нанесения, в ходе которого третий узел 43 печати, расположенный на указанной пятой станции 42 нанесения, наносит пятый слой 44, содержащий третий материал 45 (в частности, состоящий из него), который содержит покрывающий материал (в частности, состоит из него), по существу, по всей протяженности указанного четвертого слоя 39 так, чтобы покрыть его.
6. Способ согласно любому из аспектов 1-5, в котором первый порошковый материал 22 и, при необходимости, второй порошковый материал 36 содержит керамический материал, содержащий частицы (в частности, состоящий из них) с размерами от приблизительно 50 мкм до приблизительно 500 мкм, в частности, от приблизительно 75 мкм до приблизительно 350 мкм.
7. Способ согласно любому из аспектов 1-6, в котором:
указанный первый этап нанесения, указанный третий этап нанесения и, возможно, указанный пятый этап нанесения выполняют с использованием соответствующего узла 15, 31, 43 печати для нанесения указанного первого материала 17, указанного второго материала 33 и, возможно, указанного третьего материала 45, 49, соответственно, путем испускания по меньшей мере одной струи указанного первого материала 17, указанного второго материала 33 и, возможно, указанного третьего материала 45, 49;
в частности, каждый узел 15, 31, 43 печати содержит струйную головку для испускания одной или более струй адгезивного материала и/или покрывающего материала; в частности, каждый узел 15, 31, 43 печати наносит указанный первый слой 16, указанный третий слой 32 и, при необходимости, указанный пятый слой 44, 48 цифровым способом виде для воспроизведения заданного рисунка.
8. Способ согласно любому из аспектов 1-7, в котором указанный покрывающий материал содержит плавкое вещество (в частности, состоит из него), по меньшей мере частично жидкое в условиях применения, в частности, в жидком состоянии или в виде суспензии в условиях применения; еще более конкретно, указанный покрывающий материал выбран из группы, состоящей из: фиксирующего материала, упрочняющего материала, усиливающего материала, полирующего материала, переливающегося материала, свинцовой эмали, щелочной эмали, щелочноземельной эмали, борной эмали, цинковой эмали или их комбинации.
9. Способ согласно любому из аспектов 1-8, в котором по меньшей мере на первом этапе нанесения указанный первый узел 15 печати наносит указанный первый слой 16 по меньшей мере на часть указанной подлежащей обработке поверхности 7, чтобы воспроизвести заданный рисунок на подлежащей обработке поверхности 7; на указанном втором этапе нанесения указанный первый узел 20 осаждения наносит указанный второй слой 21 (в частности, избирательно) на указанный первый слой 16, чтобы воспроизвести дополнительный заданный рисунок на указанном первом слое 16; в частности, рисунок и дополнительный рисунок совпадают.
10. Машина 5 для поверхностной обратоки керамического изделия СВ, имеющая по меньшей мере одну подлежащую обработке поверхность 7; машина 5 содержит:
транспортирующее устройство 11 для подачи керамического изделия СВ по заданному пути Р в направлении подачи А через первую станцию 12 нанесения, вторую станцию 13 нанесения, расположенную ниже по потоку от первой станции 12 нанесения, и по меньшей мере третью станцию 14 нанесения, расположенную ниже по потоку от второй станции 13 нанесения;
первый узел 15 печати, который расположен на первой станции 12 нанесения и выполнен с возможностью нанесения первого слоя 16, содержащего первый материал 17 (в частности, состоящего из него), который содержит (в частности, представляет собой) адгезивный материал, по меньшей мере на часть указанной подлежащей обработке поверхности 7;
узел 20 осаждения, расположенный на второй станции 13 нанесения и содержащий по меньшей мере один контейнер 27, выполненный с возможностью содержать первый порошковый материал 22 и имеющий выходное отверстие 28, продольная протяженность которого является поперечной (в частности, перпендикулярной) направлению А подачи, и множество распределительных элементов 29, которые расположены последовательно вдоль указанного выходного отверстия 28 и каждый из которых может работать независимо от других таким образом, чтобы позволить указанному первому порошковому материалу 22 проходить через зону выходного отверстия 28, при этом он выполнен с возможностью нанесения второго слоя 21, содержащего указанный первый порошковый слой 22 (в частности, состоящего из него) на указанный первый слой 16 таким образом, чтобы он оставался прилипшим к указанному первому слою 16;
второй узел 31 печати, который расположен на указанной третьей станции 14 нанесения и выполнен с возможностью нанесения третьего слоя 32, содержащего второй материал 33 (в частности, состоящего из него), который содержит адгезивный материал и/или покрывающий материал (в частности, состоит из него), на указанный второй слой 21.
11. Машина 5 согласно аспекту 10, в которой:
когда указанный второй материал 33 является адгезивным материалом, указанный заданный путь Р проходит по меньшей мере через четвертую станцию 37 нанесения, расположенную ниже по потоку от указанной третьей станции 14 нанесения; и указанная машина 5 содержит второй узел 38 осаждения, который расположен на указанной четвертой станции 37 нанесения и содержит дополнительный контейнер 27, который выполнен с возможностью содержать второй порошковый материал 36 и имеет дополнительное выходное отверстие 28, продольная протяженность которого является поперечной (в частности, перпендикулярной) к направлению подачи А и множество дополнительных распределительных элементов 29, которые расположены последовательно вдоль указанного дополнительного выходного отверстия 28 и каждый из которых может работать независимо от других, так что порошковый материал 36 проходит через дополнительную зону указанного дополнительного выходного отверстия 28, при этом он расположен таким образом, чтобы наносить четвертый слой 39, содержащий указанный второй порошковый материал 36 (в частности, состоящий из него) на указанный третий слой 32, так что указанный порошковый материал остается прилипшим к указанному третьему слою 32.
12. Машина согласно аспекту 11, в которой указанный заданный путь Р проходит через пятую станцию 42 нанесения, расположенную ниже по потоку от указанной четвертой станции 37 нанесения, и машина 5 содержит третий узел 43 печати, расположенный на указанной пятой станции 42 нанесения и выполненный с возможностью нанесения пятого слоя 44, содержащего третий материал 45 (в частности, состоящий из него), который содержит (в частности, представляет собой) покрывающий материал, по существу, на всем протяжении указанного четвертого слоя 39, чтобы покрыть его.
13. Машина (5) согласно любому из аспектов 10-12, в которой (возможно, каждый) узел 20, 38 осаждения содержит множество приводов 30, каждый из которых выполнен с возможностью перемещения соответствующего распределительного элемента 29 между закрытым положением, в котором соответствующий распределительный элемент 29 блокирует прохождение порошкового материала 22, 36 через зону выходного отверстия 28, в которой он расположен, и открытым положением, в котором соответствующий распределительный элемент 29 обеспечивает прохождение порошкового материала 22, 36 через область выходного отверстия 28, в которой он расположен.
14. Машина (5) согласно любому из аспектов 10-13, в которой каждый узел 15, 31, 43 печати содержит по меньшей мере одну струйную головку, выполненную с возможностью испускания одной или более струй адгезивного материала и/или покрывающего материала.
15. Машина 5 согласно любому из аспектов 10-14, содержащая блок 25 управления, выполненный с возможностью управления (в частности, цифровым способом) по меньшей мере указанным первым узлом 15 печати и указанным первым узлом 20 осаждения таким образом, чтобы указанный первый узел 15 печати сам наносил указанный первый слой 16 для воспроизведения заданного рисунка на указанной подлежащей обработке поверхности 7; блок 25 управления выполнен с возможностью управления (в частности, цифровым способом) указанным первым узлом 20 осаждения таким образом, чтобы первый узел 20 осаждения сам наносил второй слой 21 (в частности, избирательно) на указанный первый слой 16 для воспроизведения другого рисунка, заданного на поверхности на указанном первом слое 16; в частности, рисунок и дополнительный рисунок совпадают.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И МАШИНА ДЛЯ ДЕКОРИРОВАНИЯ ПОВЕРХНОСТИ КЕРАМИЧЕСКОГО ИЗДЕЛИЯ | 2018 |
|
RU2741292C1 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2716321C1 |
| МАШИНА И СПОСОБ УПЛОТНЕНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2019 |
|
RU2764096C1 |
| МАШИНА И СПОСОБ УПЛОТНЕНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2019 |
|
RU2755189C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2693095C1 |
| СПОСОБ УПЛОТНЕНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2019 |
|
RU2753891C1 |
| МЕТОД И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2753305C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЭЛЕМЕНТА ДЛЯ ЧАСОВ ИЛИ ЮВЕЛИРНОГО ИЗДЕЛИЯ, А ТАКЖЕ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2015 |
|
RU2708124C2 |
| МАСКА ДЛЯ УХОДА ЗА ЛИЦОМ | 2018 |
|
RU2793401C2 |
| ЛИНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРИРОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2016 |
|
RU2712996C2 |







Группа изобретений относится к способу и машине для поверхностной обработки керамического изделия. Способ включает этап подачи керамического изделия (СВ), первый этап нанесения, второй этап нанесения и третий этап нанесения. При этом в ходе этапа подачи керамического изделия керамическое изделие (СВ) подают по заданному пути (Р) в направлении (А) подачи через первую станцию (12) нанесения, вторую станцию (13) нанесения, расположенную ниже по потоку от первой станции (12) нанесения, и по меньшей мере третью станцию (14) нанесения, расположенную ниже по потоку от второй станции (13) нанесения. На первом этапе нанесения первый узел (15) печати, расположенный на первой станции (12) нанесения, наносит первый слой (16), содержащий первый материал (17), в частности, состоящий из него, который содержит, в частности представляет собой, адгезивный материал, в области по меньшей мере первой заданной зоны (18) указанной подлежащей обработке поверхности (7). На втором этапе нанесения первый узел (20) осаждения, расположенный на второй станции (13) нанесения, избирательно наносит второй слой (21), содержащий первый порошковый материал (22), в частности состоящий из него, на указанный первый слой (16) в области по меньшей мере первого участка (23) указанной первой заданной зоны (18) таким образом, чтобы он прилип к указанному первому слою (16) и не покрыл по меньшей мере часть второй заданной зоны (24) указанной подлежащей обработке поверхности (7). На третьем этапе нанесения второй узел (31) печати, расположенный на третьей станции (14) нанесения, избирательно наносит третий слой (32), содержащий второй материал (33), в частности состоящий из него, который содержит адгезивный и/или покрывающий материал, в частности состоит из него, на указанный второй слой (21) в третьей заданной зоне (34), которая представляет собой по меньшей мере часть указанного первого участка (23) указанной первой заданной зоны (18). Машина (5) содержит транспортирующее устройство (11), первый узел (15) печати, узел (20) осаждения, блок (25) управления и второй узел (31) печати. Техническим результатом является повышение эффективности поверхностной обработки керамического изделия, повышение эффективности удаления избыточного порошкового материала, повышение равномерности распределения порошкового материала. 2 н. и 14 з.п. ф-лы, 19 ил.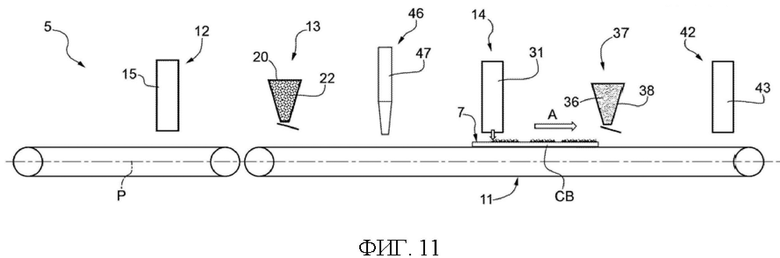
1. Способ поверхностной обработки керамического изделия (СВ), имеющего по меньшей мере одну подлежащую обработке поверхность (7); способ включает:
этап подачи керамического изделия (СВ), в ходе которого керамическое изделие (СВ) подают по заданному пути (Р) в направлении (А) подачи через первую станцию (12) нанесения, вторую станцию (13) нанесения, расположенную ниже по потоку от первой станции (12) нанесения, и по меньшей мере третью станцию (14) нанесения, расположенную ниже по потоку от второй станции (13) нанесения;
первый этап нанесения, на котором первый узел (15) печати, расположенный на первой станции (12) нанесения, наносит первый слой (16), содержащий первый материал (17), в частности состоящий из него, который содержит, в частности представляет собой, адгезивный материал, в области по меньшей мере первой заданной зоны (18) указанной подлежащей обработке поверхности (7);
второй этап нанесения, на котором первый узел (20) осаждения, расположенный на второй станции (13) нанесения, избирательно наносит второй слой (21), содержащий первый порошковый материал (22), в частности состоящий из него, на указанный первый слой (16) в области по меньшей мере первого участка (23) указанной первой заданной зоны (18) таким образом, чтобы он прилип к указанному первому слою (16) и не покрыл по меньшей мере часть второй заданной зоны (24) указанной подлежащей обработке поверхности (7); и
третий этап нанесения, на котором второй узел (31) печати, расположенный на третьей станции (14) нанесения, избирательно наносит третий слой (32), содержащий второй материал (33), в частности состоящий из него, который содержит адгезивный и/или покрывающий материал, в частности состоит из него, на указанный второй слой (21) в третьей заданной зоне (34), которая представляет собой по меньшей мере часть указанного первого участка (23) указанной первой заданной зоны (18).
2. Способ по п. 1, в котором на указанном первом этапе нанесения указанный первый узел (15) печати наносит указанный первый материал (17) на указанную первую заданную зону (18) указанной подлежащей обработке поверхности (7) таким образом, что по меньшей мере четвертая заданная зона (19) указанной подлежащей обработке поверхности (7), которая отличается от указанной первой заданной зоны (18), остается без указанного первого материала (17).
3. Способ по п. 1 или 2, в котором протяженность указанного первого участка (23) указанной первой заданной зоны (18) и протяженность указанной первой заданной зоны (18) совпадают.
4. Способ по п. 1 или 2, в котором указанная вторая заданная зона (24) содержит по меньшей мере часть указанной первой заданной зоны (18).
5. Способ по любому из предшествующих пунктов, в котором указанный первый порошковый материал (22) содержит порошковый материал первого типа в первой зоне первого слоя (16) и порошковый материал второго типа, который отличается от первого типа, во второй зоне указанного первого слоя (16), которая по меньшей мере частично отличается от первой зоны.
6. Способ по любому из предшествующих пунктов, в котором, когда второй материал (33) содержит, в частности представляет собой, адгезивный материал: в ходе указанного этапа подачи указанное керамическое изделие (СВ) подают через четвертую станцию (37) нанесения, расположенную ниже по потоку от третьей станции (14) нанесения; и способ включает по меньшей мере четвертый этап нанесения, в ходе которого второй узел (38) осаждения, расположенный на указанной четвертой станции (37) нанесения, избирательно наносит на указанный третий слой (32) в области по меньшей мере первого участка (40) указанной третьей заданной зоны (34), четвертый слой (39), содержащий второй порошковый материал (36), в частности состоящий из него, в частности, отличный от первого порошкового материала (22), так, чтобы он прилип к указанному третьему слою (32).
7. Способ по п. 6, в котором в ходе указанного четвертого этапа нанесения указанный второй узел (38) осаждения наносит указанный второй порошковый материал (36) таким образом, что по меньшей мере второй участок (41) указанной третьей заданной зоны (34), который отличается от указанного первого участка (40) указанной третьей заданной зоны (34), остается без указанного второго порошкового материала (36).
8. Способ по п. 6 или 7, в котором либо первый порошковый материал (22), либо второй порошковый материал (36) содержит керамический материал, содержащий частицы, в частности состоящий из них, с размерами от 75 до 150 мкм, в частности от 100 до 125 мкм; а другой из первого порошкового материала (22) или второго порошкового материала (36) содержит керамический материал, содержащий частицы, в частности состоящий из них, с размерами от 150 до 400 мкм, в частности от 200 до 350 мкм.
9. Способ по любому из пп. 6-8, в котором на указанном этапе подачи указанное керамическое изделие (СВ) подают через пятую станцию (42) нанесения, расположенную ниже по потоку от четвертой станции (37) нанесения; и способ также включает пятый этап нанесения, на котором третий узел (43) печати, расположенный на указанной пятой станции (42) нанесения, наносит пятый слой (44), содержащий третий материал (45), в частности состоящий из него, который содержит покрывающий материал, в частности состоит из него, по всей протяженности указанного четвертого слоя (39) таким образом, чтобы покрыть его.
10. Способ по любому из предшествующих пунктов, в котором первый порошковый материал (22) и, при необходимости, второй порошковый материал (36) содержит керамический материал, содержащий частицы, в частности состоящий из них, с размерами от 50 до 500 мкм, в частности от 75 до 350 мкм.
11. Способ по любому из предшествующих пунктов, включающий этап удаления, который выполняют на станции (46) удаления, расположенной ниже по потоку от второй станции (13) нанесения, и в ходе которого удаляют избыточный первый порошковый материал (22), в частности тот, который не прилип к первому слою (16), в частности, посредством всасывания;
в частности, станция (46) удаления расположена выше по потоку от третьей станции (14) нанесения;
в частности, способ включает дополнительный этап удаления, который выполняют на дополнительной станции удаления, расположенной ниже по потоку от четвертой станции (37) нанесения, и в ходе которого избыточный второй порошковый материал (36), в частности тот, который не прилип к указанному третьему слою (32), удаляют путем всасывания; еще более конкретно, указанная дополнительная станция удаления расположена выше по потоку от пятой станции (42) нанесения.
12. Способ по любому из предшествующих пунктов, в котором:
указанный первый этап нанесения, указанный третий этап нанесения и, при необходимости, указанный пятый этап нанесения осуществляют посредством соответствующего узла (15, 31, 43) печати, который наносит указанный адгезивный материал и/или указанный покрывающий материал посредством испускания по меньшей мере одной струи адгезивного материала или покрывающего материала; в частности, каждый узел (15, 31, 43) печати содержит струйную головку для испускания одной или более струй адгезивного материала и/или покрывающего материала; в частности, каждый узел (15, 31, 43) печати наносит цифровым способом указанный первый слой (16), указанный третий слой (32) и, при его наличии, указанный пятый слой (44, 48) для воспроизведения заданного рисунка.
13. Машина (5) для поверхностной обработки керамического изделия (СВ), имеющего по меньшей мере одну подлежащую обработке поверхность (7); машина (5) содержит:
транспортирующее устройство (11) для подачи керамического изделия (СВ) по заданному пути (Р) в направлении (А) подачи через первую станцию (12) нанесения, вторую станцию (13) нанесения, расположенную ниже по потоку от первой станции (12) нанесения, и по меньшей мере третью станцию (14) нанесения, расположенную ниже по потоку от второй станции (13) нанесения;
первый узел (15) печати, который расположен на первой станции (12) нанесения и выполнен с возможностью нанесения первого слоя (16), содержащего первый материал (17), в частности состоящего из него, который содержит, в частности представляет собой, адгезивный материал, по меньшей мере на первую заданную зону (18) указанной подлежащей обработке поверхности (7);
узел (20) осаждения, расположенный на второй станции (13) нанесения и выполненный с возможностью избирательного нанесения второго слоя (21), содержащего первый порошковый материал (22), в частности состоящего из него, на указанный первый слой (16);
блок (25) управления, выполненный с возможностью управления, в частности цифровым способом, указанным первым узлом (20) осаждения таким образом, что указанный первый узел (20) осаждения наносит указанный второй слой (21) в области по меньшей мере первого участка (23) указанной первой заданной зоны (18) таким образом, что он прилипает к указанному первому слою (16), и таким образом, чтобы не покрыть по меньшей мере часть второй заданной зоны (24) указанной подлежащей обработке поверхности (7); и
второй узел (31) печати, расположенный на указанной третьей станции (14) нанесения и выполненный с возможностью избирательного нанесения третьего слоя (32), содержащего второй материал (33), в частности состоящего из него, который содержит адгезивный и/или покрывающий материал, в частности состоит из него, на указанный второй слой (21) в третьей заданной зоне (34), которая содержит, в частности представляет собой, по меньшей мере часть указанного первого участка (23) первой заданной зоны (18).
14. Машина (5) по п. 13, в которой, когда указанный второй материал (33) является адгезивным материалом, указанный заданный путь (Р) проходит по меньшей мере через четвертую станцию (37) нанесения, расположенную ниже по потоку от третьей станции (14) нанесения; и указанная машина (5) содержит второй узел (38) осаждения, расположенный на указанной четвертой станции (37) нанесения и выполненный с возможностью избирательного нанесения четвертого слоя (39), содержащего второй порошковый материал (36), в частности состоящего из него, на указанный третий слой (32);
указанный блок (25) управления выполнен с возможностью управления, в частности цифровым способом, указанным вторым узлом (38) осаждения таким образом, что указанный второй узел (38) осаждения наносит указанный второй порошковый материал (36), в частности, отличный от первого порошкового материала (22), в области по меньшей мере первого участка (40) указанной третьей заданной зоны (34) таким образом, что он прилипает к указанному третьему слою (32).
15. Машина (5) по п. 14, в которой указанный заданный путь (Р) проходит через пятую станцию (42) нанесения, расположенную ниже по потоку от указанной четвертой станции (37) нанесения, и машина (5) содержит третий узел (43) печати, расположенный на указанной пятой станции (42) нанесения и выполненный с возможностью нанесения пятого слоя (44), содержащего третий материал (45), в частности состоящего из него, который содержит покрывающий материал, в частности состоит из него, на всей протяженности указанного четвертого слоя (39) таким образом, чтобы покрывать его.
16. Машина (5) по любому из пп. 13-15, в которой каждый узел (20, 38) осаждения содержит соответствующий контейнер (27), который выполнен с возможностью содержать порошковый материал (22, 36) и имеет выходное отверстие (28), продольная протяженность которого является поперечной, в частности перпендикулярной, направлению (А) подачи; и соответствующее множество распределительных элементов (29), которые расположены последовательно вдоль выходного отверстия (28) и каждый из которых управляется независимо от других, так что порошковый материал (22, 36) проходит через зону указанного дополнительного выходного отверстия (28), где он расположен.
| WO 2018211435 A1, 22.11.2018 | |||
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2606142C2 |
| СПОСОБ ПРОХОЖДЕНИЯ ОТНОСИТЕЛЬНО ШИРОКОГО СУДНА ЧЕРЕЗ ЛЕДОВОЕ ПОЛЕ, ЛЕДОКОЛ | 1998 |
|
RU2205768C2 |
| СТЕНОВОЙ БЛОК (ВАРИАНТЫ), МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ, ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ И ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ БЛОКОВ | 2011 |
|
RU2465415C1 |
| WO 2018015978 A1, 25.01.2018 | |||
| WO 2014037823 A1, 13.03.2014. | |||
