Все без исключения притязания на приоритет, рассмотренные в информационном листке заявки, или любое в нем исправление, включены, тем самым, посредством ссылки в соответствии с 37 CFR 1.57. Настоящая заявка на патент испрашивает приоритет на основании предварительной заявки на патент США №62/489878, поданной 25 апреля 2017 года, предварительной заявки на патент США №62/541610, поданной 4 августа 2017 года, предварительной заявки на патент США №62/569374, поданной 5 октября 2017 года, предварительной заявки на патент США №62/613744, поданной 4 января 2018 года, и предварительной заявки на патент США №62/621465, поданной 24 января 2018 года. Каждая из перечисленных заявок на патент в полном объеме включена в настоящий документ посредством ссылки, и, тем самым, каждая из указанных заявок явным образом составляет часть настоящего описания изобретения.
ОБЛАСТЬ ТЕХНИКИ
Резиновую крошку, полученную из утилизируемых шин, подвергают процессу, включающему сульфидный метатезис, вызванный фазной ретикуляцией. В указанном процессе используют реакционноспособный компонент, который мешает серным связям. Полученная в результате резина, подвергнутая взаимосвязанному замещению, проявляет свойства, аналогичные свойствам исходной композитной резиновой структуры перед гранулированием или других полимерных материалов и подходит для применения при изготовлении новых шин, спроектированных резиновых изделий и резиноасфальта для использования при гидроизоляции и укладке дорожных покрытий.
УРОВЕНЬ ТЕХНИКИ
В 2015 году на рынках конечного применения сбыт отработанных шин, произведенных в США, составлял 87,9% по массе. Общий объем отработанных шин, потребляемый на рынках конечного применения в США, достигал приблизительно 3551 тысяч тонн шин. По оценкам RMA (Ассоциации производителей каучука) в 2015 году в США было произведено примерно 4038 тысяч тонн шин. Из них 25,8% использовались для производства измельченной резины, 48,6% для производства получаемого из шин топлива, 11,4% были утилизированы на земле, 7,0% использовались в гражданском строительстве и 7,1% было израсходовано на разные цели (0,7% в электродуговых печах, 1,3% в мелиоративных системах, 2,6% было экспортировано и 2,6% было израсходовано на другие цели). В 1990 году было израсходовано только одиннадцать процентов шин в расчете на шину. Положительные результаты, наблюдаемые на рынках конечного применения в 2015 году, являлись в основном результатом высоких показателей применения TDF (получаемого из шин топлива) и пониженного экспорта. В долгосрочной перспективе необходимость расширения всех экономически жизнеспособных и экологически безопасных рынков для отработанных шин все еще является важнейшей задачей. Отработанные шины потреблялись на различных рынках отработанных шин, в том числе для производства топлива, получаемого из шин, в гражданском строительстве и в отраслях, связанных с применением измельченной резины. Оставшиеся ежегодно производимые шины потребили другие более мелкие рынки и легальные захоронения отходов.
Основные рынки отработанных шин включают получаемое из шин топливо, измельченную резину, гражданское строительство и другие рынки. В отраслях, связанных с применением получаемого из шин топлива, отработанные шины используют как более чистую и экономичную альтернативу углю в качестве топлива в цементных печах, на целлюлозно-бумажных комбинатах и в промышленных и бытовых котлах. В отраслях, связанных с применением измельченной резины, используют приблизительно 1020 тысяч тонн отработанных шин или более 25 процентов от объема генерируемых ежегодно отработанных шин. Измельченную резину получают путем измельчения отработанных шин с получением кусков определенного размера. Отрасли, связанные с применением измельченной резины, включают новые резиновые продукты, покрытие игровых и других спортивных площадок и модифицированный резиной асфальт. Измельченная резина также включает более крупные куски резины, используемые в качестве мульчи при создании искусственного ландшафта и амортизационного сыпучего материала для игровых площадок. Рынок игровых площадок и мульчи в этот период был самым динамичным сегментом на рынке измельченной резины. На рынке асфальтов используют измельченную резину для модификации асфальтового вяжущего вещества, используемого при укладке дорожного покрытия, что позволяет обеспечить более бесшумные и более прочные дороги. Рынок гражданского строительства потребляет приблизительно 274 тысяч тонн шин в год, примерно 7,7 процентов от общего количества шин на рынке, и состоит из кусков шин, применяемых при строительстве дорог и мусорных свалок, площадок для выщелачивания септических резервуаров, альтернативной промежуточной грунтовой засыпки и в других отраслях строительства. Существуют дополнительные более мелкие рынки для отработанных шин, которые потребляют приблизительно 7% ежегодно генерируемых отработанных шин. Такие рынки включают шины, используемые в электродуговых печах (при производстве стали), профессионально спроектированные брикеты из шин и продукты, штампованные, прессованные или высеченные из отработанных шин. Общее количество шинной резины, потребляемой на рынках измельченной резины, составляет примерно 1,36 миллиардов фунтов (примерно 0,62 миллиарда кг). Общее количество отработанных шин, направленных на указанные рынки измельченной резины, составляет примерно 1,02 миллионов тонн (62 миллиона шин). Процент от всего количества в фунтах измельченной резины, потребленной на рынке в 2015 году, составляет: покрытия спортивных площадок 25%, мульчи для игровых площадок 22%, формованные/экструдированные продукты 35%, асфальт 15%, автомобильная промышленность 2% и экспорт 1%.
Исторически сложилось таким образом, что запасы отработанных шин начали создаваться примерно в 1960-х и 1970-х годах, когда шины перестали направлять на свалки, а рынки переработки для них не работали. Запасы оказались подвержены катастрофическим пожарам, которые привели к загрязнению воздуха и воды.
Мировое производство резиновых шин ответственно за образование приблизительно 99% от мирового объема отходов в виде отслуживших свой срок (EOL) шин. Ежегодно образуется примерно 1,1 миллиарда отработанных шин, что приближенно соответствует 12 миллионам тонн отработанных шин. Вследствие жестких физических свойств, требующихся от новой шины, шины представляют собой тщательно спроектированное переплетение стальных и волокнистых кордов с резиновой смесью, наполненной минералами и углеродом, которые все сшиты с получением высоковязкон структуры. Разложение EOL шины до ее исходных основных элементов представляет собой сложную задачу. Потенциально самый ценный компонент - резину - особенно трудно регенерировать из-за процесса вулканизации, которому ее подвергают. В результате EOL шины, которые более не подходят для применения на транспортных средствах вследствие износа или необратимого повреждения, обычно либо подвергаются пиролизу (например, для выработки энергии для применения в производстве цемента), либо измельчаются для применения в качестве наполнителя (например, в асфальтовом дорожном покрытие, новых шинах, строительных материалах или материалах, применяемых при создании искусственного ландшафта).
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Хотя разработке способов девулканизации вулканизированной резины, например, шинной резины, были посвящены обширные исследования, до сих пор не был разработан способ переработки или превращения шинной резины в коммерчески жизнеспособный продукт, обладающий свойствами, аналогичными свойствам исходной композитной резины.
Способ взаимосвязанного замещения, используемый для извлечения, утилизации или превращения натурального каучука или синтетического каучука в изношенных шинах и других отходах вулканизированной резины, обеспечивает возможность получения дешевого источника качественного натурального каучука или синтетического каучука. Такие регенерированные материалы могут иметь свойства, аналогичные или даже превосходящие свойства продукта, из которого они получены. Резину, подвернутую процессам, описанным в настоящем документе, различным образом называют в настоящем документе «обработанной резиной», «активированной резиной», «взаимосвязано-замещенной резиной», «PTR резиной (пульверизированной шинной резиной)», «постреакторной измельченной шинной резиной», «резиной, полученной из резиновой крошки EOL шин» или т.п.
Одной из задач способов, описанных в настоящем документе, является обработка вулканизированных резиновых продуктов или других сшитых резиносодержащих продуктов, например, входящих в состав отслуживших свой срок (EOL) резиновых шин, с получением формы, подходящей для применения в качестве сырьевого материала при производстве промышленных изделий, которые обычно изготавливают из исходного натурального каучука, подвергнутого вулканизации, например, при производстве новых шин или других продуктов из вулканизированной резины. Вулканизированную резину, подвергнутую описанным в настоящем документе способам, как правило, обеспечивают в виде обычно доступных частиц резины отслуживших свой срок измельченных шин (GTRP) с размером 30 меш. Такую резину подвергают способу, посредством которого она превращается в сшитый перегруппированный фрагмент размером от 5 до 10 мкм, при этом указанный микро-фрагмент можно изготовить повторно в виде монолитной макроструктуры, характеризующейся взаимопроникающей эластомерной сеткой, проявляющей физические свойства, по существу аналогичные макроструктурным свойствам исходной резины EOL шин до уменьшения размера частиц до 30 меш.
Для достижения одной или более различных целей способов, описанных в настоящем документе, успешно осуществляют две взаимозависимые, параллельные и почти одновременные, взаимодействующие системы обработки. Для обеспечения требуемого конечного результата управление процессами может необязательно включать управление данными в реальном времени и/или посредством послеоперационного анализа интеграции фрагмента микронного размера в готовый продукт, макроструктуру(ы).
В первой системе обеспечивают водный химический раствор, в который погружают частицу. Водный химический раствор действует таким образом, что происходит диссоциация поперечного серного мостика из боковой связи эластомера способом, который способствует образованию предзародышей на боковом участке для последующей перегруппировки и сшивания. Такая диссоциация позволяет в значительной степени сохранить сульфидный мостик в виде неповрежденной и связанной «привязи» на сопутствующей, параллельной не боковой основной цепи, к которой он был первоначально прикреплен (например, при вулканизации).
Во второй системе используют электромагнитно-механическую систему, которая деформирует частицу под действием напряжения до достижения порога деформации субгистерезиса. Это максимизирует воздействие водного химического раствора на места сшивания эластомера, так что химический реагент из водного химического раствора может работать с пикосекундной скоростью с осуществлением диссоциативного замещения, описанного в первой системе.
Полностью вулканизированные GTRP демонстрируют существенную упругость при деформации вдоль всех трех осей. Такая упругость наблюдается независимо от того, является ли внешняя сила механической силой сжатия, механической силой растяжения, механической силой кручения или силой электромагнитной природы. Такая упругость проявляется в быстром восстановлении размеров и диэлектрического основного состояния(й) резины. Такая упругая деформация представляет собой интерактивный продукт двух взаимозависимых систем обработки, описанных выше, которые являются более быстрыми, чем цикл деформация-релаксация, включая подходящую координацию.
Объединенный исследовательский центр (JRC) ЕС недавно в декабре 2017 года опубликовал исследование, посвященное дефицитным сырьевым материалам (CRM), в котором перечислены 27 материалов, характеризующиеся перебоями в поставках; перебоями, которые приведут к значительной потере экономической устойчивости. Натуральный каучук (ПК) был перечислен в качестве одного из 27 материалов. Способ, предложенный в настоящем документе, может предоставить до 70% от недостатка натурального каучука, упомянутого в исследовании CRM.
Согласно первому аспекту предложен способ получения модифицированной резины, включающий: введение водной суспензии, содержащей частицы вулканизированной резины и металлоорганическое соединение, в электромеханический реактор, выполненный с возможностью создания среды фазового пространства путем кавитации с тем, чтобы вызвать расслоение резиновой матрицы внутри частиц вулканизированной резины в координации с разрывом сульфидных связей.
Согласно одному из вариантов реализации первого аспекта предложенный способ дополнительно включает восстановление сульфидных связей с формированием внутри матрицы сшитых серными мостиками, перегруппированных слоистых структур.
Согласно одному из вариантов реализации первого аспекта расслоение вызвано тем, что часть жестких сульфидных мостиков частиц вулканизированной резины у исходного метильного карбокатиона становятся несвязанными, оставаясь при этом привязанными у исходного аллильного карбокатиона.
Согласно одному из вариантов реализации первого аспекта металлоорганическое соединение содержит металл с октаэдрической молекулярной геометрией.
Согласно одному из вариантов реализации первого аспекта металлоорганическое соединение содержит ион металла, выбранный из группы, состоящей из Со2+, Cu2+, Ni2+, Zn2+ и Mn2+.
Согласно одному из вариантов реализации первого аспекта металлоорганическое соединение содержит органический анион в качестве лиганда для иона металла.
Согласно одному из вариантов реализации первого аспекта органический анион содержит ацетат-ион.
Согласно одному из вариантов реализации первого аспекта металлоорганическое соединение представляет собой ацетат меди.
Согласно одному из вариантов реализации первого аспекта металлоорганическое соединение представляет собой соль металла, претерпевающую фазовый переход от твердого до жидкого или парообразного состояния в диапазоне температур от 100 до 150°С.
Согласно одному из вариантов реализации первого аспекта температуру в электромеханическом реакторе поддерживают на уровне окружающей среды с помощью охлаждающей рубашки или охлаждающих змеевиков.
Согласно одному из вариантов реализации первого аспекта размер частиц крошки вулканизированной резины составляет более 200 меш.
Согласно второму аспекту предложен электромеханический реактор, содержащий: ротор, имеющий множество пазов; и статор, при этом указанный электромеханический реактор выполнен с возможностью создания среды фазового пространства путем образования смеси увлеченного воздуха, металлоорганического соединения и частиц измельченной шинной резины в жидкости, подвергающейся кавитации.
Согласно третьему аспекту предложена гетерогенная матрица на основе резины, содержащая взаимопроникающую сетку из двух или более эластомеров, при этом указанная сетка содержит сшитые серными мостиками, перегруппированные переплетенные слоистые структуры, среднее расстояние между которыми составляет от 10 нм до 5 мкм, при этом каждая слоистая структура содержит один из двух или более эластомеров.
Согласно одному из вариантов реализации третьего аспекта между слоистыми структурами диспергированы частицы сажи.
Согласно одному из вариантов реализации третьего аспекта два или более эластомера содержат исходный натуральный каучук и эластомер, полученный из измельченной шинной резины.
Согласно одному из вариантов реализации третьего аспекта два или более эластомера содержат исходный натуральный стирол-бутадиеновый/бутадиеновый каучук и эластомер, полученный из измельченной шинной резины.
Согласно одному из вариантов реализации третьего аспекта два из двух или более эластомеров имеют разные химические структуры основной цепи.
Согласно одному из вариантов реализации третьего аспекта два из двух или более эластомеров, имеющих разные химические структуры основной цепи, тесно сплетены, а затем сшиты отдельно друг от друга.
Согласно четвертому аспекту предложен лист из гетерогенной матрицы на основе резины согласно третьему аспекту или любому из его вариантов реализации.
Согласно одному из вариантов реализации четвертого аспекта лист проявляет анизотропию в отношении предела прочности при растяжении по длине к пределу прочности при растяжении по ширине, при этом анизотропия предела прочности при растяжении по длине к пределу прочности при растяжении по ширине составляет от 1,1:1 до 3:1.
Согласно пятому аспекту предложена слоистая структура, содержащая множество листов согласно четвертому варианту реализации.
Согласно одному из вариантов реализации пятого аспекта толщина каждого из листов составляет от 10 до 70 мкм.
Согласно одному из вариантов реализации пятого аспекта каждый из листов получен путем наплавления в вакууме и сшит с соседним листом.
Согласно одному из вариантов реализации пятого аспекта каждый из листов ориентирован под углом от 30 до 45 градусов к анизотропному зерну соседнего листа.
Согласно шестому аспекту предложена композитная структура измельченных резиновых шин, имеющая несвязанную, рептационную внутреннюю морфологию, при этом часть содержащихся в ней жестких сульфидных связей является каждая привязанной у исходного аллильного карбокатиона и несвязанной у исходного метального карбокатиона.
Согласно седьмому аспекту предложена вулканизированная резина, в которой часть содержащихся в ней жестких сульфидных связей является каждая привязанной у исходного аллильного карбокатиона и несвязанной у исходного метального карбокатиона, и в которой часть полимерной основной цепи в вулканизированной резине замещена ацетатным фрагментом.
Согласно восьмому аспекту предложена резиновая шина, в которой от 3% по массе до 15% по массе резины в шине получено способом, по существу описанным в настоящем документе.
Согласно девятому аспекту предложена резиновая шина, в которой от 15% по массе до 100% по массе резины в шине получено способом, по существу описанным в настоящем документе.
Согласно десятому аспекту предложен протектор шины, содержащий от 10% по массе до 50% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Согласно одиннадцатому аспекту предложена боковина шины, содержащая от 10% по массе до 100% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Согласно двенадцатому аспекту предложено резиноасфальтовое связующее вещество, содержащее от 5% по массе до 95% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Согласно тринадцатому аспекту предложена асфальтовая эмульсия, содержащая от 5% по массе до 95% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Согласно четырнадцатому аспекту предложен асфальтовый кровельный материал, содержащий от 5% по массе до 95% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Согласно пятнадцатому аспекту предложена взаимосвязано-замещенная резина, по существу описанная в настоящем документе.
Согласно шестнадцатому аспекту предложен протектор шины, боковина шины, кровельная мембрана, изоляционная лента с высокой диэлектрической проницаемостью, облицовка бака, облицовка резервуара, траншейная крепь, опорная поверхность моста, обмотка жгута проводов, самосклеивающаяся обмотка жгута проводов, обувные подошвы, резиновые сапоги, изоляционная лента, гидроизоляционный материал для фундамента, гидроизоляционный материал для крытой автостоянки, шланг, ремень или отливка, содержащие взаимосвязано-замещенный резиновый продукт, описанный в настоящем документе.
Любой из указанных признаков варианта реализации согласно первому -шестнадцатому аспектам применим ко всем аспектам и вариантам реализации, описанным в настоящем документе. Кроме того, любой из перечисленных признаков варианта реализации согласно первому - шестнадцатому аспектам может быть независимо частично или полностью объединен с другими вариантами реализации, описанными в настоящем документе, любым способом, например, один, два или три или более вариантов реализации можно объединить полностью или частично. Кроме того, любой из признаков варианта реализации согласно первому - шестнадцатому аспектам может быть сделан необязательным для других аспектов или вариантов реализации. Любой аспект или вариант реализации способа может быть выполнен системой или устройством согласно другому аспекту или варианту реализации, и любой аспект или вариант реализации системы или устройства может быть выполнен с возможностью осуществления способа согласно другому аспекту или варианту реализации.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 показана среда электромеханического реактора (EMRE), содержащая ротор 101, статор 102 и пазы/кавитационные порталы 103, объединенные для создания траектории 104 потока суспензии частиц измельченной шинной резины (GTRP).
На фиг. 2 показан процесс получения суспензии GTRP для EMRE, изображенного на фиг. 1, при применении погруженной верхней части 202 EMRE в смесительном резервуаре 201.
На фиг. 3А показан процесс прохождения GTRP «туннеля фазового пространства», в котором применяют дифференциально-циклическое, механическое напряжение и стерическую поляризацию поля.
На фиг. 3В показан туннель 303 фазового пространства между ротором 301 EMRE и компрессионным затвором 302.
На фиг. 3С показан эффект быстрого сжатия-растяжения-уменьшения сжатия GTRP.
На фиг. 4А показан процесс кавитации, создаваемой ротором 401 EMRE и компрессионным затвором 203 при прохождении увлеченного воздуха 406, GTRP 405 и водной металлорганической матрицы 407 через компрессионный затвор.
Фиг. 4В содержит технологические регулируемые переменные параметры для регулирования условий в зоне туннеля фазового пространства.
На фиг. 4С приведена таблица, в которой перечислены регулируемые переменные параметры суспензии GTRP.
На фиг. 4D приведена таблица, в которой перечислены технологические регулируемые переменные параметры EMRE.
На фиг. 5А схематически изображен хемотактический эффект привязки сульфидных мостиков.
На фиг. 5В приведена иллюстрация стабильности карбокатиона.
На фиг. 6А приведено краткое описание получения суспензии GTRP.
На фиг. 6В приведен процесс образования лигандов из металлоорганического соединения в способе согласно одному из вариантов реализации.
На фиг. 7А приведена морфология вулканизированных GTRP в основном состоянии, GTRP, кондиционированных в EMRE, и регенерированной взаимопроникающей эластомерной сетки обработанной резины.
На фиг. 7В приведена блок-схема получения монолитной макроструктуры резины, содержащей регенерированную взаимопроникающую эластомерную сетку.
На фиг. 8А изображен параллельный проточный реактор непрерывного действия для микросинтеза (PCMR).
На фиг. 8В показана конфигурация компактной трубки для применения, например, b PCMR.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ
Приведенное ниже описание и примеры подробно иллюстрируют один из вариантов реализации настоящего изобретения. Специалистам в данной области техники будет понятно, что существуют многочисленные варианты и модификации настоящего изобретения, которые включены в его объем. Соответственно, описание одного из вариантов реализации не следует рассматривать как ограничение объема настоящего изобретения.
Введение
В условиях окружающей среды частица отслужившей свой срок (EOL) измельченной шинной резины (GTR) с размером приблизительно 600 мкм (30 меш) имеет поперечное сечение, соответствующее либо поперечному сечению протектора старой шины или поперечному сечению боковины шины, либо их комбинации. В общем случае такую резину можно охарактеризовать как гетерогенную матрицу взаимопроникающей, сшитой эластомерной сетки, заполненную неорганическими веществами, в первую очередь, углеродом. В зависимости от того, является ли она по происхождению первоначально резиной протектора или боковины шины, первичные перепутанные эластомеры будут представлять собой натуральный каучук (NR) или стирол-бутадиеновый/бутадиеновый каучук (BRS-BR), при этом BR и S-BR обычно содержатся в большем количестве по массе в протекторе для улучшения износа, тогда как в боковине содержание резины смещено в сторону NR для улучшения гибких свойств. В общем случае поперечную связь можно описать как элементарную серу и/или координационное соединение, включающее серу в качестве его основного элемента, например, полисульфидное химическое соединение.
Во время изготовления шин взаимопроникающие эластомерные сетки формируют путем последовательного сшивания доминирующего эластомера (NR или S-BR) с последующим сшиванием вторичного эластомера таким образом, чтобы вторичный эластомер «изгибался» для адаптирования к уже вулканизированному первичному эластомеру с более высокой прочностью. Такой способ придает механические характеристики, которые сохраняются в отдельной частице GTR.
Одна шина транспортного средства после удаления стали и волокнистой арматуры обеспечит приблизительно шестнадцать фунтов (16 фунтов) (примерно 7,3 кг) годной для повторного применения GTR (измельченной шинной резины), а с учетом шин для грузовых автомобилей еще больше. Ежегодно в мире получают более одного миллиарда EOL шин. Примерно 50% потребляется в качестве дешевого топлива. При наличии возможности, максимизация повторного применения такого сырьевого материала ради его признанных механических свойств представляет собой существенную проблему, однако в тех случаях, когда такая проблема решена, фиксируют степень рекуперации вплоть до 200:1 при сравнении возможного повторного применения такого сырьевого материала при изготовлении новых шин с потреблением в печи из-за его теплосодержания.
Примечательно, что недавние подробные исследования экологических преимуществ такой инверсии максимального использования EOL-GTR предсказывают возможность уменьшения вклада атмосферного углерода на величину, эквивалентную закрытию 14 электростанций, работающих на угле (300000 железнодорожных вагонов угля), или удалению с дорог шести миллионов транспортных средства или насаждению дополнительных 62 миллионов акров леса (примерно 25 миллионов гектар) (что эквивалентно площади размером в штат Аризона) для улавливания углерода. Соответственно, одна из задач способов и композиций, описанных в настоящем документе, состоит в получении частиц GTR таким образом, чтобы их можно было воссоединить с аналогичными частицами или материалами с получением монолитной структуры, которую можно интегрировать в полный спектр промышленных резиновых изделий, производимых по всему миру.
Предложен способ, позволяющий достичь цель, состоящую в получении, улучшении и затем рекомбинации частицы (частиц) GTR таким образом, чтобы отдельные сложные гетерогенные сшитые фрагменты были встроены во вновь перепутанную монолитную структуру, в основном состоящую из первоначальной GTR; с однородными механическими свойствами, которые по меньшей мере эквивалентны свойствам резиновой матрицы целой шины перед процессом гранулирования. Достижение такой цели подтверждается конечным продуктом, который повторно вводят на рынок в качестве сырья для производства новых шин и промышленных резиновых изделий.
Макрохарактеристики частицы измельченной шинной резины можно рассматривать с точки зрения того, что она немного похожа на яйцо, которое было взбито, и, следовательно, оно никогда не может стать не взбитым. Аналогичным образом, такую частицу можно рассматривать как старый автомобиль, который был расплющен на заводе по утилизации, так что его невозможно когда-либо разогнуть до его первоначальной спецификации. В некоторой степени обе такие метафоры имеют свои достоинства. Однако при ближайшем рассмотрении становится очевидным перечень необычных механических свойств и условий, которые, если их использовать, дают возможность извлечь такой сложный ресурс коммерческим и технически жизнеспособным способом; в результате чего происходит полное восстановление ресурса.
В GTR свойства и условия для такой возможности включают следующее. Существует значительный запас несвязанных восьмичленных колец серы. Предыдущие побочные продукты химических реакций ускорителя были разложены таким образом, их можно было ослабить и они не мешали дальнейшим процессам сшивания. Существующую плотность сшивания и длину серной связи можно точно определить с помощью химического зонда (химического реагента, разрушающего узлы полимерной сетки). Из-за петлевых поперечных связей в единственной молекулярной основной цепи в пределах плотности взаимопроникновения имеет место существенная, восстанавливаемая, неэффективная эластичность. Оригинальная, новая морфология шины претерпела серьезные физические проблемы, приводящие к отжигу оставшейся структуры. В результате процесса измельчения в условиях окружающей среды получают береговую линию с очень сильно развитой поверхностью частиц. В перепутанной полимерной структуре(ах) остается значительное количество неиспользованных участков аллильного водорода и углерода. Образование классического поперечного серного мостика в полной мере подтверждено, что обеспечивает специализированную механистическую модель для подхода к восстановлению ресурсов.
Стратегические усилия с применением указанных свойств и условий состоят в том, чтобы 1) аккуратно распаковать плотную композитную структуру GTR, 2) переместить наименее устойчивую точку крепления поперечной связи без неблагоприятного изменения молекулы эластомера или серного мостика, 3) установить дополнительный рецептор первичного полимера на участке дислокации, затем 4) после механически индуцированного отслаивания суб-частиц повторно сшить первоначальный навесной серный мостик на восприимчивых участках дислокации вдоль основной цепи эластомера.
Без помощи элементная сера будет медленно сшивать функциональные полимеры резины, но такой процесс является слишком медленным и имеет слишком много проблем с конечными свойствами, чтобы стать коммерчески реалистичной альтернативой коммерчески успешному процессу вулканизации. Вулканизация, описанная в настоящем документе, относится к ускоренному процессу серной вулканизации, которую применяют на практике при промышленной вулканизации.
Серная вулканизация была открыта Чарльзом Гудьиром в 1839 году. Через 178 лет после разработки стало общепризнанным, что такие процессы являются сложными и приводят к образованию поперечного серного мостика между соседними, взаимопроникающими полимерами резины.
Указанные мостики в свою очередь придают эластомерному материалу механические свойства, которые имеют решающее значение для цивилизации. Однако был достигнут большой успех и многие определенные элементы такого прогресса хорошо известны.
Хотя долгое время считалось, что свободнорадикальный механизм представляет собой контролирующее явление, совсем недавно, с появлением более совершенных способов исследования скрытых процессов, не было обнаружено убедительных доказательств присутствия первичных теоретических радикалов, необходимых для подтверждения такого механизма. Напротив, с помощью аналогичных усовершенствованных способов исследования процессов был предсказан и подтвержден ионный механизм. Поскольку современный процесс вулканизации включает смешивание многих химических компонентов в начале указанного процесса, каждый компонент (комбинация) со своим собственным путем химической реакции, вполне вероятно, что как радикальный, так и ионный механизмы являются активными, но анализ показывает, что ионный механизм преобладает.
Типичным примером (% по массе) смеси, полученной из NR-BR шины, является: NR 80%, BR 20%), ZnO 5%, стеариновая кислота 2%, диоксид кремния-тальк 3%, сажа 55%, ароматическое масло 10%, элементная сера 1,7%, N-циклогексил-2-бензотиазол сульфенамид (CBS - ускоритель) 1,2%, 2-(4-морфолинотио) бензотиазол (MBS -ускоритель) 1,1% и N-трет-бутил-2-бензотиазол сульфенамид (TBBS - ускоритель) 1,1%.
Процесс начинается в нагретой пресс-форме после того как компоненты рецепта шины были тщательно распределены и диспергированы. Процесс вулканизации можно наблюдать в виде трех последовательных событий: 1) образование комплекса ускорителя в результате химических реакций, 2) образование предшественника сшивания и 3) завершение сшивания.
Образование ускорителя
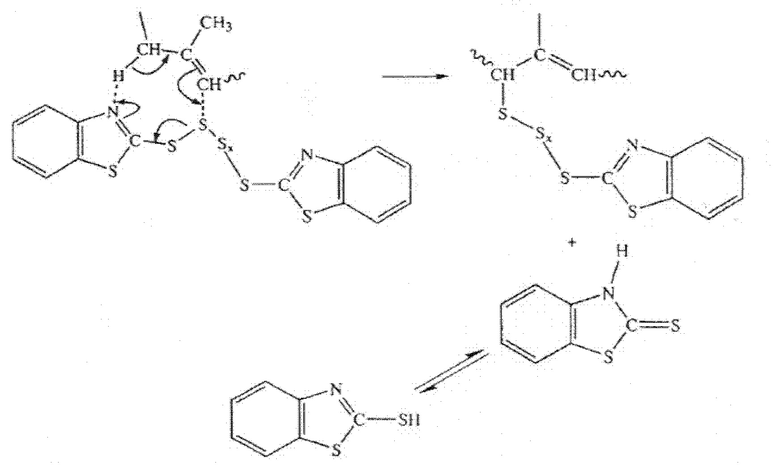
При применении, например, популярной модели ускорителя 2-меркаптобензотиазола (МВТ) существует консенсус в отношении того, что сульфонамидный ускоритель в присутствии серы разлагается при нагревании с образованием МВТ и соответствующего амина. Затем МВТ постепенно взаимодействует с оставшимися молекулами сульфенамида с автокаталитическим образованием 2,2'-дитиобензотиазола (MBTS) и высвобождением, тем самым, молекул амина. Далее MBTS взаимодействует с элементарной серой с образованием полисульфида в качестве активного сульфитирующего агента (источника ионов персульфония). Возможный механизм реакции образования предшественника приведен ниже.
Получение предшественника сшивания
Такая реакция второй стадии, потребляющая недавно образованное промежуточное соединение ускорителя, связанное с обоими концами образующейся серной цепочки, начинается, когда сульфурирующий агент взаимодействует с боковой структурой, присоединенной к эластомерной молекулярной цепи изопрена или бутадиена, с образованием иона персульфония (I). Затем полученный ион персульфония взаимодействует со второй молекулой изопрена или бутадиена путем захвата аллильного водорода с образованием полимерного метального карбокатиона. Полученное промежуточное соединение, также называемое политио-меркапбензотиазильной группой, вводит мономерную серу в положение связывания в боковой группе, которое новый карбокатион превращает в двойную связь за счет добавления анионов. В конечном счете, такое образование конечной двойной связи происходит путем разложения сульфенамида с образованием неисследованных изомеров вблизи участка реакции.
Формирование поперечной связи
На последней стадии основная цепь соседней цепи резинового полимера атакуется в положении аллильного углерода, которое чувствительно к карбокатиону из-за полисульфидной группы, связанной с оставшимся «концом» цепочки элементарной серны. Длина серной цепочки в окончательной сшитой форме может составлять до двадцати (20) атомов, но обычно не превышает (7) атомов. Серный мостик может содержать отдельные атомы, но обычно содержит одно или несколько восьмичленных колец элементарной серы (S8). Более длинные цепи могут укорачиваться, когда время и температура отверждения выходят за границы времени и температуры окончания сшивания; или во время сопутствующего процесса отжига. Важно отметить, что никакая сульфидная цепь не может образоваться до тех пор, пока «фрагмент» другого диссоциированного соединения серы не прикрепится к участку предшественника. На кривой реометрии с пуансоном (MDR) обнаружена только последняя стадия образования поперечных связей.
Определение характеристик конечного сшивания
Плотность и тип сшивания определяют с применением способа химического набухания и химического зонда, соответственно; или с помощью спектроскопии.
Плотность сшивания цепи эффективной с точки зрения эластичности сетки можно рассчитать с помощью уравнения Флори-Ринера после эмпирического получения данных. Затем этот же локализованный образец, используемый для определения плотности сшивания, подвергают воздействию пиперидин-пропан-2-тиола в качестве химического зонда (РРТСР), с помощью которого определят долю сульфидных поперечных связей (S>3). Дальнейшая обработка этого же образца РРТСР с применением пиперидин-гексан-1-тиола в качестве химического зонда, позволяет выявить соотношения дисульфидных и моносульфидных поперечных связей. Затем можно вычислить процентное содержание каждой связи в процентах от исходной плотности сшивания и, что полезно, сравнить с кривой MDR.
С MAS NMR спектры (спектры С-ЯМР с вращением образца под магическим углом) проходят перекрестную проверку способом(ами) с применением химического зонда, при этом регистрируют резонансные пики полисульфида и моносульфида при 57,5 и 50,4 ppm, соответственно (структуры типа В2 в качестве примера); и резонансные пики 37,3, 44,7, 48,2, 49,6, 50,6, 52,5, 54,8 и 57,5 ррm при применении половины суммы перечисленных площадей и получают плотность сшивания.
Оценка вероятностей петлеобразования
Когда между соседними полимерными цепями происходит сшивание, это придает резиновому композиту эластичность и модуль упругости при сдвиге. Однако когда поперечная связь образуется в одной и той же полимерной цепи, она образует петлю и становится неэффективной с точки зрения эластичности и ее можно охарактеризовать как дефект или слабое место в структуре вулканизированной резиновой матрицы. Детальный анализ вероятности образования петель показывает, что появление такого нежелательного состояния происходит в данной промышленно вулканизированной резине в диапазоне от 5 до 15% от общего количества поперечных связей. В зависимости от местоположения нежелательной поперечной связи образовавшая петлю молекулярная цепь полимера может превратить от 5 до 20% резинового полимера в неэффективный циклический углеводород. Следует отметить, что повторная эластомерная морфология GTRP, обработанных способами согласно предложенным вариантам реализации настоящего изобретения, снижала подверженность такому явлению.
Общепринятое применение резиновых отходов в шинах
За исключением обрезков резины, полученных до окончательного нагревания и сшивания новых шин, согласно оценкам менее 0,0004% по массе всех EOL шин повторно включают в маточную смесь, используемую для производства новых шин. Такое повторное включение при применении очень мелкой, обработанной криогенным способом измельченной резины, полученной из EOL шин, было успешно осуществлено при загрузках маточной смеси до 3% по массе. Загрузка обработанной измельченной резины, полученной из EOL шин, в количестве большем, чем указано, до сих пор не была практически осуществима, поскольку при более высоких уровнях загрузки физические свойства, необходимые при применении новых шин, не соответствуют требованиям. Производство шин обычно начинается с базовой формулы компонентов, разработанной путем выбора сырьевого материал(ов). Затем ее доводят до маточной смеси в смесительном оборудовании с высоким сдвигом. Как правило, маточную смесь получают в два этапа: основной цикл и конечный цикл. В основном цикле объединяют различные виды резины, которые вводят в виде небольших брикетов или листов и смешивают с мелкодисперсными порошками сажи и минералов, а также с небольшим количеством технологического масла(масел). Такую стадию выполняют при высокой температуре, необходимой для понижения вязкости резиновых элементов, так что плохо текучие элементы порошка могут быть равномерно распределены в достаточно небольших кластерах или пакетах. Затем такие кластеры или пакеты можно последовательно диспергировать до обеспечения минимального размера частиц. Конечный цикл выполняют при более низкой температуре и обычно в технологических условиях, создающих больший эффект размазывания гетерогенных элементов. В конечном цикле резиновые полимеры не подвергаются дальнейшему разложению под воздействием высоких температур, как в основном цикле, и равномерно распределенные агломераты порошковых компонентов обрабатывают до такого небольшого физического размера, что они диспергируются в свободном молекулярном пространстве резиновых элементов. После завершения конечного цикла брикеты маточной смеси извлекают из смесителя и скатывают в тонкие листы (это называется вальцеванием). Вальцованные листы используют для укладки слоев каркаса шины на специализированном формовочном оборудовании перед помещением в пресс для компрессионного прессования для окончательного сшивания посредством термических и/или химических средств.
Ускорители сшивания содержат меркапто-группу или группу на основе серы (например, элементарную серу и/или производные ускорителя N-трет-бутил-2- бензотиазол сульфенамида (TBBS)). Сшивающие агенты на основе серы, взаимодействующие с участками в маточной смеси при заданной температуре или температуре выше заданной, могут быть частично введены как в основном цикле, так и в конечном цикле. Сшивание во время конечного нагревания каркаса шины приводит к тому, что реакционноспособные участки в различных резиновых элементах создают достаточную плотность сшивания для обеспечения конечных физических свойств, необходимых для выдерживания длительной нагрузки и тепловой среды, которым будет подвергаться шина.
Был разработан способ направленного воздействия на участок предшественника сшивания, который позволяет осуществлять взаимосвязанное замещение EOL шины таким образом, что может быть получена функционально перегруппированная повторно сшиваемая резина в виде субмикронных частиц. Такая резина подходит для повторного введения в производство новых шин на уровнях до 100% по массе относительно массы маточной смеси, используемой в последующем производстве новых шин. Новые шины, в которых используют такое сырье, модифицированное EOL шинами, демонстрируют рабочие характеристики, эквивалентные или аналогичные характеристикам, достигаемым при применении материалов, которые все являются материалами первичного изготовления.
Резина из отходов отслуживших свой срок шин
Резиносодержащую крошку получают из двух основных видов сырья: заусенец на шинах, побочного продукта восстановления шин, целых шин и резины отработанных шин. Резина отработанных шин поступает от трех типов шин: шин для легковых автомобилей; шин для грузовых автомобилей; и шин для бездорожья. Выход конечного продукта для каждого из таких типов шин зависит от конструкции, прочности и веса шины. В среднем от одной шины для легковых автомобилей можно получить от 10 до 16 фунтов (от примерно 4,5 кг до примерно 7,3 кг) крошки из отслуживших свой срок шин. Другие источники резиносодержащей крошки включают продукты, содержащие утилизированную резиносодержащую крошку или изготовленные с применением такой крошки, например, новые резиновые продукты, покрытие для игровых площадок, резиновая мульча, дренажный заполнитель, материал строительной насыпи, отходы производства и т.п.
Шины представляют собой композитные конструкции, содержащие ряд компонентов. Каркас шины состоит из протектора, бортового кольца, боковины, плечевой зоны и слоя корда. Шины получают из таких компонентов, как натуральный каучук и/или синтетический каучук, корды и наполнитель. Полимер, наиболее часто применяемый для изготовления протектора и оболочки кордов, представляет собой смесь NR и S-BR сополимеров. Корды образуют слой и бортовое кольцо шины и обеспечивают прочность при растяжении, необходимую для сдерживания внутреннего давления в шине. Корды могут содержать сталь, натуральные волокна, такие как хлопок или шелк, и синтетические волокна, такие как нейлон или кевлар. Наполнители могут включать диоксид кремния и сажу. Типичная шина может содержать один или более компонентов из: синтетического каучука, натурального каучука, серы и серосодержащих соединений, диоксида кремния, фенольной смолы, масла (ароматического, нафтенового и/или парафинового), ткани (полиэстера, нейлона и т.д.), нефтяных восков, пигментов (оксида цинка, диоксида титана и т.д.), сажи, жирных кислот, разнообразных инертных материалов и стальной проволоки.
Типичная шина для легковых автомобилей содержит 14% натурального каучука, 27% синтетического каучука, 28% сажи, от 14 до 15% стали и от 16 до 17% ткани, наполнителей, ускорителей, антиозонантов и других разнообразных компонентов. Средний вес новой шины для легковых автомобилей составляет 25 фунтов (примерно 11 кг), а отработанной шины для легковых автомобилей 22 фунта (примерно 10,0 кг). Шины для грузовых автомобилей обычно содержат 27% натурального каучука, 14% синтетического каучука, 28% сажи, от 14 до 15% стали и от 16 до 17% ткани, наполнителей, ускорителей, антиозонантов и других разнообразных компонентов. Средний вес новой шины для грузовых автомобилей составляет 120 фунтов (примерно 54 кг), отработанной шины для грузовых автомобилей 110 фунтов (примерно 50 кг). Шины других типов могут содержать более высокие количества синтетического и/или натурального каучука, например, 70% (по массе) каучука, 15% стали, 3% волокна и 12% других материалов, таких как инертные наполнители. Резина содержится в компонентах шины, в том числе в протекторе, гермослое, бортовых кольцах, ремнях и т.п. Процентное содержание резины по массе в новой шине для легковых автомобилей обычно составляет: 32,6% в протекторе; 1,7% в основании, 21,9% в боковине, 5,0% в верхней точке бортового кольца, 1,2% в изоляционном материале бортового кольца, 11,8% в тканевом изоляционном материале; 9,5% в изоляционном материале стального корда, 12,4% в гермослое и 3,9% в подушечном слое резины.
Резиновые смеси, используемые в типичной шине вместе с сопутствующими материалами, приведены в таблице 1. Описанные в настоящем документе способы подходят для обработки протектора, основания, боковины шины, а также гермослоя, и, кроме того, подходят для обработки других материалов, содержащих вулканизированный (или иным образом сшитый) натуральный каучук, стирол-бутадиеновый каучук и изобутилен-изопреновый каучук. Как дополнительно описано в настоящем документе, другие компоненты, например, сажа, присутствующая в EOL шине или других промышленных изделиях, содержащих вулканизированную резину, согласно некоторым вариантам реализации могут оставаться в резине, подвергнутой процессам, описанным в настоящем документе, без обработки, проводимой для воздействия на свойства или количества другого компонента(ов). Согласно другим вариантам реализации резину можно подвергнуть дополнительным процессам для обогащения или минимизации таких дополнительных компонентов или изменения их свойств.
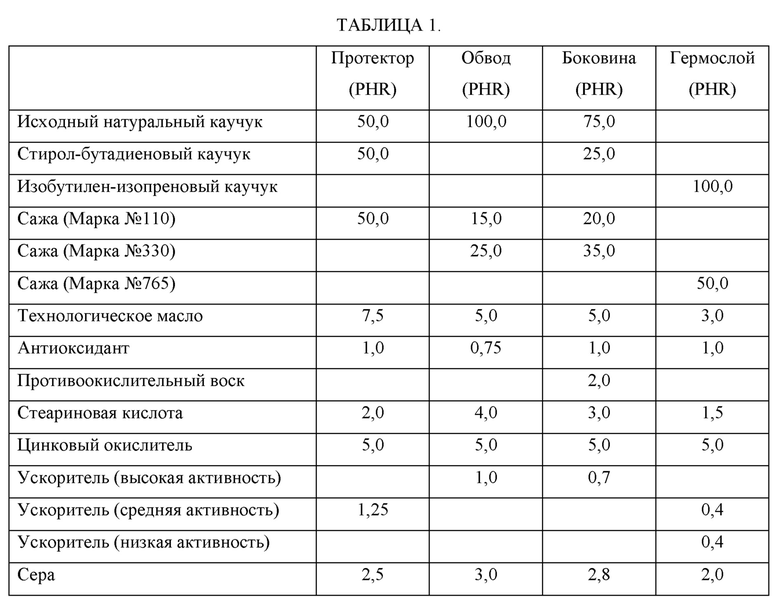
* PHR=на 100 частей резины, частей в расчете на массу
* Марка углерода=классификация ASTM: Размер частиц и структура углерода различаются.
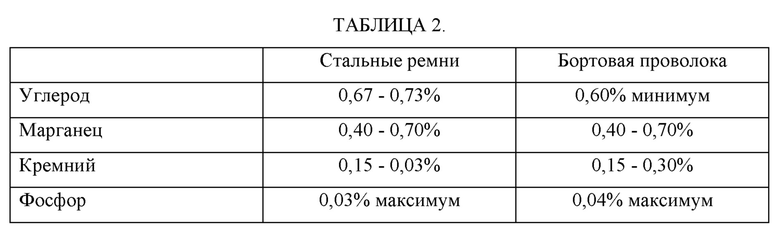
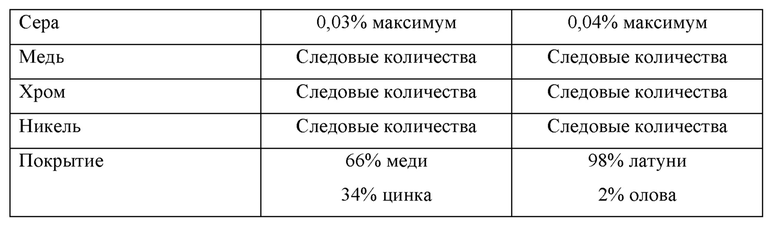
В шине для легковых автомобилей содержится приблизительно 2,5 фунта (примерно 1,1 кг) стальных ремней и бортовой проволоки. Такой материал выполняют из высокоуглеродистои стали с номинальной прочностью при растяжении 2750 МН/м2 Состав стального шинного корда типичной шины приведен в таблице 2.
Целые шины можно измельчить с получением частиц резины, смешанных с другими компонентами шины. Способы получения из шин частиц, содержащих резину, известны в данной области техники. Использованные шины (или их куски или гранулы) можно подвергнуть необязательной стадии очистки (например, промывке водой). Шины можно утилизировать, подвергая их начальной стадии разрезания на куски, а затем подвергая такие куски процессу гранулирования с получением исходного гранулята с размерами от 1 до 3 см. Измельчение можно проводить в условиях окружающей среды (например, в грануляторе или дробильных вальцах) или в криогенных условиях.
Измельчение в условиях окружающей среды представляет собой многостадийную технологию обработки, в которой используют ряд устройств (обычно три) для разделения резиновых, металлических и тканевых компонентов шины. Независимо от того, используется ли оборудование для гранулирования или дробильные вальцы, на первой стадии обработки обычно уменьшают размеры исходного сырья до мелкой стружки. Второе устройство в ряду будет измельчать такую стружку для отделения резины от металла и ткани. Затем на мельнице тонкого помола материал будет измельчен до обеспечения требуемой спецификации продукта. После каждой стадии обработки материал сортируют с помощью сит для просеивания, которые возвращают слишком большие куски в гранулятор или вальцы для дальнейшей обработки. Для удаления проволоки и других металлических загрязнений на всех стадиях обработки используют магниты.
На последней стадии с помощью воздушных сепараторов удаляют ткань. Частицы резины, полученные в процессе гранулирования, обычно имеют форму поверхности резания и шероховатую текстуру с одинаковыми размерами по краям разреза.
В дробильных вальцах используют два больших вращающихся валка с зубцами, врезанными в один или оба из указанных валков. Конфигурации вращения это то, что делает их разными. Такие валки работают друг против друга при малом допустимом отклонении с разными скоростями. Размер продукта регулируют с помощью зазора между валками. Дробильные вальцы представляют собой низкоскоростные установки, работающие со скоростью примерно от 30 до 50 об/мин. Резина обычно проходит через две-три вальца для обеспечения уменьшения размеров различных частиц и дальнейшего отделения стальных и волокнистых компонентов. Такие вальцы не имеют встроенных в них сит и поэтому сами вальцы не регулируют размер конечной частицы. Отдельно стоящая система просеивания будет отделять после вальцов «выдержанные по размерам» частицы от гранул большого размера, и рециркулировать продукты большого размера. Частицы, производимые дробильными вальцами, обычно являются длинными и узкими по форме и имеют большую площадь поверхности.
При криогенной обработке использует жидкий азот или другие материалы/способы для замораживания стружки из шин или резиновых частиц перед уменьшением размера. При температуре ниже -80°С большая часть резины становится хрупкой или «стекловидной». Применение криогенных температур можно использовать на любой стадии уменьшения размеров отработанных шин. Как правило, размер загружаемого материала соответствует стружке с номинальным размером 2 дюйма (примерно 5,1 см) или меньше. Для уменьшения температуры резины или шинной стружки материал можно охладить в камере туннельного типа, погрузить в «ванну» с жидким азотом или обрызгать жидким азотом. Охлажденную резину измельчают в редукторе ударного типа, центрифуге или молотковой мельнице. В результате такого процесса резину измельчают до частиц, проходящих через отверстие сита размером от 1/4 дюйма (примерно 0,64 см) до 30 меш, при этом большая часть частиц из распределения частиц проходит через отверстие сита от 1/4 дюйма (примерно 0,64 см) до 20 меш. Типичная производительность составляет от 4000 (примерно 1814 кг) до 6000 фунтов (примерно 2722 кг) в час. Криогенное измельчение позволяет предотвратить тепловую деградацию резины и обеспечивает высокий выход продукта, который практически не содержит волокон или стали, которые все отделяются во время указанного процесса.
Мокрое измельчение представляет собой технологию обработки, применяемую для получения частиц размером 40 меш и меньше. В процессе мокрого измельчения частично очищенные частицы резиновой крошки смешивают с водой с образованием суспензии. Затем такую суспензию транспортируют через оборудование для уменьшения размера и сортировки. При достижении требуемого размера суспензию перемещают в оборудование для удаления большей части воды и последующей сушки. Помимо применения воды в процессе мокрого измельчения используют те же основные принципы, которые применяют в процессе, осуществляемом в окружающей среде. Основным преимуществом процесса мокрого измельчения является возможность получения резиновой крошки, проходящей через сито с мелкими отверстиями. Хотя получают продукты с крупностью 40 меш, большинство частиц имеют размер 60 меш и меньше. Процент от общего количества пропускаемого материала имеет размер меньше 200 меш. Другим преимуществом процесса мокрого измельчения является чистота и консистенция получаемой резиновой крошки. В указанном процессе происходит промывание частиц резиновые крошки. В процессе мокрого измельчения происходит удаление мелких частиц волокна из резиновой крошки, что позволяет получить очень чистый продукт.
Исходный гранулят содержит стальные, резиновые и тканевые компоненты. Для минимизирования потери резины сталь обычно извлекают с применением многостадийного процесса магнитного разделения. Такой процесс может включать первую стадию, на которой используют высокопрочный двухполюсный надленточный магнит поперечного ленточного сепаратора для удаления металлосодержащих частиц на первой стадии. Вторая стадия включает магнитный барабанный сепаратор или магнитный барабан, в котором используют высокопрочные магниты из редкоземельных металлов. Аксиальное магнитное поле заставляет частицы, содержащие металл, падать и высвобождать захваченную резину. В случае мелкодисперсного резинового материала, который подают в мельницу для порошкования, пластинчатый магнит, подвешенный над конвейером вблизи продукта, может поднимать и удалять мелкие фрагменты проволоки. Для определения содержания металла, например, с применением магнитометра, можно провести дополнительное испытание.
Волокно можно извлечь с применением модифицированного аппарата для отделения волокна, известного в текстильной промышленности. Обычно используют двухстадийный способ, согласно которому чистое волокно удаляют из крошки из EOL шин с применением модифицированного волокноотделителя-цилиндрического очистителя (используют в текстильной промышленности для удаления посторонних веществ из хлопка-сырца). Частично очищенную крошку подвергают второй стадии для удаления волокна, которое может все еще содержать частицы резины. Затем полученную очищенную крошку из EOL шин собирают для упаковки или другого применения. См., например, W. Stanley Anthony, Applied Engineering in Agriculture, Vol. 22(4): 563-570.
Американское общество по испытанию материалов (ASTM) имеет стандарты для определения различных диапазонов размеров резиновой крошки, таких как 30 меш или 80 меш. Диапазон размеров частиц можно определить с помощью ситового анализа, состоящего из встряхивания и пропускания измеренного количества образца резиновой крошки через определенное количество контрольных сит в течение определенного времени. Количество образца, оставшегося на каждом сите, взвешивают, и представляют результаты в виде процента образца, оставшегося на каждом сите. Рекомендуемая процедура ситового анализа с применением способа Rotap приведена в ASTM 5644. Типичные размеры резиновой крошки, ориентированные на определенные продукты и области применения, включают следующие размеры: формованные и экструдированные продукты, от 4 до 100 меш; модификация асфальта, от 16 до 40 меш; покрытие спортивных площадок, от 1/4 дюйма (примерно 0,64 см) до 40 меш; автомобильная продукция, от 10 до 40 меш; шины, от 80 до 100 меш; резиновые и пластмассовые смеси, от 10 до 40 меш; и строительство, от 10 до 40 меш.
Не существует единых стандартов США для обработки резиновой крошки из EOL шин; однако подходящая резиновая крошка из EOL шин для применения во взаимосвязанном замещении обычно имеет низкое содержание волокон (менее 0,02% от общей массы), низкое содержание металлов (менее 0,01% от общей массы), вязкую консистенцию, при этом размер частиц предпочтительно таковой, что 100% частиц проходят через отверстия 16 меш. Согласно некоторым вариантам реализации может быть приемлемым использовать частицы большего размера, например, 14, 12 или даже 10 меш. Например, резиновая крошка с размером от 10 до 40 меш (например, 30 меш или от 25 до 35 меш) обеспечивает удовлетворительные результаты при обработке согласно способами, описанными в настоящем документе. Более мелкие частицы, например, от 41 до 200 меш могут использоваться и могут обеспечить более эффективное взаимосвязанное замещение; однако уменьшение размера частиц повлечет за собой большие затраты при получении крошки указанного размера. Более крупные частицы, например, менее 10 меш (от 4 до 9 меш), также можно обрабатывать указанными способами, например, в целях уменьшения размера частиц.
В ASTM D5603 Standard Classification for Rubber Compounding Materials - Recycled Vulcanizate Particulate, дана классификация вулканизированной резины в форме частиц в зависимости от максимального размера частиц, распределения по размерам и исходных материалов, включая целые шины, внешние оболочки шин, заусенцы, полученные от протектора и плечевой зоны шины, заусенцы, полученные от протектора, плечевой зоны и боковины шины, и резину не из шин.
Определение характеристик крошки из отслуживших свой срок шин
Резиновую крошку из EOL шин, содержащую вулканизированную резину и имеющую требуемые размеры частиц, можно изготовить или получить из любого подходящего коммерческого источника.
Как обсуждалось выше, резиновая крошка из шин обычно имеет такой размер, что 100% частиц могут пройти через сито с отверстиями 16 меш, и, кроме того, такая резиновая крошка может иметь узкое распределение по размерам (например, не менее 20 меш и не более 16 меш) или может иметь более широкое распределение по размерам (например, значительное содержание мелких частиц и различных других частиц с размером менее 16 меш). Резиновую крошку обычно очищают от волокна и проволоки до чистоты 99,9% масс.(то есть содержание волокна и проволоки составляет 0,1% масс. или менее); однако, как обсуждалось выше, согласно некоторым вариантам реализации можно оставить такие присутствующие посторонние материалы (один или более материалов, выбранных из волокна, проволоки, сажи).
Если содержание серы в резиновой крошке из EOL шин неизвестно, типичные образцы резиновой крошки из EOL шин можно подвергнуть испытанию для определения содержания серы (обычно измеряемого в частях на центнер), так что в процессе экстракции можно использовать регулируемое количество реагента, что, тем самым, позволяет избежать чрезмерного применения или недостаточного применения реагента. Однако в общем случае способы согласно настоящим вариантам реализации подходят для применения с резиной, обладающей любой степенью вулканизации, так что для обработки вулканизированной резины знание содержания серы не является необходимым. Если требуется определить содержание серы, можно использовать любой подходящий способ, например, способ экстракции азотным соединением. В ASTM D4578 описаны стандартные способы испытаний, применяемые к резиносодержащим химическим веществам, для определения процентного содержания серы. Такие способы испытаний включают определение в серосодержащем образце материалов, нерастворимых в растворителе. Двумя способами испытаний являются: (1) способ испытания А, экстракция дисульфидом углерода и (2) способ испытания В, экстракция толуолом. Если в серосодержащем образце отсутствуют другие материалы, нерастворимые в растворителе, указанные способы испытаний позволяют непосредственно определить содержание нерастворимой серы. Если также присутствуют другие материалы, необходимы дополнительные испытания для определения, какая часть из нерастворимых веществ (например, сажи, диоксида кремния или других инертных наполнителей) представляет собой нерастворимую серу.
Сшивание резины серой
При комнатной температуре элементарная сера состоит из циклических молекул из восьми атомов. В присутствии ускорителей и активаторов элементарная сера образует фрагменты серы, которые взаимодействуют с реакционноспособными группами резины в процессе взаимосвязанного замещения с образованием поперечных связей, таких как:
Резиновую крошку из EOL шин подвергают химической обработке реагентом для индуцирования взаимосвязанного замещения. Реагент содержит соль металла, имеющую октаэдрическую молекулярную геометрию и температуру плавления в диапазоне от 100 до 150°С. Примеры подходящих реагентов включают ацетат кобальта (CAS 6147-53-1; Со(ОАс)2,) и ацетат меди (CAS 6046-93-1; Cu (ОАс)2,), хотя можно использовать и другие реагенты, как обсуждалось в настоящем документе в другом месте. Реагент обычно применяют в количестве от 0,1 до 5,0 частей реагента на сто частей вулканизированной резины (по массе); однако согласно определенным вариантам реализации можно использовать также более высокие или более низкие количества. Количество применяемого реагента можно увеличить или уменьшить в зависимости от содержания серы в резиновой крошке из EOL шин, подлежащей обработке, или от требуемой степени взаимосвязанного замещения, которую необходимо получить. Например, для достижения предварительно выбранной степени взаимосвязанного замещения можно использовать отношение молекул реагента к связям серы 1:1, 4:6, 1:2 или любое другое подходящее отношение.
Регенерация взаимопроникающей эластомерной сетки из частиц измельченной шинной резины
Согласно одному из вариантов реализации для регенерации морфологии монолитной, макроструктурной, взаимопроникающей эластомерной сетки из частиц измельченной шинной резины используют последовательные элементы. Элемент 1 включает обеспечение среды электромеханического реактора (EMRE) для поддержания медиаторов «фазового пространства» Больцмана, которые распаковывают GTRP, а затем перегруппировывают сульфидные мостиковые цепи для конечного компаундирования. Элемент 2 включает получение суспензии GTRP для обработки посредством EMRE.
Элемент 3 включает воздействие на GTRP дифференциально-циклического механического напряжения и стерической электрополяризации. Элемент 4 включает воздействие на суспензию GTRP спроектированного, вызванного кавитацией термического и акустического ударно-волнового перепада(ов). Элемент 5 включает создание хемотактического эффекта привязки сульфидных мостиков. Элемент 6 включает получение продуктов химической реакции и временную шкалу. Элемент 7 включает компаундирование регенерированных GTRP с получением полностью интегрированного, монолитного, макроструктурного эластомерного материала.
В Элементе 1 среда электромеханического реактора (EMRE) обеспечивает эффективную среду «фазового пространства» для 1) распаковки GTRP и перезапуска предшественника вулканизации для 2) последующей перегруппировки сульфидных мостиков, 3) с минимальным изменением нативной матрицы эластомерного наполнителя. На фиг. 1 показана верхняя часть EMRE. Верхняя часть содержит 16-дюймовый (примерно 40 см) ротор 101 из нержавеющей стали с изменяемой окружной скоростью и максимальной скоростью 15000 футов в минуту (4572 м/мин). Кроме того, используют 17-дюймовый (примерно 43 см) статор 102 из нержавеющей стали, содержащий сто десятью пазов (кавитационных порталов) 103. Указанные компоненты создают траекторию 104 потока суспензии GTRP, как показано на фиг. 1. На фиг. 1 приведено детальное изображение поперечного сечения вдоль линии «А». Хотя EMRE, изображенную на фиг. 1, можно эффективно использовать, другие механические платформы могут быть выполнены в виде реакторов, применяемых в способах согласно настоящим вариантам реализации, например, винтовые насосы кавитационного типа, шнековые насосы, экструдеры или т.п.
В Элементе 2 получают суспензию GTRP. На фиг. 2 изображена технологическая схема для такого процесса, включающая смесительный резервуар 201 из нержавеющей стали, содержащий погружную верхнюю часть 202 EMRE. При работе резервуар обычно заполняют до примерно 70% от доступного объема резервуара. Суспензию получают из целой EOL шины, которая была подвергнута обычным процессам обработки для удаления металла и волокна, и измельчают для прохождения через сито 30 меш (600 мкм). В иллюстративном процессе, показанном на фиг. 2, смесительный резервуар из нержавеющей стали объемом 300 галлонов (примерно 1136 л) используют для получения партии объемом 200 галлонов (примерно 757 л) суспензии из резины EOL шин, имеющей удельную массу 1,03. Резервуар из нержавеющей стали может быть неизолированным, что позволяет рассеивать энергию EMRE (тепловую энергию). Согласно некоторым вариантам реализации можно добавить охлаждающие змеевики, что позволяет поддерживать температуру партии ниже температуры кипения, или, альтернативно, технологический резервуар может быть герметизирован для обеспечения работы при более высокой температуре в условиях повышенного давления. Партия суспензии из резины EOL шин весит 1716 фунтов (примерно 778 кг) при соотношении воды к GTRP 3:1. Компоненты суспензии на фиг. 2 включают приблизительно 152 галлона (примерно 575 л) обратно-осмотической (RO) воды, приблизительно 400 фунтов (примерно 181 кг) GTRP и приблизительно 8 фунтов (примерно 3,6 кг) ацетата меди (называемого металлоорганическим соединением или ОМС), предварительно растворенного в приблизительно 40 фунтах (примерно 18 кг) RO воды. Отфильтрованную воду, извлеченную из предыдущей партии, в том числе воду, выдавленную из фильтрационного осадка, можно использовать в качестве части приблизительно 152 галлонов (примерно 575 л) воды, применяемых для получения партии. В общем случае предпочтительно использовать свежую RO воду для растворения ОМС; однако согласно некоторым вариантам реализации также можно успешно применять извлеченную воду.
В Элементе 3 GTRP суспензии пересекает «туннель фазового пространства», в котором к GTRP прикладывают дифференциально-циклическое механическое напряжение и стерическую поляризацию поля. Приведенное в настоящем документе понятие «фазового пространства» (иногда называемого «туннелем») впервые было использовано Больцманом как «коробка», в которой молекулярные структуры и скорость количественно определяют в зависимости от временного интервала, когда «содержимое» коробки подвергается воздействию(ям) извне. Когда среду в «коробке» индуцируют посредством энтропийных-энтальпийных-энтропийных фазовых изменений через короткие интервалы время-осцилляция, в «коробке» высвобождаются огромные силы энергии (скорость). Такой процесс схематически изображен на фиг. 3А, при этом линейное расстояние, геометрия GTRP, скорость и профиль ускорения показаны как функция времени на временной шкале, проходящей от 0,000 секунд до 0,0019 секунд. Время 0,000 соответствует моменту, когда частица падает на ротор 301 EMRE. Затем GTRP подвергается сжатию в статоре (компрессионном затворе 302), выходит из статора и поступает в схему рециркуляции. Как показано на фиг. 3В, пространство между ротором 301 EMRE и выходом из компрессионного затвора 302 называют туннелем 303 фазового пространства. Для облегчения этого процесса можно необязательно на компрессионный затвор подавать модулированный переменный ток. Используют электроды 304, которые создают модулированный переменный ток. Путем применения регулятора частоты можно использовать колебания от 0 (или без колебания) до 100 Гц, или можно использовать колебания до 1000 Гц или более. Для индуцирования протекания тока через суспензионную среду можно прикладывать напряжения до 300 В или более, что благодаря быстрому изменению полярности вызывает осаждение электронов на поверхность резиновых частиц в туннеле фазового пространства. Процесс сжатия в статоре приводит к деформации GTRP таким образом, что отношение ширины к длине увеличивается до 6:1. «Батутный» эффект быстрого сжатия-растяжения-прекращения сжатия, которому способствует протекание через паз статора модулированного переменного тока, усиливает стерический эффект отталкивания между перекрывающимися электронными облаками с последующим ускоренным расслоением связанной матрицы GTRP, как изображено на фиг. 3С. В случае частицы размером 600 мкм с примерно 1200 поперечными сульфидными связями за один проход через статор происходит регенерация 60 дислоцированных и повторно усиленных участков вулканизированного предшественника. Следует отметить, что EMRE, описанная в Элементе 1, представляет собой вариант реализации аппаратного обеспечения параллельного проточного реактора непрерывного действия для микросинтеза (PCMR), описанного в другом месте настоящего документа, главным образом, поскольку указанная среда устраняет необходимость создания и сертификации сосуда высокого давления для проведения процесса согласно настоящим вариантам реализации настоящего изобретения. Однако PCMR, работающий при фиксированной температуре вдоль кривой превращения «вода-в-пар», способен обеспечить аналогичные результаты распаковки частиц в «фазовом пространстве» при применении GTRP, как и вариант реализации EMRE в Элементе 1, в пяти квантах «Временная шкала», «Линейное расстояние», «Геометрия GTRP», «Скорость» и «Профиль ускорения», показанных на фиг. 3А, путем проталкивания суспензии GTRP через стратегически расположенные отверстия механически большего диаметра (например, регулируемый ирисовый клапан), что позволяет увеличить объем суспензии, после чего она переходит в газовую фазу, а затем сразу же уменьшить объем обратно до исходного внутреннего диаметра трубы. При зависимости температуры суспензии от давления, индуцированного для создания осцилляции цикла пар-жидкость-пар, эффективности распаковки GTRP являются эквивалентными. С каждым проходом через ротор размер частиц уменьшается. При уменьшении до размера 200 меш (70 мкм) разрушается приблизительно 65% сшивающих связей, и частицы могут механически расслаиваться с образованием тонких блинообразных структур (например, «размазываться» в виде 10 мкм пленки). Дальнейшее уменьшение размера обычно не требуется. При уменьшении до от 5 до 60 мкм из матрицы частиц начинает выделяться сажа. При уменьшении до размера 5 мкм начинает происходить восстановление углерода. В общем случае размер частиц 200 меш (70 мкм) подходит для большинства применений, таких как применение в шинах, при укладке кровельных и дорожных покрытий; однако согласно некоторым вариантам реализации могут потребоваться и размеры до 10 мкм.
В Элементе 4 на GTRP воздействуют спроектированной акустической ударной волной, вызванной кавитацией. Как показано на фиг. 4А, в туннеле фазового пространства между ротором 401 EMRE и компрессионным затвором 402 смесь 405 GTRP, увлеченного воздуха 406 и водной матрицы 407 металлорганического соединения присутствует при определенной скорости и объеме. При выходе через компрессионный затвор 402 сжатие пузырьков воздуха и ускорение частиц приводят к распространению 408 кавитации. При выходе суспензии более низкое давление завершает цикл кавитации взрывом воздушных полостей. В общем случае предпочтительно, чтобы во время кавитации внутри непрерывной водной фазы суспензии не происходило изменения объемной фазы. Поэтому дифференциальные перепады температуры и давления происходят в атомном масштабе. Такой процесс создает экстремальные дифференциальные перепады температуры и давления в нано-областях, при этом конус кавитации составляет от 102°F до 1015°F (от примерно 38°С до 3,8×1014°С) для температуры, от 60 м/с до 180 м/с для скорости акустической волны, и все это происходит в течение интервала времени от 103 сек-1 до 108 сек-1. Путем изменения скорости вращения ротора EMRE и/или вязкости суспензии и/или зазора статора можно осуществлять в туннеле фазового пространства манипулирование энергетическим «рычагом влияния». На фиг. 4В изображены технологические регулируемые переменные параметры для суспензии GTRP и EMRE. Пропорционально-интегральный дифференциальный регулятор (ПИД-регулятор или трехканальный регулятор), представляющий собой механизм обратной связи контура управления, широко применяемый в промышленных системах управления и во множестве других областей, требующих непрерывного модулированного управления, используют для регулирования температуры, размера отверстий, объема суспензии и осцилляции между паром и жидкостью. Другие факторы, которые можно регулировать, например, с помощью ПИД-регулятора, относящиеся к реагентам, включают отношение резины к воде, добавленное ОМС (количество, скорость дозирования, прерывистое или непрерывное дозирование), количество остатка ОМС, скорость уменьшения. Факторы, связанные с устройством, которые можно регулировать, например, с помощью ПИД-регулятора, включают окружную скорость ротора и размер зазора между EMRE и компрессионным затвором. На фиг. 4С представлена таблица, содержащая перечень выбранных регулируемых переменных параметров суспензии GTRP и результаты их модификации. На фиг. 4D представлена таблица, содержащая перечень выбранных технологических регулируемых переменных параметров EMRE и результаты их модификации.
Элемент 5 иллюстрирует динамику хемотактического эффекта привязки сульфидных мостиков (SBTE). На фиг. 5А схематично изображены исходные сульфидные мостики, в том числе образование боковых предшественников вулканизата, происходящее преимущественно у метального карбокатиона (первоначально образуется при температуре приблизительно 140°С), и завершенная вулканизация, происходящая в основном у аллильного карбокатиона (впоследствии образуется при температуре 160°С). На фиг. 5В показаны типы карбокатионов (с варьирующим количеством атомов углерода, присоединенных к карбокатиону) в порядке стабильности, при этом третичные карбокатионы являются наиболее стабильными, вторичные карбокатионы менее стабильны, первичные карбокатионы еще менее стабильны и наименее стабильным является метальный карбокатион. Резонанс повышает стабильность аллильных карбокатионов, поскольку плотность положительного заряда размазывается, что делает его более стабильным, чем вторичный карбокатион, как показано на фиг. 5В. Соответственно, процесс дислокации сульфидных мостиков успешно происходит у метального карбокатиона, а не у аллильного карбокатиона. Результатом такой дислокации является то, что жесткий сульфидный мостик превращается в привязь, связанную у исходного аллильного карбокатиона, и становится несвязанным у метильного карбокатиона.
В Элементе 6 химическая реакция протекает вдоль временной шкалы. RO воду и ОМС (в данном случае ацетат металла или МО Ас) смешивают в 20% концентрате раствора и дозируют в суспензию GTRP (180°F (примерно 82°С), отношение по массе RO воды к GTRP 3:1), как показано на фиг. 6А. Результирующая химическая реакция приведена на фиг. 6В. Металлоорганическое соединение, растворенное в воде, ассоциируется с лигандами, включающими составы переходных акво-металлов. На фиг. 6В к относится к механистической кинетике туннеля EMRE «фазового пространства» Больцмана, М2+ относится к иону металла; NHn, CHn, Znn и Sn относятся к тому, что, как полагают, являются изомерными «осколками» около участка предшественника, представляющими собой побочные продукты первоначального процесса компаундирования резины, и ОАС-2 относится для ацетат-иону. Первоначальный предшественник вулканизации шины, аллильный водород, захватываемый аминогруппой MBTS, описанной ранее, образует побочные продукты реакции. Азотно-серные соединения включают молекулы дисульфата аммония (NH4)2S2O8 (ADS) или их радикалы, которые располагаются и подвергаются уплотнению в виде изомерных осколков вблизи метильного карбокатиона. Такие азотно-серные изомеры, которые заметно не образуются во время конечной стадии первоначальной сульфидной вулканизации у исходного карбокатиона сульфидной поперечной связи на соседней полимерной цепи, хорошо растворимы в воде и становятся мощными окислителями, которые способствуют сульфидному метатезису при замещении метильного карбокатиона. Активное ОМС, координационный комплекс металла, может либо активировать гидратацию молекулы ADS с образованием пероксида водорода (Н2О2), и/или стать ускорителем, усиливающим такую реакцию в своем направленном воздействии на метатезис в качестве окислителя в метальном карбокатионе. Скорость превращения сульфидного метатезиса у метильного карбокатиона можно обеспечить без какого-либо пероксида и/или другого окислителя, когда температурный порог на участке реакции составляет более 240°F (примерно 116°С), выше которого сера при фазовом переходе становится лабильной. Это может быть вызвано либо осцилляцией фазового перехода при повышенном давлении от воды к пару, либо внезапным взрывом при кавитации в фазовом пространстве с всплесками гиперэнергии, которые приводят к фазовому переходу твердое состояние-жидкое состояние-твердое состояние как серы, так и соединения ОМС на участке-мишени метильного карбокатиона. Для более полной оценки огромных количеств энергии, выделяемых взрывающимся конусом кавитации, в недавних исследованиях CERN на эту тему было предположено, что во время пикосекундной деформации возникает электромагнитная плазменная запутанность, которая очень похожа на явление, связанное с 300-разовым увеличением температуры солнечной короны по сравнению с поверхностью солнца. Согласно такой аналогии для 180°F (примерно 82°С) суспензии GTRP, проходящей через туннель фазового пространства, можно ожидать, что точечные температуры кавитации на участке-мишени метильного карбокатиона будут составлять, как минимум, 54000°F (примерно 30000°С) в течение очень короткого времени.
Не желая быть связанными какой-либо теорией, полагают, что в такой реакции диссоциативное замещение иона ацетата металла происходит у метильного карбокатиона. Это разрушает предшественник вулканизации, при этом такая вставка образует в эластомерной боковой структуре новый функциональный участок для последующей перегруппировки сульфидных мостиков. В этом процессе О2- превращается в СО2 под действием заряженных частиц углеродного заполнителя в фазовом пространстве. При сильном взаимодействии между М2+ и S2- образуется осадок, который высвобождает жесткий сульфидный мостик до состояния «привязки», связанной только у исходного аллильного карбокатиона. Для применения подходят ионы различных металлов, в том числе, но не ограничиваясь ими, Со2+ (скорость лигандного обмена для координационной матрицы Н2О×металл составляет 3×106), Cu2+ (скорость лигандного обмена для координационной матрицы H2O×металл составляет 5×109), Ni2+ (скорость лигандного обмена для координационной матрицы Н2О×металл составляет 3×104), Zn2+ (скорость лигандного обмена для координационной матрицы H2O×металл составляет 2×107) и Mn2+ (скорость лигандного обмена для координационной матрицы H2O×металл составляет 2×107). В литературе имеются фактические данные о том, что в нагретой водной среде координационное число металлоорганической молекулы на основе меди может составлять до десяти (10). Такая способность к координации обеспечивает промежуточное образование супер рыхлой матрицы, способствующей указанному процессу путем захвата лиганда из ингибирующего изомерного «осколка» вблизи реакционноспособного участка метильного карбокатиона. Скорости захвата и высвобождения лиганда также во много раз выше, чем у других металлов. Такие впечатляющие способности приводят к возможности создания различных реакционных изомеров на основе меди из гетерогенного фрагмента (maw) молекул, присутствующих во время последовательности распаковка GTRP-метатезис. Путем выбора металлоорганического соединения, которое демонстрирует фазовый переход при температуре, близкой к температуре элементарной серы, можно облегчить реакцию метатезиса; однако также можно использовать металлоорганические соединения, имеющие различные температуры фазового перехода.
В Элементе 7 происходит получение монолитной макроструктуры резины. На фиг. 7А показана макроструктура вулканизированных GTRP в основном состоянии (стадия 1), GTRP, кондиционированных в EMRE (стадия 2), включая несвязанную, предварительно рептационную внутреннюю морфологию, и регенерированная взаимопроникающая эластомерная сетка (стадия 3), содержащая переплетенные слоистые структуры, удаленные друг от друга на от 10 нм до 5 мкм. Одной из особенностей указанного процесса согласно настоящим вариантам реализации является то, что поперечные связи восстанавливают во взаимопроникающей эластомерной сетке посредством мягкого процесса, оставляющего сажу нетронутой. Это приводит к небольшому снижению предела прочности при растяжении, но к улучшению прочности при отскоке.
В процессе получения, как показано на фиг. 7В, обработанную суспензию GTPR откачивают и пропускают через пресс для отжима фильтрационного осадка, высушивают путем центрифугирования до содержания влаги менее 1% по массе. Полученные обработанные GTRP можно подвергнуть печной сушке в барабанной сушилке до содержания влаги менее 0,1% по массе с получением сухих GTRP, кондиционированных в EMRE. Между стадией пресс-фильтра и стадией барабанной сушилки в обработанные GTRP можно необязательно подмешать мокрым способом специально подобранные водорастворимые или сжиженные термопластичные первичные полимеры. Высушенные GTRP можно подвергнуть обработке в закрытом смесителе (например, смесителе Бенбери, Z-образном смесителе или т.п.) и/или в вальцовой мельнице для микрослоистого материала, где сухие GTRP, кондиционированные в EMRE, смешивают с полимером и сшивающими добавками. Затем полученный продукт можно упаковать в виде пеллеты, рулона, брикета, фестончатого листа или т.п. Согласно определенным вариантам реализации обработанная суспензия GTPR представляет собой ценный продукт для применения без каких-либо дополнительных стадий обработки. GTRP можно смешивать с асфальтом с получением рулонов и листового материала, или расплавлять для связывания заполнителя или для получения эмульсии. Аналогично, продукт, полученный на любой из промежуточных стадий в Элементе 7, в том числе на стадии фильтрации в пресс-фильтре, сушки в барабанной сушилке, мокрого смешивания, внутреннего смешивания и упаковки, может сам по себе представлять собой ценный продукт. Соответственно, согласно различным вариантам реализации любая из стадий Элемента 7 может считаться необязательной. Следует отметить, что при применении вальцовой мельницы полученные GTRP «расслаиваются» с образованием тонких блинообразных структур, которые образуются во время последующего вакуумного формования, придавая полученному GTRP листу анизотропные свойства. При применении закрытого смесителя полученные листы, выполненные из GTRP, являются по существу изотропными.
Смесь асфальта и GTRP можно получитьразличными способами. В качестве первой стадии GTRP пропускают через вальцовую мельницу тонкого помола до получения «листовой» или «полностью листовой рептационной» формы (с толщиной частиц, например, приблизительно 10 мкм или меньше в наименьшем размере), а затем вместе с асфальтом пропускают через вальцовую мельницу или закрытый смеситель. Как правило, когезивный GTRP лист (характеризующийся «листовой» формой) можно получить после 10 проходов через вальцовую мельницу тонкого помола с холодными валками или после 2 проходов через вальцовую мельницу тонкого помола с горячими валками. После получения когезивного GTPR листа его можно объединить с асфальтом. Согласно одному из вариантов реализации асфальт добавляют к когезивному GTRP листу в вальцовой мельнице тонкого помола, затем перемешивают под действием вальцовой мельницы тонкого помола с получением смеси, состоящей из 92% по массе GTRP и 8% по массе асфальта, в форме непрерывного GTRP/асфальтового листа. Можно преимущественно использовать асфальт типа IV; однако можно также применять асфальт с показателем пенетрации от 5 до 200. С асфальтом можно необязательно добавлять сшивающий агент (например, 0,005 phr (0,005 массовых частей на сто массовых частей резины) непрерывного GTRP/асфальтового листа). Такой лист можно успешно поворачивать во время процесса для облегчения равномерного распределения. Когезивный GTRP лист («листовой») или непрерывный GTRP/асфальтовый лист можно дополнительно объединить в виде горячего расплава с асфальтом в любой форме, например, в форме частиц, эмульсии или горячей смеси. Повторную вулканизацию можно успешно осуществить после размещения GTRP/асфальтовой смеси на месте.
Например, при укладке дорожных покрытий когезивный лист GTRP или непрерывный GTRP/асфальтовый лист можно расплавить в асфальте с получением композиции, содержащей примерно от 20 до 50% по массе GTRP, например, подходящей для применения в качестве связующего вещества для заполнителя. В другом примере непрерывный GTRP/асфальтовый лист можно нанести в листовой форме на поврежденный тротуар, затем на указанный непрерывный GTRP/асфальтовый лист можно нанести в качестве верхнего слоя обычную горячую смесь, заполнитель или смесь заполнителя и связующего вещества. Для индуцирования сшивания и связывания GTRP можно успешно применять облучение. При применении GTRP в асфальте в качестве связующего вещества или в опорной поверхности, содержащей непрерывный GTRP/асфальтовый лист, GTRP можно успешно отверждать на месте на дорожном полотне с применением системы излучателей и соответствующего устройства и методологии, описанных в патенте США №8992118, патенте США №9169606, патенте США №9074328, патенте США №9347187, патенте США №9481967, патенте США №9551117, патенте США №9551114, патенте США №9624625, патенте США №9637870, патенте США 9127413 и патенте США №9057163, содержание каждого из которых в полном объеме включено в настоящий документ посредством ссылки. Такая система излучателей для облучения асфальтового/бетонного дорожного покрытия обычно включает несущий каркас, удерживающий панель с излучателями, выполненную с возможностью излучения пиковой длины волны от 1000 до 10000 нм, что обеспечивает размягчение асфальта в асфальтовом/бетонном покрытии. В настоящем документе термины «расплавление» или «размягчение» представляют собой широкие по значению термины, которые должны быть даны специалисту в данной области техники в их обычном и общепринятом значении (и не должны быть ограничены особым или специализированным значением), при этом указанные термины относятся, без ограничения, к описанию текучей среды, которая может перемещаться при приложении минимального давления к телу жидкости. Для индуцирования размягчения асфальта можно успешно использовать температуры в диапазоне от 190°F до 290°F (от примерно 88°С до примерно 143°С), например, от 250°F до 290°F (от примерно 121°С до примерно 143°С). Для облучения GTRP с целью стимулирования сшивания можно успешно применять излучение с пиковой длиной волны в диапазоне от 350 нм до 700 нм, и при этом указанное излучение можно использовать в дополнение к излучению с пиковой длиной волны от 1000 нм до 10000 нм (например, использовать две пиковые длины волны). Некоторая степень сшивания будет иметь место в отсутствие добавления сшивающих агентов; однако дополнительные сшивающие агенты могут повысить скорость и эффективность этого процесса. Следует отметить, что температура 170°F (примерно 77°С) может вызывать сшивание при применении DIBP (диизобутилфталата) в качестве сшивающего агента, что делает целесообразным его применение в GTRP/асфальтовом листе, где требуется стабильность и контролируемое сшивание. При применении в качестве сшивающего агента пероксида дикумила, сшивание будет происходить быстро даже в отсутствие приложенного тепла. Пероксид дикумила можно успешно применять в качестве сшивающего агента, когда GTRP/асфальт находится в жидкой форме (например, в форме эмульсии). Материал для дорожного покрытия, содержащий GTRP, демонстрирует превосходные свойства с точки зрения долговечности по сравнению с обычными материалами для дорожного покрытия, содержащими измельченную шинную резину, которая не подвергалась какой-либо обработке.
Непрерывный GTRP/асфальтовый лист можно применять в виде рулонов и листового материала для защиты от атмосферных воздействий или укладки кровельного покрытия. Альтернативно, когезивный лист GTRP («листовой») или непрерывный GTRP/асфальтовый лист можно расплавить в асфальте или другом растворителе и нанести полученную смесь на поверхность путем распыления с получением герметичной и водонепроницаемой поверхности. Полученная резина в форме частиц также имеет качество, подходящее для применения в черепице для жилых зданий и рулонном кровельном покрытии, обеспечивая устойчивость к повреждению, вызванному градом, улучшенную гибкость при низких температурах (например, гибкость до температуры по меньшей мере -40°F (-40°С)) и пониженную способность к размягчению, растеканию и образованию пятен в жаркую погоду. Рулонное кровельное покрытие, содержащее резину в форме частиц, можно размещать в сухом состоянии и затем подвергать облучению, приводящему к плавлению, деформированию, сшиванию и прилипанию листа к подстилающему слою (например, к изоляционному материалу или старому кровельному покрытию). Жидкую смесь, содержащую GTRP, можно подвергнуть облучению для индуцирования сшивания. Облучение можно осуществить с помощью системы излучателей, аналогичной системе, описанной выше для укладки дорожных покрытий (см., например, патент США №8992118, патент США №9169606, патент США №9074328, патент США №9347187, патент США №9481967, патент США №9551117, патент США №9551114, патент США №9624625, патент США №9637870, патент США №9127413 и патент США №9057163, содержание каждого из которых в полном объеме включено в настоящий документ посредством ссылки). Электромагнитное излучение предварительно выбранной пиковой длины волны можно применять к кровельному покрытию или гидроизоляционному листу или распыляемому на месте материалу. Тепловое излучение можно генерировать путем модификации излучателя таким образом, чтобы он излучал требуемую длину волны. Длину волны электромагнитного излучения, используемого для нагревания, выбирают на основе материалов, присутствующих в рулонном кровельном покрытии. Предпочтительные пиковые длины волн для воздействия на резину в рулонном кровельном покрытии составляют от 350 до 700 нм при плотностях мощности, меньших или равных 10 Вт/дюйм2 (примерно 15,5 кВт/м2). Излучаемая энергия, приложенная к рулонному кровельному покрытию, нагревает резину в рулонном кровельном покрытии, одновременно минимизируя нагревание подложки. Устройство для излучения может быть изготовлено с возможностью минимизации затрат и подходить для применения в полевых условиях. Применение в полевых условиях можно обеспечить путем питания устройства с помощью портативного генератора, например, дизельного двигателя класса 4, электрически соединенного с одной или более с панелями излучателями, расположенными внутри металлического каркаса. Излучатель можно изолировать, например, с помощью высокоплотной керамики, при этом панель(и) можно вставить в керамическую облицовку каркаса, обращенную к плоскости рулонного кровельного покрытия.
Сушку постреакторной смеси GTRP можно проводить до обеспечения любой требуемой степени. Влагу можно удалять медленно или быстро. Мягкая сушка будет иметь минимальное влияние на структуру морфологии эластомерной сетки. Сушка посредством сдвига обычно обеспечивает меньший размер частиц и более быстрое испарение влаги.
Отверждение постреакторной смеси GTRP можно проводить медленно или быстро с применением химических отверждающих агентов или путем облучения (например, с помощью системы излучателей, описанной в настоящем документе в другом месте).
Согласно некоторым вариантам реализации может быть желательным объединить высушенные постреакторные GTRP с твердым полимером (например, исходным натуральным каучуком) путем сухого смешивания, а затем подвергнуть дальнейшей обработке для перемешивания компонентов. Альтернативно, с постреакторными GTRP можно объединить латекс с сертифицированным количеством реакционноспособных участков и подвергнуть дальнейшей обработке. Воду можно удалить позже, например, путем отжимания. Постреакторные GTRP можно модифицировать для различных применений, например, в качестве термопластической, термотропной или термореактивной пластмассы. Полимерные основные цепи предрасположены к вулканизации. Поскольку постреакторные GTRP являются гидрофобными, материалу придают гидрофильность, что позволяет его эмульгировать или превратить в коллоидную суспензию. Свойства можно модифицировать путем добавления гомополимера для функционализации основных цепей. Для придания термореактивных свойств на частицы можно нанести покрытие (например, покрыть нонилфенолэтоксилатом). Для придания термопластичных свойства можно ввести гидрофильные участки (например, посредством четвертичного амина).
Как обсуждалось в настоящем документе, воздействие на GTRP осцилляцией по всей паровой/водной фазе позволяет закачать жидкость в пустоты частиц. Это может привести к очень быстрому насыщению партий, например, менее чем за одну минуту. Во время процесса в реакторе вода может наводнить частицу, так что наблюдается значительное увеличение свободного молекулярного пространства, например, на 500% или более, например, пятикратное увеличение. В результате образуются высушенные частицы, которые можно описать как «пушистые». Высушенные GTRP содержат «пустоты» -внутренние пространства (свободные молекулярные пространства), в которых могут размещаться жидкости. Применение сил сдвига к GTRP может разрушить такие пустоты. При обеспечении GTRP в виде коллоидной суспензии с материалом, подлежащим смешиванию, присутствие пустот способствует интернализации материалов в жидкости в пустотах GTRP. Такие материалы могут включать водорастворимые полимеры. Это может привести к превосходной дисперсионной способности полимера по сравнению с обычным твердым веществом при смешивании в твердом состоянии, которое является основным способом смешивания полимеров в шинной промышленности, для полученных частиц, например, к превосходной прочности при растяжении, гистерезису и сдвигу. Можно наблюдать улучшение физической прочности на от 200 до 300% или более по сравнению с тем, что наблюдают в резине, обычно используемой в шинной промышленности.
На основе анализа физических свойств образцов, состоящих из смесей постреакторных GTRP с небольшими количествами исходного стирольного 1,4-цис-полибутадиенового полимера, можно обеспечить на регулярной основе плотность сшивания, составляющую более приблизительно 80%, по сравнению с компаундом, состоящим из исходной саженаполненной маточной смеси для шин, за счет применения пероксида дикумила (DCP) в качестве катализатора, отверждаемого в течение двух часов при 240°F (примерно 116°С). DCP обеспечивает химически активное сшивание при температуре ниже 240°F (примерно 116°С), но температуры отверждения выше такого порога приводят к разжижению привязанной серной цепи, так что ее лабильное состояние обеспечит более эффективное завершение перегруппировки. Другим эффективным ускорителем является ди(трет-бутилпероксиизопропил)бензол (CAS №25155-25-3, также называемый DBPI).
Силиконовую резину (SiR), привитую посредством функциональности бутадиенового гомополимера с высоким содержанием 1,2-винила, можно сшить с катализатором, содержащим меркапто группу. Такие смеси обеспечат высокие плотности сшивания и получение однородных эластомерных взаимопроникающих доменов, проявляющих превосходные гибридные свойства, известные для обеих групп резины. Гибрид SiR, полученный из саженаполненной маточной смеси и NR/SBR (натурального/стирол-бутадиенового каучука), в котором используют регенерированные EOL частицы, представляет собой новую, экономически эффективную инновацию.
Согласно другому варианту реализации в безводной среде размер частиц GTRP уменьшается и происходит перегруппировка поперечных связей. Резиновую крошку из EOL шин предварительно нагревают до температуры примерно 250°F (примерно 121°С) (например, от 230°F (примерно 110°С) до 270°F (примерно 132°С), или от 240°F (примерно 116°С) до 260°F (примерно 127°С), или от 245°F (примерно 118°С) до 255°F (примерно 123°С)) в трехвальном вертикальном смесителе или другом подходящем смесительном устройстве. Реагент (например, ацетат меди или соль другого металла, как описано в настоящем документе) в твердой форме предварительно нагревают до температуры 250°F (примерно 121°С) (например, предпочтительно выше температуры плавления соли металла, например, до 250°F (примерно 121°С) или более, например, от 230°F (примерно 110°С) до 270°F (примерно 132°С), или от 240°F (примерно 116°С) до 260°F (примерно 127°С), или от 245°F (примерно 118°С) до 255°F (примерно 123°С)) в отдельном сосуде в инертной атмосфере (например, в слое азота). Согласно определенным вариантам реализации инертная атмосфера можно быть необязательной. Нагретый реагент объединяют с предварительно нагретой резиновой крошкой из EOL шин. Например, нагретый реагент можно распылить, оросить в виде аэрозоля или вылить в предварительно нагретую резиновую крошку из EOL шин при перемешивании для достижения равномерного покрытия и распределения реагента на предварительно нагретой резиновой крошке из EOL шин с получением активированной резиновой крошки из EOL шин. При добавлении непосредственно к предварительно нагретой резиновой крошке из EOL шин указанный реагент можно предпочтительно получить в форме тонко измельченного порошка.
Применение взаимосвязано-замещенного резинового материала
Как обсуждалось в настоящем документе, взаимосвязано-замещенный резиновый материал согласно предложенным вариантам реализации подходит для применения в самых разнообразных областях, включая применения в шинах и дорожных покрытиях, как описано выше, или в любых других областях, в которых можно использовать исходный натуральный каучук. Путем применения различных реакционноспособных адгезивных матриц, например, горячих расплавов (например, асфальта, SBR (стирол-бутадиенового каучука), полиизобутилена (PIB) и полиэтилена (РЕ)) и многокомпонентных реакционноспособных веществ (например, полиолов на основе жирных кислот), были получены искусственные продукты и исследованы их свойства. Такие свойства позволяют предположить, что компаундированный взаимосвязано-замещенный резиновый материал может с минимальными затратами эффективно конкурировать с гораздо более дорогостоящими материалами на основе силикона, уретана, эпоксида и этилен-пропилен-диенового терполимера (EPDM). Компаундированный взаимосвязано-замещенный резиновый материал является водонепроницаемым, обладает свойствами облегченной конструкции, устойчив к истиранию, устойчив к воздействию соли, обычных химических реагентов и топлив на основе углеводородов, а также обладает превосходной термостойкостью и стойкостью к ультрафиолетовому излучению. Взаимосвязано-замещенный резиновый материал со свойствами, адаптированными для конкретного применения, можно получить путем регулирования динамики процесса, связанной с композитным материалом на основе перепутанного полимера-наночастиц, который представляет собой взаимосвязано-замещенный резиновый материал. Например, в некоторых случаях меньший размер частиц не является необходимым, и существуют определенные морфологические особенности, описанные в настоящем документе, которые могут обеспечить исходному натуральному каучуку превосходные рабочие характеристики. Наночастицы оказывают сильное влияние на механические свойства полимера; поэтому регулирование во время эксплуатации энтропийно-энтальпийного взаимодействия молекулярной подвижности полимера-хозяина (деформации и релаксации) во всех временных масштабах может обеспечить множество преимуществ.
Было обнаружено, что эксплуатационные характеристики взаимосвязано-замещенного резинового материала могут резко падать при уменьшении размера частиц ниже размера, который примерно в 5-10 раз меньше радиуса статистического клубка полимера-хозяина. Это основано на модели, согласно которой первоначальная смесь из измельченной шины обычно содержит кластер наночастиц:полимер, смещение соотношения статистического клубка (в пользу полимера) более чем 1,0:1,0.
Свыше двухсот элементов, которые входят в состав шины, можно обнаружить в более чем 90% массы (по количеству элементов) отдельных частиц GTR, что позволяет предположить, что исследование однородности взаимосвязано-замещенного резинового материала невозможно, но это не так. Надежный способ устранения сульфидного воздействия, как в способах согласно настоящим вариантам реализации, является намеренно «мягким» при нарушении химических и интермеханических свойств композитного материала, и в настоящее время разрабатывается система для классификации однородности. Головоломка(и), относящаяся к наблюдению вязкости композитного материала, которая противоречит закону вязкости Эйнштейна-Бэтчелора, будет иметь частичное разрешение, как только сульфидный компонент перестанет оказывать влияние. Поскольку появляется простой способ исследования полученного технологического выхода путем соотнесения оптимальной интенсивности процесса и сочленения, предполагается, что взаимосвязано-замещенный резиновый материал можно использовать в различных продуктах, включая изделия с высокими эксплуатационными характеристиками. Примеры изделий с высокими эксплуатационными характеристиками включают монолитные, конструкционные, самоизолирующиеся, вспененные панели, применяемые на месте. Из высушенной и размолотой местной углеродистой богатой целлюлозой растительности с помощью пистолета для напыления рубленного стекловолокна и регенерированной GTR в качестве основного связующего вещества (при высоких загрузках) можно создать небольшие постоянные сейсмостойкие места обитания. В резервуарах и на судах можно установить вторичные напыленные мембраны. Автоматически напыленные многокомпонентные, химически стойкие и устойчивые к давлению облицовки можно установить на стареющие канализационные и водопроводные трубы без проведения экскаваторных работ. Монолитные кровельные мембраны, соответствующие UBC (Унифицированному строительному кодексу), можно изготовить на заводе или нанести на месте. Новую подземную сеть трубопроводов для гражданской инфраструктуры можно защитить более надежными покрытиями, полученными из взаимосвязано-замещенного резинового материала. Морские конструкции всех типов можно защитить от коррозии с помощью противообрастающих композиционных покрытий на основе PTR. Для обеспечения превосходных эксплуатационных характеристик с помощью оболочки на основе взаимосвязано-замещенного резинового материала можно изготовить почти любое производимое в настоящее время изделие, которое должно быть устойчивым к поражению насекомыми-вредителями, топливостойким, устойчивым к плесневению и непроницаемым для бактерий, свето- и солеустойчивым.
Синтез перепроектированных эластомерных полимеров
Перепроектированный эластомерный полимер (REEP), который был предварительно сшит с помощью соединений серы, требует разрушения серных связей и включения альтернативных химических реакций, если это необходимо для улучшения конечных свойств композиции, в которой планируют использовать REEP в качестве существенного элемента. Такие полимеры могут включать, например, измельченную шинную резину, резину из другого источника, другие эластомеры, такие как цис-1,4-полиизопрен, транс-1,4-полиизопрен, натуральный полиизопрен, синтетический полиизопрен, полибутадиен, хлоропреновая резина, галогенированный бутилкаучук негалогенированный бутилкаучук, стирол-бутадиеновый каучук, гидрированный нитрильный каучук, негидрированный нитрильный каучук или другие ненасыщенные каучуки, способные отверждаться посредством серной вулканизации или имеющие углерод-серные связи в основной цепи полимера, например, -C-Sn-C, где n представляет собой целое число, равное двум или более. Повторное сшивание повышает стойкость к окислению и механические свойства, что, тем самым, позволяет улучшить спектр напряжение-релаксация и/или спектр рабочих характеристик. Конечные свойства REEP при повторном сшивании могут успешно придать готовой композиции термореактивный (жесткий) или термотропный (эластичный) характер. К тому же, эффективную рептацию (релаксацию эластомерного полимера) во время обработки REEP легче осуществить на стадии манипулирования внутренними поперечными связями (например, в сочетании с взаимосвязанным замещением, описанным в настоящем документе).
Вулканизированные серой REEP преимущественно состоят из полисульфидных мостиков с энергиями связи приблизительно 150 кДж/моль. Восстановление таких мостиков до моно- или дисульфидного состояния существенно улучшает стойкость к окислению эластомера-хозяина, поскольку энергии связи моно- или дисульфидных мостиков составляют приблизительно 270 кДж/моль. Применение одностадийного метатезиса «одним кликом», в котором серная связь подвергается гибридизации, представляет собой желательную стадию при получении REEP для окончательного компаундирования с получением продукта, содержащего эластомер.
Применение параллельного проточного реактора непрерывного действия для микросинтеза (PCMR) для проведения однопроходной молекулярной повторной сборки REEP может быть основано на понимании сути эффективности действия восстановления-замещения в реальном времени в пределах морфологии образующегося полимера, если это необходимо для обеспечения требуемых, постреакторных, динамических механических аналитических данных. Взаимодействие дипольного момента полимера в пределах тонких «моментальных» поперечных сечениях с замедленной петлей потока реактора с внешним модулированным электрическим полем при одновременной фиксации как диэлектрической проницаемости, так и отклонений градиента скручивания поля, обеспечивает точечные дифференциальные данные относительно изменений, происходящих в результате расположенных в начале дозирующих станций. Это также обеспечивает важные оперативные инструкции относительно того, какое дополнительное электрохимическое «меню ввода» может потребоваться для достижения требуемых конечных свойств при завершении полимером процесса перестройки PCMR. Аналогичные преимущества можно выявить в среде PCMR при применении технологии амплификации градиента скручивания (CGA).
На фиг. 8А показан PCMR согласно одному из вариантов реализации, в котором используют процесс распространения петлевой молекулярной сборки (L-MAP) путем амплификации градиента скручивания. Процесс L-MAP, описанный в настоящем документе, позволяет встроить технологию CGA в усовершенствованную модульную платформу PCMR, обладающую беспрецедентными возможностями для создания новых, а также перепроектированных полимеров. Такой реактор содержит турбо-интегратор 802, в который добавляют дозированные компоненты 801. Указанные компоненты могут включать мономеры, гомополимеры, полимеры и/или другие компоненты. Согласно приведенному варианту реализации для модификации взаимосвязано-замещенной резины в турбо-интегратор можно добавить взаимосвязано-замещенную резину вместе с другими компонентами, например, одним или более мономерами, олигомерами или полимерами, подлежащими прививке к взаимосвязано-замещенной резине, или одним или более реагентами для функционализации взаимосвязано-замещенной резины (например, для блокировки концевых групп полимерной цепи, ионного замещения и т.д.). Согласно описанному варианту реализации смесь компонентов нагревают до 180°F (примерно 82°С) и подают в специализированный насос 803 (специализированный насос №1). Изображенный насос выполнен с возможностью работы при давлениях, меньших или равных 100 psi (примерно 689 кПа), и при температурах, меньших или равных 360°F (примерно 182°С); однако при необходимости применения более высоких давлений и/или температур для конкретной смеси обрабатываемых компонентов, другой насос, соответствующий спецификациям в отношении требуемых давления и температуры, может быть заменен. Затем с помощью насоса смесь подают в батарею трубы 804. Для минимизации площади, занимаемой батареей, труба имеет форму змеевидной конфигурации и ее общая длина составляет 800 дюймов (2032 см). Показанный вариант реализации содержит трубу из нержавеющей стали с диаметром 4 дюйма (примерно 10 см), выполненную в виде батареи из десяти изогнутых сегментов трубы, при этом длина такой батареи составляет 120 дюймов (примерно 305 см). Когда смесь проходит через трубу, компоненты смеси взаимодействуют с образованием перепроектированного эластомерного полимера, имеющего предварительно выбранный состав и свойства. Выходной поток из трубы направляют ко второму насосу 805 (специализированный насос №2), который закачивает прореагировавшую смесь в сушильный бак 806 для извлечения жидкости (например, при 205°F (примерно 96°С)). Конфигурация, показанная в таком варианте реализации, способна производить 783 галлонов/час суспензии (примерно 2964 л/час) 807 при применении набора из двух батарей. Реактор можно масштабировать до любой подходящей конфигурации. Например, можно использовать один или более турбо-интеграторов или других смесительных устройств, известных в данной области техники, необязательно с возможностью нагревания или охлаждения, при повышенном давлении или при поддержании инертной атмосферы. Один турбо-интегратор может снабжать одну или более батарей, или несколько турбо-интеграторов могут снабжать одну батарею. Можно использовать один или более насосов, либо расположенных последовательно относительно одной батареи, параллельно относительно одной батареи, либо один насос с помощью соответствующих трубопроводов или клапанов может снабжать несколько батареей. Как обсуждалось выше, насосы можно выбрать в зависимости от требуемых свойств смеси, подвергаемой перекачиванию (температуры, давления и т.д.). Согласно некоторым вариантам реализации смесь из батареи можно использовать непосредственно в последующих процессах (например, удалить из реактора специализированный насос №2 и/или сушильный бак). Хотя в батарее применяют 4-дюймовую (примерно 10 см) трубу из нержавеющей стали, можно успешно использовать и другие диаметры, например, диаметр от 0,25 дюймов (примерно 0,64 см) или менее до 6 дюймов (примерно 15 см) или более, при этом можно использовать любую подходящую длину трубы, которая обеспечивает достаточное время пребывания компонентов смеси для взаимодействия с получением предварительно выбранного продукта, например, от 50 дюймов (127 см) или менее до 2500 дюймов (6350 см) или более. Согласно некоторым вариантам реализации может потребоваться работа нескольких батареей в последовательной конфигурации, необязательно с применением насоса, расположенного между батареями, например, для обеспечения более длительного времени пребывания или применения насосов, способных работать при пониженном давлении. Труба(ы) может быть оборудована стратегическим статическим смесителем и точками введения химических реагентов для облегчения реакции 804А (фиг. 8А, примечание 1) и встроенными портами 804 В для амплификации градиента скручивания (CGA) (фиг. 8А, примечание 2). Кроме того, труба(ы) также может частично или полностью находиться в контролируемом тепловом пространстве, например, можно применять нагревательную или охлаждающую рубашку или погружную ванну с контролируемой температурой. Альтернативно, труба(ы) может подвергаться воздействию условий окружающей среды.
На фиг. 8В показана конфигурация компактной трубки. В такой конфигурации трубка 811 является спиральной и может находиться в управляемом тепловом пространстве 810. Спиральная трубка в приведенной конфигурации может проходить вдоль оси от входного конца 811А до выходного конца 811В или может быть также выполнена в форме змеевидной конфигурации для дальнейшего уменьшения площади, занимаемой батареей.
PCMR согласно настоящим вариантам реализации можно успешно использовать для функционализации или взаимодействия взаимосвязано-замещенного продукта, описанного в настоящем документе, способом, аналогичным тому, как взаимодействует или функционализирован исходный натуральный каучук. Можно осуществить прививочную полимеризацию, функционализацию концевой группы цепи и т.п. Полученные продукты могут подходить для применения в асфальтовом вяжущем веществе, резиновых шинах, специализированных резиновых продуктах и т.п.
Морфология PTR
После многочисленных экспериментов были изучены экспериментальным путем потоки продуктов, полученные способом, осуществляемом в альтернативном процессе в периодическом режиме с применением сосуда с перемешиванием под давлением. Было обнаружено, что во взаимосвязано-замещенном резиновом материале присутствовали крошечные золотистые волокна с поперечным сечением примерно от 0,002 дюйма (примерно 0,005 см) до 0,005 дюйма (примерно 0,013 см) и переменной длиной. Предполагается, что такие волокна разрушаются только под действием чрезмерного нагревания (при температурах выше, чем те, которые используются в процессе взаимосвязанного замещением, описанном в настоящем документе, и выше, чем те, которые характерны для процессов горячего смешивания) и не будут растворяться в трихлорэтилене (ТСЕ).
Можно ожидать, что присутствие таких волокон не увеличит значительно массу нерастворимого компонента субмикронного взаимосвязано-замещенного резинового материала, но предполагают, что такое волокно закупоривает поры одномикронного фильтра, что делает фактическую фильтрующую среду менее пористой и, тем самым, приводит к ложному показанию доли (quanta) концентрации фильтрата. Образцы взаимосвязано-замещенного резинового материала в виде суспензии пропускали через поршневой диафрагменный насос при высокой температуре и высоком давлении и через высокопрочный спеченный фильтр, способный выдерживать давление до 50000 psi (345 МПа), через 1,0 мкм отверстие. Такая дополнительная обработка, которая, как полагают, уменьшает общую длину волокон, позволяла получить однородную смесь, способную проходить через поры фильтра размером в один мкм. Дальнейшая обработка приводила к быстрому разрушению резины с образованием легко диспергируемого субмикронного фрагмента при некотором выделении сажи.
Указанный волокнистый компонент, полученный из утилизируемой шины, может значительно улучшить прочность связи между асфальтом, к которому добавляют взаимосвязано-замещенный резиновый материал (например, в качестве связующего вещества или адгезива), и заполнителем, что, тем самым, улучшает общие характеристики дорожного покрытия и обеспечивает превосходное дорожное покрытие по сравнению с покрытием, полученным из заполнителя и асфальта, содержащего исходный натуральный каучук.
PTR в саженаполненной маточной смеси
Взаимосвязано-замещенный резиновый материал, полученный с применением лабораторного оборудования, аналогичного устройству, изображенному на фиг. 1, в условиях, аналогичных условиям, приведенным на фиг. 2, добавляли к основной саженаполненной маточной смеси с известными свойствами, содержащей исходный натуральный каучук в количестве 10% масс. (после корректировки с учетом заполнителей во взаимосвязано-замещенном резиновом материале). Полученную 10% масс. смесь подвергали термогравиметрическому анализу и другим испытаниям. Было обнаружено, что полученная 10% смесь по способности к гомогенизации и физическим свойствам почти эквивалентна основной саженаполненной маточной смеси с известными свойствами, содержащей исходный натуральный каучук, так что она не будет влиять на конечные рабочие характеристики новой шины, или ее можно использовать в основной саженаполненной маточной смеси при более высокой загрузке, чем верхний предел, составляющий 3% масс., который традиционно использовали для полностью вулканизированной измельченной шинной резины с мелкими частицами (200 меш). Другими словами, было обнаружено, что взаимосвязано-замещенный резиновый материал подходит для применения при изготовлении шин в качестве единственного источника резины, или его можно использовать в комбинации с основной саженаполненной маточной смесью при загрузках выше 3%, например, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95% масс. или более.
Было обнаружено, что взаимосвязано-замещенный резиновый материал почти не содержит элементарную серу, имеет морфологию, аналогичную композитному исходному натуральному каучуку, имеет размер частиц ≤50 мкм, отличается существенным удержанием сажи в эластомере. Материал подходит для применения в боковине новых легкогрузовых и автомобильных шин в количестве по меньшей мере 20% и до 50, 60%, 70, 80, 90% или более (например, до 100%). Кроме того, такой взаимосвязано-замещенный резиновый материал подходит для применения в мембранах и промышленных резиновых изделиях.
Резиновый полимер IPREX
Резиновый полимер (TRP) на основе взаимопроникающего регенеративного эластомера Xlink (IPREX) представляет собой микрослоистый, анизотропный структурированный резиновый лист. Он состоит из нескольких наплавляемых в вакууме и сшитых слоев, каждый из которых имеет толщину от 10 до 70 мкм. Такой материал содержит угленаполненные взаимопроникающие полиизопрен-полибутадиеновые эластомерные цепи, регенеративные перегруппированные поперечные связи, образованные поперечными сульфидными мостиками. Отдельные пластинки демонстрируют близкую к нулю вероятность образования петли, и наклонно направленную, параллельную рептационную, перекрученную структуру(ы) основной эластомерной цепи, которая при постепенном наложении в процессе конструирования под углом 30-45 градусов к анизотропному «зерну» каждой предыдущей пластинки образует готовый лист, демонстрирующий превосходное сопротивление кручению и упругость, сопоставимые с изотропными листами из аналогичного материала и аналогичной толщины сечения. Предварительно сшитое исходное сырье обрабатывают с получением тонких пластинок, пропуская его через вальцовую мельницу высокого давления с изменяемым зазором между валками. Резину IPREX можно получить в две стадии из предварительно сшитой саженаполненной маточной смеси в качестве исходного сырья, полученного для производства шин или других спроектированных резиновых продуктов, и/или из отходов EOL целых шин, которые были впоследствии разделены на мелкие резиновые частицы (обычно 30 меш, шинная резина, измельченная в условиях окружающей среды), которые затем повторно компаундируют в соответствии с предварительно определенными технологическими параметрами реактора PRISM, описанного в настоящем документе. Резину IPREX можно компаундировать с образованием взаимопроникающей и сшитой эластомерной сетки с другими эластомерами, такими как функционализированная SiR, для повышения химической и термической стойкости. Резина IPREX подходит для применения в конструкции боковины шины, изоляционной ленте, соответствующей нормам и правилам, и заливочных компаундах, промышленной ременной ткани и шлангах, высокотемпературных тканях и прокладках, геотехнических подкладках, кровельных и гидроизоляционных мембранах, коллоидных суспензиях для промышленных адгезивов и суперпейве (системе суперпрочного асфальтового покрытия), термоклее PG, модификации асфальтового вяжущего вещества.
Рабочие характеристики автомобильной шины, содержащей постреакторные GTRP
Постреакторные GTRP имеют на выходе из реактора комковатый, неоднородный вид. После сушки и компаундирования со сшивающими агентами и другими необязательными гибридными эластомерами, обычно выполняемого в закрытом смесителе с высоким сдвиговым усилием, таком как смеситель Бенбери с двойной лопастной мешалкой или Z-образный смеситель, GTRP пропускают через узкий зазор вальцовой мельницы, где указанные частицы превращаются в тонкий лист. Такой тонкий лист, в отличие от эластомерных композитных смесей на основе обычной исходной саженаполненной маточной смеси (VBMB), обработанных аналогичным образом, может проявлять анизотропию в отношении предела прочности при растяжении по длине к пределу прочности при растяжении по ширине, составляющую до приблизительно 3:1. Факторы, которые могут вносить свой вклад в степень анизотропии, включают регулируемое реактором уменьшение вероятности образования петли, манипулирование степенью дислокации поперечных связей и/или сокращение времени внутреннего смешивания.
Регулируемое реактором уменьшение вероятности образования петли
Такой фактор может статистически добавить к полученной матрице в среднем 12,5% по массе дополнительного эффективного эластомера, поскольку после дислокации серного мостика, связанного с предшественником метильного карбокатиона с такой же основной цепью, эластомер высвобождается и динамически ориентируется (и остается таковым) как при рептации-смещении, вдоль боковой оси хода сжатия (перпендикулярной поверхности зазора вальцовой мельницы).
Манипулирование степенью дислокации поперечных связей
Упругость оставшихся поперечных связей в EOL шине вызывает переменное остаточное сопротивление уменьшению размеров во время компаундирования и получения конечного листа, при этом не полностью дислоцированная частица сопротивляется сплющиванию под давлением вальцовой мельницы. Такой придаток действует как якорь, будучи протянутым вдоль той части эластомерной матрицы, которая более легко достигает динамики, подобной рептации. Такой эффект представляет собой рептацию-смещение в поперечном направлении хода сжатия между вальцами.
Сокращение времени внутреннего смешивания
Конечное уменьшение размеров постреакторных частиц GTRP представляет собой функцию количества циклов перетирания, которые выдерживает частица в смесителе (например, смесителе с двойной лопастной мешалкой). Поскольку обычно для получения GTRP, используемых для вальцевания с получением листа, применяемого для многих целей, используют только минимальные количества добавок, чрезмерное высокое усилие сдвига не требуется, за исключением тех случаев, когда желательно постепенное уменьшение размеров комков. Такая манипуляция во времени смешивания может иметь аналогичный, но немного менее выраженный эффект перемещения якоря, чем эффект, ранее описанный в настоящем документе.
Когда изотропия является целесообразной, GTRP можно обработать способом, который представляет собой инверсию указанных трех дискриминаторов. Однако, в отличие от VBMB, анизотропное качество может иметь огромное преимущество в конструкциях, которые должны подвергаться постоянному изгибанию, но при этом оставаться стабильными по размерам, такие как боковина шины транспортного средства.
Обработанная резина для применения в шинах
Среднеотраслевые показатели составляют приблизительно 15% от эксплуатационного расхода топлива транспортным средством при преодолении сопротивления качению автомобильной шины. Большая часть такого сопротивления обусловлена изгибом шины, поскольку при каждом обороте протектор отклоняется туда-сюда по случайной синусоидальной траектории в направлении движения, когда беговая часть шины вступает в контакт с дорожным покрытием. Такая деформация сдерживается за счет свойств упругости и кручения боковины шины, передаваемых на твердый обод и подвеску транспортного средства. В производственном дизайне и конструкции шин используют армирующую ткань, расположенную под углом от 15 до 90 градусов к вертикальной плоскости катящейся шины, которую наслаивают между изотропной VBMB для создания композитной структуры, сохраняющей безопасную и эффективную катящуюся конструкцию. Однако для преодоления широкого диапазона торсионных механизмов, связанных с перемещением при различных состояниях поверхности с переменными скоростями, требуется значительная энергия.
Микрослоистый GTRP лист с толщиной 40 мил (~ 1 мм), состоящий из четырех листов толщиной 0,010 дюйма (примерно 0,025 см), уложенных в форме сборки из четырех микрослоев, при этом каждый подслой расположен под углами приблизительно 45 градусов к последующей слоистой структуре, демонстрирует увеличение приблизительно на 30% или более устойчивости к деформации при кручении по сравнению с аналогичным образом полученной микрослоистой структурой VBMB. При применении торсионных механических моделей, количественно выраженных в единицах фунт-фут сила, для шинной конструкции, в которой используют такую анизотропную микрослоистую структуру, в частности, в качестве компонента в двух самых внешних слоистых структурах шинной конструкции, где напряжение от размерного радиуса при деформации является наибольшим, предсказывают уменьшение сопротивления качению на единицу массы каркаса шины на от 9,5% до 16%. Десятипроцентное (10%), уменьшение сопротивления качению шины с учетом текущего мирового потребления топлива соответствует ежегодной экономии топлива, составляющей более шести миллиардов галлонов (6000000000 галлонов (примерно 22700000000 л)). Таким образом, обработанная резина согласно настоящим вариантам реализации особенно полезна при применении в шинах, например, в виде микрослоистых листов (например, от 2 до 100 или более листов, например, от 2 до 20, от 2 до 20 или от 2 до 5 листов, наслоенных вместе) для применения в боковинах шин.
Обработанная резина для применения в высококачественных продуктах
Резину и резиносодержащие материалы согласно различным вариантам реализации можно получить таким образом, чтобы они соответствовали одному или более из следующих спецификаций. Согласно некоторым вариантам реализации получают резину и резиновые изделия, соответствующие одной или нескольким спецификациям MIL-R, перечисленным ниже. Такие продукты могут включать, но не ограничиваются ими, протектор шины, боковину шины, кровельную мембрану, изоляционную ленту с высокой диэлектрической проницаемостью, облицовку бака, облицовку резервуара, траншейную крепь, опорную поверхность моста, гидроизоляционный материал для фундамента, гидроизоляционный материал для крытой автостоянки, шланг, ремень, отливку или другие резиновые товары, полученные из формованной резины или резинового листового материала (например, прокладки, трубопроводы, амортизирующие материалы, коврики для пола и бортовые прокладки для транспортных средств, коврики и материалы для покрытия полов для коммерческого и жилого строительства, основания для полов, настилов и бетона, звукоизоляционные материалы и т.д.) Другие продукты включают прорезиненные ленты в одежде и резинках для волос, перчатки для мытья посуды, игрушки, герметики для контейнеров и шины, дверные коврики с приветственной надписью, садовые шланги. Другие бытовые предметы из резины включают сапоги, плащи, противофильтрационные облицовки водоемов, матрасы и диванные подушки, подушки, ручки для садовых инструментов, пробки для ванн, дверные доводчики, затычки для ушей, грелки, трубки для аквариума, моечные устройства и подкладки для ковриков. Из резины согласно настоящим вариантам реализации могут быть сделаны пробки для лабораторных колб и флаконов, химически стойкие коврики и прокладки, протезы и другие специализированные продукты и оборудование, а также резиновые миски для еды и воды, жевательные игрушки и шарики, наматрасники из губчатой резины, коврики, эластичные ветеринарные накидки, противоблошиные ошейники, рабочие рукавицы и резиновые расчески, коврики для мыши, клавиатуры, адгезивы и колеса для кресла на колесиках, коврики с повышенной динамической прочностью, основание для ковра, вкладыши для наушников и резиновые печати, надувные матрасы для кемпинга, плитки для игровых площадок, резиновые уточки, спортивная одежда, костюмы для подводного плавания, детали для автомобилей гражданского и военного применения; детали лодок, кораблей и подводных лодок для гражданского или военного применения; детали для летательных аппаратов, пассажирских самолетов и реактивных истребителей, детали для железнодорожных вагонов и железнодорожных двигателей, изделия для жилых и коммерческих зданий, внутризаводские или фабричные или промышленные компоненты, компоненты одежды и обуви.
Обработанную резину согласно настоящим вариантам реализации можно использовать в резиновых продуктах, соответствующих или превышающих одну или более из следующих спецификаций ASTM, военных спецификаций (MIL), спецификаций аэрокосмических материалов (AMS) и/или других спецификаций, которые применяют в различных отраслях промышленности, использующих резиновые изделия.
ASTM С542 (ASTM С 1166 Procedure) - Low Smoke, Low Flame, Low Toxicity Neoprene
ASTM E662 - Low Smoke, Low Flame, Low Toxicity Neoprene
ASTM D1330 Grade 1 - Premium SBR - Style 22
ASTM D1330 Grade 2 - Red Rubber SBR - Style 20
ASTM D2000 1AA 430 - Natural Rubber - Style 28
ASTM D2000 1AA 704 Z1 (11=75±5 Durometer) - Red Rubber SBR - Style 20
ASTM D2000 M1AA 407 - Butyl
ASTM D2000M 1AA 417 - Natural Rubber, Pure Gum Floating Natural Rubber, EZ Cut Non-Floating Gum Natural Rubber, Protein Free (Synthetic Polyisoprene) Natural Rubber
ASTM D2000 M1AA 503 - Commercial EPDM
ASTM D2000 M1AA 507 - Butyl
ASTM D2000M1AA 517 - Natural Rubber
ASTM D2000 M1AA 606 - Commercial EPDM
ASTM D2000 M1AA 607 - Butyl
ASTM D2000M1AA 617 - Natural Rubber
ASTM D2000M1AA703Z1 (Z1=75±5Durometer) - Specification Grade SBR (Red)
ASTM D2000 M1AA 706 - Commercial EPDM
ASTM D2000 M1AA 710 - Butyl
ASTM D2000 M4AA 407 A13 B13 C12 F17
ASTM D2000M4AA 421 F17 G21 - Tuff-Stuff® Natural Rubber
ASTM D2000 M4AA 510 A13 B13 C12 F17 - ASTM D2000 M4AA Specification Grade (EPDM)
ASTM D2000 M4AA 610 A13 B13 C12 F17
ASTM D2000 M4AA Specification Grade (EPDM)
ASTM D2000 M4AA 710 A13 B13 C12 F17
ASTM D2000 M4AA Specification Grade (EPDM)
ASTM D2000 M2BA 407 C12 F17 - Premium EPDM - Style 45
ASTM D2000 3BA 508 C12 - Commercial EPDM - Style 40
ASTM D2000 3BA 515 A14B13C12F17 - Premium EPDM - Style 45
ASTM D2000 3BA 608 C12 - Commercial EPDM - Style 40
ASTM D2000 3BA 615 A14 B13 C12 F17 - Premium EPDM - Style 45
ASTM D2000 3BA 708 C12 - Commercial EPDM - Style 40
ASTM D2000 3BA 715 A14 B13 C12 F17 - Premium EPDM - Style 45
ASTM D2000 3BA 815 A14B13C12F17-Premium EPDM - Style 45
ASTM D2000 1BC 408 - Commercial Neoprene - Style 10
ASTM D2000 1BC 508 - Commercial Neoprene - Style 10, Matte Finish Neoprene - Style 12
ASTM D2000 1BC 515 - Mid-Grade Neoprene - Style 15
ASTM D2000 1BC 609 - Commercial Neoprene - Style 10, Matte Finish Neoprene - Style 12
ASTM D2000 1BC 615 - Mid-Grade Neoprene - Style 15
ASTM D2000 1BC 710-Commercial Neoprene - Style 10, Matte Finish Neoprene - Style 12
ASTM D2000 1BC 715 - Mid-Grade Neoprene - Style 15
ASTM D2000 1BC 810 - Commercial Neoprene - Style 10, Matte Finish Neoprene - Style 12
ASTM D2000 M1BC 303 - Mid-Grade Neoprene - 5100 Series, Premium Neoprene
ASTM D2000 M1BC 403 - Mid-Grade Neoprene - 5100 Series, Neoprene Molded Slabs
ASTM D2000 M1BC 407 - Premium Neoprene
ASTM D2000 M1BC 507 - Mid-Grade Neoprene - 5100 Series, Neoprene Molded Slabs
ASTM D2000 M1BC 510 - Premium Neoprene
ASTM D2000 M1BC 607 - Mid-Grade Neoprene - 5100 Series, Neoprene Molded Slabs
ASTM D2000 M1BC 610 - Premium Neoprene
ASTM D2000 M1BC 707 - Mid-Grade Neoprene - 5100 Series, Neoprene Molded Slabs
ASTM D2000 M1BC 710 - Premium Neoprene
ASTM D2000 M1BC 807 - Mid-Grade Neoprene - 5100 Series, Neoprene Molded Slabs
ASTM D2000 M1BC 810 - Premium Neoprene
ASTM D2000 M1BC 907 - Premium Neoprene
ASTM D2000 M2BC 407 A14 B14 C12 F17 Z1 - (Z1=Fungus Resistance per MIL STD 810, Method508), Anti-Microbial Neoprene
ASTM D2000 M2BC 410 A14 B14 C12 E034 F17
ASTM D2000 M2BC Specification Grade (Neoprene)
ASTM D2000 M2BC 510 A14 B14 C12 F17 Z1 - (Z1=Fungus Resistance perMIL STD 810, Method508), Anti-Microbial Neoprene
ASTM D2000 M2BC 510 A14B14 C12E034F17
ASTM D2000 M2BC Specification Grade (Neoprene)
ASTM D2000 M2BC 610 A14 B14 C12 F17 Z1 - (Z1=Fungus Resistance per MIL STD 810, Method508), Anti-Microbial Neoprene
ASTM D2000 M2BC 610 A14 B14 C12 E034 F17
ASTM D2000 M2BC Specification Grade (Neoprene)
ASTM D2000 M2BC 710 A14 B14 C12 E034 F17
ASTM D2000 M2BC Specification Grade (Neoprene)
ASTM D2000 MICA 410 - Peroxide Cure EPDM
ASTM D2000 MICA 510 - Peroxide Cure EPDM
ASTM D2000 MICA 610 - Peroxide Cure EPDM
ASTM D2000 MICA 710 - Peroxide Cure EPDM
ASTM D2000 MICA 810 - Peroxide Cure EPDM
ASTM D2000 1BF 408 Z1 (Z1=Meets basic requirements of BFmaterials), Commercial Nitrile (Buna-N) - Style 3 5
ASTM D2000 1BF 508 Z1 (Z1=Meets basic requirements of BF materials), Commercial Nitrile (Buna-N) - Style 3 5
ASTM D2000 1BF 609 - Commercial Nitrile (Buna-N) - Style 35
ASTM D2000 1BF 710 -Commercial Nitrile (Buna-N) - Style 35
ASTM D2000 1BF 810 -Commercial Nitrile (Buna-N) - Style 35
ASTM D2000 1BG 610 - FDA Nitrile (Buna-N) - Style 37
ASTM D2000 M1BG 407 - Premium Nitrile (Buna-N)
ASTM D2000 M1BG 503 Zl (Z1=45±5 Durometer), WARCO White® FDA Nitrile (Buna-N)
ASTM D2000 M1BG 507 - Premium Nitrile (Buna-N)
ASTM D2000 M1BG 607 Z1 (Z1=55±5 Durometer), WARCO White® FDA Nitrile (Buna-N)
ASTM D2000 M1BG 610 - Premium Nitrile (Buna-N)
ASTM D2000 M1BG 707 Z1 (Z1=65±5 Durometer), WARCO White® FDA Nitrile (Buna-N)
ASTM D2000 M1BG 710 - Premium Nitrile (Buna-N)
ASTM D2000 M1BG 803 - WARCO White® FDA Nitrile (Buna-N)
ASTM D2000 M1BG 810 - Premium Nitrile (Buna-N)
ASTM D2000 M1BG 910 - Premium Nitrile (Buna-N)
ASTM D2000 5BG 613 A14 B14 E014 E014 F17 - Premium Nitrile (Buna-N) -Style 36
ASTM D2000 5BG 620 A14 B14 E034 - Transformer Oil Nitrile (Buna-N)
ASTM D2000 5BG 720 A14 B14 E034 - Transformer Oil Nitrile (Buna-N)
ASTM D2000 M5BG 407 A14 B14 E014 E034 F17 - ASTM D2000 M5BG Specification Grade (Nitrile/Buna-N)
ASTM D2000 M5BG 507 A14 B14 E014 E034 F17 - ASTM D2000 M5BG Specification Grade (Nitrile/Buna-N)
ASTM D2000 M5BG 610 A14 B14 E014 E034 F17 - ASTM D2000 M5BG Specification Grade (Nitrile/Buna-N)
ASTM D2000 M5BG 710 A14 B14 E014 E034 F17 - ASTM D2000 M5BG Specification Grade (Nitrile/Buna-N)
ASTM D2000M1HK 607-Premium Viton® A: 66% Fluorine
ASTM D2000 М1НК 707 - Premium Viton® A: 66% Fluorine, Premium Viton® B: 68% Fluorine
ASTMD2000M1HK 807-Premium Viton® A: 66% Fluorine
ASTM D2000 M1HK 807 Z1 (Z1=75±5 Durometer), Premium Viton® В: 68% Fluorine
MIL-R-900 - MIL-R-900 Specification Grade
MIL-G-1149 - MIL-G-1149 Type 1 Class 1 Grade 50-MIL-R-1149 Specification Grade (Neoprene)
MIL-G-1149 Type 1 Class 2 Grade 50 - MIL-R-1149 Specification Grade (SBR)
MIL-G-1149 Type 1 Class 5 Grade 50 - MIL-R-1149 Specification Grade (Nitrile/Buna-N)
MIL-R-2765 - MIL-R-2765 Specification Grade (Nitrile/Buna-N)
MIL-R-3065 SB 410F2-MIL-R-3065 SB Specification Grade (Nitrile/Buna-N)
MIL-R-3065 SB 515 F2 - MIL-R-3065 SB Specification Grade (Nitrile/Buna-N)
MIL-R-3065 SB 615 F2 - MIL-R-3065 SB Specification Grade (Nitrile/Buna-N)
MIL-R-3065 SB 715 F2 - MIL-R-3065 SB Specification Grade (Nitrile/Buna-N)
MIL-R-3065 SB 815 F2 - MIL-R-3065 SB Specification Grade (Nitrile/Buna-N)
MIL-R-3065 SC310F1 - MIL-R-3065 SC Specification Grade (Neoprene)
MIL-R-3065 SC 408 Z1 (Z1=350% minimum Elongation), Commercial Neoprene - Style 10
MIL-R-3065 SC 410 F2-MIL-R-3065 SC Specification Grade (Neoprene)
MIL-R-3065 SC 508 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
MIL-R-3065 SC 515 F2 - MIL-R-3065 SC Specification Grade (Neoprene)
MIL-R-3065 SC 609 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
MIL-R-3065 SC 615 F2 -MIL-R-3065 SC Specification Grade (Neoprene)
MIL-R-3065 SC 710 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
MIL-R-3065 SC 715 F2 -MIL-R-3065 SC Specification Grade (Neoprene)
MIL-R-3065 SC 810 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
MIL-R-3065 SC 815 F1 - MIL-R-3065 SC Specification Grade (Neoprene)
MIL-R-3065 RS 508 C1 - Commercial EPDM - Style 40
MIL-R-3065 RS 515 C1 F1 - Premium EPDM - Style 45
MIL-R-3065 RS 608 C1 - Commercial EPDM - Style 40
MIL-R-3065 RS 615 C1 F1 - Premium EPDM - Style 45
MIL-R-3065 RS 708 C1 - Commercial EPDM - Style 40
MIL-R-3065 RS 715 C1 F1 - Premium EPDM - Style 45
MIL-R-3065 RS 815 C1 F1 - Premium EPDM - Style 45
MIL-R-6855 Class 1 Grade40 - MIL-R-6855 Class 1 Fuel Resistant Specification Grade (Nitrile/Buna-N)
MIL-R-6855 Class 1 Grade 50 - MIL-R-6855 Class 1 Fuel Resistant Specification Grade (Nitrile/Buna-N)
MIL-R-6855 Class 1 Grade 60 - MIL-R-6855 Class 1 Fuel Resistant Specification Grade (Nitrile/Buna-N)
MIL-R-6855 Class 1 Grade 70 - MIL-R-6855 Class 1 Fuel Resistant Specification Grade (Nitrile/Buna-N)
MIL-R-6855 Class 1 Grade 80 - MIL-R-6855 Class 1 Fuel Resistant Specification Grade (Nitrile/Buna-N)
MIL-R-6855 Class 2, Grade 30 - MIL-R-6855 Class 2 Oil Resistant Specification Grade (Neoprene)
MIL-R-6855 Class2, Grade40 - MIL-R-6855 Class 2 Oil Resistant Specification Grade (Neoprene)
MIL-R-6855 Class 2, Grade 50 - MIL-R-6855 Class 2 Oil Resistant Specification Grade (Neoprene)
MIL-R-6855 Class 2, Grade 60 - MIL-R-6855 Class 2 Oil Resistant Specification Grade (Neoprene)
MIL-R-6855 Class 2, Grade 70 - MIL-R-6855 Class 2 Oil Resistant Specification Grade (Neoprene)
MIL-R-6855 Class 2, Grade 80 - MIL-R-6855 Class 2 Oil Resistant Specification Grade (Neoprene)
MIL-R-21252 - MIL-R-21252 Specification Grade (EPDM)
MIL-R-83248C Type 2 Class 1 - Fluorozone® Mil-Spec Performance FKM, Military Specification Grade Viton® A, MIL-R-83285
MIL-R-83285 Grade 80 - MIL-R-83285 Grade 80 Specification Grade (EPDM)
AMS 3205 - Aerospace Material Specification (AMS) Grade Low Temperature (Neoprene)
AMS 3208 - Aerospace Material Specification (AMS) Grade Weather Resistant (Neoprene)
AMS 3215 - Aerospace Material Specification (AMS) Grade Fuel Resistant (Nitrile/Buna-N)
AMS 3216 - Fluorozone® Mil-Spec Performance FKM, Military Specification Grade Viton® A
AMS 3301 -INFINISIL™ Spec-Grade Performance Silicone
AMS 3302 -INFINISIL™ Spec-Grade Performance Silicone
AMS 3303 - INFINISIL™ Spec-Grade Performance Silicone
AMS 3304 -INFINISIL™ Spec-Grade Performance Silicone
FDA Approved Ingredients per 21 CFR 177.2600 - FDA Neoprene, WARCO White® FDA Nitrile, Natural Rubber - Style 28, Pure Gum Floating Natural Rubber, Fluorozone® FDA Performance FKM, FDA Viton® A: 66% Fluorine, FDA Red Silicone, FDA White Silicone, FDA Approved Grade TPE (Black), FDA Approved Grade TPE (Neutral)
NSF 51 - NSF 51 & NSF 61 Approved Grade TPE
NSF 61 - NSF 51 & NSF 61 Approved Grade TPE
A-A-59588 2A & 2B - INFINISIL™ Spec-Grade Performance Silicone
SAE J200 1AA 430-Natural Rubber - Style 28
SAE J200 3BA 508 C12 - Commercial EPDM - Style 40
SAE J200 3BA 515 A14 B13 C12 F17 - Premium EPDM - Style 45
SAE J200 3BA 608 C12 - Commercial EPDM - Style 40
SAE J200 3BA 615 A14 B13 C12 F17 - Premium EPDM - Style 45
SAE J200 3BA 708 C12 - Commercial EPDM - Style 40
SAE J200 3BA 715 A14 B13 C12 F17 - Premium EPDM - Style 45
SAE J200 3BA 815 A14 B13 C12 F17 - Premium EPDM - Style 45
SAE J200 1BC 408 - Commercial Neoprene - Style 10
SAE J200 1BC 508 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
SAE J200 1BC 609 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
SAE J200 1BC 710 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
SAE J200 1BC 810 - Commercial Neoprene - Style 10, Matte Finish Neoprene -Style 12
SAE J200 1BF 608 Z1 (Z1=40±5 Durometer) -Commercial Nitrile (Buna-N) -Style 35
SAE J200 1BF 608 Z1 (Z1=50±5 Durometer) -Commercial Nitrile (Buna-N)-Style 3 5
SAE J200 1BF 609 - Commercial Nitrile (Buna-N) - Style 35
SAE J200 1BF 710 - Commercial Nitrile (Buna-N) - Style 35
SAE J200 1BF 810 - Commercial Nitrile (Buna-N) - Style 35
AASHTO Grade 2 - AASHTO Unsupported Neoprene Bearing Pads - Style 71, AASHTO Unsupported Calendered Neoprene Bearing Pads, AASHTO Unsupported Molded Neoprene Bearing Pads, AASHTO Unsupported Neoprene Bearing Pads -Style 72
AASHTO Grade 3 - AASHTO Unsupported Calendered Neoprene Bearing Pads, AASHTO Unsupported Molded Neoprene Bearing Pads
Caltrans 51-1.14 Waterstops - Cal-Trans Strip Water Stops
Boeing BSS 7239 -Low Smoke, Low Flame, Low Toxicity Neoprene
Bombardier SMP 800-C - Low Smoke, Low Flame, Low Toxicity Neoprene
GMP.E/P.002 - General Purpose Grade TPE (Neutral)
GMP.E/P.003 - General Purpose Grade TPE (Neutral)
GMP.E/P.004 - General Purpose Grade TPE (Neutral)
GMP.E/P.005 - General Purpose Grade TPE (Neutral)
GMP.E/P.006 - General Purpose Grade TPE (Neutral)
GMP.E/P.007 - General Purpose Grade TPE (Neutral)
MSAR20A - General Purpose Grade TPE (Black)
MSAR20B - General Purpose Grade TPE (Neutral)
MSAR20C - General Purpose Grade TPE (Neutral)
MSAR20D - General Purpose Grade TPE (Neutral)
MSAR20E - General Purpose Grade TPE (Neutral)
MSAR30A - General Purpose Grade TPE (Neutral)
MSAR30B - General Purpose Grade TPE (Neutral)
MSAR40A-Flame Retardant Grade TPE
MSAR40B - Flame Retardant Grade TPE
WSD-M2D379-A1 - General Purpose Grade TPE (Neutral)
WSD-M2D380-A1 - General Purpose Grade TPE (Neutral)
WSD-M2D381-A1 - General Purpose Grade TPE (Neutral)
WSD-M2D382-A1 - General Purpose Grade TPE (Neutral)
WSD-M2D441-A-General Purpose Grade TPE (Neutral)
WSD-M2D712-A1 - General Purpose Grade TPE (Neutral)
HHP-151F - ННР-15IF Cloth-Inserted (C1), Fungus Resistant, Anti-Microbial Neoprene
General Electric EA12C11E7 - Transformer Oil Nitrile (Buna-N)
ASTM D 178-93 Type 1 Class 2 - ASTM Switchboard Type 1 Rubber Matting
ASTM D2000 1AA - Corrugated Matting, Heavy Corrugated Matting, Lightweight KleenRite® Matting, Molded Slabs
AASHTO Grade 2 - AASHTO Unsupported Molded Neoprene Bearing Pads
AASHTO Grade 3 - AASHTO Unsupported Molded Neoprene Bearing Pads
Резиновый полимер PRISM™
Обработанную резину согласно некоторым вариантам реализации можно использовать в резиновом полимере PRISM™, материале гибридной маточной смеси на основе полибутадиен-бутилкаучука, включающем сульфидный метатезис, вызванный фазной ретикуляцией (PRISM). Резиновый полимер PRISM™ можно компаундировать таким образом, чтобы он содержал до восьми дополнительных смешанных полимеров, но чаще не более трех дополнительных полимеров (например, SBR, натуральный каучук и/или EPDM), в зависимости от конечного применения. Резиновый полимер PRISM™ включает взаимопроникающую двойную эластомерную сетку, в которой две совершенно разные химические структуры основной цепи были тесно сплетены, а затем сшиты отдельно друг от друга. Такой процесс позволяет достичь превосходного пространственного плетения и превосходных торсионных механических свойств по сравнению с обычным материалом маточной смеси для обеспечения превосходной стабильности во всех применениях. Преимущества резинового полимера PRISM™ включают высокое соотношение эффективность/стоимость, улучшенные механические, химические и электрические свойства, превосходную стойкость к окислению, значительное снижение углеродного следа, устойчивую химию полимеров. Резиновый полимер PRISM™ подходит для применения в боковинах шин, кровельных мембранах, изоляционной ленте с высокой диэлектрической проницаемостью, облицовке бака, облицовке резервуара, траншейной крепи, опорной поверхности моста, гидроизоляционном материале для фундамента, гидроизоляционном материале для крытой автостоянки, резиновых шлангах, резиновых ремнях и резиновой отливке.
Иллюстративные способы, устройство и композиции
Способ 1: Способ получения модифицированной резины, включающий: введение водной суспензии, содержащей частицы вулканизированной резины и металлоорганическое соединение, в электромеханический реактор, выполненный с возможностью создания среды фазового пространства путем кавитации с тем, чтобы вызвать расслоение резиновой матрицы внутри частиц вулканизированной резины в координации с разрывом сульфидных связей.
Способ 2: Способ согласно Способу 1, дополнительно включающий восстановление дислоцированных сульфидных связей с формированием внутри матрицы сшитых серными мостиками, перегруппированных слоистых структур.
Способ 3: Способ согласно Способу 1, в котором расслоение вызвано тем, что часть жестких сульфидных мостиков частиц вулканизированной резины у исходного метильного карбокатиона становятся несвязанными, оставаясь при этом привязанными у исходного аллильного карбокатиона.
Способ 4: Способ согласно Способу 1, в котором металлоорганическое соединение содержит металл с октаэдрической молекулярной геометрией.
Способ 5: Способ согласно Способу 1, в котором металлоорганическое соединение содержит ион металла, выбранный из группы, состоящей из Со2+, Cu2+, Ni2+, Zn2+ и Mn2+.
Способ 6: Способ согласно Способу 1, в котором металлоорганическое соединение содержит органический анион в качестве лиганда для иона металла.
Способ 7: Способ согласно Способу 6, в котором органический анион содержит ацетат-ион.
Способ 8: Способ согласно Способу 1, в котором металлоорганическое соединение представляет собой ацетат меди.
Способ 9: Способ согласно Способу 1, в котором металлоорганическое соединение представляет собой соль металла, претерпевающую фазовый переход от твердого к жидкому состоянию в диапазоне температур от 115 до 150°С.
Способ 10: Способ согласно Способу 1, в котором температуру в электромеханическом реакторе поддерживают на уровне окружающей среды с помощью охлаждающей рубашки или охлаждающих змеевиков.
Способ 11: Способ согласно Способу 1, в котором размер частиц крошки вулканизированной резины составляет более 200 меш.
Реактор 12: Электромеханический реактор, содержащий: ротор, имеющий множество пазов; и статор, при этом указанный электромеханический реактор выполнен с возможностью создания среды фазового пространства путем образования смеси увлеченного воздуха, металлоорганического соединения и частиц измельченной шинной резины в жидкости, подвергающейся кавитации.
Матрица 13: Гетерогенная матрица на основе резины, содержащая взаимопроникающую сетку из двух или более эластомеров, при этом указанная сетка содержит сшитые серными мостиками, перегруппированные переплетенные слоистые структуры, среднее расстояние между которыми составляет от 10 нм до 5 мкм, при этом каждая слоистая структура содержит один из двух или более эластомеров.
Матрица 14: Матрица согласно Матрице 13, дополнительно содержащая частицы сажи, диспергированные между слоистыми структурами.
Матрица 15: Матрица согласно Матрице 13, в которой два или более эластомера содержат исходный натуральный каучук и эластомер, полученный из измельченной шинной резины.
Матрица 16: Матрица согласно Матрице 13, в которой два или более эластомера содержат исходный натуральный стирол-бутадиеновый/бутадиеновый каучук и эластомер, полученный из измельченной шинной резины.
Матрица 17: Матрица согласно Матрице 13, в которой два из двух или более эластомеров имеют разные химические структуры основной цепи.
Матрица 18: Матрица согласно Матрице 13, в которой два из двух или более эластомеров, имеющих разные химические структуры основной цепи, тесно сплетены, а затем сшиты отдельно друг от друга.
Лист 19: Лист из гетерогенной матрицы на основе резины согласно Матрице 13.
Лист 20: Лист согласно Листу 19, демонстрирующий анизотропию в отношении предела прочности при растяжении по длине к пределу прочности при растяжении по ширине, при этом анизотропия предела прочности при растяжении по длине к пределу прочности при растяжении по ширине составляет от 1,1:1 до 3:1.
Слоистая структура 21: Слоистая структура, содержащая множество листов согласно Листу 19.
Слоистая структура 22: Слоистая структура согласно Слоистой структуре 21, в которой толщина каждого из листов составляет от 10 до 70 мкм.
Слоистая структура 23: Слоистая структура согласно Слоистой структуре 21, в которой каждый из листов получен путем наплавления в вакууме и сшит с соседним листом.
Слоистая структура 24: Слоистая структура согласно Слоистой структуре 21, в которой каждый из листов ориентирован под углом от 30 до 45 градусов к анизотропному зерну соседнего листа.
Структура 25: Композитная структура измельченной шинной резины, имеющая несвязанную, рептационную внутреннюю морфологию, при этом часть содержащихся в ней жестких сульфидных связей является каждая привязанной у исходного аллильного карбокатиона и несвязанной у исходного метильного карбокатиона.
Вулканизированная резина 26: Вулканизированная резина, в которой часть содержащихся в ней жестких сульфидных связей является каждая привязанной у исходного аллильного карбокатиона и несвязанной у исходного метильного карбокатиона, и в которой часть полимерной основной цепи в вулканизированной резине замещена ацетатным фрагментом.
Взаимосвязано-замещенная резина 27: Взаимосвязано-замещенная резина, по существу описанная в настоящем документе.
Изделие 28: Протектор шины, боковина шины, кровельная мембрана, изоляционная лента с высокой диэлектрической проницаемостью, облицовка бака, облицовка резервуара, траншейная крепь, опорная поверхность моста, обмотка жгута проводов, самосклеивающаяся обмотка жгута проводов, обувные подошвы, резиновые сапоги, изоляционная лента, гидроизоляционный материал для фундамента, гидроизоляционный материал для крытой автостоянки, шланг, ремень или отливка, содержащие взаимосвязано-замещенный резиновый продукт, описанный в настоящем документе.
Резиновая шина 29: Резиновая шина, в которой от 3% по массе до 15% по массе резины в шине получено способом, по существу описанным в настоящем документе.
Резиновая шина 30: Резиновая шина, в которой от 15% по массе до 100% по массе резины в шине получено способом, по существу описанным в настоящем документе.
Протектор шины 31: Протектор шины, содержащий от 10% по массе до 50% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Боковина шины 32: Боковина шины, содержащая от 5% по массе до 100% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Резиноасфальтовое связующее вещество 33: Резиноасфальтовое связующее вещество, содержащее от 5% по массе до 95% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Асфальтовая эмульсия 34: Асфальтовая эмульсия, содержащая от 5% по массе до 95% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Асфальтовый кровельный материал 35: Асфальтовый кровельный материал, содержащий от 5% по массе до 95% по массе взаимосвязано-замещенной резины, по существу описанной в настоящем документе.
Хотя настоящее изобретение было проиллюстрировано и подробно описано на чертежах и в приведенном выше описании, такие иллюстрации и описание следует рассматривать как иллюстративные или приведенные в качестве примера, а не ограничивающие. Настоящее описание не ограничено приведенными вариантами реализации. Изменения в описанных вариантах реализации могут быть поняты и осуществлены специалистами в данной области техники при практическом применении заявленного изобретения на основе изучения графических материалов, описания и прилагаемой формулы изобретения.
Все ссылки, цитируемые в настоящем документе, в полном объеме включены в него посредством ссылки. В тех случаях, когда публикации и патенты или заявки на патенты, включенные посредством ссылки, противоречат раскрытию, содержащемуся в описании изобретения, предполагают, что указанное описание заменяет и/или имеет преимущество перед любым таким противоречивым материалом.
Если не указано иное, все термины (в том числе технические и научные термины) должны быть предоставлены специалисту в данной области техники в их обычном и общепринятом значении и не должны быть ограничены особым или специализированным значением, если иное явно не определено в настоящем документе. Следует отметить, что применение конкретной терминологии при описании определенных признаков или аспектов настоящего изобретения не должно подразумевать, что такая терминология заново определена в настоящем документе с целью ограничения включения каких-либо конкретных характеристик признаков или аспектов настоящего изобретения, с которыми связана указанная терминология. Термины и фразы, применяемые в настоящей заявке, и их вариации, в частности, в прилагаемой формуле изобретения, если прямо не указано иное, следует рассматривать как неограничивающие, а не как ограничивающие. В качестве примеров вышеизложенного, следует понимать, что термин «включающий» означает «включающий, без ограничения», «включающий, но не ограниченный ими» или т.п.; используемый в настоящем документе термин «состоящий из», является синонимом «включающий», «содержащий» или «характеризующийся» и является охватывающим или неограничивающим и не исключает дополнительных, неупоминаемых элементов или стадий способа; термин «имеющий» следует понимать как «имеющий по меньшей мере»; термин «включает» следует понимать как «включает, но не ограничивается ими»; термин «пример» используются для приведения иллюстративных примеров обсуждаемого предмета, не является исчерпывающим или ограничивающим их перечень; прилагательные, такие как «известный», «нормальный», «стандартный» и термины аналогичного значения, не должны рассматриваться как ограничивающие описанный предмет данным периодом времени или предметом, доступным по состоянию на данный момент времени, но вместо этого следует понимать, что указанные термины включают известные, обычные или стандартные технологии, которые могут быть доступны или известны сейчас или в каком-либо времени в будущем; и следует понимать, что применение таких терминов, как «предпочтительно», «предпочтительный», «требуемый» или «желательный» и слов аналогичного значения не подразумевает, что некоторые признаки являются критическими, существенными или даже важными с точки зрения структуры или функции настоящего изобретения, но вместо этого указанные термины просто предназначены для акцентирования альтернативных или дополнительных признаков, которые могут быть или могут не быть использованы в конкретном варианте реализации настоящего изобретения. Аналогичным образом, группу предметов, связанных союзом «и», не следует рассматривать как требующую наличия всех и каждого из таких предметов в группировке, но скорее следует понимать как «и/или», если прямо не указано иное. Аналогичным образом, группу предметов, связанных союзом «или», не следует рассматривать как требующую взаимной исключительности среди такой группы, но скорее следует понимать как «и/или», если прямо не указано иное.
При приведении диапазона значений, подразумевают, что верхний и нижний предел и каждое промежуточное значение между верхним и нижним пределом указанного диапазона включены в варианты реализации настоящего изобретения.
Что касается применения в настоящем документе по существу любых терминов во множественном и/или единственном числе, специалисты в данной области техники могут переводить из множественного числа в единственное число и/или из единственного числа во множественное число в зависимости от контекста и/или применения. В настоящем документе ради ясности могут быть явно приведены различные перестановки единственного/множественного числа. Существительное в единственном числе не исключает множественность. Один процессор или другое устройство может выполнять функции нескольких элементов, приведенных в формуле изобретения. Сам по себе тот факт, что определенные меры изложены во взаимно различных зависимых пунктах формулы изобретения, не означает, что комбинацию таких мер нельзя использовать для получения преимущества. Любые ссылочные позиции в формуле изобретения не должны рассматриваться как ограничивающие объем.
Кроме того, специалистам в данной области техники будет понятно, что, если во включении в формулу изобретения подразумевается определенное число, то такое намерение будет явно выражено в пункте формулы изобретения, а в отсутствие такого включения отсутствует и соответствующее намерение. Например, для облегчения понимания приведенная ниже формула изобретения может содержать употребление вводных фраз «по меньшей мере один» и «один или более», используемых для введения включения в формулу изобретения. Однако применение таких фраз не следует рассматривать как подразумевающее, что введение включения в формулу в единственной форме ограничивает какой-либо конкретный пункт формулы изобретения, содержащий такое включение, вариантами реализации, содержащими только одно такое включение, даже когда этот же пункт формулы изобретения содержит вводные фразы «один или более» или «по меньшей мере один» и неконкретные существительные в единственном числе (например, существительные в единственном числе, как правило, следует понимать как «по меньшей мере один» или «один или более»); то же самое относится и к применению конкретных существительных, используемых для введения включений в формулу изобретения. Кроме того, даже если во включении в формулу четко указано определенное число, специалисты в данной области техники поймут, что такое включение обычно следует интерпретировать как означающее по меньшей мере указанное число (например, простое включение «двух включений» без других модификаторов обычно означает по меньшей мере два включения или два или более включений). Кроме того, в тех случаях, когда используют условное выражение, аналогичное выражению «по меньшей мере один из А, В и С и т.д.», в общем случае такая конструкция используется в том смысле, в котором специалист в данной области техники будет понимать указанное условное выражение (например, «система, содержащая по меньшей мере один элемент из А, В и С», будет включать, но не ограничиваться ими, системы, содержащие только А, только В, только С, А и В вместе, А и С вместе, В и С вместе и/или А, В и С вместе и т.д.). В тех случаях, когда используют условное выражение, аналогичное выражению «по меньшей мере один из А, В или С и т.д.», в общем случае такая конструкция используется в том смысле, в котором специалист в данной области техники будет понимать указанное условное выражение (например, «система, содержащая по меньшей мере один элемент из А, В или С», будет включать, но не ограничиваться ими, системы, содержащие только А, только В, только С, А и В вместе, А и С вместе, В и С вместе и/или А, В и С вместе и т.д.). Кроме того, специалистам в данной области техники будет понятно, что практически любое разделительное слово и/или фразу, представляющую два или более альтернативных термина, будь то в описании, формуле изобретения или на чертежах, следует понимать с точки зрения рассмотрения возможностей включения одного из терминов, любого из терминов или обоих терминов. Например, фразу «А или В» следует понимать как включающую возможности «А» или «В» или «А и В».
Все числа, выражающие количества ингредиентов, условия реакции и т.д., используемые в описании изобретения, следует понимать как модифицируемые во всех случаях термином «примерно». Соответственно, если не указано иное, числовые параметры, приведенные в настоящем документе, представляют собой приблизительные значения, которые могут варьировать в зависимости от требуемых искомых свойств, которые предполагают обеспечить. По крайней мере, и не в качестве попытки ограничить применение доктрины эквивалентов в отношении объема любой формулы изобретения в любой заявке, претендующей на приоритет на основании настоящей заявки, каждый числовой параметр следует рассматривать с учетом количества значащих цифр и обычных способов округления. Кроме того, хотя приведенный выше документ был довольно подробно описан с помощью иллюстраций и примеров в целях ясности и понимания, специалистам в данной области техники очевидно, что на практике могут быть сделаны некоторые изменения и модификации. Соответственно, указанное описание и примеры не должны рассматриваться как ограничивающие объем изобретения конкретными вариантами реализации и примерами, описанными в настоящем документе, но скорее должны включать все модификации и альтернативы, соответствующие истинному объему и духу изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЗАИМОПРОНИКАЮЩАЯ ЭЛАСТОМЕРНАЯ СЕТКА, ПОЛУЧЕННАЯ ИЗ ЧАСТИЦ ИЗМЕЛЬЧЕННОЙ ШИННОЙ РЕЗИНЫ | 2018 |
|
RU2808731C1 |
| ВЗАИМОПРОНИКАЮЩАЯ ЭЛАСТОМЕРНАЯ СЕТКА, ПОЛУЧЕННАЯ ИЗ ЧАСТИЦ ИЗМЕЛЬЧЕННОЙ ШИННОЙ РЕЗИНЫ | 2018 |
|
RU2813462C2 |
| ЭЛАСТОМЕРНЫЕ КОМПОЗИЦИИ, ВКЛЮЧАЮЩИЕ УГЛЕВОДОРОДНЫЕ ПОЛИМЕРНЫЕ ДОБАВКИ И ОБЛАДАЮЩИЕ ПОВЫШЕННОЙ ГЕРМЕТИЧНОСТЬЮ | 2009 |
|
RU2519393C2 |
| ДИНАМИЧЕСКИ ВУЛКАНИЗИРОВАННЫЕ ТЕРМОПЛАСТИЧНЫЕ ЭЛАСТОМЕРНЫЕ ЛАМИНАТЫ | 2011 |
|
RU2569089C2 |
| КОНСТРУКЦИЯ, СОДЕРЖАЩАЯ СВЯЗЫВАЮЩИЙ СЛОЙ | 2012 |
|
RU2610511C2 |
| ЭЛАСТОМЕРНЫЕ НАНОКОМПОЗИТЫ, КОМПОЗИЦИИ НАНОКОМПОЗИТОВ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2010 |
|
RU2561170C2 |
| ГАЗОВЫЕ САЖИ С НИЗКИМ СОДЕРЖАНИЕМ ПАУ И СПОСОБЫ ИХ ПРОИЗВОДСТВА | 2007 |
|
RU2450039C2 |
| СМЕСИ ФУНКЦИОНАЛИЗИРОВАННЫХ ДИЕНОВЫХ КАУЧУКОВ С ТРИМЕТИЛОЛПРОПАНОМ И ЖИРНОЙ КИСЛОТОЙ, СПОСОБ ИХ ПОЛУЧЕНИЯ И ИХ ПРИМЕНЕНИЕ | 2010 |
|
RU2544658C9 |
| Эластомерный композит с наполнителем и способ регулирования размера крупинок композита | 2013 |
|
RU2643557C2 |
| МАЛОПРОНИЦАЕМАЯ КОМПОЗИЦИЯ ТЕРМОЭЛАСТОПЛАСТА | 2005 |
|
RU2395544C2 |
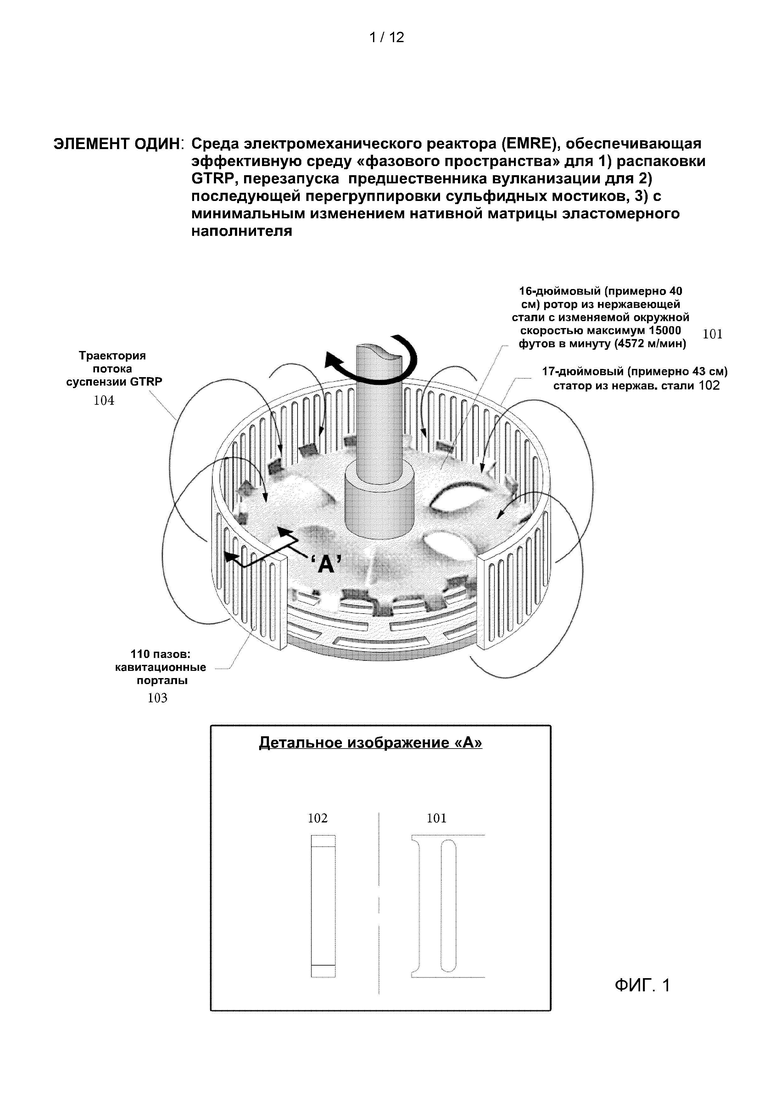
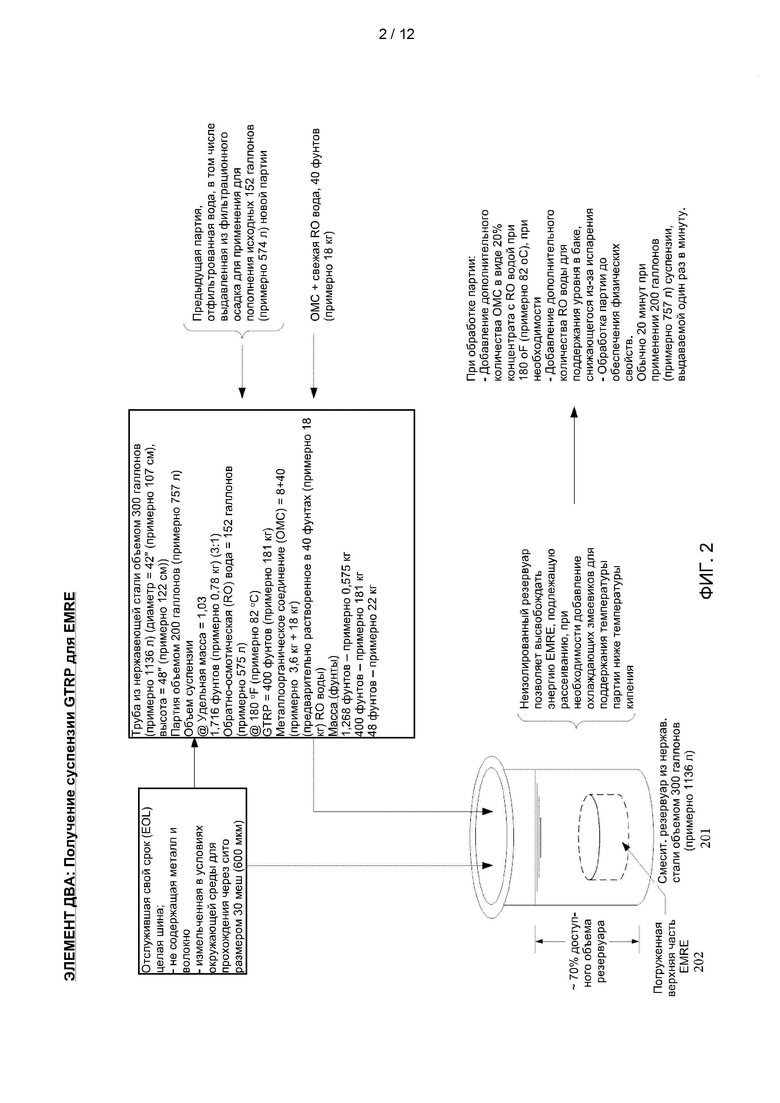
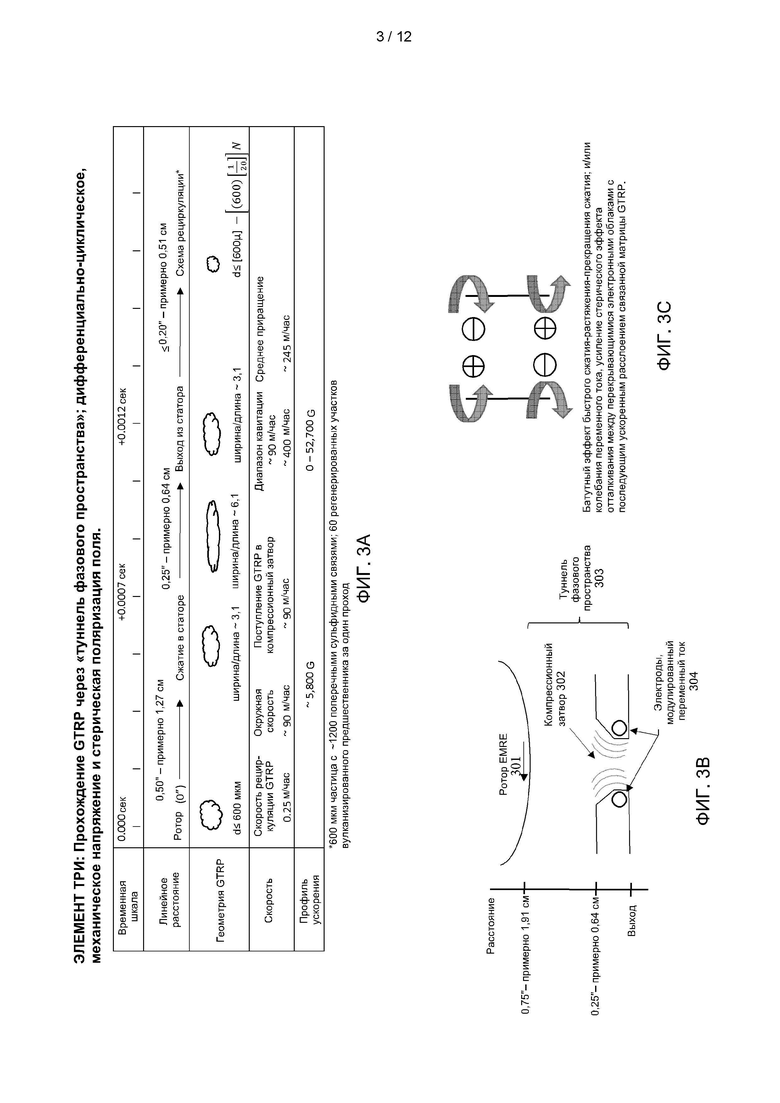
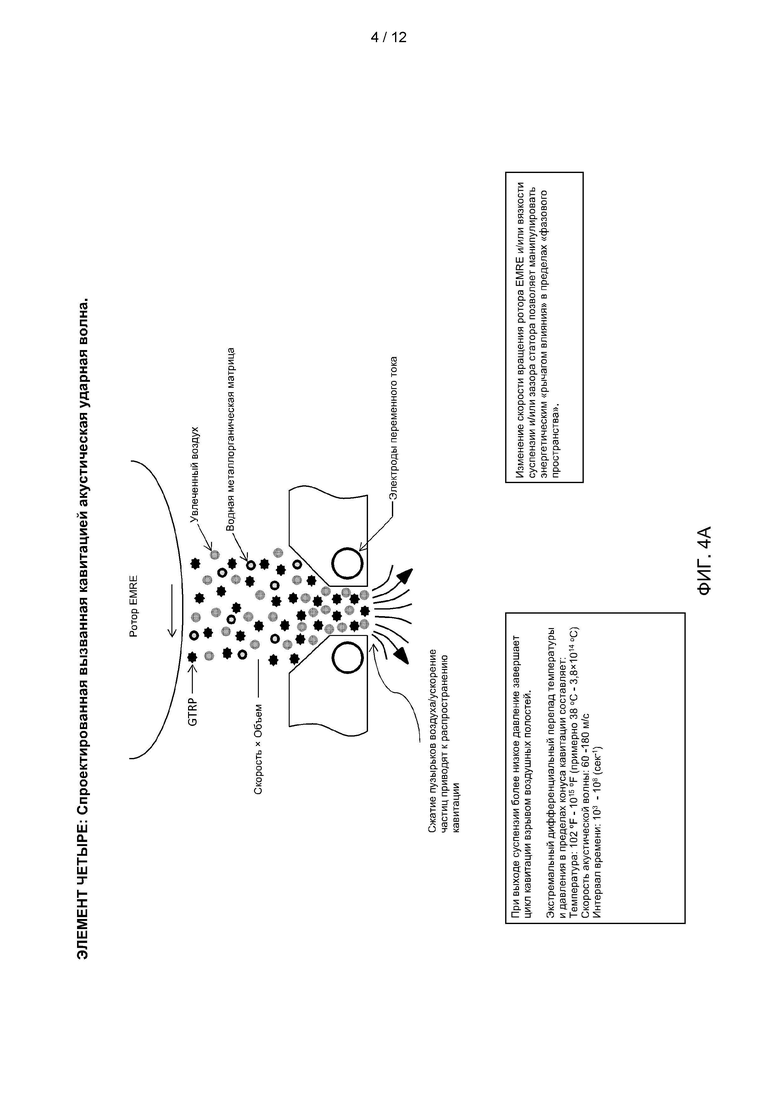
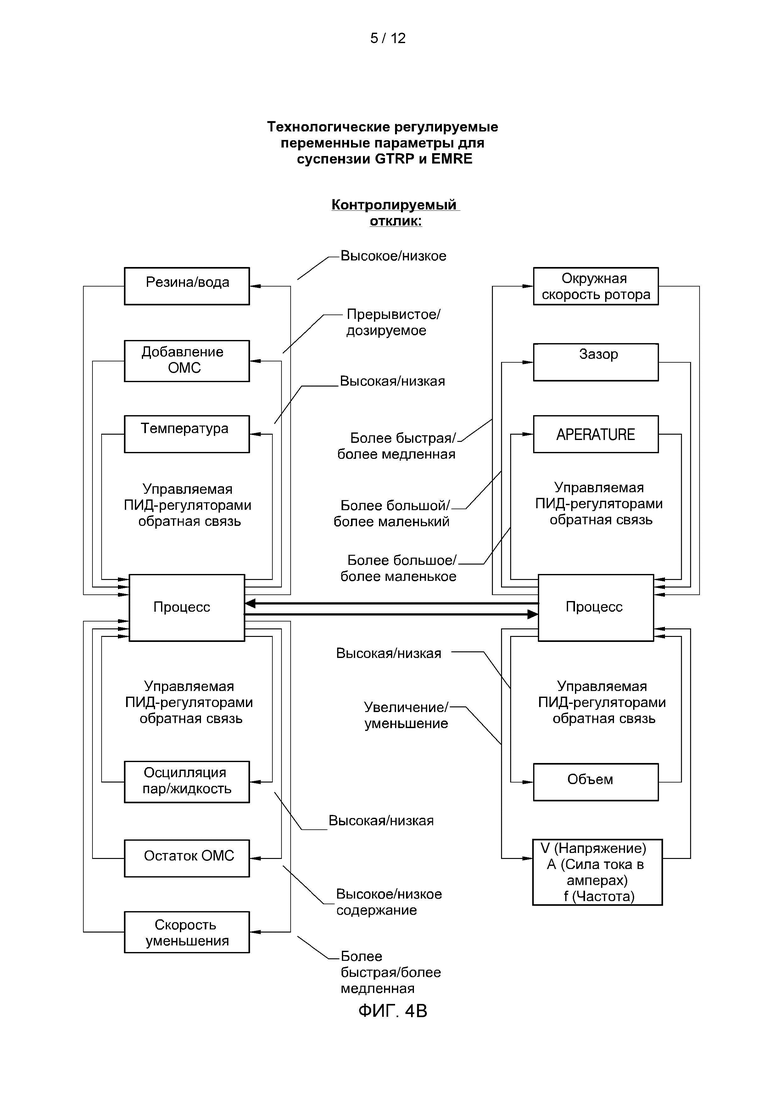
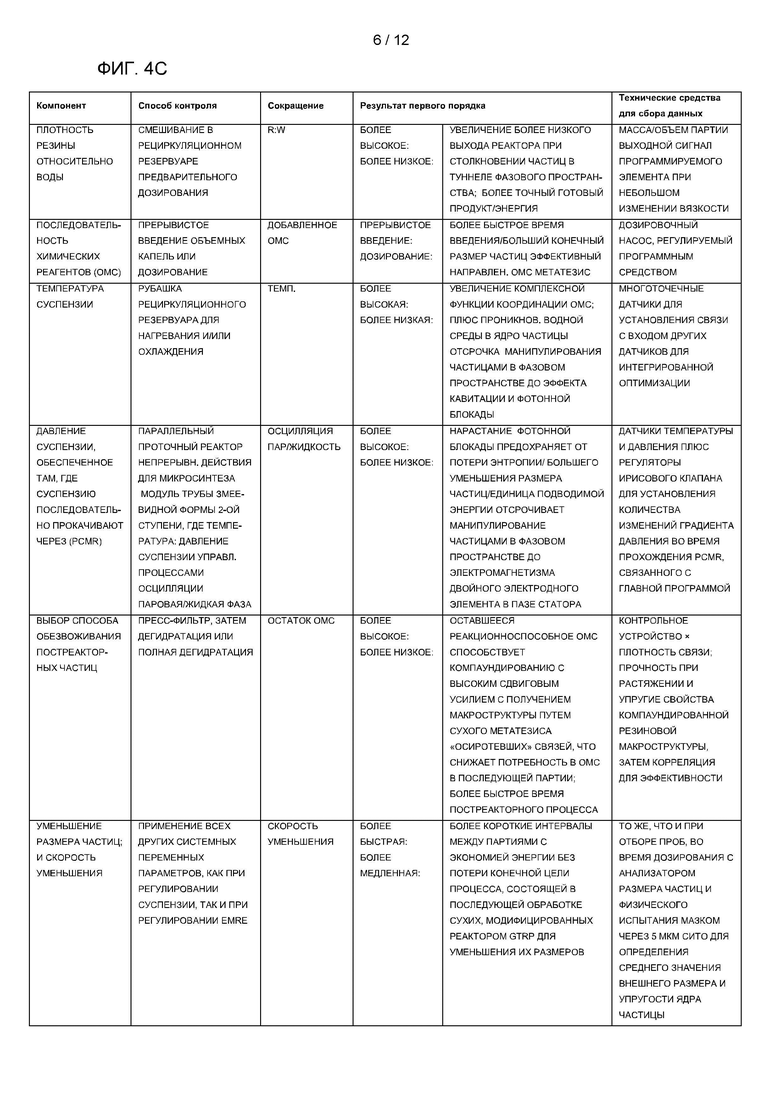
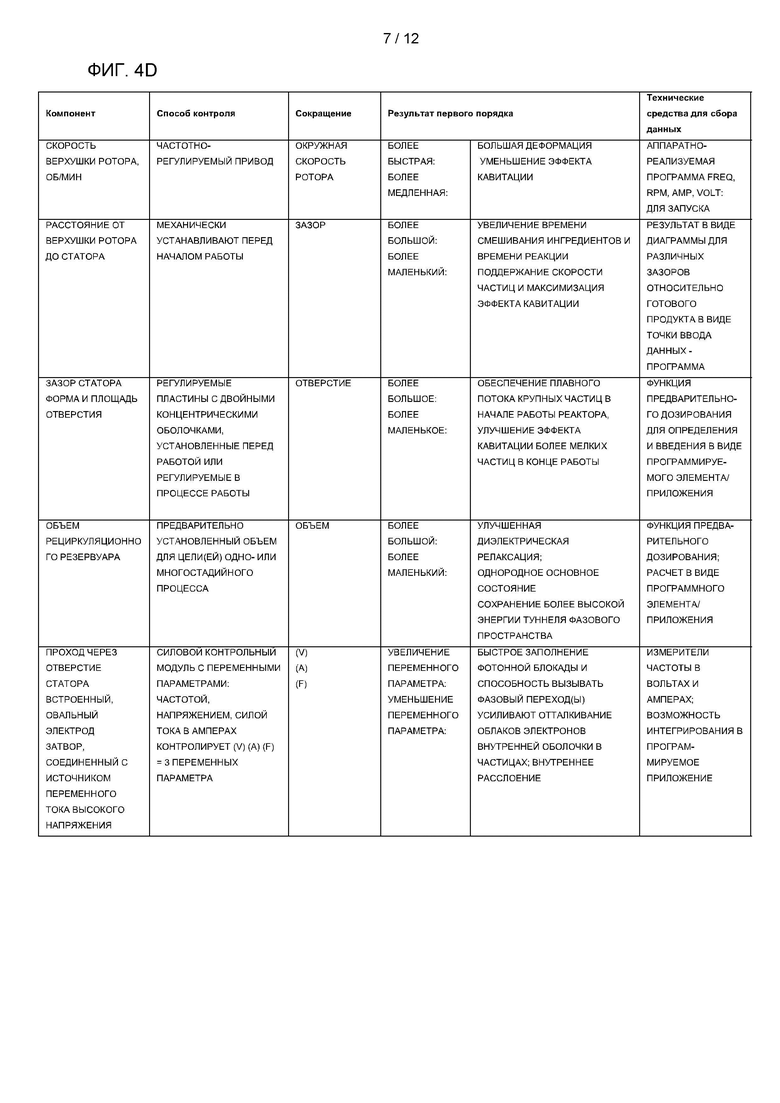
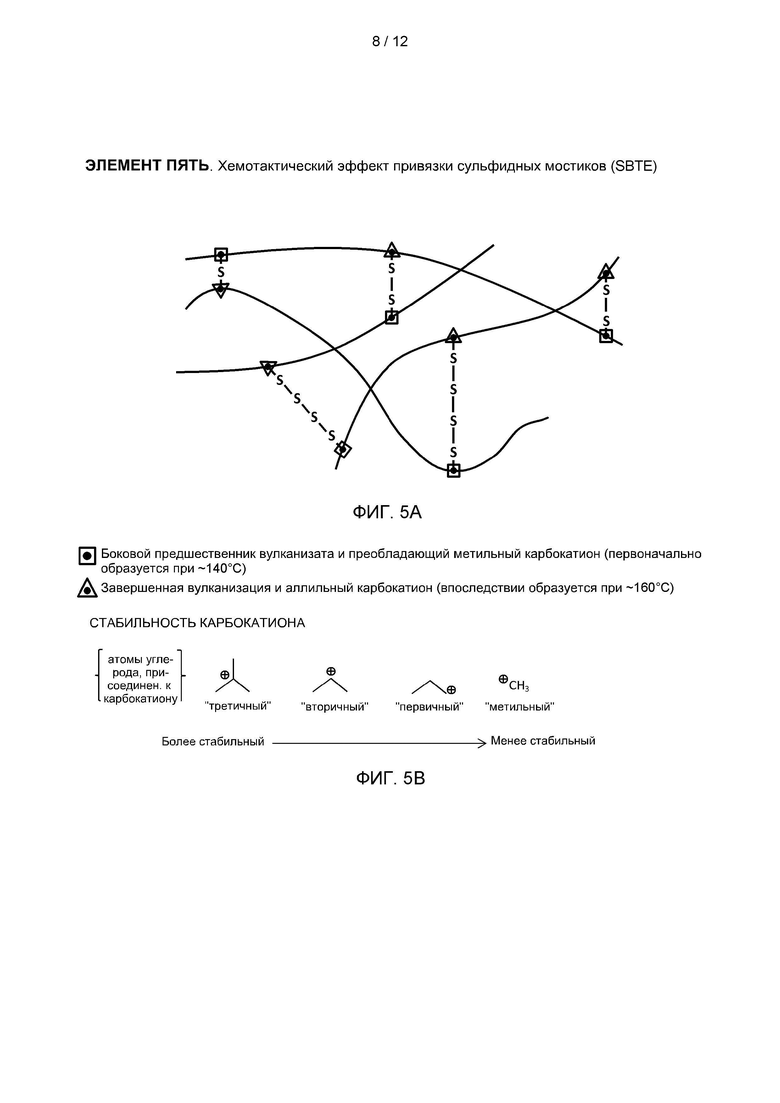
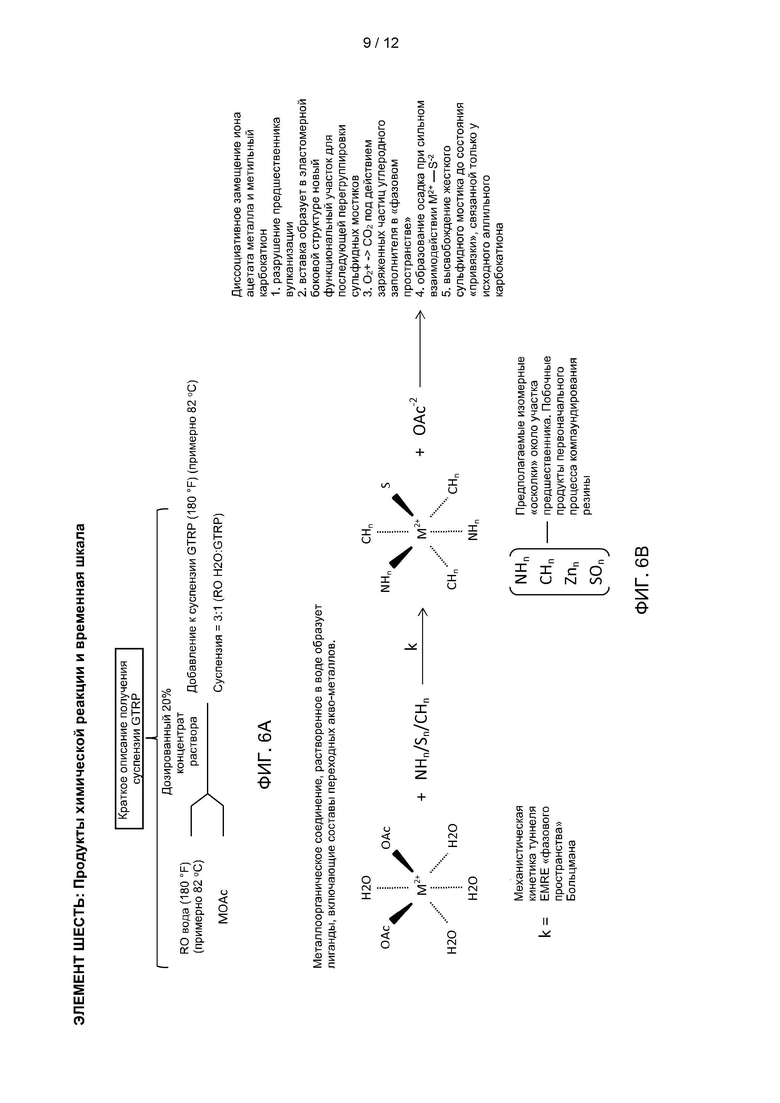
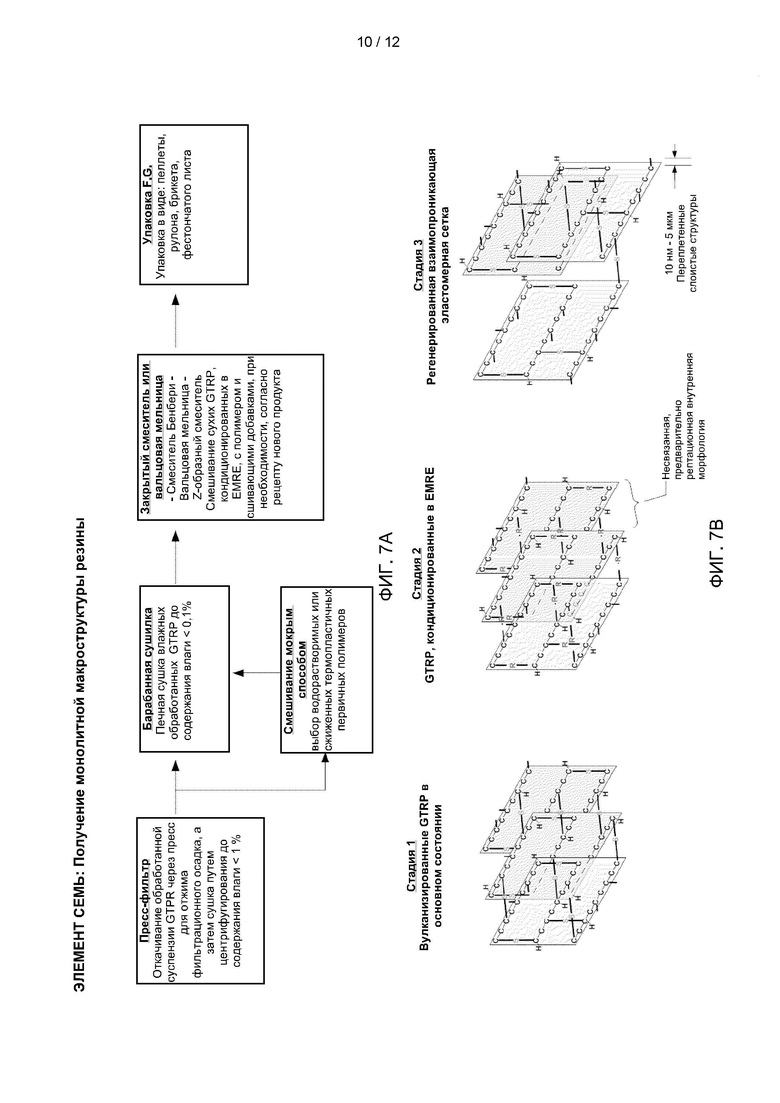
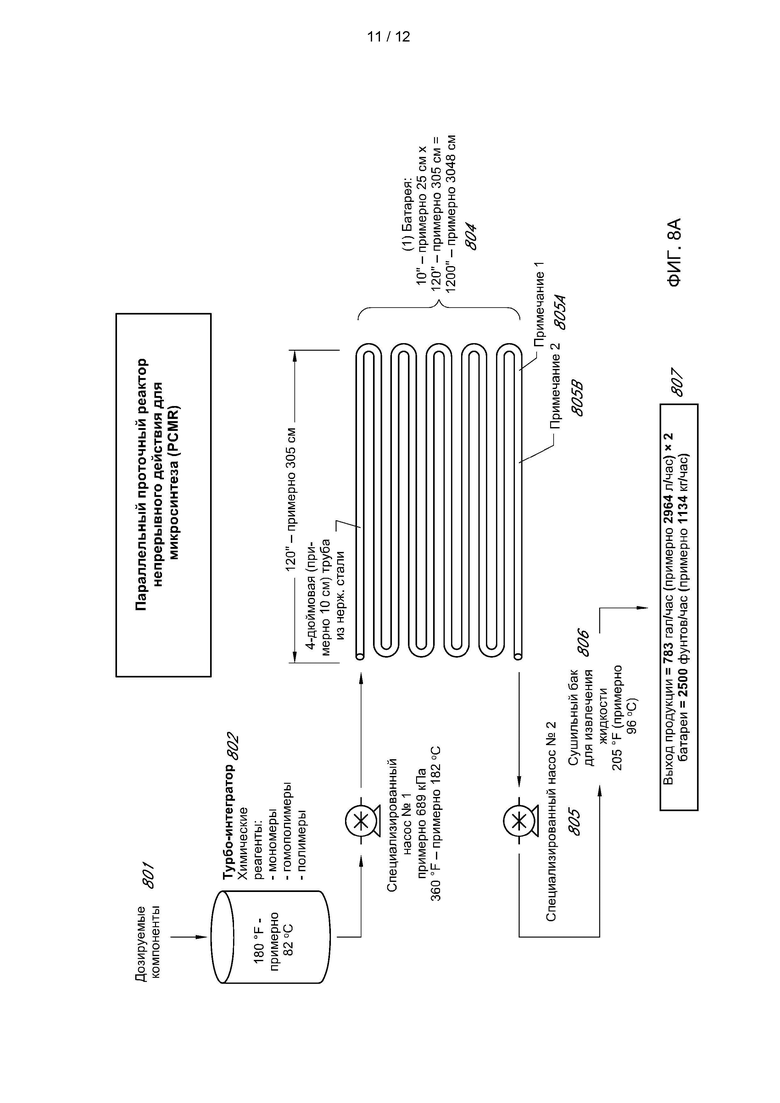
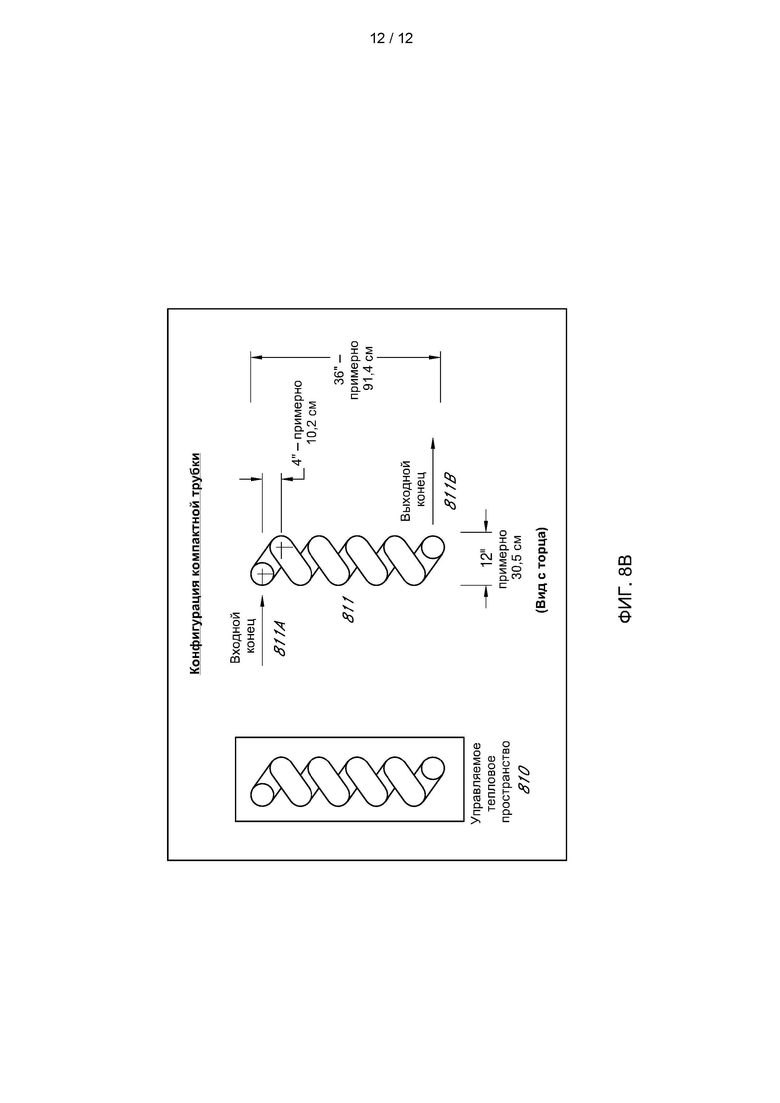
Изобретение относится к способам переработки шинной резины. Предложена гетерогенная матрица на основе резины для производства резиносодержащих продуктов, содержащая взаимопроникающую сетку из двух или более эластомеров, при этом указанная сетка содержит сшитые серными мостиками, перегруппированные переплетенные слоистые структуры, среднее расстояние между которыми составляет от 10 нм до 5 мкм, при этом каждая слоистая структура содержит один из двух или более эластомеров, выбранных из группы, состоящей из исходного натурального каучука, стирол-бутадиенового каучука, изобутилен-изопренового каучука и эластомера, полученного из измельченной шинной резины. Предложены также листы, содержащие указанную матрицу, и слоистые структуры из них. Предложенная гетерогенная матрица пригодна для создания листов и слоистых структур из них, применимых в различных коммерческих резиносодержащих продуктах. 3 н. и 9 з.п. ф-лы, 8 ил., 2 табл.
1. Гетерогенная матрица на основе резины для производства резиносодержащих продуктов, содержащая взаимопроникающую сетку из двух или более эластомеров, при этом указанная сетка содержит сшитые серными мостиками, перегруппированные переплетенные слоистые структуры, среднее расстояние между которыми составляет от 10 нм до 5 мкм, при этом каждая слоистая структура содержит один из двух или более эластомеров, выбранных из группы, состоящей из исходного натурального каучука, стирол-бутадиенового каучука, изобутилен-изопренового каучука и эластомера, полученного из измельченной шинной резины.
2. Матрица по п. 1, дополнительно содержащая частицы сажи, диспергированные между слоистыми структурами.
3. Матрица по п. 1, в которой два или более эластомера содержат исходный натуральный каучук и эластомер, полученный из измельченной шинной резины.
4. Матрица по п. 1, в которой два или более эластомера содержат исходный натуральный стирол-бутадиеновый/бутадиеновый каучук и эластомер, полученный из измельченной шинной резины.
5. Матрица по п. 1, в которой два из двух или более эластомеров имеют разные химические структуры основной цепи.
6. Матрица по п. 1, в которой два из двух или более эластомеров, имеющих разные химические структуры основной цепи, тесно сплетены, а затем сшиты отдельно друг от друга.
7. Лист, предназначенный для применения в резиносодержащих продуктах, содержащий гетерогенную матрицу на основе резины по п. 1.
8. Лист по п. 7, демонстрирующий анизотропию в отношении предела прочности при растяжении по длине к пределу прочности при растяжении по ширине, при этом анизотропия предела прочности при растяжении по длине к пределу прочности при растяжении по ширине составляет от 1,1:1 до 3:1.
9. Слоистая структура, предназначенная для применения в резиносодержащих продуктах, содержащая множество листов по п. 7.
10. Слоистая структура по п. 9, в которой толщина каждого из листов составляет от 10 до 70 мкм.
11. Слоистая структура по п. 9, в которой каждый из листов получен путем наплавления в вакууме и сшит с соседним листом.
12. Слоистая структура по п. 9, в которой каждый из листов ориентирован под углом от 30 до 45 градусов к анизотропному зерну соседнего листа.
| US 20150210839 A1, 30.07.2015 | |||
| US 20100307380 A1, 09.12.2010 | |||
| US 20120189819 A1, 26.07.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 2008 |
|
RU2383562C2 |
