Известен станок для закалки деталей тарельчатого типа, например конических зубчатых колес, в штампах фирмы Глисои, в которых деталь, нагретая до температуры закалки, загружается па матрицу станка, зажимается пуансоном, предварительно цептрируясь при помощи конуса и расширителя, и опускается в бак с маслом, где охлаждается при пульсации усилия прилсима во избежание трения о штампы при усадке. Выгружается деталь сначала на промежуточный транспортер при помойки поворотного рычага, когда нижний штамп находится под слоем масла, а затем поступает на другой транспортер, выгружающий ее из станка.
Для упрощения конструкции станка и повышения жесткости элементов, воспринимающих нагрузки, в описываемом станке матрица установлена неподвижно в вание, имеющей откидную дверцу для загрузки и откидное дно для выгрузки деталей и слива охлаждающей жидкости. Кроме того, механизм загрузки станка связан с ползушками, в одной из которых сделан выступ, входящий в паз другой, имеющей свободный ход. Это обеспечивает начало подачи нагретой заготовки иа позицию закалки, после выдачи закаленной и слива охлаждающей жидкости.
станок в продольном разрезе; на фиг. 4 - Сталина станка в плане; на фиг. 5 - кинематическая схема станка; на фиг. 6 - механизм управления.
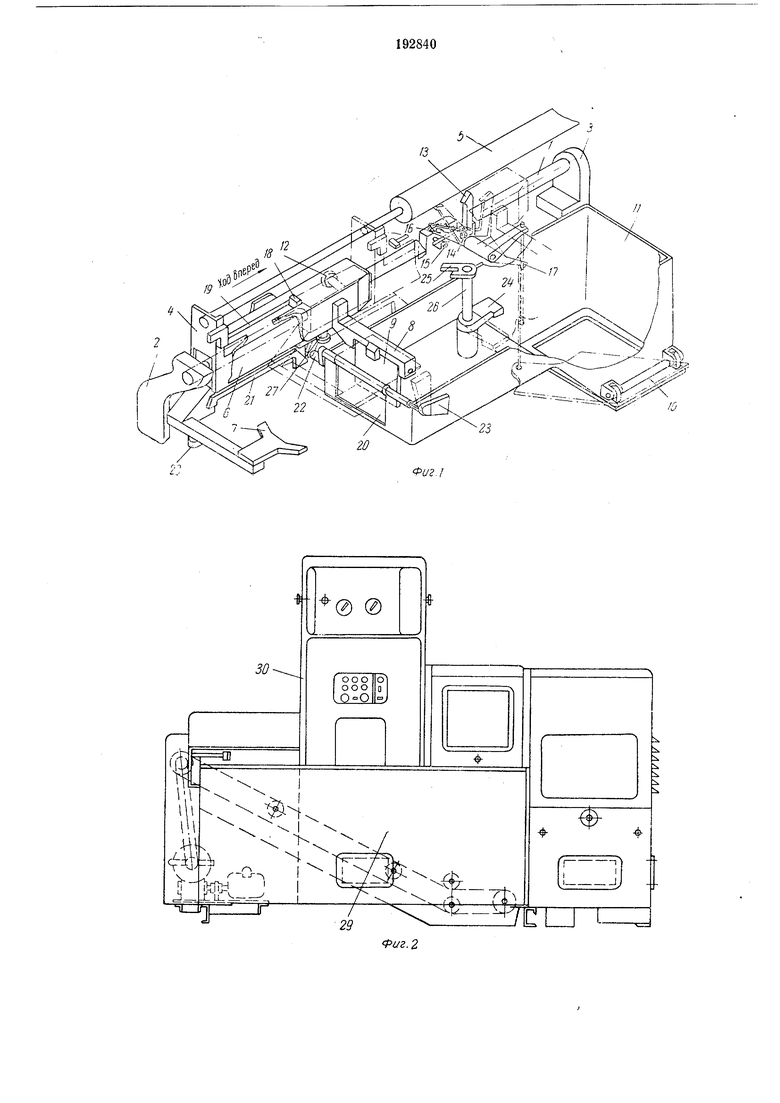
Механизм загрузки содержит направляющую штангу /, закрепленную в кронштейнах 2 я 3 станины, внзтреннюю ползущку 4, перемещаемую гидроцилиндром 5, и наружную иолзушку 6 с регулируемой призмой 7, предиазиаченную для перемещения изделия на позицию закалки. Кронштейн 8 снабжен флажком 9, который из вертикального положения может откидываться только против часовой стрелки и предназначен для сбрасывания закаленной детали иа откидное дно 10 ванны Л.
В откинутом положении флажок открывает отверстие для слива охлаждающей жидкости из ваипы и одновременно служит склизом, по которому соскальзывает закаленная деталь.
Ролик 12 предназначен для нажатия на рычаг 13, сидящий на оси 14 и удерживаемый от опрокндыва1п1Я осью 15. Ось 14 смонтирована иа рычаге 16, который через тягу 17 удерживает откидное дно в верхнем положении.
относительно ползушки 4, связанной с механизмом выгрузки детали и слива охлаждающей жидкости.
Дверца 20 для загрузки детали откидывается при нажатии упора 21 иа ролик 22, а для закрытия дверцы предусмотрен груз 23.
Для точной остановки детали в рабочем положении и исключения ее проскакивания по инерции имеется ограничитель 24, который поворачивается рычагом 25, смоитированным на осн 26 при нажатии иа него ролика 27.
Ролик 28 предохраняет весь механизм загрузки от опрокидывания.
Станина 29 служит резервуаром для охлаждающей кидкости, на ней укреплена стойка 30, в нижней части размещена неподвижно матрица 31, а в верхней - гидроцилиндр пуансона 32. В левой части станины размещена площадка 33, на которую загружается деталь, подлежащая закалке.
Гидроцилиндр пунсона 32 состоит из собственно цилиидра, порщня 34 со щтоком 35, корпуса 36 с кожухами 37 и 38, цилиндра расщирителя 39 и скалки 40. Корпус 36 с кожухами 37 и 38 укреплен на конце штока 35. К корпусу крепится верхняя часть щтампа при помощи болтов 41.
Кожух 37 служит для предотвращения вспыхивания масла в закалочной камере, а кожух 38 предотвращает разбрызгивание масла, проходящего при закалке через щтампы и каналы 42 корпуса; порщень 43 цилиндра расщирителя может перемещаться в расточке корпуса 36. Он несет насадку 44, конус которой предназначен для разжатия расщирителя 45. Палец 46 обеспечивает соосность верхней и нижней частей щтамна; скалка 40 имеет отверстие для подвода масла к цилиндру расщирителя и несет флажок 47 для перемещения каретки с механизмом управления.
Кинематическая схема станка состоит из трех самостоятельных цепей: цепи привода транспортера 48, цепи привода механизма цикла 49 и цепи привода насоса высокого давления 50.
При помощи гидравлики осуществляются: управление потоком охлаждающей жидкости; опускание и подъем пуансона и зажим изделия в щтампе; распор отверстия детали при помощи расщирителя; подача изделия с позиции загрузки на позицию закалки и сброс детали с позиции закалки в ванну; периодическое изменение усилия зажима детали между пуансоном и матрицей (пульсация).
Рабочий цикл станка может быть как автоматическим, так и полуавтоматическим.
По нажатии кнопки «пуск поршень гидроцилиндра 5 механизма загрззки начинает перемещаться вперед, перемещая сначала ползущку 4. Флажок 9 сталкивает закаленную деталь с матрицы 3J под слоем масла на откидное дно 10 ванны //. Ролик 27 ползущки 4 поворачивает рычаг 25, а вместе с ним и ограничитель 24 (положеиие показано на фиг. 2 пунктиром). Ролик 12 откидывает рычаг 13, который освобождает защелку от оси 15, в результате чего откидное дно 10 под действием собственного веса и веса лежащей на нем детали занимает иижнее положение.
Масло сливается из ванны // в станину 29, уровень его падает, матрица освобождается и закаленная деталь соскальзывает по наклонному дну на транспортер 48, где окончательно остывает. После этого ползущка 4 перемещает ползущку 6 за выступ 18; призма 7 иеремещается с деталью (перед подходом детали к откидной дверце скорость перемещения уменьщается с помощью гидравлики. Упор 21 открывает роликом 22 дверцу 20 и удерл ивает ее в этом положении до тех пор, пока деталь и призма находятся в ванне. Деталь доводится призмой до ограничителя 24 и останавливается на матрице. При обратном ходе ролик 12 нажимает на
откинутый рычаг 16, в результате чего рычаг 13 защелкивается за ось 15, а откидное дно через тягу 17 запирает ванну //. Ролик 27 поворачивает рычаг 25 и тем самым откидывает ограничитель 24, который в этом положеНИИ не мещает сбрасыванию очередной закаленной детали в ванну. Ползушка 6 перемещается за выступ 18, а призма возвращается в исходное положение; упор 21 освобождает ролик 22, и дверца 20 цод действием груза 23
закрывает вырез в ванне; включа&тся гидроцилиндр пуансона, и деталь зажимается в щтампе.
В конце хода механизма загрузки дается команда на включение привода механизма
цикла 49 и транспортер 48 делает один щаг. После этого в закалочную камеру подается охлаждающая жидкость и включается пульсация прижима детали. По окончании процесса закалки отключается привод механизма цикла, прекращается пульсация прижима детали, включается механизм слива охлаждающей жидкости и подъема пуансона.
Предмет изобретения
1.Станок для закалки деталей тарельчатого тииа в щтампах с обеспечением пульсации прижима, отличающийся тем, что, с целью
упрощения конструкции станка и повыщения жесткости элементов, воспринимающих нагрузки, матрица станка установлена неподвижно в ванне, имеющей откидную дверцу для прохода детали, загружаемой на матрицу гидравлическим механизмом, и откидное дно для выгрузки закаленной детали и слива охлаждающей жидкости.
2.Станок по п. 1, отличающ1гйся тем, что, с целью обеспечения начала перемещения загружаемой детали после сбрасьшания с матрицы закаленной и слива охлаждающей жидкости, гидравлический механизм загрузки связан с ползущками, одна из которых имеет выступ, входящий в паз другой, с наличием

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ и ЗАКАЛКИ ИЗДЕЛИЙ | 1969 |
|
SU234436A1 |
| АВТОМАТ ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ ЗАКАЛКИ И ОТПУСКА СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1968 |
|
SU206613A1 |
| ПОВЕРХНОСТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1965 |
|
SU171875A1 |
| Поточная линия механообработки и термообработки деталей | 1980 |
|
SU861010A1 |
| Станок для закалки деталей | 1975 |
|
SU739112A1 |
| Устройство для сборки элементов радиосхем | 1986 |
|
SU1378098A1 |
| МНОГОПОЗИЦИОННЫЙ ШТАМПОВОЧНЫЙАВТОМАТ | 1971 |
|
SU430926A1 |
| БИБЛИОТЕКА J | 1972 |
|
SU327257A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ЧИСТОВОЙ ВЫРЕЗКИ | 1971 |
|
SU306972A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |


30oooooo
O°O 4f / f . ilKfy IXLLII
ti
