Область техники, к которой относится изобретение
Изобретение относится к области преобразования энергии с одними параметрами тока на входе в энергию тока с другими параметрами на выходе, в частности, к источнику питания для сварки.
Уровень техники
Известен источник электропитания и способ подачи электропитания (RU 2617835 C2, опубл. 2017.04.28). Известное решение используется в области электротехники. Технический результат - повышение эффективности подачи питания. Источник электропитания содержит модули питания, каждый из которых содержит входной каскад и выходной каскад. Входной каскад генерирует промежуточное напряжение, а выходной каскад выдает напряжение питания постоянного тока по указанному промежуточному напряжению. Входные каскады управляются, по меньшей мере, одним первым общим управляющим сигналом с общим коэффициентом заполнения, а выходные каскады управляются, по меньшей мере, одним вторым общим управляющим сигналом с общим коэффициентом заполнения.
Однако в данном решении используется иная конфигурация модульных источников: они включены последовательно.
Известен модульный источник питания для электродуговой сварки и выходной прерыватель (US 9956639 B2, опубл. 2006-08-10). Известен трехступенчатый источник питания для процесса электродуговой сварки, содержащий входной каскад, имеющий входной сигнал переменного тока и первый выходной сигнал постоянного тока; второй каскад в виде нерегулируемого преобразователя постоянного тока в постоянный, имеющий вход, подключенный к первому выходному сигналу постоянного тока, сеть переключателей, переключаемых на высокой частоте с заданным коэффициентом заполнения для преобразования входа в первый внутренний сигнал переменного тока, и разделительный трансформатор с первичной обмоткой, управляемой первым внутренним высокочастотным сигналом переменного тока, и вторичной обмоткой для создания второго внутреннего высокочастотного сигнала переменного тока и выпрямителем для преобразования второго внутреннего сигнала переменного тока во второй выходной сигнал постоянного тока второго каскада; с величиной, связанной с рабочим циклом переключателей, и третью ступень для преобразования второго выходного сигнала постоянного тока в сварочный выход для сварки, при этом входная ступень и вторая ступень собраны в первый модуль, а третья ступень собрана в второй модуль, подсоединяемый к первому модулю.
Однако в известном решении работа выходных модулей, соединённых параллельно, не синхронизирована. Переключение силовых ключей в каждом гистерезисном понижающем преобразователе происходит в зависимости от настройки величины гистерезиса. В результате выходной ток имеет значительные колебания, которые, как правило, ведут к нестабильной дуге и поэтому к низкому качеству сварки.
Известен выбранный в качестве прототипа модульный источник питания постоянного тока (US 11529698 B2, опубл. 2020-12-03). Известен модульный источник питания постоянного тока. Система электропитания для сварки включает в себя множество гистерезисных понижающих преобразователей, соединенных параллельно. Гистерезисные понижающие преобразователи сконфигурированы так, чтобы получать общий вход и обеспечивать комбинированную выходную мощность для общей нагрузки на основе общего входа.
Однако в данном решении силовые модули на входе соединены последовательно. Т.е. на каждый вход отдельного модуля подается U/n, где U - напряжение входной сети, n - количество входных модулей. При этом включение, добавление, выключение, удаление любого модуля изменяет входное напряжение на модуле и меняет условие его работы. Выход из строя любого модуля (обрыв) приводит к выходу из строя всего источника, что понижает надёжность источника
Раскрытие изобретения
В одном аспекте изобретения раскрыто устройство подачи тока, содержащее:
- корпус, содержащий силовой блок и блок управления;
характеризующийся тем, что
силовой блок состоит из нескольких модулей источников тока, подключенных по входу параллельно,
блок управления выполнен с возможностью независимо управлять каждым модулем источника тока.
В дополнительных аспектах раскрыто, что блок управления выполнен с возможностью включать и отключать по меньшей мере один из модулей, подключать выходы модулей последовательно или параллельно; блок управления выполнен с возможностью синхронизации работы модулей для обеспечения их синфазной работы; блок управления выполнен с возможностью осуществлять переключение модулей со смещением по фазе для уменьшения помех, возникающих при включении и выключении модулей; блок управления выполнен с возможностью управлять модулями для обеспечения тока, требуемого для механизированной сварки, аргонодуговой сварки или плазменной резки.
Основной задачей, решаемой заявленным изобретением, является создание универсального модульного устройства подачи тока для сварки с высокой надежностью и стабильностью выходного тока.
Сущность изобретения заключается в том, что разработана модульная структура силового блока и универсальный цифровой блок управления, обеспечивающий возможность реализации различных технологических процессов.
Технический результат, достигаемый решением, заключается в повышении надежности источника тока и стабильности выходного тока.
Краткое описание чертежей
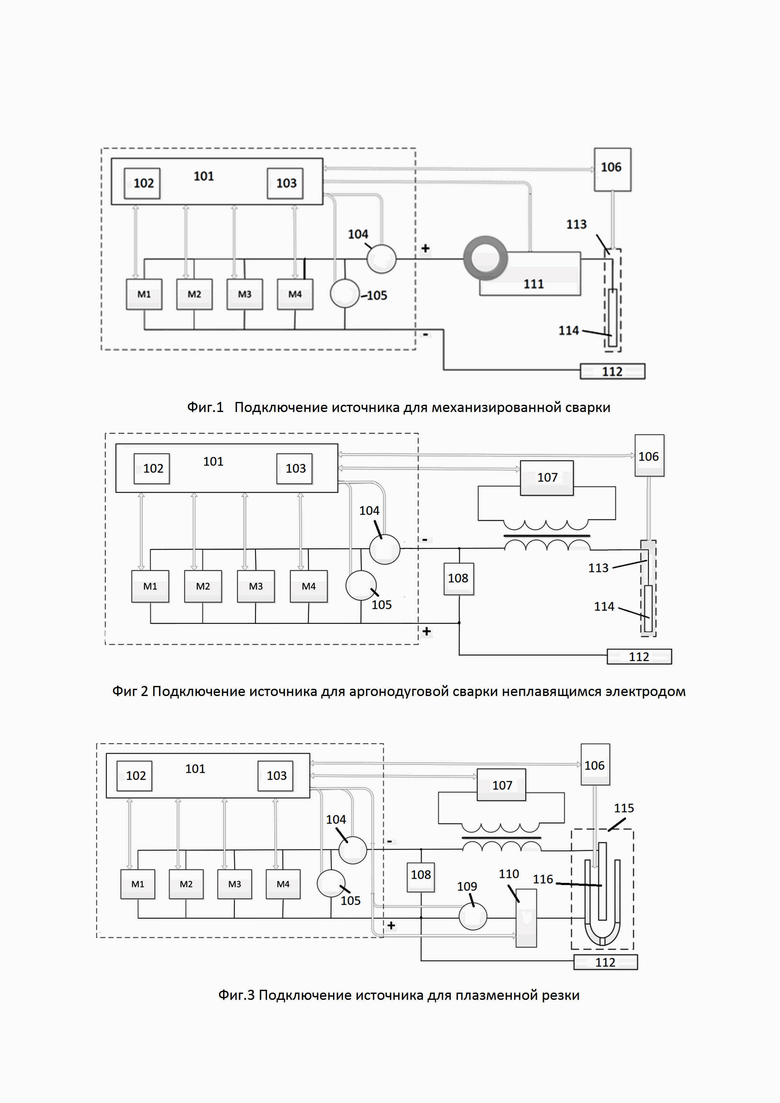
Фиг. 1. показывает схему устройства подачи тока для механизированной сварки.
Фиг. 2. показывает схему устройства подачи тока для аргонодуговой сварки неплавящимся электродом
Фиг. 3. показывает схему устройства подачи тока для плазменной резки
Осуществление изобретения
Силовой блок разработанного устройства содержит модули источников тока. Модуль - это высокочастотный инверторный источник тока с трансформатором, имеющим два отвода от вторичной обмотки. С первого отвода снимается напряжение, необходимое для питания механизированной сварки в среде защитных газов (50 Вольт), а со второго - для плазменной обработки (резка и сварка) деталей (300 Вольт). Переключение между отводами осуществляется по управляющим командам от блока управления с помощью силовых ключей.
Модули - унифицированные устройства, из которых посредством параллельного подключения могут комплектоваться наборы для сварки и плазменной обработки любой необходимой мощности. Модули имеют собственный уникальный идентификатор, благодаря которому они быть включены блоком управления в любой комбинации.
В случае некорректной работы одного из модулей, выхода его из строя блок управления может обеспечить требуемые параметры работы всего устройства подачи тока за счет отключения неисправного модуля и подключения только исправных. Замена модуля осуществляется легко и быстро за счет того, что модули унифицированы. При необходимости модули могут быть выполнены быстросъемными.
Выявление неисправного модуля может осуществляться по показаниям датчика тока и датчика напряжения, если их показания отличаются от целевых, то блок управления может последовательно протестировать все модули, включая только их и проверяя показания датчиков, после выявления неисправного модуля он отключается и информация об этом передается персоналу.
Управление разработанным устройством может осуществляться как с пульта, так и через средство связи (беспроводное или проводное).
Модуль имеет фиксированную структуру и реализует одну, крутопадающую вольт-амперную характеристику (ВАХ). Жесткие, наклонные и комбинированные ВАХ реализуются средствами программного обеспечения блока управления.
Разработанное устройство работает по программе, которая задаёт требуемую вольт-амперную характеристику в каждый момент времени. Программа может стабилизировать постоянный ток или обеспечить его постоянное изменение (рост или снижение). Программа обычно предварительно записывается в память блока управления или разработанное устройство получает управляющие команды от системы управления роботом или станка с ЧПУ, по мере необходимости.
Разработанное устройство можно применять для:
• аргонодуговой сварки с неплавящимся электродом,
• механизированной сварки в среде защитных газов,
• плазменной обработки металла.
Схемы подключения четырех модулей для его различных применений представлены на фиг. 1, фиг. 2, фиг. 3. Четыре модуля приведены в качестве примера, на практике может использоваться любое количество моделей, начиная с двух, что определяется характеристиками модулей и реализуемой задачей.
На чертежах используются следующие обозначения:
101 - блок управления
М1-М4 - модули источника тока,
102 - блок передачи данных в систему управления верхнего уровня (робот, ЧПУ, портал),
103 - пульт управления,
104 - датчик тока в составе источника,
105 - датчик напряжения в составе источника,
106 - консоль управления подачей газа,
107 - осциллятор для бесконтактного поджигания дуги,
108 - высокочастотный фильтр для защиты источника от импульсов осциллятора,
109 - датчик тока дежурной дуги,
110 - коммутатор цепи питания дежурной (косвенной) дуги,
111 - подающий механизм,
112 - обрабатываемая деталь.
113 - горелка,
114 - наконечник,
115 - плазматрон,
116 - катод.
На чертежах широкой стрелкой обозначены каналы передачи цифровых данных для управления технологическим процессом, узкой стрелкой обозначены силовые провода.
Преимущества модульной структуры источника тока:
- экономически выгодно производить один инвертор (модуль) и из него собирать источники тока различного назначения и мощности,
- производство и техническое сопровождение (обслуживание) одного устройства намного проще, чем нескольких специализированных,
- модернизация источника может быть выполнена изменением количества модулей и сменой программы управления источником,
- обеспечивается возможность плавного включения/выключения устройства подачи тока из нескольких модулей, за счёт их последовательного включения в работу.
Преимущества цифрового управления модульным источником тока:
- возможность применения индивидуальной программы управления источником для каждого технологического процесса,
- повторяемость технологического процесса,
- быстрая перенастройка устройства подачи тока на новые процессы,
- возможность работы в составе автоматизированных производственных систем различного назначения.
Разработанное конструктивно и функционально единое устройство представляет собой корпус с установленными в нем на заводе-изготовителе посредством сборочных операций элементами блока управления и силового блока, функциональными линиями связи, входными и выходными разъемами, силовыми ключами и т.д. Внешнее оборудование подключается к заявленному устройству через его выходы с соответствующими разъемами.
Блок 101 управления реализован на основе по меньшей мере одного из: контроллера, процессора, микроконтроллера, микропроцессора, специализированной интегральной схемы, планшета, сенсорного телефона или персонального компьютера. Функциональные возможности блока 101 управления должны позволять управлять силовым блоком устройства подачи тока, с которым блок 101 управления соединен функциональными линиями связи.
Блок 101 управления выполнен с возможность включать и отключать по меньшей мере один из модулей, подключать выходы модулей последовательно или параллельно для чего используются силовые ключи, не показанные на чертежах. Последовательное соединение выходов обеспечивает высокое напряжение, а параллельное - большой выходной ток.
Также блок 101 управления выполнен с возможностью синхронизации работы модулей для обеспечения их синфазной работы в целях снижения пульсаций тока при последовательном или параллельном включении на нагрузку. Уменьшение пульсаций повышает надежность работы устройства за счет уменьшения перегрузок, перегревов.
В одном из вариантов осуществления блок 101 управления выполнен с возможностью осуществлять переключение модулей со смещением по фазе для уменьшения помех, возникающих при включении и выключении модулей. Такое включение позволяет регулировать выходной ток и напряжение так, чтобы не было скачков, которые неблагоприятно сказываются на элементной базе устройства.
В другом варианте блок управления выполнен с возможностью управлять модулями (подключать (параллельно или последовательно), отключать) для обеспечения тока, требуемого для механизированной сварки, аргонодуговой сварки или плазменной резки. Изменение конфигурации позволяет использовать модули оптимальным образом, избегая их работы в максимально нагруженных режимах, что повышает надежность работы всего устройства.
Блок 101 содержит блок 102 передачи данных в систему управления верхнего уровня (робот, ЧПУ, портал) и пульт 103 управления. Блок 102 необходим для обеспечения возможности автоматизации работы заявленного устройства в составе установки или комплекса. Пульт 103 может представлять собой сенсорный экран или содержать механические переключатели, что не относится к сущности решения. Блоки 101, 102, 103 могут иметь любую степень интеграции и могут находиться как на одной плате/в одном корпусе, так и на разных платах/в разных корпусах.
Модули М1-М4 источника тока (на чертежах представлено четыре блока, однако их может быть по меньшей мере два, верхний предел определяется возможностями блока управления, а также массогабаритными требованиями) формируют силовой блок разработанного устройства и представляют собой инверторные источники тока унифицированной конструкции, что позволяет легко их заменять, формировать из них сборки различной конструкции. Благодаря унификации и гибкости сборки могут быть выполнены оптимальным образом: могут быть задействовано оптимальное количество модулей, соединенных так, чтобы обеспечивать требуемые выходные параметры. Такое решение позволяет использовать модули в их наиболее надежном режиме работы. Поскольку особенности модулей не относятся к сущности заявленного решения их конструкция не описана здесь подробно.
Датчик 104 тока и датчик 105 напряжения необходимы для контроля параметров выходного тока сборки модулей М1-М4. Датчики 104, 105 функционально связаны с блоком 101 управления так, чтобы блок 101 принимал их показания и при необходимости корректировал работу силового блока.
Заявленное устройство подачи тока показано на чертежах внутри штрихпунктирного прямоугольника. Элементы вне этого прямоугольника могут меняться в зависимости от выполняемой задачи, что показано на фиг. 1, 2, 3.
Вариант 1 осуществления
В данном варианте осуществления (фиг. 1) заявленное устройство используется для механизированной сварки, к его силовым выходам подключены подающий механизм 111, обрабатываемая деталь 112, а к управляющим контактам подключены консоль 106 подачи газа и элементы управления подающего механизма 111.
Согласно заложенной программе блок управления 101 управляет модулями М1-М4, подающим механизмом 111 и консолью 106 подачи газа для осуществления сварки.
Вариант 2 осуществления
В данном варианте осуществления (фиг. 2) заявленное устройство используется для аргонодуговой сварки неплавящимся электродом, к его силовым выходам подключены высокочастотный фильтр для защиты от импульсов осциллятора 107, сам осциллятор 107 для бесконтактного поджигания дуги, горелка 113, обрабатываемая деталь 112, а к управляющим контактам подключены консоль 106 подачи газа и элементы управления осциллятора 107.
Согласно заложенной программе блок управления 101 управляет модулями М1-М4, осциллятором 107 и консолью 106 подачи газа для осуществления сварки.
Вариант 3 осуществления
В данном варианте осуществления (фиг. 3) заявленное устройство используется для плазменной резки, к его силовым выходам подключены высокочастотный фильтр для защиты от импульсов осциллятора 107, сам осциллятор 107 для бесконтактного поджигания дуги, датчик 109 тока дежурной дуги, коммутатор 110 цепи питания дежурной дуги, плазмотрон 113, обрабатываемая деталь 112, к управляющим контактам присоединены консоль 106 подачи газа, элементы управления осциллятора 107, плазматрон 115, коммутатор 110.
Согласно заложенной программе блок управления 101 управляет модулями М1-М4, осциллятором 107, консолью 106 подачи газа, плазматроном 115 на основании показаний датчиков 104, 105, 109 для осуществления плазменной резки.
Описание работы устройства
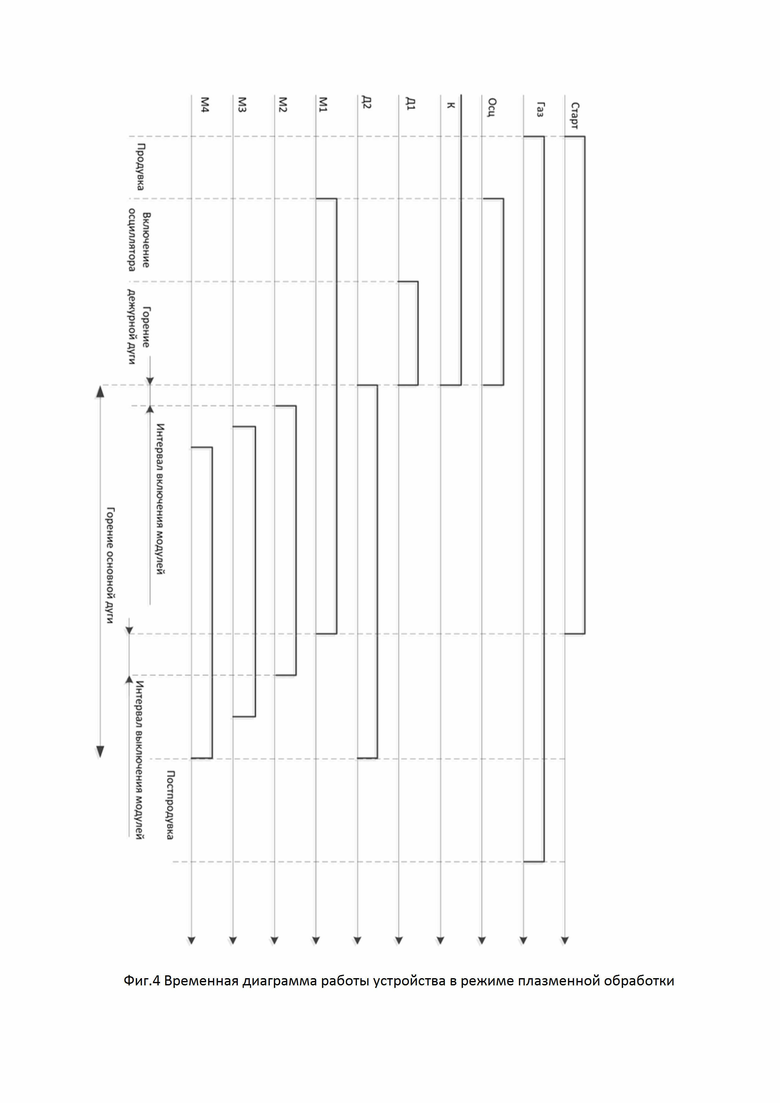
Работа заявленного устройства в режиме сварки понятна специалисту на основании общих знаний и представленных в заявке материалов, отдельно необходимо описать специфику работы в режиме плазменной обработки деталей.
Преимущество применения модульного источника для плазменной обработки деталей состоит в том, в дежурная (косвенная) дуга питается одним или двумя модулями, которые входят в состав источника и есть возможность управлять током дежурной дуги в зависимости от значений других параметров, например - скорости подачи газа, его состава, диаметра сопла плазматрона, и др.
Циклограмма работы установки плазменной обработки (фиг. 3) представлена на фиг. 4., где Д1 - это датчик тока дежурной дуги, Д2- это датчик тока основной дуги, К - ключ цепи дежурной дуги.
После продувки включается осциллятор и один или два модуля для зажигания дежурной дуги, появление которой показывает датчик тока дежурной дуги. После заданного временного интервала, происходит плавное увеличение газового потока, последовательное включение модулей и увеличение тока. После выдувания дежурной дуги на обрабатываемую деталь, через датчик тока источника потечёт ток основной и дежурной дуги, при достижении определённого значения коммутатор по команде системы управления разрывает цепь питания дежурной дуги и устанавливает требуемый ток резки. При поступлении сигнала на прекращение обработки производится плавное снижение тока и последовательное (при необходимости) отключение модулей.
Предлагаемое решение позволяет отказаться от применения вспомогательного источника для питания дежурной дуги и цифровое управление позволяет учитывать синергетические зависимости процесса зажигания дуги в плазматроне, что повышает надежность всего устройства.
Варианты осуществления не ограничиваются описанными здесь вариантами осуществления, специалисту в области техники на основе информации, изложенной в описании, и знаний уровня техники станут очевидны и другие варианты осуществления изобретения, не выходящие за пределы сущности и объема данного изобретения.
Элементы, упомянутые в единственном числе, не исключают множественности элементов, если отдельно не указано иное.
Под функциональной связью элементов следует понимать связь, обеспечивающую корректное взаимодействие этих элементов друг с другом и реализацию той или иной функциональности элементов. Частными примерами функциональной связи может быть связь с возможностью обмена информацией, связь с возможностью передачи электрического тока, связь с возможностью передачи механического движения, связь с возможностью передачи света, звука, электромагнитных или механических колебаний и т.д. Конкретный вид функциональной связи определяется характером взаимодействия упомянутых элементов, и, если не указано иное, обеспечивается широко известными средствами, используя широко известные в технике принципы.
Способы, раскрытые здесь, содержат один или несколько этапов или действий для достижения описанного способа. Этапы и/или действия способа могут заменять друг друга, не выходя за пределы объема формулы изобретения. Другими словами, если не определен конкретный порядок этапов или действий, порядок и/или использование конкретных этапов и/или действий может изменяться, не выходя за пределы объема формулы изобретения.
В заявке не указано конкретное программное и аппаратное обеспечение для реализации блоков на чертежах, но специалисту в области техники должно быть понятно, что сущность изобретения не ограничена конкретной программной или аппаратной реализацией, и поэтому для осуществления изобретения могут быть использованы любые программные и аппаратные средства известные в уровне техники. Так аппаратные средства могут быть реализованы в одной или нескольких специализированных интегральных схемах, цифровых сигнальных процессорах, устройствах цифровой обработки сигналов, программируемых логических устройствах, программируемых пользователем вентильных матрицах, процессорах, контроллерах, микроконтроллерах, микропроцессорах, электронных устройствах, других электронных модулях, выполненных с возможностью осуществлять описанные в данном документе функции, компьютер либо комбинации вышеозначенного.
Несмотря на то, что примерные варианты осуществления были подробно описаны и показаны на сопроводительных чертежах, следует понимать, что такие варианты осуществления являются лишь иллюстративными и не предназначены ограничивать более широкое изобретение, и что данное изобретение не должно ограничиваться конкретными показанными и описанными компоновками и конструкциями, поскольку различные другие модификации могут быть очевидны специалистам в соответствующей области.
Признаки, упомянутые в различных зависимых пунктах формулы, а также реализации, раскрытые в различных частях описания могут быть скомбинированы с достижением полезных эффектов, даже если возможность такого комбинирования не раскрыта явно.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПЛАЗМЕННОЙ ЗАКАЛКИ ДЕТАЛЕЙ ИЗ СТАЛИ И ЧУГУНА В АВТОМАТИЧЕСКОМ И РУЧНОМ РЕЖИМЕ | 2008 |
|
RU2379358C1 |
| Устройство плазменной закалки изделий | 2022 |
|
RU2782582C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА | 1992 |
|
RU2047436C1 |
| Устройство для запуска и питания плазменно-дуговой установки постоянного тока | 1986 |
|
SU1391821A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Источник питания горелки для сварки | 1981 |
|
SU967710A1 |
| УСТРОЙСТВО ПИТАНИЯ ПЛАЗМОТРОНА | 2007 |
|
RU2325253C1 |
| Высокочастотный источник питания для дуговой сварки | 1987 |
|
SU1407720A1 |
| Горелка для плазменной обработки материалов | 1980 |
|
SU880654A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
Изобретение относится к области преобразования энергии с одними параметрами тока на входе в энергию тока с другими параметрами на выходе, в частности к источнику питания для сварки. Технический результат, достигаемый решением, заключается в повышении надежности источника тока и стабильности выходного тока. Указанный технический результат достигается благодаря тому, что разработан модульный источник, содержащий корпус, в котором содержится силовой блок и блок управления. Модульный источник характеризуется тем, что силовой блок состоит из нескольких модулей источников тока, подключенных по входу параллельно. Блок управления выполнен с возможностью независимо управлять каждым модулем источника тока. 1 з.п. ф-лы, 4 ил.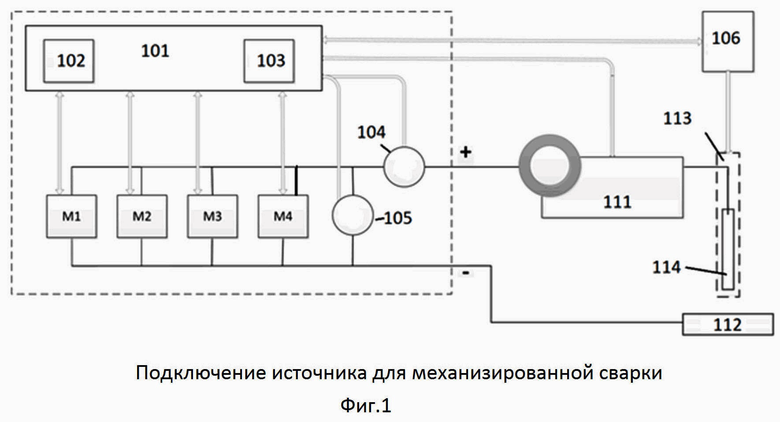
1. Модульный источник тока, содержащий корпус, в котором установлены силовой блок и блок управления, отличающийся тем, что силовой блок состоит из нескольких модулей источников тока, выполненных инверторными источниками тока унифицированной конструкции, подключенных по входу параллельно, при этом дополнительно содержит датчики тока и напряжения, отправляющие показания на блок управления, силовые ключи, которые осуществляют независимое подключение и отключение каждого из модулей источников тока по управляющим командам от блока управления, который выполнен с возможностью синхронизации работы модулей источников тока, осуществления переключения модулей источников тока со смещением по фазе и подключения и отключения модулей источников тока параллельно или последовательно, в зависимости от нагрузочного режима.
2. Модульный источник по п.1, в котором блок управления выполнен с возможностью управлять модулями для обеспечения тока, требуемого для механизированной сварки, аргонодуговой сварки или плазменной резки.
| US 11529698 B2, 20.12.2022 | |||
| СПОСОБ УДАЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СВЯЗКИ ИЗ КЕРАМИЧЕСКИХ ОТЛИВОК | 0 |
|
SU186324A1 |
| US 9956639 B2, 01.05.2018 | |||
| US 6433981 B1, 13.08.2002 | |||
| US 6476582 B2, 05.11.2002 | |||
| ИСТОЧНИК ЭЛЕКТРОПИТАНИЯ И СПОСОБ ПОДАЧИ ЭЛЕКТРОПИТАНИЯ | 2015 |
|
RU2617835C2 |

