Изобретение относится к машиностроению в области сварочного оборудования, в частности к устройствам аргонодуговой сварки неплавящимся электродом.
Целью изобретения является повышение качества сварного шва и выхода годных изделий за счет повышения стабилизационных характеристик дугового и поджигающегося разрядов при сохранении малых веса и габаритов.
На чертеже дана блок-схема предлагаемого устройства.
Устройство содержит блок 1 питания, в который включены источники питания рабочей дуги и 2, дежурной дуги 3, осциллятора 4 и блок 5 включения и защиты сети. Последовательно с блоком питания соединены электронный ключ 6, фильтр низкой частоты 7, который содержит дополнительную обмотку 8, датчик тока 9, фильтр высокой частоты 10 и горелку 11. В цепь между датчиком тока 9 и электронным ключом 6 включен блок обратной связи 12, содержащий схему стабилизации тока рабочей дуги 13, схему модуляции 14, схемы регулировки нарастания и спада тока дуги 15 и таймер 16. Дополнительная обмотка 8 соединена с входом реле тока 17, подключенное на блок управления и контроля 18. Его выходы подключены к входам источника питания дежурной дуги 3, к осциллятору 19, который состоит из коммутатора 20, релаксатора 21, трансформатора 22, вторичная обмотка 23 которого подключена к разряднику 24 с разрядными промежутками 25 и 26, образованных двумя активными и одним общим пассивным электродом, в цепь которого включен накопительный конденсатор 27. Кроме того, один из выходов блока 18 подключен к входу блока подачи аргона 28, который включен между горелкой 11 и источником аргона 29.
Работает устройство для сварки неплавящимся электродом в среде защитного газа следующим образом.
После подключения к сети блока питания 1 и включения блока управления и контроля 18, включаются последовательно блок 28 подачи аргона, который от его источника 29 подается к горелке 11 и в течение нескольких секунд идет "продувка" газом горелки. Затем включается источник 4 осциллятора 19, высокочастотные колебания высокого напряжения которого подаются к горелке, в которой создается искровой разряд энергией, достаточной для создания объемного заряда переходящего в дугу. В этот же момент подключаются и источники питания 3 и 2, один из которых обеспечивает возникновение и поддержание дугового разряда (дежурного) в горелке, а другой развитие и сохранение низковольтной, но сильноточной рабочей дуги. После этого источник 3 отключается блоком 18. Ток рабочей дуги, проходя по индуктивности фильтра низкой частоты 7, вызывает в дополнительной обмотке 8 напряжение, поступающее на вход реле 17, переводя его в ждущий режим. Если ток рабочей дуги прекращается, реле 17 срабатывает и подает сигнал о нарушении режима сварки в блок управления и контроля 18. Последний в соответствии с программой вновь включает осциллятор 19 и источник 3 дежурной дуги и таким образом будет восстановлен технологический процесс сварки.
Отступление от традиционной схемы использования датчика тока 9, работающего как на цепь обратной связи, так и в качестве датчика управления блоком 18, приводит к тому, что при этом полностью исключено влияние цепей управления осциллятором на цепи управления током рабочей дуги. Практика показывает, что на начальном этапе включения сварочного аппарата, т.е. при включении осциллятора проявляется неблагоприятное влияние его колебаний на процессы развития рабочей дуги через датчик тока 9, если бы управляющие цепи блока управления и контроля 18 были подключены к нему. Кроме того, требования к датчику тока 9 и в схеме запуска реле тока 17 очень разные, так как первый должен работать на схему в аналоговом режиме, когда как вторая в релейном режиме.
Поскольку схема высоковольтного контура осциллятора построена по принципиально новой схеме, рассмотрим работу осциллятора подробнее в части создания выходных напряжений, подающихся на горелку, чтобы вызвать искровой пробой с параметрами, обеспечивающими надежное развитие дугового разряда дежурной и рабочей дуги. При подаче напряжения на осциллятор 19 от его источника 4 коммутатор 20 и релаксатор 21, построенные по известным схемам на динисторе и тиристоре, создают на первичной обмотке трансформатора 22 напряжение, которое индуцирует в высоковольтной обмотке 23 напряжение. Это напряжение в контуре индуктивность 23, конденсатор 27 и разрядный промежуток 25 вызывает серию затухающих высоковольтных колебаний. Разрядный промежуток 26 настроен так, что он пробивается лишь при первых нескольких колебаниях, имеющих примерно одинаковую амплитуду и длительность. Таким образом на поджиг в горелку подаются равнозначные импульсы высокого напряжения, обеспечивая надежность возникновения искрового разряда достаточной энергии для надежного зажигания дежурного и рабочего разряда, т.е. обеспечивая высокое качество шва в самом его начале, что является актуальным вопросом до настоящего времени.
После того, как процессы в рабочей дуги установились, возникает задача поддержания параметров дуги постоянным. В этом случае вступает в работу блок обратной связи схема стабилизации тока рабочей дуги 13, схема его модуляции 14 и схема регулировки нарастания и спада тока 15, создающего такие фронты импульса тока, которые при этом обеспечивают наличие такого количества энергии, чтобы качество начала и конца шва было бы одинаковым с качеством всего шва. Особенно это важно в конце шва, когда необходимо еще и заварить кратер плавки. В случае работы устройства не в автоматическом режиме отключают таймер 16, переводя всю схему на ручное управление временем сварки.
В установившемся режиме, как и при запуске, если рабочая дуга погаснет (ее ток прекратится), срабатывает реле 17 включает блок 18, который включает источники 4 и 3 запускаются осциллятор 19 и загорается дежурная дуга, восстанавливая рабочую дугу, после чего реле 17 вновь переходит в ждущий режим.
Развязка цепей датчиков изменения тока рабочей дуги для блока обратной связи и для блока управления и контроля по зажиганию дуги приводит к большей стабильности горения дуги, что особенно важно на начальном этапе зажигания дуги, а затем и на стадии поддержания ее параметров стабильными.
Кроме того, применение принципиально нового осциллятора, построенного на базе двухсекционного регулируемого разрядника-накопителя, позволяет повысить эффективность и надежность поджига и возникновения дуги. Все это в конечном счете обеспечивает повышение качества сварного шва и выхода годной продукции. Наряду с этим применение дополнительной обмотки в фильтре низкой частоты позволяет сохранить также и габариты и вес.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОСЦИЛЛЯТОР УСТРОЙСТВА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ И РАЗРЯДНИК ДЛЯ НЕГО | 1992 |
|
RU2047437C1 |
| Устройство для возбуждения дуги между неплавящимся электродом и изделием | 1987 |
|
SU1480992A1 |
| МОДУЛЬНЫЙ ИСТОЧНИК ТОКА | 2023 |
|
RU2812960C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2469826C1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| Система управления процессом дуговой сварки | 1984 |
|
SU1207677A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1147531A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
Изобретение относится к машиностроению в области сварочного оборудования, в частности к устройствам аргонодуговой сварки неплавящимся электродом. Цель изобретения повышение качества сварного шва и выхода годных изделий за счет повышения стабилизационных характеристик дугового и поджигающего разрядов. Устройство содержит последовательно соединенные блок питания 1, электронный ключ 6, фильтр низкой частоты 7, датчик тока 9, горелку 11 и связанные с ними блоки обратной связи и управления и контроля 18, осциллятор 19. Фильтр низкой частоты содержит дополнительную обмотку 8, подключенную к реле тока 17, выход которого соединен с входом блока управления и контроля 18, при этом электронный ключ 6 выполнен на составном транзисторе по схеме с общей базой, соединенной с выходом блока обратной связи 12, подключенного к датчику тока 9, а в высоковольтный контур осциллятора 19 включен двухсекционный регулируемый разрядник-накопитель 24, выход второй секции которого подключен к горелке. 1 ил.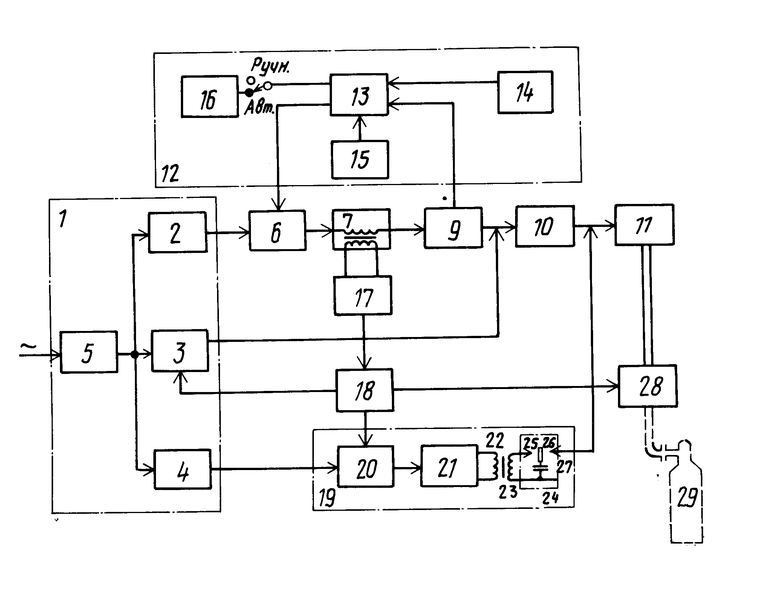
УСТРОЙСТВО ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА, содержащее последовательно соединенные блок питания, электронный ключ, фильтр низкой частоты, датчик тока и горелку, а также блок обратной связи, блок управления и контроля, подключенный выходами соответственно к осциллятору и блоку питания, отличающееся тем, что в него введено реле тока, а фильтр низкой частоты выполнен с дополнительной обмоткой, электронный ключ выполнен на составном транзисторе по схеме с общей базой, соединенной через блок обратной связи с выходом датчика тока, в высоковольтный контур осциллятора включен двухсекционный регулируемый разрядник накопитель, выход второй секции которого подключен к горелке, при этом дополнительная обмотка фильтра низкой частоты подключена через реле тока к входу блока управления и контроля.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для аргонодуговой точечной сварки неплавящимся электродом | 1979 |
|
SU1000195A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
