Предлагаемое изобретение относится к области металлообработки, в частности к установкам для плазменной закалки поверхностей изделий из металлов, в частности из стали и чугуна, с целью осуществления закалки, напыления, сварки, наплавки.
Известно «Устройство плазменной закалки деталей из стали и чугуна в автоматическом и ручном режиме» (патент РФ №2379358, С21D 1/09), содержащее один или два малогабаритных плазматрона с соплами, устройство для крепления, поворота и настройки плазматронов в процессе закалки, сканирующее устройство дуги прямой полярности, выполненное в виде генератора, выпрямитель с падающей внешней характеристикой, один или два пульта управления со встроенным осциллятором и измерительными приборами, указатель положения переменного напряжения на катушке, регулятор постоянного напряжения на катушке, систему подачи плазмообразующего газа, при этом ферромагнитные губки сканирующего устройства размещены на торце сопла плазматрона и имеют систему их охлаждения.
Данное устройство плазменной закалки имеет значительное количество различных систем, блоков и кабелей, связанных с плазматронами, и расположенных на определенном расстоянии от плазматронов, что создает значительные неудобства при эксплуатации данной системы, а также снижает надежность ее функционирования, так как вероятность обрыва связей плазматронов с системами, блоками и кабелями, находящимися на определенном расстоянии, достаточно высока.
Также известна плазменная горелка по патенту РФ №2267386, В23К10/00, содержащая катод и электрод, имеющие соединительные концы, приспособленные для коаксиального телескопического соединения друг с другом на центральной продольной оси горелки.
Зацепление электрода производится фиксаторами. Один фиксатор входит в зацепление с другим фиксатором для обеспечения окончательного соединения и предотвращения осевого перемещения.
Недостатком данной плазменной горелки является ненадежное соединение электрода с корпусом с помощью пружинных фиксаторов. Представляется труднодостижимым получить точное центрирование по центральной оси, что крайне необходимо для стабильной концентрированной плазменной дуги. Неизбежное изменение коэффициента упругости фиксаторов из-за высокой температуры соприкасающегося электрода быстро приведет к нарушению надежности и точности его закрепления, что отрицательно скажется на результатах поверхностной закалки.
Наиболее близким к предлагаемому устройству является «Устройство для плазменного поверхностного упрочнения деталей из стали и чугуна» по патенту РФ №172044, С21D 1/09, выбранное в качестве прототипа.
Данная установка содержит средство подачи рабочего газа от источника к газовой горелке (плазматрону) с соплом, и системой его охлаждения, блок формирования закалочного тока для газовой горелки, средства для крепления, настройки и поворота газовой горелки, а также пульт управления с панелью индикации и приборами, обеспечивающими работу данного устройства, при этом установка снабжена инвертором постоянного тока с крутопадающей внешней характеристикой и напряжением холостого хода 120-320В, система охлаждения сопла выполнена с возможностью воздушно-принудительного его охлаждения, средство подачи рабочего газа выполнено с возможностью подачи воздуха, а катодный узел выполнен в виде составного термохимического катода.
Недостатками данной установки являются значительные неудобства при ее эксплуатации, связанные с тем, что системы, блоки, кабели, газовая горелка данной установки находятся на определенном расстоянии друг от друга, что снижает удобство и надежность ее функционирования, так как вероятность обрыва связей плазматронов с системами, блоками и кабелями, находящимися на определенном расстоянии, достаточно высока.
Также данная установка требует большое пространство для ее размещения, а ее газовая горелка (плазматрон) обладает низкой надежностью.
Задачей предложенного изобретения является повышение удобства перемещения и эксплуатации устройства плазменной закалки изделий, размещенном на одном средстве передвижения, а также повышение надежности его функционирования за счет обеспечения надежного крепления сопла плазменной горелки, а также за счет использования инвертора с восемью силовыми каскадами на IGBT модулях, и использования блока управления со схемой регулирования нарастания и спада тока закалки и электронного реле задержки (для предварительной продувки газом).
Техническим результатом изобретения является повышение удобства его перемещения и эксплуатации, при одновременном повышении надежности его функционирования.
Поставленный технический результат достигается за счет того, что устройство плазменной закалки изделий, содержащее плазменную горелку с соплом и электродом, установленном в соплодержателе, блок подачи инертного газа в плазменную горелку, блок формирования закалочного тока для плазменной горелки, блок охлаждения плазменной горелки с рукавами подачи и слива охлаждающей жидкости, блок управления, панель индикации, а также рукава, для подачи газа и жидкости, и кабель для подачи сигнала управления включением, содержит также моноблок с панелью индикации, в котором установлены блок формирования закалочного тока, блок охлаждения плазменной горелки с рукавами подачи и слива охлаждающей жидкости, блок подачи инертного газа, а блок формирования закалочного тока содержит блок управления, и подключенные к нему инвертор, осциллятор и блок подачи инертного газа, при этом устройство также содержит средство передвижения для размещения и передвижения данного устройства, выполненное с возможностью размещения и фиксации на нем моноблока с рукавами и кабелями, а также с возможностью размещения на данном средстве передвижения плазменной горелки и баллона с инертным газом для подачи его в блок подачи инертного газа, а затем в плазменную горелку, которая содержит соплодержатель, в котором посредством резьбового соединения установлено сопло, при этом шаг резьбы данного резьбового соединения составляет 1,25 мм, а инвертор содержит восемь силовых каскадов на IGBT модулях, при этом блок управления содержит схему регулирования нарастания и спада тока закалки и электронное реле задержки, выполненные с возможностью обеспечения предварительной продувки газом.
В предпочтительном варианте выполнения устройство плазменной закалки изделий в качестве средства передвижения содержит тележку с ручкой и колесами для ее передвижения, которая содержит подставку для баллона с инертным газом, а также средство крепления данного баллона на тележке, средство для размещения моноблока на тележке, а также средство для размещения плазменной горелки и кронштейны для размещения на них рукавов и кабелей.
Целесообразно, чтобы в устройстве плазменной закалки изделий схема регулирования нарастания и спада тока закалки содержала два универсальных таймера, связанных со схемой на двух терморезисторах с оптопарами.
Желательно, чтобы в устройстве плазменной закалки изделий электронное реле задержки было выполнено с возможностью регулирования времени задержки от 0,2 до 2 сек до момента включения осциллятора, последующей подачи напряжения, возбуждения плазменной дуги на плазменной горелке.
Предпочтительно, чтобы в устройстве плазменной закалки изделий осциллятор был выполнен с возможностью подачи напряжения высокой частоты в зону закалки плазменной горелки, и последующего обеспечения зажигания дуги в плазменной горелке.
Желательно, чтобы в устройстве плазменной закалки изделий в качестве инертного газа использовали аргон.
Целесообразно, чтобы в устройстве плазменной закалки изделий плазменная горелка содержала корпус с соплом, установленном в соплодержателе посредством резьбового соединения, электрод с трубкой для охлаждающей жидкости, при этом электрод был закреплен в нижней части соплодержателя, а трубка для охлаждающей жидкости установлена в верхней части соплодержателя при помощи прокладки.
Предпочтительно, чтобы в устройстве плазменной закалки изделий панель индикации и управления устройством содержала цифровой индикатор, гнезда для подключения токопровода горелки, кабеля управления горелкой, штуцера выхода газа, регуляторы времени продувки газа, тока закалки, времени спада тока, а также разъем кабеля обратного провода, заливную горловину, и штуцера слива и подачи охлаждающей жидкости.
Для более подробного раскрытия изобретения далее приводится описание конкретных возможных вариантов его выполнения с соответствующими чертежами.
Фиг. 1 – внешний вид устройства плазменной закалки изделий.
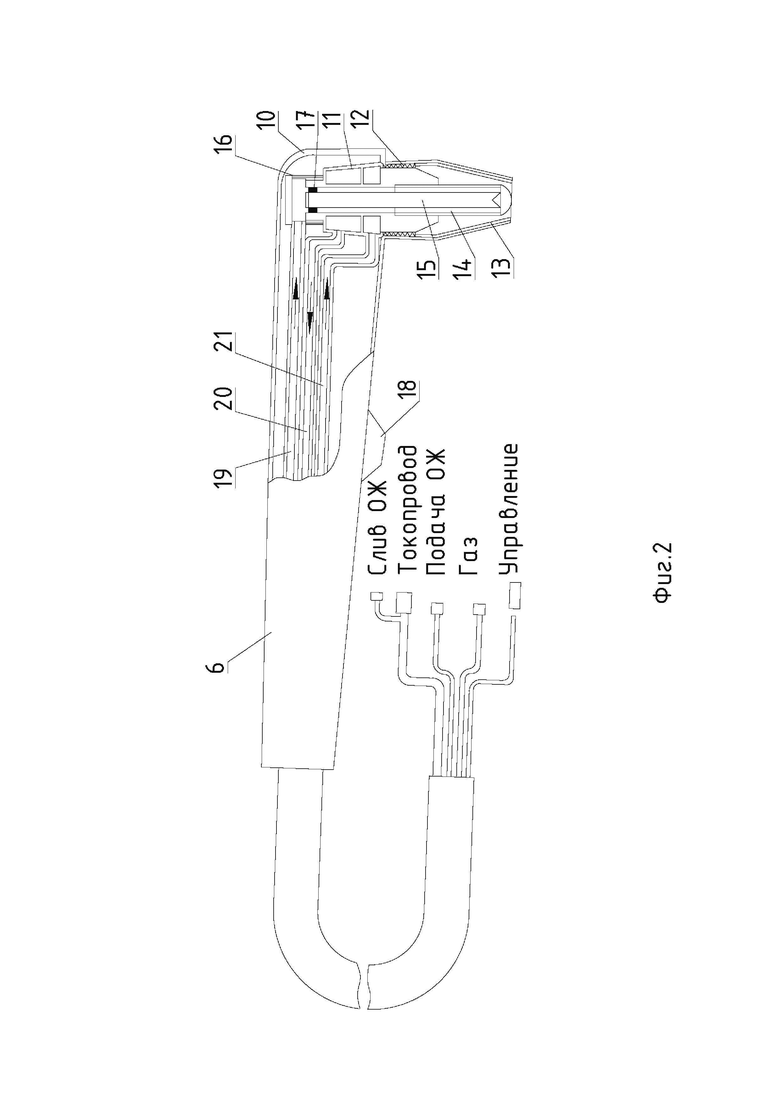
Фиг. 2 – сечение плазменной горелки.
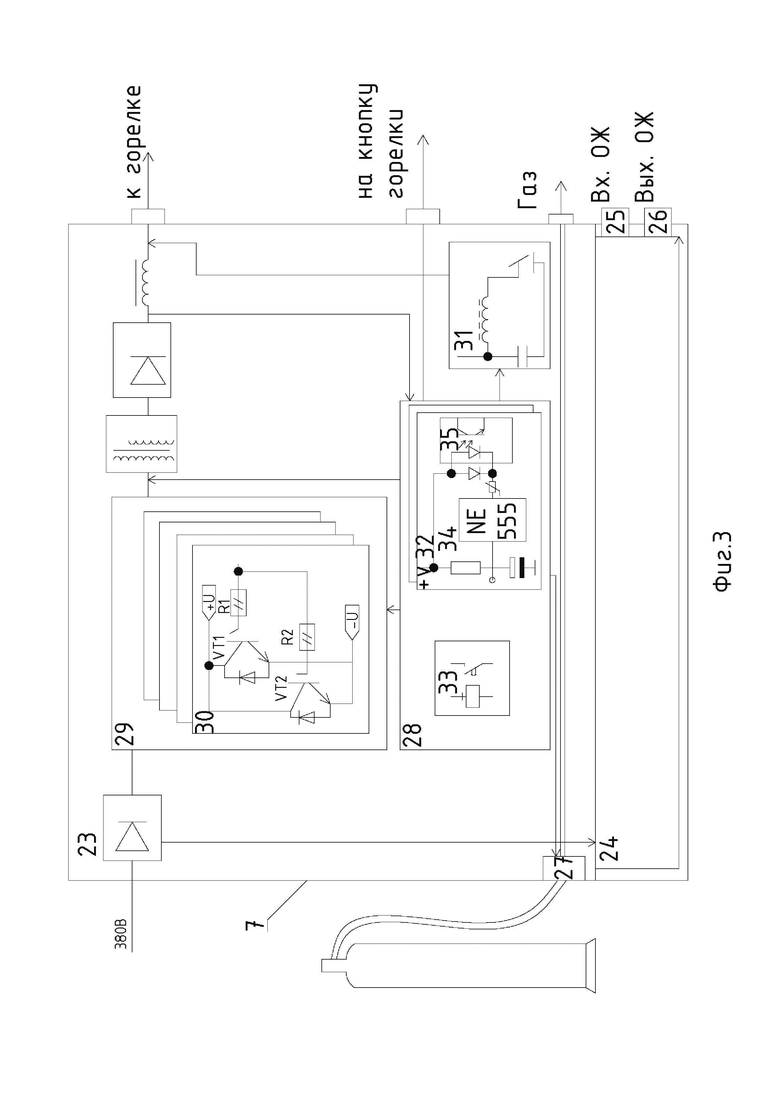
Фиг. 3 – схема моноблока.
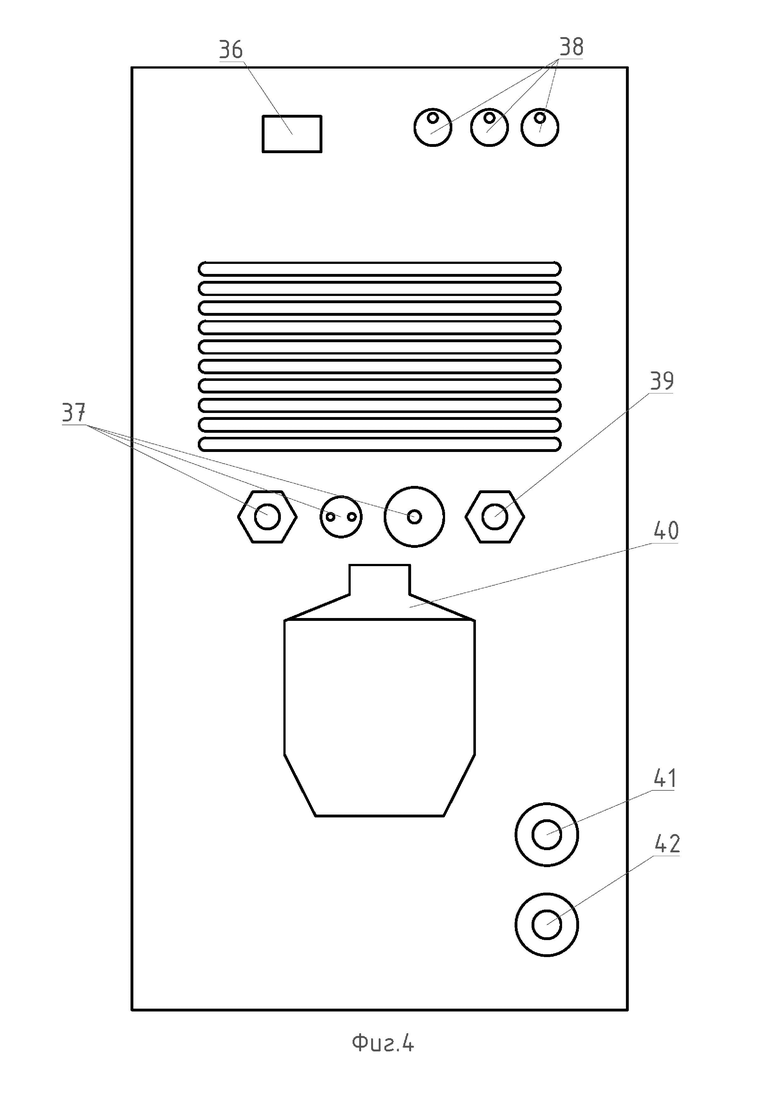
Фиг. 4 – панель индикации и управления.
В предпочтительном варианте выполнения, устройство плазменной закалки изделий содержит моноблок 1, установленный на тележке 2 с колесами и подставкой 3 для размещения на ней баллона 4 с аргоном, при этом данный баллон 4 устанавливается и фиксируется в средстве крепления 5 (Фиг. 1). Моноблок 1 соединен с плазменной горелкой 6, а тележка 2 имеет средство для размещения 7 плазменной горелки 6, а также кронштейны 8 для размещения на них рукавов и кабелей для подключения моноблока 1 к плазменной горелке 6 (Фиг. 1, 2). Тележка 2 имеет также ручку 9 для удобства ее передвижения.
Плазменная горелка 6, в предпочтительном варианте ее выполнения, имеет корпус 10 с соплодержателем 11, в котором, посредством резьбового соединения 12, установлено сопло 13, при этом шаг резьбы сопла 13 и соплодержателя 11 составляет 1.25 мм (Фиг. 2), что обеспечивает точное и надежное центрирование керамического сопла 13 в соплодержателе 11. В центре корпуса 10 плазменной горелки 6 установлен электрод 14 с трубкой 15 для охлаждающей жидкости (ОЖ), при этом электрод 14 закреплен в нижней части соплодержателя 11, а трубка 15 для охлаждающей жидкости установлена в верхней части соплодержателя 11 при помощи прокладки 17. Плазменная горелка 6 имеет гайку 16, закрепленную в верхней части соплодержателя 11, а также кнопку 18 для включения-выключения горелки 6. На входе в горелку 6 расположены трубка подачи 19 ОЖ, трубка слива 20 ОЖ, и трубка подачи газа 21.
Моноблок 1 имеет панель индикации 22, расположенную на его внешней поверхности, а внутри моноблока 1 установлены блок формирования закалочного тока 23, блок охлаждения 24 плазменной горелки 6 с рукавами подачи 25 и слива 26 охлаждающей жидкости, блок подачи инертного газа 27 и блок управления 28, который содержится внутри блока формирования закалочного тока 23 (Фиг. 3). Блок формирования закалочного тока 23 содержит также инвертор 29 с восемью силовыми каскадами 30, а также осциллятор 31, выполненный с возможностью обеспечения задержки осцилляции до окончания регулируемого интервала продувки газом. Блок управления 28 содержит схему регулирования нарастания и спада тока закалки 32 и электронное реле задержки 33. Также блок управления 28 обеспечивает работу всех составных частей блока формирования закалочного тока 23, а также работу других блоков всего устройства плазменной закалки изделий, в частности, блока охлаждения 24, блок подачи инертного газа 27, плазменной горелки 6, и т.д.
Схема регулирования нарастания и спада тока закалки 32, в предпочтительном варианте ее выполнения, содержит два универсальных таймера 34, связанных со схемой 35 на двух терморезисторах с оптопарами.
Электронное реле задержки 33 выполнено с возможностью регулирования времени задержки от 0,2 до 2 сек до момента включения осциллятора 31, и последующей подачи напряжения и последующего возбуждения плазменной дуги на плазменной горелке 6.
Осциллятор 31 выполнен с возможностью обеспечения зажигания дуги в плазменной горелке 6, и подает напряжение высокой частоты в зону закалки плазменной горелки 6.
Каждый силовой каскад 30 инвертора 29 содержит IGBT модули (модули с биполярными транзисторами с изолированным затвором, Insulated GateBipolar Transistor), выполненные с возможностью обеспечения высокой скорости переключения, при этом наличие именно восьми каскадов 30 в инверторе 29 обеспечивает увеличение тока закалки до 250 А, что позволяет обрабатывать массивные детали большой площади.
В качестве инертного газа в устройстве плазменной закалки изделий используют аргон.
Панель индикации и управления 22 (Фиг. 4), в предпочтительном варианте ее выполнения, содержит цифровой индикатор 36, гнезда 37 для подключения токопровода горелки 6, кабеля управления горелкой 6, штуцера выхода газа, регуляторы 38 времени продувки газа, тока закалки, времени спада тока, а также разъем кабеля обратного провода 39, заливную горловину 40, и штуцера слива 41 и подачи 42 охлаждающей жидкости (ОЖ).
Работа устройства плазменной закалки изделий осуществляется следующим образом.
Перед эксплуатацией пользователь проверяет надежность подключения рукавов и кабелей между моноблоком 1 и плазменной горелкой 6. Затем устанавливает на панели индикации и управления 22, при помощи регуляторов 38, необходимые параметры времени продувки газа, тока закалки, времени спада тока.
Затем пользователь берет в руки плазменную горелку 6, размещает электрод 14 над обрабатываемым изделием, и производит включение плазменной горелки 6 посредством нажатия кнопки 18 включения-выключения, после чего происходит инициация плазменной дуги между поверхностью обрабатываемой детали и электродом 14.
При этом, дуга возникает между электродом 14 и поверхностью детали при удержании электрода 14 над поверхностью детали на расстоянии 15-25 мм. Одновременно через отверстия диффузоров, расположенные по окружности соплодержателя 11 плазменной горелки 6 подается аргон, который «обжимая» плазменную дугу, обеспечивает ее стабильное горение. Ручным перемещением плазменной горелки 6 создаются полосы закаленного слоя стали или чугуна. При этом происходит постоянное охлаждение электрода 14 за счет подведения к нему по трубке 15 охлаждающей жидкости (ОЖ).
Предварительную продувку газом аргоном производят за счет размещения в блоке управления 28 электронного реле задержки 33, которое обеспечивает регулировку времени задержки зажигания плазменной дуги от 0,2 до 2 сек до момента включения осциллятора 31.
Таким образом, в предложенном устройстве плазменной закалки изделий удалось обеспечить повышение удобства его перемещения и эксплуатации за счет размещения данного устройства на одной тележке 2, приспособленной для размещения и надежной фиксации всех составляющих его блоков, систем и плазменной горелки 6.
Также за счет объединения в один моноблок 1 основных систем и блоков устройства, в частности блока формирования закалочного тока 23, блока охлаждения плазменной горелки 24 и блока подачи инертного газа 27, удалось повысить надежность функционирования данного устройства, в частности за счет снижения вероятности обрыва соединительных кабелей и рукавов.
А за счет применения резьбового соединения соплодержателя 11 и сопла 13 с шагом резьбы 1.25 мм удалось обеспечить надежную центровку электрода 14 плазменной горелки 6, что обеспечило более качественную обработку деталей, а также повышение надежности плазменной горелки 6.
За счет использования в блоке формирования закалочного тока 23 инвертора 29 с восемью силовыми каскадами 30, каждый из которых содержит IGBT модули, удалось повысить максимальный ток закалки до 250А, что позволило производить закалку изделий больших площадей.
При этом, использование в блоке управления 28 схемы регулирования нарастания и спада тока закалки 32 и электронного реле задержки 33 позволило значительно повысить качество обработки изделий за счет уменьшения оплавления изделия в начале и окончании его обработки, что значительно уменьшило количество брака обрабатываемых изделий.
А применение в плазменной горелке 6 предварительной продувки газом до зажигания плазменной дуги обеспечило увеличение надежности возбуждения плазменной дуги.
Как очевидно специалистам в данной области техники, данное изобретение легко разработать в других конкретных формах, не выходя при этом за рамки сущности данного изобретения.
При этом настоящие варианты осуществления необходимо считать просто иллюстративными, а не ограничивающими, причем объем изобретения представлен его формулой, и предполагается, что в нее включены все возможные изменения и область эквивалентности пунктам формулы данного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПЛАЗМЕННОЙ ЗАКАЛКИ ДЕТАЛЕЙ ИЗ СТАЛИ И ЧУГУНА В АВТОМАТИЧЕСКОМ И РУЧНОМ РЕЖИМЕ | 2008 |
|
RU2379358C1 |
| Горелка для плазменной обработки материалов | 1980 |
|
SU880654A1 |
| МОДУЛЬНЫЙ ИСТОЧНИК ТОКА | 2023 |
|
RU2812960C1 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 2016 |
|
RU2672961C2 |
| СПОСОБ РУЧНОЙ ПЛАЗМЕННОЙ ЗАКАЛКИ | 2005 |
|
RU2313581C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНА ИЗ АМОРФНЫХ И МИКРОКРИСТАЛЛИЧЕСКИХ СПЛАВОВ И СТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2329123C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛЬЧАТОЙ ЛАПЫ С ОДНОВРЕМЕННЫМ УПРОЧНЕНИЕМ | 2024 |
|
RU2837123C1 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| Индуктор для высокочастотного плазматрона (варианты) | 2021 |
|
RU2780005C1 |

Изобретение относится к устройствам плазменной закалки изделий. Устройство содержит плазменную горелку с соплом и электродом, установленным в соплодержателе, моноблок с панелью индикации, в котором установлены блок формирования закалочного тока, блок охлаждения плазменной горелки с рукавами подачи и слива охлаждающей жидкости, блок подачи инертного газа, а блок формирования закалочного тока содержит блок управления, и подключенные к нему инвертор, осциллятор и блок подачи инертного газа, при этом устройство также содержит средство передвижения для размещения и передвижения данного устройства, выполненное с возможностью размещения и фиксации на нем моноблока с рукавами и кабелями, а также с возможностью размещения и фиксации на данном средстве передвижения баллона с инертным газом и горелки с соплодержателем, шаг резьбы которого составляет 1,25 мм, а инвертор содержит восемь силовых каскадов на IGBT модулях, при этом блок управления содержит схему регулирования нарастания и спада тока закалки и электронное реле задержки. Техническим результатом изобретения является повышение удобства его перемещения и эксплуатации при одновременном повышении надежности его функционирования. 7 з.п. ф-лы, 4 ил.
1. Устройство плазменной закалки изделий, содержащее плазменную горелку с соплом и электродом, установленным в соплодержателе, блок подачи инертного газа в плазменную горелку, блок формирования закалочного тока для плазменной горелки, блок охлаждения плазменной горелки с рукавами подачи и слива охлаждающей жидкости, блок управления, панель индикации, а также рукава для подачи газа и жидкости, и кабель для подачи сигнала управления включением горелки, отличающееся тем, что содержит моноблок с панелью индикации, в котором установлены блок формирования закалочного тока, блок охлаждения плазменной горелки с рукавами подачи и слива охлаждающей жидкости, блок подачи инертного газа, а блок формирования закалочного тока содержит блок управления, и подключенные к нему инвертор, осциллятор и блок подачи инертного газа, при этом устройство также содержит средство передвижения для размещения и передвижения данного устройства, выполненное с возможностью размещения и фиксации на нем моноблока с рукавами и кабелями, а также с возможностью размещения на данном средстве передвижения плазменной горелки и баллона с инертным газом для подачи его в блок подачи инертного газа, а затем в плазменную горелку, которая содержит соплодержатель, в котором посредством резьбового соединения установлено сопло, при этом шаг резьбы данного резьбового соединения составляет 1,25 мм, а инвертор содержит восемь силовых каскадов на IGBT модулях, при этом блок управления содержит схему регулирования нарастания и спада тока закалки и электронное реле задержки, выполненные с возможностью обеспечения предварительной продувки газом.
2. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что в качестве средства передвижения содержит тележку с ручкой и колесами для ее передвижения, которая содержит подставку для баллона с инертным газом, а также средство крепления данного баллона на тележке, средство для размещения моноблока на тележке, а также средство для размещения плазменной горелки и кронштейны для размещения на них рукавов и кабелей.
3. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что схема регулирования нарастания и спада тока закалки содержит два универсальных таймера, связанных со схемой на двух терморезисторах с оптопарами.
4. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что электронное реле задержки выполнено с возможностью регулирования времени задержки от 0,2 до 2 сек до момента включения осциллятора, последующей подачи напряжения, и последующего возбуждения плазменной дуги на плазменной горелке.
5. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что осциллятор выполнен с возможностью подачи напряжения высокой частоты в зону закалки плазменной горелки и последующего обеспечения зажигания дуги в плазменной горелке.
6. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что в качестве инертного газа используют аргон.
7. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что плазменная горелка содержит корпус с соплом, установленным в соплодержателе посредством резьбового соединения, электрод с трубкой для охлаждающей жидкости, при этом электрод закреплен в нижней части соплодержателя, а трубка для охлаждающей жидкости установлена в верхней части соплодержателя при помощи прокладки.
8. Устройство плазменной закалки изделий по п. 1, отличающееся тем, что панель индикации и управления устройством содержит цифровой индикатор, гнезда для подключения токопровода горелки, кабеля управления горелкой, штуцера выхода газа, регуляторы времени продувки газа, тока закалки, времени спада тока, а также разъем кабеля обратного провода, заливную горловину, и штуцера слива и подачи охлаждающей жидкости.
| СПОСОБ ВЫЩЕЛАЧИВАНИЯ ОГАРКА, СОДЕРЖАЩЕГО ВАНАДИИ | 0 |
|
SU172044A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА | 2001 |
|
RU2218430C2 |
| УСТРОЙСТВО ПЛАЗМЕННОЙ ЗАКАЛКИ ДЕТАЛЕЙ ИЗ СТАЛИ И ЧУГУНА В АВТОМАТИЧЕСКОМ И РУЧНОМ РЕЖИМЕ | 2008 |
|
RU2379358C1 |
| CN 105385813 B, 06.06.2017 | |||
| JP 2005353328 A, 22.12.2005. | |||

