Изобретение относится к области авиационной и ракетной техники и может быть использовано при изготовлении сложно-профильных керамических изделий типа обтекателей высокоскоростных летательных аппаратов различных классов.
Известен способ определения кажущейся плотности керамики (ГОСТ 473.4-81 Изделия химически стойкие и термостойкие керамические. Метод определения кажущейся плотности и кажущейся пористости). Известен также способ определения кажущейся плотности огнеупоров (ГОСТ 2409-2014 Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения).
Сущность методов заключается в определении кажущейся плотности, выраженной отношением массы высушенного образца к занимаемому им объему, включая поры. Основным недостатком этих методов является необходимость изготовления образцов, что при требованиях к сплошному контролю кажущейся плотности заготовок при их серийном изготовлении увеличивает трудоемкость контроля и снижает его оперативность.
Наиболее близким по технической сущности (прототип) к заявленному решению является ультразвуковой контроль изделий из кварцевой керамики, представляющих собой тонкостенные оболочки типа конуса, включающий измерение скорости ультразвука и определение контролируемого параметра по предварительно построенной регрессионной модели (зависимости), для плотности «плотность - скорость ультразвука» (14-я Российская научно-техническая конференция «Неразрушающий контроль и диагностика» 23-26 июля 1996г., г. Москва, Тезисы докладов, с.127).
Однако при контроле кажущейся плотности обожженных заготовок оболочек из кварцевой керамики использование однофакторной регрессионной зависимости «кажущейся плотность - скорость ультразвука» может оказаться недостаточным для получения результата с надлежащей достоверностью и точностью и, соответственно привести к снижению эффективности контроля.
Задачей заявляемого изобретения является повышение эффективности контроля кажущейся плотности заготовок оболочек за счет увеличения его производительности и обеспечения возможности оперативного контроля кажущейся плотности заготовок оболочек из кварцевой керамики после обжига с достоверностью и точностью, соответствующей требованиям технических условий на изделия.
Технический результат заключается в повышении эффективности контроля кажущейся плотности заготовок оболочек за счет увеличения его производительности и обеспечения возможности оперативного контроля кажущейся плотности заготовок оболочек из кварцевой керамики после обжига непосредственно на заготовках и, исходя из полученных результатов, корректировки режимов обжига.
Поставленная задача достигается тем, что предложен способ контроля кажущейся плотности обожженных заготовок оболочек из кварцевой керамики, включающий измерение скорости ультразвука и определение контролируемого параметра по предварительно построенной регрессионной зависимости, отличающийся тем, что кажущаяся плотность материала заготовок определяется по регрессионной зависимости:
ρкаж = ϕ(СУЗ, δ, τ, Т),
где ρкаж - кажущаяся плотность, кг/м3;
ϕ - знак корреляционной связи;
СУЗ - скорость распространения ультразвуковых колебаний, м/с;
δ - коэффициент усадки заготовки после обжига, %;
τ - время набора заготовки при формовании, мин.;
Т - температура обжига заготовки, °С,
построенной по результатам измерения значений скорости ультразвука, коэффициента усадки в обожженных заготовках, времени набора и температуры обжига заготовок в сопоставлении с результатами определения кажущейся плотности по результатам прямого определения кажущейся плотности образцов из технологического припуска заготовок и образцов-спутников.
Предлагаемый способ контроля кажущейся плотности обожженных заготовок оболочек из кварцевой керамики реализуется следующим образом.
В заданных технологическим процессом участках заготовки измеряют скорость ультразвука (СУЗ), измеряют расстояние между рисками, нанесенными на поверхность заготовки, и рассчитывают коэффициент усадки заготовки (δ), как:
δ = (L0-L)/L0×100%, (1)
где L0 - расстояние между рисками до обжига (мм);
L - расстояние между рисками после обжига (мм) и, с учетом значений времени набора заготовки при формовании (τ) и заданной по режиму температуры обжига заготовки (Т), по предварительно построенной регрессионной зависимости ρкаж = ϕ(Суз, δ, τ, Т), определяют кажущуюся плотность материала данной заготовки оболочки.
Регрессионные зависимости строятся с использованием стандартных программ, включающих статистическую обработку данных, например, STATISTICA для каждого типа оболочек индивидуально в процессе экспериментальных исследований по результатам измерения скорости ультразвука, определения коэффициента усадки, значений времени набора и температуры обжига в заготовках оболочек, в моделирующих их структуру образцах-спутниках и результатам прямого определения кажущейся плотности образцов из технологического припуска заготовок и образцов-спутников, например, по ГОСТ 2409-2014.
Для измерения скорости ультразвука в контролируемой заготовке могут быть использованы ультразвуковые приборы типа 25DL-HP и др.
Пример реализации заявляемого изобретения.
Рассмотрим выборку (N = 370шт.) из заготовок оболочек одного из серийно изготавливаемых на предприятии обтекателей из материала НИАСИТ (кварцевая керамика).
По результатам множественного регрессионного анализа исследованной представительной выборки получена весьма значимая регрессионная зависимость, представленная уравнением:
ρкаж = 1528+0,084×СУЗ - 10,337×δ + 0,985×τ + 0,059×Т (2)
где СУЗ - скорость распространения ультразвуковых колебаний, м/с;
δ - коэффициент усадки заготовки после обжига, %;
τ - время набора заготовки при формовании, мин;
Т - температура обжига заготовки, °С,
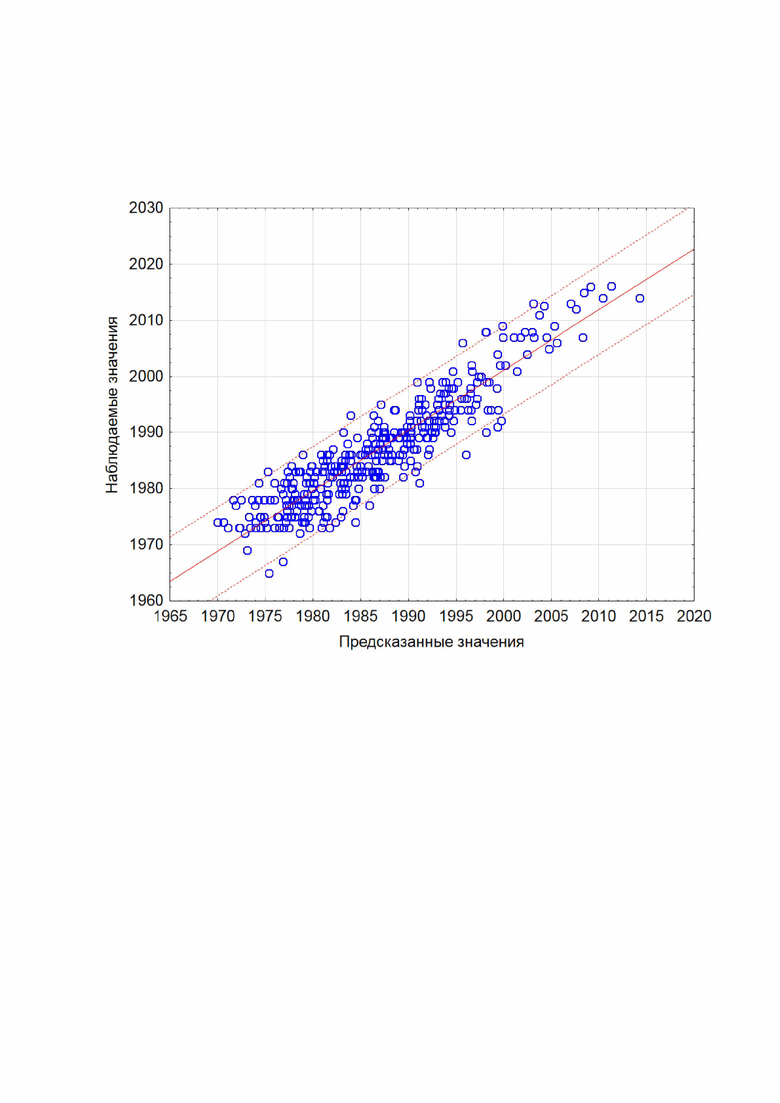
с множественным коэффициентом корреляции R = 0,924 и коэффициентом детерминации R2 = 0,853, с уровнем значимости p = 0,0000, критерием Фишера F(4,370) = 539 и высокой прогностической способностью: стандартная ошибка оценки составляет 3,83 кг/м3.
Допускаемая ошибка определения плотности по полученному уравнению регрессии при 95% доверительной вероятности Δρкаж = ±7,51 кг/м3, что соответствует требованиям технических условий (ТУ) на изделия: Δρкаж = ± 7,51 ≤ ±10 кг/м3. При этом при использовании однофакторной модели допускаемая ошибка определения плотности превышает заданный ТУ уровень.
На фигуре представлена диаграмма рассеяния наблюдаемых и предсказанных по заявляемому изобретению значений кажущейся плотности.
Показана диаграмма рассеяния наблюдаемых и предсказанных по заявляемому изобретению значений кажущейся плотности (кг/м3), где сплошная линия - линия регрессии; пунктирные линии - верхняя и нижняя границы линии регрессии с учетом стандартной ошибки оценки с 95% доверительной вероятностью.
Количество наблюдений, выпадающих за 95% вероятностные границы, составляет 13 шт. - 3,5% общей выборки (т.е. менее 5%).
Следовательно, заявляемое изобретение позволяет повысить эффективность контроля кажущейся плотности обожженных заготовок оболочек за счет увеличения его производительности и обеспечения возможности оперативного контроля кажущейся плотности заготовок оболочек из кварцевой керамики после обжига с приемлемой для обеспечения контроля погрешностью непосредственно на заготовках и, исходя из полученных результатов, корректировки режимов обжига и, таким образом, эффективности процесса обжига.
Установлено, что рассмотренные в способе отличительные признаки ранее не встречались, способ соответствует критерию изобретения «новизна» и обеспечивает достижение заданного технического результата изобретения - повышения эффективности контроля кажущейся плотности заготовок оболочек после обжига.
Предлагаемый способ может найти применение в процессе производства различных изделий (деталей изделий) из керамических материалов типа оболочек вращения, требующих индивидуального контроля, а также при проведении опытно-конструкторских работ по созданию подобных изделий в различных областях машиностроения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОБОЛОЧЕК АНТЕННЫХ ОБТЕКАТЕЛЕЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2010 |
|
RU2436206C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ СПЕЧЕННОГО СТЕКЛОКРИСТАЛЛИЧЕСКОГО МАТЕРИАЛА ЛИТИЙАЛЮМОСИЛИКАТНОГО СОСТАВА | 1999 |
|
RU2170715C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ БРОНЕКЕРАМИКИ | 2020 |
|
RU2739391C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОКСОВЫХ ПЛАСТИН ДЛЯ ФТОРНЫХ ЭЛЕКТРОЛИЗЕРОВ | 1997 |
|
RU2123542C1 |
| СОСТАВ ШИХТЫ ДЛЯ ВЫСОКОПОРИСТОГО МАТЕРИАЛА С СЕТЧАТО-ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ НОСИТЕЛЕЙ КАТАЛИЗАТОРОВ | 2002 |
|
RU2233700C2 |
| НИЗКОТЕМПЕРАТУРНЫЙ СТЕКЛОКЕРАМИЧЕСКИЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОННОЙ ТЕХНИКИ | 2020 |
|
RU2753522C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2008 |
|
RU2385850C1 |
| Способ изготовления футеровки шаровых мельниц для получения водного шликера кварцевого стекла | 2017 |
|
RU2650308C1 |
| Способ изготовления футеровки шаровых мельниц для получения водного шликера кварцевого стекла | 2022 |
|
RU2798973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КВАРЦЕВОЙ КЕРАМИКИ | 2005 |
|
RU2301212C1 |
Использование: для контроля кажущейся плотности обожженных заготовок оболочек из кварцевой керамики. Сущность изобретения заключается в том, что осуществляют измерение скорости ультразвука и определение контролируемого параметра по предварительно построенной регрессионной зависимости, при этом кажущаяся плотность материала заготовок определяется по регрессионной зависимости, построенной по результатам измерения значений скорости ультразвука, коэффициента усадки в обожженных заготовках, времени набора заготовки при формовании и температуры обжига заготовок в сопоставлении с результатами определения кажущейся плотности по результатам прямого определения кажущейся плотности образцов из технологического припуска заготовок и образцов-спутников. Технический результат: обеспечение возможности оперативного контроля кажущейся плотности заготовок оболочек из кварцевой керамики после обжига непосредственно на заготовках. 1 ил.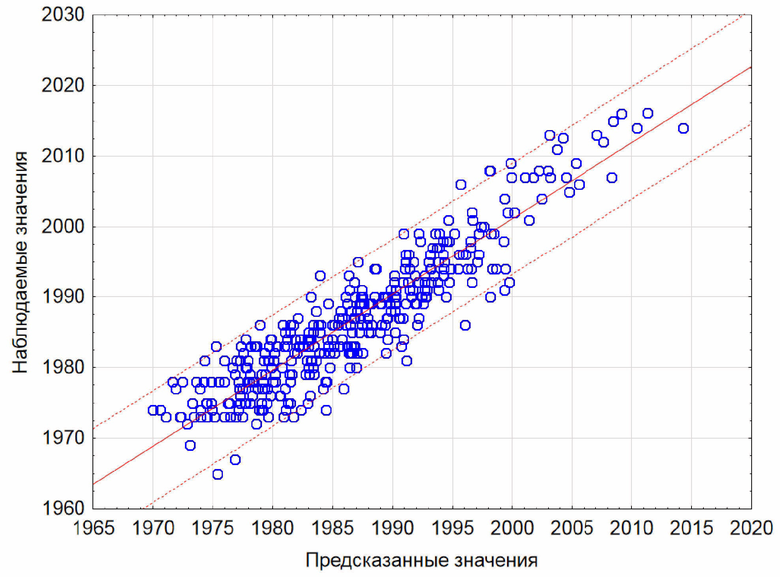
Способ контроля кажущейся плотности обожженных заготовок оболочек из кварцевой керамики, включающий измерение скорости ультразвука и определение контролируемого параметра по предварительно построенной регрессионной зависимости, отличающийся тем, что кажущаяся плотность материала заготовок определяется по регрессионной зависимости:
 =
=  (СУЗ,
(СУЗ,  ,
,  , Т),
, Т),
где - кажущаяся плотность, кг/м3;
- знак корреляционной связи;
СУЗ - скорость распространения ультразвуковых колебаний, м/с;
- коэффициент усадки заготовки после обжига, %;
- время набора заготовки при формовании, мин;
Т - температура обжига заготовки, °С,
построенной по результатам измерения значений скорости ультразвука, коэффициента усадки в обожженных заготовках, времени набора и температуры обжига заготовок в сопоставлении с результатами определения кажущейся плотности по результатам прямого определения кажущейся плотности образцов из технологического припуска заготовок и образцов-спутников.
| ДАТЧИК ОБРЫВА НИТОК ШВЕЙНОЙ ИЛИ ВЫШИВАЛЬНОЙ МАШИНЫ | 1997 |
|
RU2130095C1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Москва, Тезисы докладов, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
| Способ определения кажущейся плотности пористых изделий | 1991 |
|
SU1820302A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДОВОЙ БРОНЕКЕРАМИКИ | 2020 |
|
RU2739391C1 |
| US 4976267 A, 11.12.1990. | |||
