Область техники, к которой относится изобретение
Изобретение относится к способу обнаружения дефектов изделия в форме нити, перемещаемого вдоль направления перемещения. Изобретение также относится к устройству для обнаружения дефектов изделия в форме нити, перемещаемого вдоль направления перемещения.
Уровень техники
В экструзионных устройствах могут быть изготовлены, например, тонкие пластиковые трубки, называемые микротрубками (англ. microducts), в которые позднее будут вставлены кабели передачи данных, например, из стекловолокна. Такие пластиковые трубки имеют малый внешний и внутренний диаметр. Тонкие мягкие трубки, например, медицинские мягкие трубки, такие как инфузионные трубки для медицинского применения, также могут быть изготовлены на таких установках. Такие медицинские трубки могут быть одно- или многопросветными. В процессе экструзии может происходить неконтролируемый и нерегулярный выход остатков экструдированного материала из экструдера. Такие экструзионные остатки, например, выпадающие в течение дня или нескольких дней, могут прилипнуть внутри экструдированной трубки к внутренней стенке и, по меньшей мере, частично уменьшать свободное поперечное сечение трубки. Кроме того, такие остатки могут оставаться подвижными внутри трубки и при прохождении, например, жидкости, увлекаться при последующем использовании и приводить к закупорке трубки или неконтролируемому выходу. И того, и другого следует избегать, особенно в медицинских применениях. Такие остатки приводят к возникновению соответствующих отходов в виде брака.
Из-за обычно высокой скорости перемещения особенно тонких экструдированных нитей обнаружение в поточном режиме дефектов, таких как экструзионные остатки, оставшихся внутри трубки, до сих пор не было удовлетворительным. В настоящее время в уровне техники разработаны два метода обнаружения таких дефектов. Согласно первому методу, внутри трубки магнитным образом удерживают шип с диаметром, составляющим примерно 80% от внутреннего диаметра трубки. Если он вырывается из удерживаемого положения, в частности, из-за экструзионного остатка, находящегося внутри перемещаемой трубки, подают соответствующий сигнал неисправности. Согласно второму методу, после завершения экструзии через весь моток экструдированной трубки посредством сжатого воздуха продувают шарик с диаметром, составляющим примерно 80% от внутреннего диаметра трубки. Если внутри нет экструзионного остатка, этот шарик выйдет после прохождения через всю трубку. С другой стороны, если шарик не выйдет, можно сделать вывод о наличии экструзионного остатка. Например, в рамках окончательной обработки через медицинские трубки часто проталкивают металлическую проволоку, чтобы обеспечить надлежащий проход.
Известные методы обнаружения, с одной стороны, затратны и не позволяют осуществлять бесконтактное обнаружение. Кроме того, по меньшей мере последние упомянутые методы позволяют осуществлять обнаружение только после завершения производственного процесса, что приводит к соответствующему большому количеству отходов в виде брака. Точное определение местоположения дефекта затруднено или невозможно. Кроме того, известные методы обнаружения подходят только для трубчатых изделий.
Раскрытие сущности изобретения
Следовательно, исходя из раскрытого уровня техники, в основе изобретения лежит задача создания способа и устройства указанного в начале типа, с помощью которых дефекты перемещаемого изделия в форме нити, в частности, экструзионные остатки, сужающие поперечное сечение внутри экспедированного изделия в форме нити, могут быть надежно и точно обнаружены в поточном режиме и бесконтактно, с малыми затратами.
Согласно настоящему изобретение указанная задача решена посредством независимых пунктов 1 и 19 формулы изобретения. Полезные варианты осуществления можно найти в зависимых пунктах формулы, описании и на чертежах.
В способе указанного выше типа согласно изобретению указанная задача решена посредством того, что на изделие в форме нити, перемещаемое вдоль направления перемещения, по меньшей мере одним передатчиком излучают терагерцовое излучение, и по меньшей мере одним приемником принимают терагерцовое излучение, отраженное от изделия в форме нити, причем на основе временного изменения сигнала терагерцового излучения, принимаемого по меньшей мере одним приемником, делают вывод о наличии дефекта изделия в форме нити.
Для устройства указанного в начале типа согласно изобретению указанная задача решена посредством того, что устройство содержит по меньшей мере один передатчик для излучения терагерцового излучения на изделие в форме нити, перемещаемое вдоль направления перемещения, и по меньшей мере один приемник для приема терагерцового излучения, отраженного от изделия в форме нити, причем устройство также включает в себя устройство оценки, выполненное с возможностью, на основе временного изменения сигнала терагерцового излучения, принятого по меньшей мере одним приемником, делать вывод о наличии дефекта изделия в форме нити.
В частности, изделие в форме нити представляет собой однородное изделие. Изделие в форме нити имеет, в частности, практически постоянный профиль с точки зрения геометрии и материала, без каких-либо дефектов. В частности, это может быть протяженное изделие. Изделие в форме нити может представлять собой трубку. Изделие в форме нити может иметь малый внешний и, таким образом, малый внутренний диаметр. Изделие в форме нити может представлять собой изделие, экструдированное в экструзионном устройстве. Направление перемещения, вдоль которого перемещают изделие в форме нити, может проходить, в частности, вдоль продольной оси изделия в форме нити. При этом изделие в форме нити может перемещаться с высокой скоростью во время осуществления обнаружения в соответствии с изобретением. Изделие в форме нити может состоять, например, из пластика, стекла или бумаги. Изделие в форме нити может представлять собой тонкую трубку, называемую микротрубкой (англ. microduct), в которую затем вставляют кабель для передачи данных, например, из стекловолоконного материала. Изделие в форме нити может также содержать проводящие компоненты в форме нити, как это имеет место, например, в электрическом кабеле. Также это может быть, например, тонкая гибкая трубка, например, для последующего медицинского использования, например, в качестве инфузионной трубки. Такие медицинские трубки могут быть одно- или многопросветными. Кроме того, изделие в форме нити также может представлять собой профиль, например, пластиковый профиль. Пластиковые профили часто бывают очень сложными, и практически не существует подходящего способа измерения размеров в поточном режиме во время производства. Изобретение также подходит для таких изделий, позволяя обнаруживать дефекты, возникающие в профиле, такие как экструзионные остатки.
Измерение геометрических параметров, таких как диаметр и/или толщина стенки нити, перемещаемой вдоль ее продольного направления, такой как сравнительно медленно перемещаемая пластиковая трубка большого диаметра, с помощью терагерцового излучения известно, например, из патентного документа WO 2016/139155 А1. В основе этого изобретения лежит понимание того, что дефекты, например, экструзионные остатки, находящиеся внутри трубки, могут быть надежно обнаружены даже в очень быстро перемещаемых изделиях в форме нити очень малого диаметра с помощью терагерцового излучения на основе надлежащей оценки принятых терагерцовых сигналов излучения. Для этого, согласно изобретению, по меньшей мере одним передатчиком излучают терагерцовое излучение на изделие в форме нити, перемещаемое вдоль направления перемещения, и по меньшей мере одним приемником принимают терагерцовое излучение, отраженное от изделия в форме нити. Изделие в форме нити может быть, по меньшей мере, частично прозрачным, в частности, полностью прозрачным, для излучаемого терагерцового излучения. Таким образом, по меньшей мере часть терагерцового излучения может проходить через изделие и соответственно отражаться на внешней и внутренней граничных поверхностях (границах раздела) изделия в форме нити. Таким образом, можно, в частности, обнаружить дефекты, расположенные внутри изделия в форме нити, например, экструзионные остатки. Однако изделие в форме нити также может состоять из материала, который не является прозрачным для излучаемого терагерцового излучения, например из металла. Тогда, естественно, дефекты могут быть обнаружены только на внешней стороне изделия.
Терагерцовое излучение, излучаемое по меньшей мере одним передатчиком, падает на изделие в форме нити и отражается на внешней и, при достаточной прозрачности, на внутренней граничных поверхностях изделия в форме нити. Отраженное терагерцовое излучение поступает по меньшей мере в один приемник, который принимает отраженное терагерцовое излучение в виде сигнала терагерцового излучения. Указанный по меньшей мере один приемник регистрирует во времени изменение принимаемого терагерцового излучения. Изделие в форме нити перемещают в направлении перемещения через измерительную установку во время измерения в соответствии с изобретением. В лучшем случае изделие в форме нити при этом движется исключительно вдоль направления перемещения, например, вдоль своей продольной оси. Тогда сигнал терагерцового излучения, принимаемый по меньшей мере одним приемником, по существу постоянен до тех пор, пока отсутствуют дефекты. Появление дефекта, например, экструзионного остатка, находящегося внутри изделия в форме нити, особенно четко проявляется на временной кривой сигналов терагерцового излучения, принимаемых по меньшей мере одним приемником, или в их изменении во времени.
Согласно изобретению, дефект может быть обнаружен по терагерцовому излучению, принимаемому по меньшей мере одним приемником, даже если принятый сигнал терагерцового излучения без дефекта не является постоянным. На практике, в частности, быстро перемещаемые изделия в форме нити малого диаметра двигаются во время их перемещения вдоль направления перемещения также в боковом направлении, в частности, поперек направления перемещения. Это боковое движение может представлять собой, в частности, боковое колебание. Боковое движение может представлять собой, например, периодическое движение. Тогда по меньшей мере один приемник принимает амплитудно-модулированный и фазово-модулированный сигнал терагерцового излучения, даже без наличия дефекта, что до настоящего времени исключало возможность обнаружения дефекта в поточном режиме в соответствии с современным уровнем техники. Например, указанный по меньшей мере один приемник принимает периодический сигнал излучения без наличия дефекта. В основе изобретения лежит понимание того, что даже в таком случае дефект вызывает характерное изменение принимаемых сигналов терагерцового излучения. Так, например, боковое колебание изделия в форме нити, перемещаемого вдоль направления перемещения, обычно имеет низкую частоту колебаний - менее 50 Гц, в частности, менее 10 Гц, например, около 1 Гц. Кроме того, изделие в форме нити обычно движется в направлении перемещения значительно быстрее, чем в боковом направлении, перпендикулярном направлению перемещения. (Максимальная) скорость движения изделия в форме нити или частота движений изделия в форме нити в направлении перемещения может быть, например, по меньшей мере в десять раз больше, чем (максимальная) скорость движения или частота движений изделия в форме нити поперек направления перемещения. Авторы настоящей заявки выявили, что при быстром перемещении изделий в форме нити малого диаметра вдоль направления перемещения такие дефекты, как экструзионные остатки, оставшиеся внутри, проявляются в виде временного, в частности, кратковременного или переходного, или быстрого, или высокочастотного изменения принимаемого сигнала терагерцового излучения. Это верно, несмотря на возможное боковое движение изделия в форме нити, особенно потому, что изделие в форме нити в состоянии без дефектов имеет в значительной степени постоянный профиль с точки зрения геометрии и материала.
Из-за своей геометрии и, возможно, также из-за отклонения материала от материала изделия в форме нити дефекты создают аномалию, которая приводит к соответствующему изменению отражательной способности изделия в форме нити.
Например, дефект обычно неправильной формы, такой как экструзионный остаток, оставшийся внутри изделия, может вызывать неравномерное или диффузное отражение терагерцового излучения по сравнению с внутренней и внешней граничными поверхностями изделия без дефекта. Это приводит к соответствующему изменению сигнала излучения, принимаемого по меньшей мере одним приемником. Поскольку изделие в форме нити обычно перемещают быстро вдоль направления перемещения, в частности, по сравнению с боковым движением, изменение отражательной способности на временной кривой принимаемого в соответствии с изобретением терагерцового излучения, вызванное дефектом, в виде быстрого, временного изменения, в частности, более быстрого или более высокочастотного изменения, чем любое боковое изменение, является заметным и, следовательно, поддающимся оценке.
Таким образом, изобретение позволяет простым и надежным способом бесконтактно, в поточном режиме и снаружи исследовать изделия в форме нити, перемещаемые вдоль направления перемещения, на наличие дефектов. Отходы в виде брака могут быть сведены к минимуму. Обнаружение в соответствии с изобретением может осуществляться в режиме реального времени. На основании обнаруженного дефекта могут быть приняты дальнейшие меры. Например, может быть подан предупреждающий сигнал, и/или обнаруженный дефект может быть отображен, в частности, в режиме реального времени, и/или может быть оказано влияние на производственные параметры экструзионного устройства, вплоть до остановки экструзионного устройства.
В отличие от потенциальных других возможных способов измерения для бесконтактного обнаружения дефектов, таких как, например, использование видимого света или лазреного излучения, преимущество измерения терагерцового излучения в соответствии с изобретением заключается в том, что терагерцовое излучение в значительной степени нечувствительно к помехам, которые могут возникнуть, например, в сложной среде измерения, такой как экструзионная установка. Так, в таких экструзионных установках, как известно, охлаждение экструдированного изделия осуществляют, например, путем распыления охлаждающей жидкости, такой как вода, на поверхность изделия. При этом образуется значительное количество пара, что мешает оптическим способам измерения. Использование, например, рентгеновского излучения для обнаружения дефектов, что потенциально также возможно, приводит, с одной стороны, к значительно более высоким затратам, а с другой стороны, к значительным требованиям безопасности и соответствующим расходам.
Оценка в соответствии с изобретением может включать в себя смешивание терагерцовых сигналов, излучаемых по меньшей мере одним передатчиком, с терагерцовыми сигналами, принимаемыми по меньшей мере одним приемником. Затем может быть выполнена полосовая фильтрация, например, фильтрация
нижних частот. Сигнал  создаваемый отражением терагерцового излучения, в основном определяется длиной L волны терагерцового излучения, расстоянием d по меньшей мере от одного передатчика или приемника до граничной поверхности, вызывающей отражение, и интенсивностью s отражения, причем в приведенной выше формуле предполагалось, что передатчик и приемник находятся в одном и том же месте, в частности, в форме приемопередатчика. Общий принятый сигнал можно рассматривать как сумму всех отражений: S=ΣjSj. Соответственно, изменение параметров, таких как расстояние d, приводит к соответствующему изменению принимаемого сигнала отражения.
создаваемый отражением терагерцового излучения, в основном определяется длиной L волны терагерцового излучения, расстоянием d по меньшей мере от одного передатчика или приемника до граничной поверхности, вызывающей отражение, и интенсивностью s отражения, причем в приведенной выше формуле предполагалось, что передатчик и приемник находятся в одном и том же месте, в частности, в форме приемопередатчика. Общий принятый сигнал можно рассматривать как сумму всех отражений: S=ΣjSj. Соответственно, изменение параметров, таких как расстояние d, приводит к соответствующему изменению принимаемого сигнала отражения.
По существу, указанный по меньшей мере один передатчик и указанный по меньшей мере один приемник могут быть расположены в одном и том же месте. Например, они могут быть объединены в приемопередатчике. Указанный по меньшей мере один передатчик может излучать одночастотное терагерцовое излучение. Частота терагерцового излучения может находиться, например, в диапазоне частот от 10 ГГц до 3 ТГц. Это могут быть так называемые миллиметровые волны. Как объяснялось ранее, терагерцовое излучение особенно эффективно в сложных технологических средах, в которых оптические системы, такие как лазерные системы, испытывают сложности с получением надежных результатов измерений. Указанный по меньшей мере один приемник или соответствующий приемопередатчик предпочтительно имеет I- и Q-каналы. Таким образом, в принципе возможна квадратурно-амплитудная модуляция, известная специалисту как таковая. При этом амплитудную модуляцию двух несущих в квадратуре можно понимать как амплитудную и фазовую модуляцию одной единственной несущей. Два сигнала основной полосы частот также называют I-каналом для синфазного компонента и Q-каналом для квадратурного компонента.
В соответствии с изобретением, например, с помощью устройства оценки устройства в соответствии с изобретением предварительно может быть задан порог для обнаруживаемого временного изменения сигнала терагерцового излучения, принимаемого по меньшей мере одним приемником, при превышении которого делается вывод о наличии дефекта. Например, при обнаружении дефекта может быть подан соответствующий сигнал, такой как сигнал тревоги, или может быть задействован счетчик дефектов, или могут быть предприняты другие действия, как описано ранее.
Как уже объяснялось ранее, изделие в форме нити может представлять собой трубку, экструдированную в экструзионном устройстве. Дефекты, обнаруженные в соответствии с изобретением, могут представлять собой экструзионные остатки внутри трубки, как уже упоминалось. Устройство в соответствии с изобретением может также включать в себя экструзионное устройство.
Изделие в форме нити может перемещаться вдоль направления перемещения со скоростью более 50 м/мин, предпочтительно более 75 м/мин. Кроме того, изделие в форме нити может иметь внешний диаметр менее 10 мм, предпочтительно менее 5 мм. Соответственно, если изделие в форме нити представляет собой трубку, трубка может иметь внутренний диаметр менее 10 мм, предпочтительно менее 5 мм.
В соответствии со следующим вариантом осуществления, (подлежащая обнаружению) структура или толщина стенки изделия в форме нити могут быть меньше длины волны используемого терагерцового излучения. Оценивая изменение принимаемых сигналов излучения, изобретение не полагается на разрешение структур или, например, толщины стенок. В обычных измерительных приборах используют непрерывное излучение с частотной модуляцией (FMCW, от англ. Frequency Modulated Continuous Wave). Например, для измерения толщины стенки трубки требуется соответствующая широкая полоса пропускания. В результате, как правило, можно измерить только наименьшую толщину стенки, порядка длины волны. Способ в соответствии с изобретением устраняет необходимость в большой полосе пропускания и позволяет измерять структуры или толщины стенок меньшего размера, в частности, меньше длин волн терагерцового излучения.
В соответствии со следующим вариантом осуществления, может быть предусмотрено, чтобы изделие в форме нити во время перемещения вдоль направления перемещения также совершало боковое движение поперек направления перемещения, причем на основании временного изменения сигнала терагерцового излучения, принимаемого приемником, делают вывод о наличии дефекта изделия в форме нити только тогда, когда частота временного изменения больше, чем частота бокового движения изделия в форме нити. Изменение положения изделия, вызванное вызванное боковым движением, приводит к изменению расстояния между по меньшей мере одним передатчиком или приемником и изделием в форме нити или граничной поверхностью, отражающей терагерцовое излучение. Эти изменения расстояния вызывают изменение фазы принимаемого сигнала терагерцового излучения и, кроме того, более слабое изменение интенсивности сигнала. Как объяснялось ранее, такое изменение положения изделия обычно происходит преимущественно в диапазоне низких частот менее 50 Гц, в частности, менее 10 Гц, например, менее 2 Гц. Дефект в изделии в форме нити также приводит к изменению сигнала. Таким образом, инородное тело, такое как экструзионный остаток, внутри изделия приводит к изменению отражательной способности, например, дополнительные отражения и/или локальное изменение геометрии граничной поверхности, к изменению фазы и/или интенсивности отражения сигнала терагерцового излучения. Такие изменения обладают значительными высокочастотными компонентами, обычно более 10 Гц, в частности, более 50 Гц и менее 1 кГц. Значения частоты могут варьироваться в зависимости от скорости перемещения. Это позволяет надежно отличать дефекты от изменений бокового положения изделия, вызванных боковым движением. Даже боковые колебания изделия в диапазоне частот дефектов в принципе не представляют проблемы, если они достаточно малы (амплитуда х частота), чтобы их можно было отличить от дефектов. При более сильных колебаниях их необходимо распознавать как таковые, чтобы иметь возможность их отфильтровывать. Однако это может снизить чувствительность измерений и усложнить оценку. Поэтому целью должно быть предотвращение сильных колебаний изделия в форме нити в описанном более высоком диапазоне частот. Например, возможно, что дефект изделия в форме нити может быть определен только в том случае, если частота временного изменения по меньшей мере в 5 раз, предпочтительно по меньшей мере в 10 раз, превышает частоту бокового движения изделия в форме нити. Во избежание проблем с обнаружением дефектов вследствие бокового движения в соответствии с изобретением могут быть предусмотрены средства, которые уменьшают частоту колебаний изделия в форме нити поперек направления перемещения, в частности, уменьшают ее в достаточной степени, чтобы можно было надежно обнаружить любые дефекты. Такие средства могут включать, например, соответствующие направляющие средства для изделия в форме нити во время его перемещения вдоль направления перемещения.
В соответствии с другим вариантом осуществления, особенно соответствующим практике, может быть сформирована первая производная сигнала терагерцового излучения, принятого по меньшей мере одним приемником. Затем можно сделать вывод о наличии дефекта, если первая производная сигнала терагерцового излучения превышает заданное пороговое значение. С помощью производной можно определять посредством оценки техническими средствами особенно надежно и просто, в частности, временные изменения принятого сигнала терагерцового излучения. Ранее уже объяснялось, что общий сигнал, принятый по меньшей мере одним приемником, можно рассматривать как сумму всех отдельных отражений: S=ΣjSj. При этом нужно принципиально различать отражения Sp от изделия и отражения Su от граничных поверхностей в окружающей среде изделия. Поскольку окружающая среда не изменяется во время измерения, верно следующее:  Таким образом, появление производной принятого сигнала терагерцового излучения вызвано только изменениями граничных поверхностей изделия в форме нити. Если изделие без дефектов проходит через измерительную установку в соответствии с изобретением без бокового движения, отражения не меняются, а производная равна 0. С другой стороны, если имеется, например, периодическое боковое колебание изделия в форме нити с низкой частотой, то это приводит к соответствующему регулярному сигналу производной. Напротив, наличие дефекта приводит к временному и сравнительно быстрому изменению сигнала производной и, следовательно, может быть надежно идентифицировано техническими измерительными средствами. Величина дефекта по существу коррелирует с величиной производной сигнала S. Это может быть использовано соответствующим образом для определения порогового значения, при превышении которого изменение производной сигнала терагерцового излучения определяют и обнаруживают или отображают как значительный дефект. Производные сигналов терагерцового излучения также могут быть дополнительно обработаны, чтобы уменьшить влияние помех и снизить порог обнаружения. Например, имеет смысл и возможно использовать приемный фильтр для минимизации шума в сигнале производной.
Таким образом, появление производной принятого сигнала терагерцового излучения вызвано только изменениями граничных поверхностей изделия в форме нити. Если изделие без дефектов проходит через измерительную установку в соответствии с изобретением без бокового движения, отражения не меняются, а производная равна 0. С другой стороны, если имеется, например, периодическое боковое колебание изделия в форме нити с низкой частотой, то это приводит к соответствующему регулярному сигналу производной. Напротив, наличие дефекта приводит к временному и сравнительно быстрому изменению сигнала производной и, следовательно, может быть надежно идентифицировано техническими измерительными средствами. Величина дефекта по существу коррелирует с величиной производной сигнала S. Это может быть использовано соответствующим образом для определения порогового значения, при превышении которого изменение производной сигнала терагерцового излучения определяют и обнаруживают или отображают как значительный дефект. Производные сигналов терагерцового излучения также могут быть дополнительно обработаны, чтобы уменьшить влияние помех и снизить порог обнаружения. Например, имеет смысл и возможно использовать приемный фильтр для минимизации шума в сигнале производной.
В соответствии со следующим вариантом осуществления, может быть сформирована n-ая производная сигнала терагерцового излучения, принимаемого по меньшей мере одним приемником, где n>=2, и может быть сделан вывод о наличии дефекта, если n-ая производная сигнала терагерцового излучения превышает заданное пороговое значение. Пороговые значения для первой и n-ой производных могут быть разными пороговыми значениями. Также путем формирования, например, второй производной можно исследовать быстрые изменения в принимаемом сигнале терагерцового излучения. В частности, такие изменения могут быть определены более точно. Например, можно изучить направление изменения, из которого можно получить дополнительную информацию о дефекте. Другие функции также могут быть пригодны для оценки быстрых изменений принятого сигнала терагерцового излучения.
В соответствии со следующим вариантом осуществления, пороговое значение может быть задано в зависимости от скорости перемещения изделия в форме нити вдоль направления перемещения. Производная принимаемого сигнала терагерцового излучения по существу пропорциональна скорости изделия. При известной скорости перемещения изделия это может быть соответствующим образом компенсировано при определении порогового значения.
Сигнал терагерцового излучения, принимаемый по меньшей мере одним приемником, может быть отфильтрован с помощью полосового фильтра. Полосовой фильтр может быть, например, полосовым фильтром для фильтрации низкочастотных частей сигнала, вызванных боковым движением изделия в форме нити, а не дефектом. Это еще больше упрощает оценку.
В соответствии со следующим вариантом осуществления, по меньшей мере один передатчик может излучать терагерцовый сигнал с полосой пропускания, которая меньше частоты, соответствующей пространственной разрешимости диаметра изделия в форме нити. По меньшей мере один приемник может соответственно иметь приемную полосу пропускания, которая меньше частоты, соответствующей пространственной разрешимости диаметра изделия в форме нити. Для пространственной разрешимости подлежащих определению структур в уровне техники используют полосу пропускания, равную: скорость света / (2 * показатель преломления * размер структуры). Например, при подлежащем разрешению размере структуры 1 мм и обычном показателе преломления 1,5 для этого требуется полоса пропускания 100 ГГц. Однако терагерцовые передатчики и приемники с такой полосой пропускания являются затратными и дорогостоящими, и, в частности, такие терагерцовые передатчики подлежат специальным процедурам одобрения. В соответствии с изобретением, однако, было признано, что способ согласно изобретению не требует пространственной разрешимости и, следовательно, большой полосы пропускания, как в предшествующем уровне техники, но может работать с меньшей полосой пропускания, чем частота, которая была бы необходима для пространственной разрешимости, в частности, диаметра изделия в форме нити. Это позволяет использовать более простые и экономичные передатчики и приемники в соответствии с изобретением.
В соответствии со следующим вариантом осуществления, по меньшей мере один передатчик может излучать терагерцовый сигнал с полосой пропускания, составляющей менее 5% от средней частоты терагерцового сигнала, предпочтительно менее 3% от средней частоты терагерцового сигнала, более предпочтительно менее 2% от средней частоты терагерцового сигнала. Это также позволяет использовать обычные т.н. диапазоны ISM (от англ. Industrial, Scientific and Medical Bands - промышленные, научные и медицинские диапазоны), что позволяет избежать особых процедур одобрения. Например, полоса пропускания может составлять не более 1% от средней частоты. Например, можно использовать диапазон ISM от 122 до 123 ГГц.
В соответствии со следующим вариантом осуществления, по меньшей мере один передатчик может излучать непрерывный терагерцовый сигнал на частоте, по существу, с постоянной амплитудой. Это дает особенно хорошую возможность оценки. Указанный по меньшей мере один передатчик устройства согласно изобретению может представлять собой соответственно передатчик для излучения непрерывного терагерцового сигнала на частоте, по существу, с постоянной амплитудой.
В соответствии со следующим вариантом осуществления, может быть предусмотрено, чтобы терагерцовое излучение излучалось несколькими передатчиками с различных направлений на изделие в форме нити, перемещаемое вдоль направления перемещения, и чтобы терагерцовое излучение, излученное несколькими передатчиками и отраженное от изделия в форме нити, принималось несколькими приемниками. Ориентация граничных поверхностей, отражающих терагерцовое излучение, имеет решающее значение для интенсивности отражения. Следовательно, неправильно ориентированные граничные поверхности дефектов могут привести к гораздо меньшему изменению временной кривой принимаемого сигнала терагерцового излучения, чем идентичные дефекты, но ориентированные по-другому. Чтобы противодействовать такой нежелательной зависимости от ориентации, в вышеупомянутом варианте осуществления предусмотрены несколько передатчиков и несколько приемников, которые излучают терагерцовое излучение на изделие в форме нити или принимают терагерцовое излучение, отраженное от изделия, с различных направлений, например, распределенным образом по окружной поверхности изделия в форме нити. Если передатчик и приемник объединены в приемопередатчик, соответственно может быть предусмотрено несколько приемопередатчиков, например, распределенных по окружной поверхности изделия в форме нити.
Несколько передатчиков могут излучать терагерцовое излучение с различной частотой. Несколько передатчиков устройства согласно изобретению могут быть соответствующим образом выполнены с возможностью излучения терагерцового излучения с различной частотой. При наличии нескольких передатчиков каждый передатчик преимущественно излучает одночастотное терагерцовое излучение, например, терагерцовый непрерывный сигнал на частоте, по существу, с постоянной амплитудой. В вышеупомянутом варианте осуществления частоты терагерцового излучения, излучаемого разными передатчиками, отличаются друг от друга. Это позволяет отличать друг от друга различные сигналы, излучаемые различными передатчиками и принимаемые приемниками, для осуществления оценки. Например, использование соответствующих частотных фильтров может гарантировать, что каждый приемник принимает только терагерцовое излучение, излучаемое определенным передатчиком.
В соответствии со следующим вариантом осуществления, также возможно, чтобы между частотами терагерцового излучения, излучаемого несколькими передатчиками, в каждом случае существовала заданная разностная частота, и чтобы терагерцовое излучение, излучаемое несколькими передатчиками, в каждом случае принималось всеми приемниками, причем сигналы терагерцового излучения, принимаемые приемниками, оценивают путем демодуляции соответствующих разностных частот. За счет использования синхронизированных передатчиков или приемопередатчиков с фиксированной разностной частотой не надо осуществлять фильтрацию таким образом, чтобы какой-либо конкретный приемник принимал терагерцовое излучение только от какого-либо конкретного передатчика. Скорее, сигналы, модулированные с разностной частотой между передающими частотами задействованных передатчиков, могут быть соответствующим образом демодулированы приемниками. Это дополнительно повышает чувствительность измерения в соответствии с изобретением и дополнительно противодействует зависимости от ориентации.
В соответствии со следующим вариантом осуществления, принятые сигналы излучения, при необходимости, могут быть суммированы после математической обработки, такой как взятие первой или второй производной, в частности, квадраты принятых сигналов излучения могут быть суммированы, прежде чем сделать вывод о наличии дефекта изделия в форме нити. В результате получается особенно простой метод оценки. Кроме того, надежным образом оцениваются сигналы неисправностей всех передатчиков или приемников. Например, суммирование квадратов всех производных сигналов излучения может быть выполнено в качестве особенно простого способа объединения сигналов. Это также возможно, если используют несколько передатчиков или приемников или приемопередатчиков без Q-канала.
В соответствии со следующим вариантом осуществления, терагерцовое излучение, излучаемое по меньшей мере одним передатчиком, может быть сфокусировано и/или диафрагмировано таким образом, чтобы размер области изделия в форме нити, облучаемой терагерцовым излучением, в направлении перемещения изделия в форме нити был меньше, чем в направлении, поперечном направлению перемещения. Таким образом, происходит уменьшение измерительного пятна, если смотреть в направлении перемещения, по сравнению с размером измерительного пятна поперек направления перемещения. Это позволяет еще больше улучшить разграничение и выявление дефектов. Устройство в соответствии с изобретением, кроме того, может включать в себя соответствующее фокусирующее устройство и/или диафрагменное устройство.
В соответствии со следующим вариантом осуществления, указанный по меньшей мере один передатчик и/или указанный по меньшей мере один приемник могут быть ориентированы на изделие в форме нити таким образом, чтобы основное направление терагерцового излучения проходило под углом к направлению перемещения изделия в форме нити. Основное направление излучения при этом может быть направлено под углом противоположно направлению подачи или в направлении подачи изделия в форме нити. Основное направление излучения может, например, проходить под углом менее 80°, предпочтительно не более 70° к направлению подачи. Наклонное положение передатчика и/или приемника, в частности, приемопередатчика, позволяет изменять сигнатуры сигналов дефектов. В частности, за счет этого увеличивается частота изменений сигнала, так что их можно лучше отличить от частот вибрации перемещаемого изделия. Таким образом, из-за изменения расстояния от дефекта до передатчика или приемника вследствие скорости v перемещения возникает изменение сигнала приблизительно с частотой f=2*v/лямбда * cos(альфа), где лямбда - длина волны сигнала терагерцового излучения, а альфа - угол между направлением перемещения и соединительной линией между дефектом и передатчиком или приемником, соответственно. Поскольку передатчик или приемник принимает и излучает направленным образом, дефект обнаруживают только в ограниченном диапазоне углов в зависимости от ориентации. Соответственно, прямое ориентирование на изделие (альфа равно примерно 90°, а cos(альфа), соответственно, близок к 0) приводит к значительно меньшим частотам, чем наклонное положение. Например, при скорости перемещения изделия 60 м / мин, длине волны 2,5 мм (что эквивалентно 120 ГГц) и угле альфа=70° можно ожидать частот приблизительно 270 Гц. Опыт показывает, что это представляет собой значительное расстояние от частот вибрации изделия, что позволяет четко различать вибрации и дефекты, даже если частоты вибрации находятся в диапазоне, в котором при прямом ориентировании также находилась бы сигнатура дефекта. При необходимости частота может быть еще больше увеличена за счет еще более наклонного положения, чтобы при необходимости можно было работать с еще более высокочастотными вибрациями.
Устройство согласно изобретению, в частности, по меньшей мере один передатчик и/или по меньшей мере один приемник и/или устройство оценки, могут быть выполнены с возможностью осуществления способа согласно изобретению. Соответственно, способ в соответствии с изобретением может быть осуществлен с помощью устройства в соответствии с изобретением.
Краткое описание чертежей
Примеры осуществления изобретения более подробно описаны ниже со ссылкой на фигуры. На них схематично показаны:
Фиг. 1 - устройство в соответствии с изобретением согласно первому примеру осуществления,
Фиг. 2 - часть изображенного на фиг. 1 устройства в первом рабочем состоянии,
Фиг. 3 - изображение с фиг. 2 во втором рабочем состоянии,
Фиг. 4 - часть изображенного на фиг. 1 устройства согласно другому примеру осуществления,
Фиг. 5 - сигнал терагерцового излучения, принятый с помощью способа в соответствии с изобретением или устройства в соответствии с изобретением, и
Фиг. 6 - принятый сигнал терагерцового излучения с фиг. 5 в обработанном состоянии.
Если не указано иное, одни и те же ссылочные обозначения на фигурах обозначают одни и те же объекты.
Осуществление изобретения
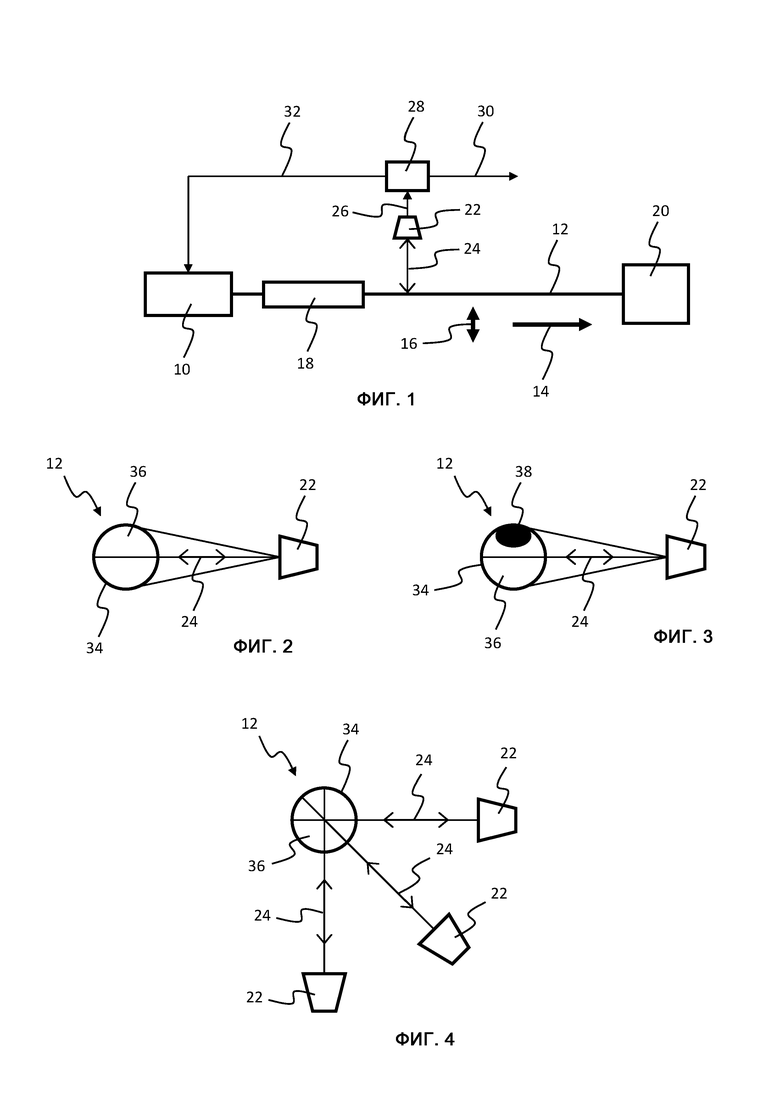
Изображенное на фиг. 1 устройство в соответствии с изобретением содержит экструзионное устройство 10 для экструдирования изделия 12 в форме нити, главным образом, тонкой пластиковой трубки 12. Изделие 12 в форме нити может иметь малый наружный диаметр, например, менее 10 мм, предпочтительно менее 5 мм. После выхода из экструзионного устройства 10 изделие 12 в форме нити перемещают вдоль направления 14 перемещения, которое в то же время соответствует продольной оси изделия 12 в форме нити. Скорость перемещения вдоль направления 14 перемещения может составлять, например, более 50 м/мин, предпочтительно более 75 м/мин. Кроме того, во время перемещения изделия 12 в форме нити вдоль направления перемещения оно может совершать боковое движение поперек направления перемещения, как показано стрелкой 16 на фиг. 1. Максимальная скорость этого бокового движения значительно меньше максимальной скорости вдоль направления перемещения, например, по меньшей мере в 10 раз меньше. Боковое движение, показанное стрелкой 16, может представлять собой, по существу, периодическое боковое колебание. Боковое колебание может иметь сравнительно низкую частоту менее 10 Гц, например, менее 2 Гц, например, около 1 Гц.
После выхода из экструзионного устройства 10 изделие 12 в форме нити обычно проходит через один или несколько участков 18 охлаждения, в котором или которых изделие 12 в форме нити охлаждают для затвердевания, например, путем распыления охлаждающей жидкости. На конце показанного на фиг. 1 устройства расположено намоточное устройство 20, в котором изделие 12 в форме нити может быть намотано на барабан. Ниже по потоку от участка 18 охлаждения в примере, показанном на фиг. 1, расположен приемопередатчик 22, содержащий передатчик для излучения терагерцового излучения на изделие 12 в форме нити и приемник для приема терагерцового излучения, отраженного на граничных поверхностях изделия 12 в форме нити. Терагерцовое излучение, излучаемое приемопередатчиком 22, отраженное от изделия 12 в форме нити и вновь принимаемое приемопередатчиком 22, показано на фиг. 1 стрелкой 24. Сигналы измерения от приемопередатчика 22 или приемника передаются по линии 26 в устройство 28 оценки. Устройство 28 оценки выполнено с возможностью, на основе временного изменения сигнала терагерцового излучения, принятого по меньшей мере одним приемником, делать вывод о наличии дефекта изделия 12 в форме нити. Это будет еще более подробно разъяснено ниже со ссылкой на фигуры 2 и 3. Например, если устройство 28 оценки обнаруживает соответствующий дефект, оно может выдать соответствующий сигнал неисправности, как на фиг. 1 проиллюстрировано стрелкой 30. Оно также может оказывать воздействие на экструзионное устройство 10, как показано стрелкой 32, например, изменять производственные параметры экструзионного устройства 10 или останавливать экструзионное устройство 10.
На фиг. 2 показано изделие 12 в форме нити в поперечном сечении. При этом видно внутреннее пространство 36, окруженное круглой в поперечном сечении стенкой 34 изделия 12 в форме нити, выполненной в виде трубки. На фиг. 2 во внутреннем пространстве 36 изделия в форме нити 12 нет дефектов, в частности, экструзионных остатков. Приемопередатчик 22 или приемник приемопередатчика 22 принимает соответственно регулярный или однородный сигнал, за исключением равномерного колебания сигнала, вызванного возможным боковым движением изделия 12 в форме нити. Терагерцовое излучение отражается на различных граничных поверхностях изделия 12 в форме нити, в частности, на внешней стороне, обращенной к приемопередатчику 22, и на внутренней стороне стенки 34, обращенной к приемопередатчику 22. Также могут возникать многократные отражения.
На фиг. 3 показано изображение с фиг. 2 в другом рабочем состоянии. В результате перемещения изделия 12 в форме нити вдоль направления перемещения в состоянии, показанном на фиг. 3, во внутреннем пространстве 36 изделия 12 в форме нити в поле видимости терагерцового излучения виден оставшийся дефект 38, в виде экструзионного остатка. Это приводит к быстрому временному изменению принимаемого сигнала терагерцового излучения из-за дополнительных граничных поверхностей, а также из-за изменения граничных поверхностей.
Это объясняется со ссылками на фигуры 5 и 6. На фиг. 5 отраженный сигнал терагерцового излучения, принятый приемопередатчиком 22, изображен в виде необработанного сигнала в произвольных единицах во времени, указанном в миллисекундах [мс]. Примерно между 20 и 25 мс можно обнаружить быстрое изменение сигнала, например, с частотой около 300 Гц. Это быстрое изменение сигнала вызвано дефектом 38. Как уже показано в необработанном сигнале на фиг. 5, его можно хорошо различить от последующих равномерных колебаний принимаемого сигнала терагерцового излучения, которые могут быть вызваны, например, боковым колебанием изделия 12 в форме нити. На фиг. 5 также видно, что колебания сигнала терагерцового излучения, вызванные боковым колебанием изделия 12 в форме нити, имеют значительно меньшую частоту, чем изменение сигнала, вызванное дефектом 38, имеющим частоту преимущественно, например, только приблизительно 30 Гц.
На фиг. 6 изображен математически обработанный вариант показанного на фиг. 5 необработанного сигнала. При этом, опять же, принятый и математически обработанный сигнал терагерцового излучения отображен в произвольных единицах измерения как функция времени в миллисекундах [мс]. Для получения показанного на фиг. 6 обработанного сигнала, были использованы квадраты, например, отфильтрованных через полосовой фильтр вторых математических производных необработанного сигнала, показанного на фиг. 5. В частности, если, например, используются несколько приемопередатчиков, как будет разъяснено ниже подробнее со ссылкой на фиг. 4, можно суммировать принимаемые сигналы терагерцового излучения от различных приемопередатчиков, чтобы получить сигнал оценки, изображенный на фиг. 6. На фиг. 6 дефект 38, существенно распознаваемый уже на фиг. 5 на необработанном сигнале, очень четко отличается от остальной кривой сигнала. Колебания изделия 12 в форме нити в боковом направлении больше не оказывают заметного влияния. Как видно на фиг. 6, можно легко установить подходящее пороговое значение математически обработанного сигнала терагерцового излучения для вывода дефекта.
Со ссылкой на фиг. 4 ниже разъясняется еще один пример осуществления. В примере осуществления, приведенном на фиг. 4, расположены три приемопередатчика 22, распределенные в представленном примере по окружной поверхности изделия 12 в форме нити, каждый из которых излучает терагерцовое излучение на изделие 12 в форме нити и принимает терагерцовое излучение, отраженное от граничных поверхностей изделия 12 в форме нити, что, в свою очередь, проиллюстрировано стрелками 24. Следует отметить, что на фиг. 4 показано только основное направление излучения, вдоль которого возникают наиболее сильные отражения. Следует понимать, что каждый из приемопередатчиков 22 излучает терагерцовое излучение, которое полностью охватывает изделие 12 в форме нити в поперечном сечении.
Как разъяснялось ранее, принимаемые сигналы терагерцового излучения приемопередатчика 22 на фиг. 4, при необходимости, могут быть просуммированы после математической обработки, чтобы получить обработанный сигнал излучения, показанный на фиг. 6. Также возможно, что разные приемопередатчики 22 излучают терагерцовое излучение с различными частотами, так что принимаемое терагерцовое излучение может быть связано с отдельными приемопередатчиками 22. Это позволяет, например, гарантировать, что только один соответствующий приемник принимает терагерцовое излучение от соответствующего только одного передатчика. Также возможно, например, чтобы терагерцовое излучение от разных передатчиков принималось всеми приемниками и, например, при жестко заданной разностной частоте между передающими частотами, соответствующим образом демодулировалось.
Разумеется, по окружной поверхности изделия 12 в форме нити могут быть распределены и другие приемопередатчики 22, например, через равные промежутки по всей окружной поверхности. Наличие нескольких приемопередатчиков 22 позволяет противодействовать любой зависимости от направления детектирования дефектов.
Список ссылочных обозначений
10 Экструзионное устройство
12 Изделие в форме нити
14 Направление перемещения
16 Стрелка
18 Участок охлаждения
20 Намоточное устройство
22 Приемопередатчик
24 Стрелка
26 Линия
28 Устройство оценки
30 Стрелка
32 Стрелка
34 Круглая стенка
36 Внутреннее пространство
38 Дефект
Группа изобретений относится к способу и устройству для обнаружения дефектов изделия в форме нити, перемещаемого вдоль направления перемещения. При реализации устройства и способа терагерцовое излучение излучают по меньшей мере одним передатчиком на изделие в форме нити, перемещаемое вдоль направления перемещения, и принимают по меньшей мере одним приемником терагерцовое излучение, отраженное от изделия в форме нити, причем на основе временного изменения сигнала терагерцового излучения, принимаемого указанным по меньшей мере одним приемником, делают вывод о наличии дефекта изделия в форме нити. Технический результат - повышение точности обнаружения дефектов. 2 н. и 19 з.п. ф-лы, 6 ил.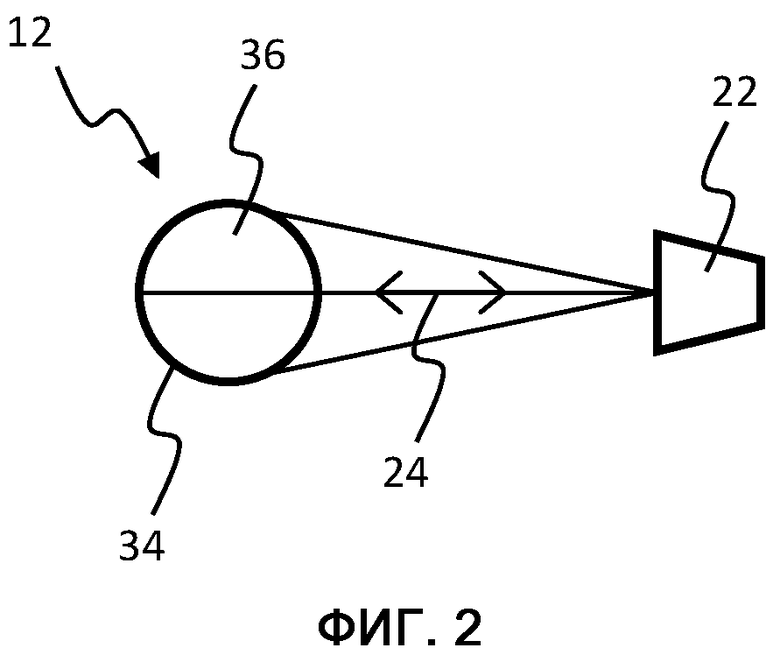
1. Способ обнаружения дефектов (38) изделия (12) в форме нити, перемещаемого со скоростью более 50 м/мин вдоль направления (14) перемещения, при этом изделие (12) в форме нити во время перемещения вдоль направления (14) перемещения также осуществляет боковое движение поперек направления (14) перемещения, отличающийся тем, что на изделие (12) в форме нити, перемещаемое вдоль направления (14) перемещения, излучают терагерцовое излучение (24) по меньшей мере одним передатчиком (22), и по меньшей мере одним приемником (22) принимают терагерцовое излучение (24), отраженное от изделия (12) в форме нити, причем на основе временного изменения сигнала терагерцового излучения, принимаемого указанным по меньшей мере одним приемником (22), делают вывод о наличии дефекта (38) изделия (12) в форме нити, причем на основании временного изменения сигнала терагерцового излучения, принимаемого приемником (22), делают вывод о наличии дефекта (38) изделия (12) в форме нити только тогда, когда частота временного изменения больше, чем частота бокового движения изделия (12) в форме нити.
2. Способ по п. 1, отличающийся тем, что изделие (12) в форме нити представляет собой трубку, экструдированную в экструзионном устройстве (10), причем дефекты (38), подлежащие обнаружению, представляют собой экструзионные остатки внутри трубки.
3. Способ по одному из предыдущих пунктов, отличающийся тем, что изделие (12) в форме нити перемещают со скоростью более 75 м/мин вдоль направления (14) перемещения.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что структуры или толщины стенки изделия (12) в форме нити меньше длин волн используемого терагерцового излучения.
5. Способ по одному из предыдущих пунктов, отличающийся тем, что формируют первую производную сигнала терагерцового излучения, принятого по меньшей мере одним приемником (22), и делают вывод о наличии дефекта (38), если первая производная сигнала терагерцового излучения превышает заданное пороговое значение.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что формируют n-ую производную сигнала терагерцового излучения, принятого по меньшей мере одним приемником (22), причем n>=2, и делают вывод о наличии дефекта (38), если n-ая производная сигнала терагерцового излучения превышает заданное пороговое значение.
7. Способ по одному из пп. 5 или 6, отличающийся тем, что пороговое значение задают в зависимости от скорости перемещения изделия (12) в форме нити вдоль направления (14) перемещения.
8. Способ по одному из предыдущих пунктов, отличающийся тем, что сигнал терагерцового излучения, принимаемый по меньшей мере одним приемником (22), фильтруют с помощью полосового фильтра.
9. Способ по одному из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один передатчик (22) излучает терагерцовый сигнал с полосой пропускания, которая меньше частоты, соответствующей пространственной разрешимости диаметра изделия (12) в форме нити.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один передатчик (22) излучает терагерцовый сигнал с полосой пропускания, которая составляет менее 5% от средней частоты терагерцового сигнала, предпочтительно менее 3% от средней частоты терагерцового сигнала, более предпочтительно менее 2% от средней частоты терагерцового сигнала, еще более предпочтительно не более 1% от средней частоты терагерцового сигнала.
11. Способ по одному из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один передатчик (22) излучает непрерывный терагерцовый сигнал на частоте, по существу, с постоянной амплитудой.
12. Способ по одному из предыдущих пунктов, отличающийся тем, что терагерцовое излучение (24) излучают несколькими передатчиками (22) с различных направлений на изделие (12) в форме нити, перемещаемое вдоль направления (14) перемещения, причем терагерцовое излучение (24), излученное несколькими передатчиками (22) и отраженное от изделия (12) в форме нити принимают несколькими приемниками (22).
13. Способ по п. 12, отличающийся тем, что несколько передатчиков (22) излучают терагерцовое излучение (24) с различной частотой.
14. Способ по п. 13, отличающийся тем, что между частотами терагерцового излучения (24), излучаемого несколькими передатчиками (22), в каждом случае имеется заданная разностная частота, и при этом терагерцовое излучение (24), излучаемое несколькими передатчиками (22), в каждом случае принимают всеми приемниками (22), причем сигналы терагерцового излучения, принимаемые приемниками (22), оценивают путем демодуляции соответствующих разностных частот.
15. Способ по одному из предыдущих пунктов, отличающийся тем, что суммируют принятые сигналы излучения, в частности, суммируют квадраты принятых сигналов излучения, прежде чем сделать вывод о наличии дефекта (38) изделия (12) в форме нити.
16. Способ по одному из предыдущих пунктов, отличающийся тем, что терагерцовое излучение (24), излучаемое по меньшей мере одним передатчиком (22), фокусируют и/или диафрагмируют таким образом, чтобы размер области изделия (12) в форме нити, облучаемой терагерцовым излучением (24), в направлении (14) перемещения изделия (12) в форме нити был меньше, чем в направлении, поперечном направлению (14) перемещения.
17. Способ по одному из предыдущих пунктов, отличающийся тем, что указанный по меньшей мере один передатчик (22) и/или указанный по меньшей мере один приемник (22) ориентированы на изделие (12) в форме нити таким образом, чтобы основное направление терагерцового излучения (24) проходило под углом к направлению перемещения изделия (12) в форме нити.
18. Устройство для обнаружения дефектов (38) изделия (12) в форме нити, перемещаемого со скоростью более 50 м/мин вдоль направления (14) перемещения, при этом изделие (12) в форме нити во время перемещения вдоль направления (14) перемещения также осуществляет боковое движение поперек направления (14) перемещения, отличающееся тем, что устройство содержит по меньшей мере один передатчик (22) для излучения терагерцового излучения (24) на изделие (12) в форме нити, перемещаемое вдоль направления (14) перемещения, и по меньшей мере один приемник (22) для приема терагерцового излучения (24), отраженного от изделия (12) в форме нити, и при этом устройство также содержит устройство (28) оценки, выполненное с возможностью, на основе временного изменения сигнала терагерцового излучения, принятого по меньшей мере одним приемником (22), делать вывод о наличии дефекта (38) изделия (12) в форме нити, и дополнительно выполненное с возможностью, на основе временного изменения сигнала терагерцового излучения, принятого по меньшей мере одним приемником (22), делать вывод о наличии дефекта (38) изделия (12) в форме нити только в том случае, если частота временного изменения больше, чем частота бокового движения изделия (12) в форме нити.
19. Устройство по п. 18, отличающееся тем, что устройство дополнительно включает в себя экструзионное устройство (10), причем изделие (12) в форме нити представляет собой трубку, экструдированную в экструзионном устройстве (10), и при этом дефекты (38), подлежащие обнаружению, представляют собой экструзионные остатки внутри трубки.
20. Устройство по одному из пп. 18 или 19, отличающееся тем, что содержит несколько передатчиков (22) для излучения терагерцового излучения (24) с различных направлений на изделие (12) в форме нити, перемещаемое вдоль направления (14) перемещения, причем устройство содержит несколько приемников (22) для приема терагерцового излучения (24), излученного несколькими передатчиками и отраженного от изделия (12) в форме нити.
21. Устройство по одному из пп. 18-20, отличающееся тем, что оно выполнено с возможностью осуществления способа по одному из пп. 1-17.
| WO 2016139155 A, 09.09.2016 | |||
| US 6745628 B2, 08.06.2004 | |||
| US 9733193 B2, 15.08.2017 | |||
| EP 3480553 A1, 08.05.2019. |

