Область техники, к которой относится изобретение
Изобретение относится к способу управления производственной системой для плоских или нитевидных тел, в котором транспортируют тело в направлении транспортировки через область измерения, облучают тело измерительным излучением в гигагерцовом или терагерцовом диапазоне частот в области измерения, при этом измерительное излучение по меньшей мере частично проникает в тело, и детектируют измерительное излучение, отраженное телом, и определяют показатель преломления тела и/или поглощение измерительного излучения телом с помощью детектированного измерительного излучения.
Изобретение также относится к устройству управления производственной системой для плоских или нитевидных тел, содержащему транспортирующее устройство для транспортировки тела в направлении транспортировки через область измерения устройства, передающее устройство для облучения тела в области измерения измерительным излучением в гигагерцовом или терагерцовом диапазоне частот, при этом измерительное излучение по меньшей мере частично проникает в тело, детекторное устройство для детектирования измерительного излучения, отраженного телом, устройство оценки, выполненное с возможностью определения показателя преломления тела и/или поглощения измерительного излучения телом с помощью измерительного излучения, детектированного детекторным устройством.
Уровень техники
Терагерцовое измерительное устройство и терагерцовый способ измерения для установления по меньшей мере толщины одного слоя тестируемого объекта с помощью измерения времени распространения известны, например, из патентного документа DE 102016103298 А1. Устройство и способ измерения диаметра и/или толщины стенки нити, даже если показатель преломления неизвестен, также известны из патентного документа WO 2016/139155 А1. Таким образом, можно точно определить диаметр и толщину стенки, например, трубок, даже если показатель преломления не известен или не известен достоверно.
Устройство для измерения трубчатой нити, выходящей из экструдирующего устройства, известно из патентного документа DE 202018006144 U1, в котором диаметр и/или толщина стенки, и/или отклонения формы трубчатой нити могут быть установлены, в частности, с помощью терагерцового излучения. На основе установленных значений диаметра и/или толщины стенки, и/или отклонений формы можно управлять экструдирующим устройством и/или регулировать его. Для определения диаметра или толщины стенки, или отклонений формы также может быть определен показатель преломления материала нити.
Кроме того, способ и устройство для установления свойств слоя экструзионного продукта, полученного в процессе экструдирования, путем облучения его терагерцовым излучением и измерения по меньшей мере одного из скорости подачи или количества подачи исходного материала, подаваемого в экструдер, известны из патентного документа DE 10 2015 110 600 В3. Патентный документ DE 10 2015 110 600 В3 решает проблему, связанную с тем, что показатель преломления, зависящий от плотности материала, неизвестен в случае вспененных слоев экструзионного продукта. С другой стороны, для невспененных слоев предполагается, что показатель преломления известен, согласно DE 102015110600 В3. Для установления показателя преломления вспененных слоев в DE 102015110600 В3 предложено использовать данные или измерительные сигналы о количестве материала, подаваемого в процесс экструдирования, в дополнение к измерению экструзионного продукта терагерцовым излучением. Согласно DE 102015110600 В3, это количество материала получают гравиметрически или из измерений объема. Показатель преломления вспененного слоя, установленный таким образом, должен предоставлять информацию о степени вспенивания вспененного слоя. На основе установленного показателя преломления можно регулировать скорость подачи экструдера для достижения желаемой степени вспенивания. Согласно DE 10 2015 110 600 В3, вес материала, который подают в экструдер в виде гранулята, измеряют с помощью взвешивающего устройства. Однако в этом случае объем может быть определен только в том случае, если известен и постоянен удельный вес гранулята. На практике и то, и другое часто не так. Кроме того, в соответствии с DE 10 2015 110 600 В3 измеряют поступление материала в экструдер, и на основе этого предсказывают показатель преломления участка экструдированного продукта, который облучают терагерцовым излучением. Однако для получения из ввода экструдера вывода о показателе преломления конкретного участка экструзионного продукта, полученного экструдером, требуется, чтобы ни скорость вращения, ни скорость вытягивания экструдера, ни степень усадки из-за изменения температуры во время экструдирования не изменялись. На практике эти требования надежно не выполняются, так что известный метод страдает соответствующей неточностью.
В то время как, согласно DE 102015110600 В3, показатель преломления вспененного слоя может быть установлен и использован для регулирования скорости подачи для достижения желаемой степени вспенивания, DE 102015110600 В3 предполагает, что показатель преломления для невспененных слоев известен. Однако на практике показатель преломления невспененных слоев также изменяется по различным причинам. Такие изменения не рассматриваются согласно DE 102015110600 В3. Кроме того, поскольку показатель преломления согласно DE 102015110600 В3 определяют опосредованно из измерения объема или гравиметрически с помощью материала, подаваемого в экструдер для экструдирования, как разъяснено, сопоставление с конкретным участком тела, экструдированного из указанного материала, затруднительно. Соответственно, управление экструдирующей системой или ее регулирование, предусмотренные согласно DE 102015110600 В3, также является неточным.
Кроме того, существует необходимость в получении дополнительной информации о производственном процессе для достижения более целенаправленного и более точного управления производственной системой.
Раскрытие сущности изобретения
Исходя из вышеуказанного уровня техники, задачей изобретения является улучшение управления производственной системой для плоских или нитевидных тел.
Согласно настоящему изобретению указанная задача решена признаками независимых пунктов 1 и 12 формулы. Выгодные варианты осуществления раскрыты в зависимых пунктах формулы, описании и фигурах.
Для способа упомянутого вначале типа указанная задача согласно настоящему изобретению решена за счет того, что по меньшей мере одним производственным параметром производственной системы управляют на основе определения показателя преломления и/или определения поглощения, при этом показатель преломления и/или поглощение определяют во множество моментов времени во время транспортировки тела через область измерения, и по меньшей мере одним производственным параметром управляют на основе изменения показателя преломления и/или поглощения с течением времени, и/или при этом измерительное излучение излучают на различные точки тела, при этом показатель преломления и/или поглощение определяют в указанных различных точках тела, и по меньшей мере одним производственным параметром управляют на основе пространственного изменения показателя преломления и/или поглощения.
Для устройства упомянутого в начале типа указанная задача согласно настоящему изобретению решена за счет того, что предусмотрено устройство управления, выполненное с возможностью управления по меньшей мере одним производственным параметром производственной системы на основе определения показателя преломления и/или определения поглощения, при этом устройство оценки выполнено с возможностью определения показателя преломления и/или поглощения во множество моментов времени во время транспортировки тела через область измерения, при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром на основе изменения показателя преломления и/или поглощения с течением времени, и/или при этом передающее устройство выполнено с возможностью излучения измерительного излучения на различные точки тела, и при этом устройство оценки выполнено с возможностью определения показателя преломления и/или поглощения в различных точках тела, и при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром на основе пространственного изменения показателя преломления и/или поглощения.
Нитевидные или плоские тела, производимые в производственной системе, могут представлять собой, например, тела, изготовленные из пластмассы или стекла. Тело может представлять собой, в частности, невспененное тело, которое, таким образом, не имеет вспененной части, например вспененного слоя. Нитевидное тело может представлять собой, например, трубчатое тело, например, пластмассовую или стеклянную трубку. Плоское тело может представлять собой, например, пластмассовую или стеклянную пластину. В момент измерения, согласно изобретению, тело, изготовленное в производственной системе, уже может (в основном) полностью принять свою окончательную форму. Однако формование также может быть еще не завершено в момент измерения. В момент измерения температура тела все еще может быть очень высокой, например, более 2000°С, в частности, если это стеклянное тело. Тело перемещают, в частности, в продольном направлении через область измерения и облучают там измерительным излучением гигагерцового или терагерцового диапазона. В производственных системах рассматриваемого здесь типа наблюдаются сложные условия измерения. Это, в частности, относится к измерению тела на ранней стадии, когда оно все еще принимает свою окончательную форму или когда его формование только что завершилось. Это, как правило, желательно для того, чтобы иметь возможность на ранней стадии реагировать на любые недопустимые отклонения в производственной системе и избегать ненужных отбраковок. Однако в этой области измерения существует высокий риск загрязнения из производственного процесса. Кроме того, охлаждающую жидкость, например, охлаждающую воду часто наносят на тело или компоненты производственной системы для охлаждения тела или компонентов производственной системы. Это приводит к формированию брызг воды и образованию пара. Оптические способы измерения, например, с помощью лазерного излучения, как правило, имеют проблемы в таких условиях измерения. Таких проблем можно избежать путем использования согласно изобретению измерительного излучения гигагерцового или терагерцового диапазона, поскольку на такое измерительное излучение в значительной степени не влияют сложные условия измерения описанного типа.
Измерительное излучение излучают передающим устройством и направляют на измеряемое тело. Таким образом, измерительное излучение проникает в тело по меньшей мере частично, предпочтительно полностью. В частности, измерительное излучение может полностью проникать в тело. Измерительное излучение отражается на граничных поверхностях тела, и отраженное измерительное излучение принимается приемным устройством. Передающее устройство и приемное устройство могут быть объединены особенно практичным способом с образованием приемопередатчика. Конечно, также может быть предусмотрено множество передающих устройств и множество приемных устройств, которые облучают тело, например, с разных направлений и принимают отраженное измерительное излучение. Если предусмотрено множество передающих и приемных устройств, они могут быть объединены в пары особенно практичным образом с образованием в каждом случае приемопередатчика.
На основе детектированного отраженного измерительного излучения можно определить показатель преломления материала тела и поглощение измерительного излучения телом. В то время как DE 10 2015 110 600 В3 предполагает, что показатель преломления для невспененных слоев известен, настоящее изобретение учитывает, что показатель преломления, в частности, для невспененных материалов также может изменяться на практике по различным причинам. Таким образом, в экструзионный материал для экструзионных изделий, таких как, например, пластмассовые трубы, добавляют добавки по различным причинам, например, для снижения электропроводности материала, в качестве защиты от солнца или тому подобное. Для этого пользователи экструдирующих систем иногда используют предварительно смешанные смеси материалов, в которые добавки уже добавлены производителем. Однако иногда пользователи также сами производят смеси материалов, добавляя добавки к основному материалу. В частности, в последнем случае это может привести к нежелательным вариациям добавляемого количества добавок. Если доля одной добавки, добавляемой в экструзионный материал, изменяется, это может быть быстро и надежно обнаружено согласно изобретению за счет определения показателя преломления и исправлено соответствующим управляющим вмешательством в производственную систему.
Определение показателя преломления или поглощения происходит согласно изобретению, в частности, непосредственно с помощью измерительного излучения, отраженного телом, в частности, исключительно с помощью измерительного излучения, отраженного телом. Для определения показателя преломления или поглощения, согласно изобретению, в частности, не требуется проводить гравиметрические или объемные измерения, например, материала, экструдируемого в экструдирующем устройстве, как это предусмотрено в DE 10 2015 110 600 В3. Таким образом, согласно изобретению, возможно более надежное сопоставление установленного показателя преломления с конкретным участком тела, что делает возможным более точное управление.
Согласно изобретению, по меньшей мере одним производственным параметром производственной системы управляют на основе определения показателя преломления и/или определения поглощения. Изобретение основано на удивительном обнаружении того, что показатель преломления и/или степень поглощения измеряемого тела, в частности временное или пространственное изменение этих значений, предоставляют информацию о производственном процессе, на основе которой возможно управление производственным процессом. Кроме того, часто на практике осуществляют облучение гигагерцовым или терагерцовым излучением для определения геометрических параметров тела, таких как, например, контур поверхности, диаметр, толщина или толщина стенки (толщины стенок). Соответственно, по меньшей мере один геометрический параметр тела также может быть определен согласно изобретению (с помощью устройства оценки), такой как, например, контур его поверхности, его диаметр, его толщина или толщина его стенки (толщины его стенок). Как уже объяснялось, кроме того, также может быть установлен показатель преломления для точного определения геометрических параметров. Согласно изобретению, гигагерцовое или терагерцовое излучение и, при необходимости, определение показателя преломления и/или поглощения также используется для получения выводов о процессе и, соответственно, для управления процессом, причем это управление, в частности, может осуществляться автоматически. Таким образом, согласно изобретению можно просто и надежно улучшить производственный процесс.
Изобретение основано, в частности, на обнаружении того, что временное или пространственное изменение показателя преломления и/или поглощения является важным параметром для управления производственной системой или ее регулирования. Для этого показатель преломления и/или поглощения определяют согласно изобретению во множество моментов времени и/или для множества точек тела, в частности, распределенных по окружности тела. Согласно изобретению нежелательные изменения в производственном процессе можно вывести из изменения установленных распределенных во времени или пространстве данных показателя преломления и/или поглощения. На основе этого осуществляют управление производственной системой.
Установление показателя преломления или поглощения может происходить, например, через регулярные промежутки времени, пока тело транспортируют через область измерения. Таким образом, в этих данных можно обнаружить тенденцию (тренд данных). Из этого могут быть выведены необходимые управляющие вмешательства в производственную систему. Например, если значение показателя преломления или поглощения увеличивается или уменьшается с течением времени, это указывает на нежелательные изменения в производственном процессе.
В случае нитевидного тела измерительное излучение может, в частности, излучаться на различные точки, распределенные по окружности тела. В вышеупомянутом варианте осуществления может быть предусмотрено множество передающих и приемных устройств, например множество приемопередатчиков, которые расположены таким образом, что они направляют измерительное излучение на различные точки тела и принимают измерительное излучение, отраженное в каждом случае. Например, множество передающих устройств и приемных устройств, например, множество приемопередатчиков, могут быть расположены распределенным образом по окружности нитевидного тела. Однако также возможно, чтобы по меньшей мере одно передающее устройство и по меньшей мере одно приемное устройство, например, по меньшей мере один приемопередатчик, были расположены с возможностью пространственного изменения, например, с возможностью поворота вокруг нитевидного тела. Вышеупомянутый вариант осуществления позволяет обнаруживать пространственное распределение показателя преломления или поглощения. В свою очередь, из этого могут быть выведены необходимые управляющие вмешательства в производственную систему. Например, систематическое изменение значений показателя преломления или поглощения в зависимости от местоположения указывает на неправильный производственный процесс. Например, если экструдированный пластмассовый материал течет нежелательным образом, в результате показатель преломления или поглощение может отличаться, например, на нижней стороне нитевидного тела, от показателя преломления или поглощения на его верхней стороне. Это может быть обнаружено и учтено при управлении производственным процессом.
Поглощение может быть определено, например, из сравнения интенсивности измерительного излучения, излучаемого передающим устройством, с интенсивностью измерительного излучения, полученного, например, на задней граничной поверхности тела, обращенной в противоположную сторону от передающего и приемного устройств после отражения. Показатель преломления может быть определен, например, так, как описано в WO 2016/139155 А1. В этом случае, например, время распространения измерительного излучения, испускаемого передающим устройством, через область измерения, когда тело расположено в области измерения, можно сравнить со временем распространения измерительного излучения через область измерения без тела, расположенного в ней. Тогда показатель преломления материала может быть определен математически по изменению времени распространения, как описано более подробно ниже. Для этого передающее устройство и приемное устройство могут быть расположены, например, на противоположных сторонах области измерения. Однако также можно разместить передающее устройство и приемное устройство, например, на одной стороне области измерения и разместить отражатель на противоположной стороне области измерения.
Как уже объяснялось, показатель преломления может быть определен из сравнения времени распространения измерительного излучения, испускаемого передающим устройством, через область измерения, когда тело расположено в области измерения, со временем распространения измерительного излучения через область измерения без тела, расположенного в ней. В частности, если тело представляет собой трубчатое тело, время распространения измерительного излучения, испускаемого передающим устройством, через первый участок стенки, обращенный к передающему устройству, и через второй участок стенки, обращенный в противоположную сторону от передающего устройства, может быть принято во внимание для определения показателя преломления.
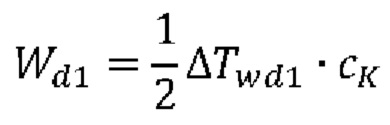
Как поясняется в WO 2016/139155 А1, например, в случае трубчатых тел толщина Wd1 участка стенки тела, обращенного по меньшей мере к одному передающему устройству, или толщина Wd2 участка стенки тела, обращенного в противоположную сторону по меньшей мере от одного передающего устройства, может быть определена по следующим формулам:


где:
ΔTwd1 - разница во времени распространения между измерительным излучением, отраженным от внешней граничной поверхности, обращенной по меньшей мере к одному передающему устройству, и от внутренней граничной поверхности, обращенной в противоположную сторону по меньшей мере от одного передающего устройства, участка стенки тела, обращенного по меньшей мере к одному передающему устройству,
ΔTwd2 - разница во времени распространения между измерительным излучением, отраженным от внутренней граничной поверхности, обращенной по меньшей мере к одному передающему устройству, и от внешней граничной поверхности, обращенной в противоположную сторону по меньшей мере от одного передающего устройства, участка стенки тела, обращенного в противоположную сторону по меньшей мере от одного передающего устройства,
ΔTR - вызванное материалом тела, проводимого через устройство, изменение времени распространения измерительного излучения, испускаемого по меньшей мере одним передающим устройством и принимаемого по меньшей мере одним приемным устройством после прохождения сквозь тело,
с - скорость распространения измерительного излучения в воздухе.
Например, приведенное выше уравнение для Wd1 может быть преобразовано в:

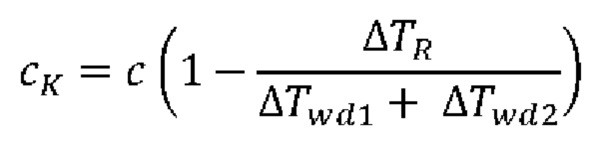
Также справедливо следующее:
где:
cK - скорость распространения измерительного излучения в теле.
Таким образом, также справедливо следующее:
Таким образом, для показателя n преломления трубчатого тела:
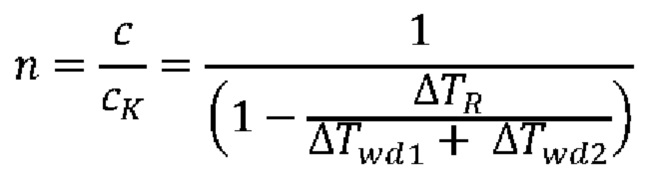
Таким образом, показатель преломления трубчатого тела может быть рассчитан с учетом изменения времени распространения, вызванного телом, и времени распространения измерительного излучения через первый и второй участки стенки. Для этого не требуются объемные или гравиметрические измерения.
Согласно другому варианту осуществления, тренд данных может быть сформирован с использованием значений показателя преломления и/или поглощения, определенных во множество моментов времени во время транспортировки тела через область измерения. Тогда производственной системой можно управлять на основе обнаруженного изменения тренда данных с течением времени, например, уменьшения или увеличения тренда данных за конкретный период времени. Например, для этого тренд данных может быть выведен в зависимости от времени. Если вычисленное значение указанного выведения превышает заданное значение или опускается ниже заданного значения, то может произойти управляющее вмешательство в производственную систему.
Согласно другому варианту осуществления, пространственное распределение значений может быть сформировано с использованием значений показателя преломления и/или поглощения, определенных в различных точках тела. Тогда производственной системой можно управлять на основе обнаруженного пространственного изменения распределения значений. Как уже объяснялось, показатель преломления и/или поглощение могут быть определены, в частности, во множестве точек, распределенных по окружности, например, трубчатого тела. Таким образом, может быть установлено пространственное распределение установленных значений показателя преломления и/или поглощения по окружности трубчатого тела. Если здесь происходит, в частности, систематическое изменение, например, имеют место значительно более высокие значения показателя преломления и/или поглощения на нижней стороне тела по сравнению с верхней стороной, можно сделать вывод о нежелательном нисходящем потоке материала, который известен как провисание. Тогда этому можно противодействовать соответствующими управляющими вмешательствами в производственный процесс. В свою очередь, например, может иметь место пространственное выведение распределения значений. Если вычисленное значение указанного выведения превышает заданное значение или опускается ниже заданного значения, то может произойти управляющее вмешательство в производственную систему.
Согласно другому варианту осуществления, тело может состоять из пластмассового материала, при этом производственная система содержит экструдирующее устройство для экструдирования пластмассового материала, при этом по меньшей мере одним производственным параметром экструдирующего устройства управляют на основе определения показателя преломления и/или определения поглощения. Согласно другому связанному варианту осуществления, выходной мощностью экструдирующего устройства можно управлять в качестве производственного параметра. Альтернативно или дополнительно, также возможно управлять, в качестве производственного параметра, соотношением смешивания по меньшей мере двух экструдируемых материалов, подлежащих подаче в экструдирующее устройство. В экструдирующих устройствах два материала могут быть смешаны для получения смеси, подлежащей экструдированию. В этом случае это часто связано с использованием примесей в первичном пластмассовом материале. Например, графитовые или стеклянные волокна могут быть примешаны к пластмассе-носителю, такой как полипропилен (ПП) или полиэтилен (ПЭ). Такие примеси часто присутствуют только в небольших долях, например, менее 1% по весу. Поэтому сложно установить соотношение смешивания, и часто невозможно достоверно детектировать некорректное соотношение смешивания. Готовые смеси, например, от разных производителей также в немалой степени различаются с точки зрения соотношения смешивания. В зависимости от материала такие примеси оказывают значительное влияние, например, на показатель преломления. Это, в частности, относится к материалам с показателем преломления, который сильно отличается от показателя преломления материала-носителя. Это относится, например, к примесям из графитовых или стеклянных волокон в пластмассах-носителях, таких как ΠΠ или ПЭ. Они используются в вышеупомянутом варианте осуществления. Таким образом, неожиданно было установлено, что недопустимое отклонение соотношения смешивания от заданного соотношения смешивания может быть надежно обнаружено на основе определения показателя преломления или поглощения согласно изобретению даже при небольших долях примесей, и в процессе смешивания в экструдирующем устройстве могут быть выполнены соответствующие вмешательства.
Как уже объяснялось, добавки, добавляемые, в частности, к основному материалу в экструдирующей системе, иногда значительно влияют на показатель преломления или поглощение материала. Согласно другому варианту осуществления, доля добавки, добавляемой в материал, используемый для изготовления тела, может быть соответственно определена с помощью установленных значений показателя преломления и/или поглощения, и производственная система может управляться на основе определенной доли добавки. Таким образом, можно гарантировать, что желаемое соотношение смешивания между основным материалом и добавкой поддерживается на протяжении всего времени.
Согласно другому варианту осуществления, по меньшей мере один производственный параметр производственной системы может регулироваться в замкнутом контуре регулирования на основе определения показателя преломления и/или определения поглощения. Здесь речь идет о так называемом управлении с обратной связью. Таким образом, устройство управления образует регулирующее устройство. В частности, может осуществляться полностью автоматическое регулирование, при котором не требуется ручного вмешательства. Регулирующее устройство может принимать, например, установленное значение показателя преломления и/или поглощения в качестве переменной управления. Его сравнивают с заданным значением показателя преломления и/или поглощения в качестве опорной переменной. Если сравнение приводит к отклонению управления, регулирующее устройство может управлять производственными параметрами, например соотношением смешивания экструдирующего устройства, до тех пор, пока отклонение управления снова не окажется в допустимом диапазоне. Все варианты осуществления управления производственной системой, упомянутые в этом контексте, могут соответственно также использоваться для регулирования производственной системы.
Способ согласно изобретению может быть осуществлен посредством устройства согласно изобретению. Соответственно, устройство согласно изобретению может быть выполнено с возможностью осуществления способа согласно изобретению.
Изобретение также относится к производственной системе для плоских или нитевидных тел, содержащей устройство согласно изобретению для управления производственной системой и содержащее транспортирующее устройство для транспортировки тела в направлении транспортировки через область измерения устройства согласно изобретению. Устройство согласно изобретению или производственная система согласно изобретению также могут содержать плоское или нитевидное тело.
Примерный вариант осуществления изобретения более подробно разъяснен ниже со ссылкой на фигуры.
Краткое описание чертежей
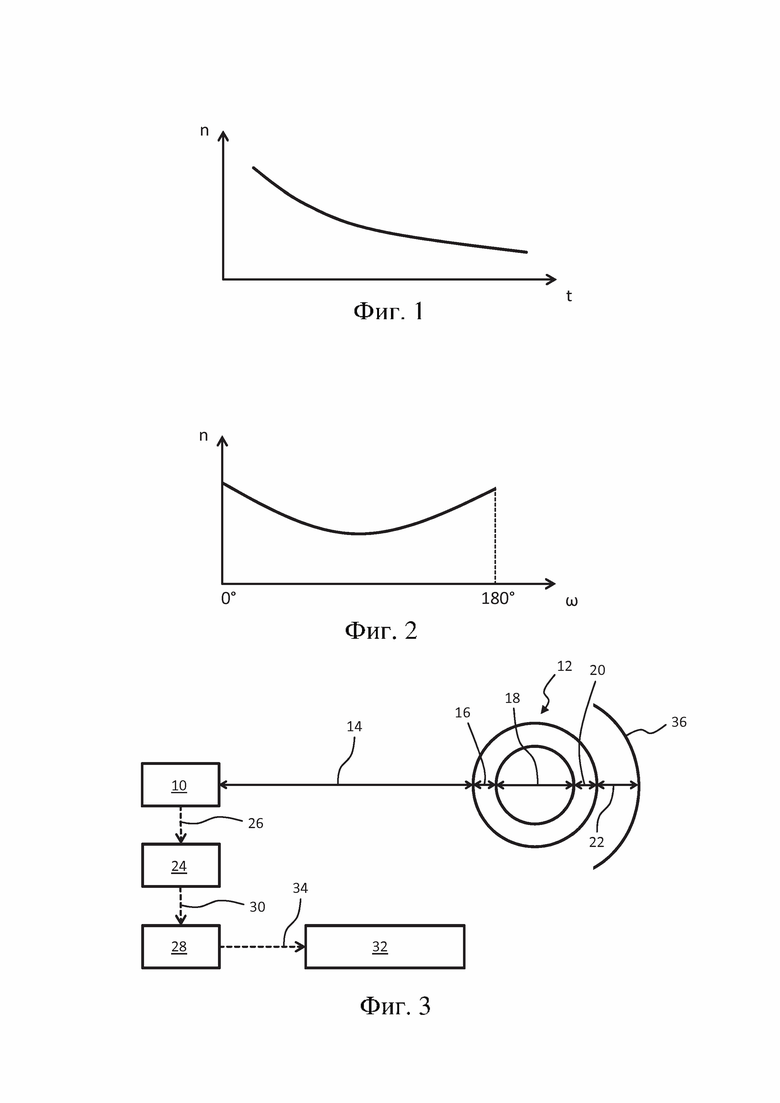
На фигуре 1 показан график, на котором показатель преломления трубчатого тела, установленный с помощью устройства согласно изобретению или способа согласно изобретению, изображен в зависимости от времени.
На фигуре 2 показан график, на котором показатель преломления, установленный с помощью устройства согласно изобретению или способа согласно изобретению, изображен в зависимости от угла поворота вокруг трубчатого тела.
На фигуре 3 показано изображение устройства согласно изобретению с трубчатым телом, показанным в поперечном сечении.
Одни и те же ссылочные обозначения относятся к одним и тем же объектам на фигурах, если не указано иное.
Осуществление изобретения
На графике на фигуре 1 в зависимости от времени показана кривая показателя преломления, определенного согласно изобретению, для тела, измеренного в производственной системе посредством устройства согласно изобретению или способа согласно изобретению. На графике показатель n преломления изображен в зависимости от времени t. В приведенном примере показатель n преломления уменьшается с течением времени.
На фигуре 2 показана пространственная кривая показателя преломления, в частности, трубчатого тела, измеренного в производственной системе с помощью устройства согласно изобретению или способа согласно изобретению. В частности, для графика на фигуре 2 показатель преломления был установлен в различных точках, распределенных по окружности трубчатого тела. Для этого, например, передающее и принимающее устройство, объединенное в виде приемопередатчика, поворачивали вдоль окружности трубчатого тела, при этом измерительное излучение излучалось на трубчатое тело, а измерительное излучение, отраженное от него, измерялось приемным устройством. Показатель n преломления показан на графике на фигуре 2 в зависимости от угла ω поворота передающего и приемного устройства. Здесь следует отметить, что показатель преломления сначала проходит через минимум в угловом диапазоне от 0° до 180°, а затем снова приближается к своему первоначальному значению.
На фигуре 3 в качестве примера показано устройство согласно изобретению, с помощью которого можно установить значения согласно графикам на фигурах 1 и 2. В показанном примере устройство содержит приемопередатчик 10, содержащий передающее устройство и приемное устройство для гигагерцового или терагерцового излучения. Измерительное излучение в гигагерцовом или терагерцовом диапазоне частот излучается приемопередатчиком 10 на трубчатое тело 12, перемещаемое в его продольном направлении через область измерения устройства, как показано стрелкой 14 на фигуре 3. Измерительное излучение проникает в трубчатое тело 12 и отражается на различных граничных поверхностях трубчатого тела 12, как показано стрелками 14, 16, 18 и 20. Некоторая доля излучения снова выходит из трубчатого тела 12, как показано стрелкой 22 на фигуре 3. В показанном примере эта доля излучения отражается отражателем 36 таким образом, чтобы эта доля излучения возвращалась обратно в приемопередатчик 10. Измерительное излучение, отраженное на граничных поверхностях, также снова принимается приемопередатчиком 10. Данные измерений от приемопередатчика 10 передаются в устройство 24 оценки, как показано на фигуре 3 штриховой стрелкой 26. Устройство 24 оценки может, например, описанным выше способом определить показатель преломления материала трубчатого тела 12. Это определение показателя преломления может быть повторено во время транспортировки трубчатого тела 12 через область измерения устройства, например, в течение заданного периода времени с равными промежутками времени, в результате чего может быть получен график, показанный на фигуре 1. Также возможно вращать, например, приемопередатчик 10 (и отражатель 36) вокруг трубчатого тела 12, посылать измерительное излучение на различные точки, распределенные по окружности трубчатого тела 12 во время вращения, и принимать отраженное измерительное излучение и устанавливать из этого пространственное распределение показателя преломления, как показано на графике на фигуре 2. В частности, когда показатель преломления определяют описанным выше способом, значения измерений повторяются с угловым периодом 180°.
Значения показателя преломления, установленные посредством устройства 24 оценки, могут в показанном примере подаваться в регулирующее устройство 28, как показано на фигуре 3 штриховой стрелкой 30. Регулирующее устройство 28 может регулировать по меньшей мере один производственный параметр производственной системы, показанный очень схематично на фигуре 3 ссылочной позицией 32, как показано на фигуре 3 штриховой стрелкой 34. По меньшей мере один производственный параметр может представлять собой, например, соотношение смешивания двух материалов, подаваемых в экструдирующее устройство производственной системы.
Список ссылочных обозначений
n - Коэффициент преломления
t - Время
n - Угол поворота
10 - Приемопередатчик
12 - Трубчатое тело
14 - Стрелка
16 - Стрелка
18 - Стрелка
20 - Стрелка
22 - Стрелка
24 - Устройство оценки
26 - Штриховая стрелка
28 - Регулирующее устройство
30 - Штриховая стрелка
32 - Производственная система
34 - Штриховая стрелка
36 - Отражатель
Изобретение относится к способу управления производственной системой для плоских или нитевидных тел, в котором тело перемещают в направлении транспортировки через область измерения, в которой тело облучают измерительным излучением в гигагерцовом или терагерцовом диапазоне частот, при этом измерительное излучение по меньшей мере частично проникает в тело, и детектируют измерительное излучение, отраженное телом, и определяют показатель преломления тела и/или поглощение измерительного излучения телом с помощью детектированного измерительного излучения. При этом управляют по меньшей мере одним производственным параметром производственной системы на основе определения показателя преломления и/или определения поглощения, при этом показатель преломления и/или поглощение определяют во множество моментов времени во время транспортировки тела через область измерения, и управляют по меньшей мере одним производственным параметром на основе изменения показателя преломления и/или поглощения с течением времени, и/или излучают измерительное излучение на различные точки тела, при этом показатель преломления и/или поглощение определяют в указанных различных точках тела, и управляют по меньшей мере одним производственным параметром на основе пространственного изменения показателя преломления и/или поглощения. Кроме того, изобретение относится к соответствующему устройству. Обеспечивается получение дополнительной информации о производственном процессе для достижения более целенаправленного и более точного управления производственной системой. 2 н. и 20 з.п. ф-лы, 3 ил.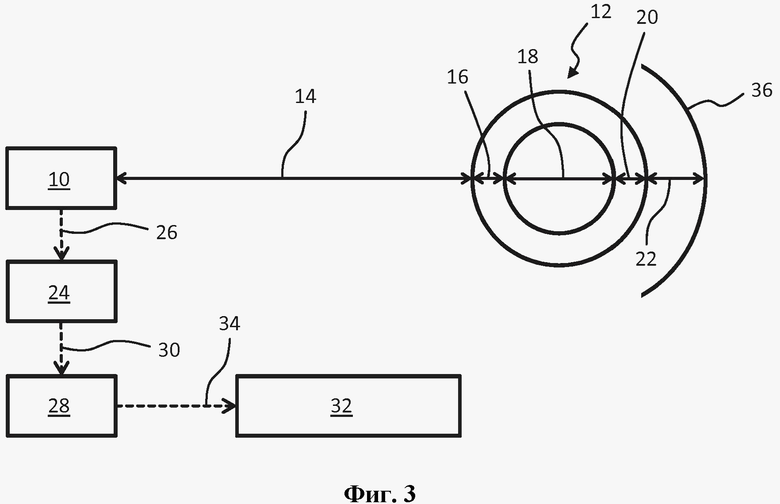
1. Способ управления производственной системой (32) для плоских или нитевидных тел (12), в котором тело (12) перемещают в направлении транспортировки через область измерения, в которой тело (12) облучают измерительным излучением в гигагерцовом или терагерцовом диапазоне частот, причем измерительное излучение по меньшей мере частично проникает в тело (12), и при этом детектируют измерительное излучение, отраженное телом (12), и определяют показатель (n) преломления тела (12) с помощью детектированного измерительного излучения, отличающийся тем, что управляют по меньшей мере одним производственным параметром производственной системы (32) на основе определения показателя преломления, причем показатель (n) преломления определяют во множество моментов времени при транспортировке тела (12) через область измерения, и управляют по меньшей мере одним производственным параметром на основе изменения показателя (n) преломления с течением времени, и/или излучают измерительное излучение на различные точки тела (12), причем показатель (n) преломления определяют в указанных различных точках тела (12), и управляют по меньшей мере одним производственным параметром на основе пространственного изменения показателя (n) преломления.
2. Способ по п. 1, отличающийся тем, что показатель преломления определяют из сравнения времени распространения измерительного излучения, излучаемого передающим устройством, через область измерения, когда тело расположено в области измерения, со временем распространения измерительного излучения через область измерения без тела, расположенного в ней.
3. Способ по п. 2, отличающийся тем, что тело (12) представляет собой трубчатое тело (12), причем для определения показателя преломления также учитывают время распространения измерительного излучения, испускаемого передающим устройством, через первый участок стенки, обращенный к передающему устройству, и через второй участок стенки, обращенный в противоположную сторону от передающего устройства.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что на основе детектированного измерительного излучения определяют поглощение измерительного излучения телом (12), при этом управляют по меньшей мере одним производственным параметром производственной системы (32) на основе определения поглощения, причем поглощение определяют во множество моментов времени при транспортировке тела (12) через область измерения, и управляют по меньшей мере одним производственным параметром на основе изменения поглощения с течением времени, и/или излучают измерительное излучение на различные точки тела (12), причем поглощение определяют в указанных различных точках тела (12), и управляют по меньшей мере одним производственным параметром на основе пространственного изменения поглощения.
5. Способ по одному из предыдущих пунктов, отличающийся тем, что формируют тренд данных с использованием значений показателя преломления и/или поглощения, определенных во множество моментов времени во время транспортировки тела (12) через область измерения, и управляют производственной системой на основе обнаруженного изменения тренда данных с течением времени.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что формируют пространственное распределение значений с использованием значений показателя преломления и/или поглощения, определенных в различных точках тела (12), при этом управляют производственной системой на основе обнаруженного пространственного изменения распределения значений.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что тело (12) состоит из пластмассового материала, при этом производственная система (32) содержит экструдирующее устройство для экструдирования пластмассового материала, и при этом по меньшей мере одним производственным параметром экструдирующего устройства управляют на основе определения показателя преломления и/или определения поглощения.
8. Способ по п. 7, отличающийся тем, что в качестве производственного параметра управляют выходной мощностью экструдирующего устройства.
9. Способ по п. 7 или 8, отличающийся тем, что в качестве производственного параметра управляют соотношением смешивания по меньшей мере двух материалов, подлежащих экструдированию и подаваемых в экструдирующее устройство.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что долю добавки, добавляемой в материал, используемый для изготовления тела (12), определяют с помощью установленных значений показателя преломления и/или поглощения, причем производственной системой управляют на основе определенной доли добавки.
11. Способ по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере один производственный параметр производственной системы (32) регулируют в замкнутом контуре регулирования на основе определения показателя преломления и/или определения поглощения.
12. Устройство для управления производственной системой (32) для плоских или нитевидных тел (12), содержащее транспортирующее устройство для транспортировки тела (12) в направлении транспортировки через область измерения устройства, передающее устройство для облучения тела (12) измерительным излучением в гигагерцовом или терагерцовом диапазоне частот в области измерения, при этом измерительное излучение по меньшей мере частично проникает в тело (12), детекторное устройство для детектирования измерительного излучения, отраженного телом (12), устройство (24) оценки, выполненное с возможностью определения показателя (n) преломления тела (12), с помощью измерительного излучения, детектированного детекторным устройством, отличающееся тем, что предусмотрено устройство управления, выполненное с возможностью управления по меньшей мере одним производственным параметром производственной системы (32) на основе определения показателя преломления, причем устройство (24) оценки выполнено с возможностью определения показателя (n) преломления во множество моментов времени во время транспортировки тела (12) через область измерения, при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром на основе изменения показателя (n) преломления с течением времени, и/или передающее устройство выполнено с возможностью излучения измерительного излучения на различные точки тела (12), при этом устройство (24) оценки выполнено с возможностью определения показателя (n) преломления в указанных различных точках тела (12), и при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром на основе пространственного изменения показателя (n) преломления.
13. Устройство по п. 12, отличающееся тем, что устройство (24) оценки выполнено с возможностью определения показателя преломления из сравнения времени распространения измерительного излучения, излученного передающим устройством, через область измерения, когда тело расположено в области измерения, со временем распространения измерительного излучения через область измерения без тела, расположенного в ней.
14. Устройство по п. 13, отличающееся тем, что тело (12) представляет собой трубчатое тело (12), причем устройство (24) оценки также выполнено с возможностью учета времени распространения измерительного излучения, излучаемого передающим устройством, через первый участок стенки, обращенный к передающему устройству, и через второй участок стенки, обращенный в противоположную сторону от передающего устройства, для определения показателя преломления.
15. Устройство по одному из пп. 12-14, отличающееся тем, что устройство (24) оценки выполнено с возможностью определения поглощения измерительного излучения в теле (12) с помощью измерительного излучения, детектированного детекторным устройством, при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром производственной системы (32) на основе определения поглощения, причем устройство (24) оценки выполнено с возможностью определения поглощения во множество моментов времени во время транспортировки тела (12) через область измерения, при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром на основе изменения поглощения с течением времени, и/или передающее устройство выполнено с возможностью излучения измерительного излучения на различные точки тела (12), при этом устройство (24) оценки выполнено с возможностью определения поглощения в указанных различных точках тела (12), и при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром на основе пространственного изменения поглощения.
16. Устройство по одному из пп. 12-15, отличающееся тем, что устройство (24) оценки выполнено с возможностью формирования тренда данных с использованием значений показателя преломления и/или поглощения, определенных во множество моментов времени во время транспортировки тела (12) через область измерения, причем устройство управления выполнено с возможностью управления производственной системой на основе обнаруженного изменения тренда данных с течением времени.
17. Устройство по одному из пп. 12-16, отличающееся тем, что устройство (24) оценки выполнено с возможностью формирования пространственного распределения значений с использованием значений показателя преломления и/или поглощения, определенных в различных точках тела (12), при этом устройство управления выполнено с возможностью управления производственной системой на основе обнаруженного пространственного изменения распределения значений.
18. Устройство по одному из пп. 12-17, отличающееся тем, что тело (12) состоит из пластмассового материала, при этом производственная система (32) содержит экструдирующее устройство для экструдирования пластмассового материала, и при этом устройство управления выполнено с возможностью управления по меньшей мере одним производственным параметром экструдирующего устройства на основе определения показателя преломления и/или определения поглощения.
19. Устройство по п. 18, отличающееся тем, что по меньшей мере один производственный параметр представляет собой выходную мощность экструдирующего устройства.
20. Устройство по п. 18 или 19, отличающееся тем, что по меньшей мере один производственный параметр представляет собой соотношение смешивания по меньшей мере двух материалов, подлежащих экструдированию и подаваемых в экструдирующее устройство.
21. Устройство по одному из пп. 12-20, отличающееся тем, что устройство управления образует регулирующее устройство (28), выполненное с возможностью регулирования по меньшей мере одного производственного параметра производственной системы (32) в замкнутом контуре регулирования на основе определения показателя преломления и/или определения поглощения.
22. Устройство по одному из пп. 12-21, отличающееся тем, что оно выполнено с возможностью осуществления способа по одному из пп. 1-11.
| US 2009045536 A1, 19.02.2009 | |||
| WO 2013007250 A1, 17.01.2013 | |||
| DE 102015110600 B3, 22.12.2016 | |||
| DE 202016008526 U1, 22.05.2018 | |||
| DE 102016103298 A1, 31.08.2017 | |||
| WO 2016139155 A1, 09.09.2016. |

