Область техники, к которой относится изобретение
Изобретение относится к устройству и способу определения температуры ствола трубы, выводимого из экструзиоиного агрегата.
Уровень техники
В экструзионных агрегатах экструдируют, например, пластиковые трубы. После выхода из экструзионного агрегата такие трубы обычно пропускают через калибровочное устройство, например, с металлической калибрующей гильзой, к внутренней поверхности которой прижимают, например, присасывают пластиковую трубу, чтобы задать внешнюю геометрию. Обычно после калибровочного устройства пластиковые трубы проходят через одну или несколько охлаждающих секций, в которых на внешнюю сторону трубы для ее охлаждения распыляют охлаждающую жидкость, например, охлаждающую воду.
Основная цель процесса экструзии для изготовления ствола трубы заключается в сведении прогиба к минимуму, т.е. достижении минимального отклонения толщины стенки готового ствола по периметру, минимальных затрат энергии и максимальной скорости экспедированного ствола. Для оптимизации этих параметров решающее значение имеет точное знание производственного процесса. Например, в патентном документе WO 2016/139155 А1 раскрыто измерение различных геометрических параметров, например, толщины стенки ствола трубы. При этом терагерцовое излучение в диапазоне от 10 ГГц до 3 ТГц направляют на измеряемый ствол, и снова принимают терагерцовое излучение, отраженное от граничных поверхностей ствола. Например, измерения времени пробега можно использовать для достоверного определения расстояний до граничных поверхностей и вытекающих из этого геометрических параметров, таких как диаметр и толщина стенок. Наряду с измеряемыми таким образом геометрическими параметрами важным параметром процесса является температура ствола трубы. В уровне техники для бесконтактного измерения температуры поверхности применяют пироэлектрические датчики (PIR-датчики). Например, в патентном документе WO 2019/166420 А1 предложено измерять температуру на внутреннем периметре ствола трубы с помощью измерительного устройства, введенного внутрь ствола трубы непосредственно после экструзионного агрегата. Разумеется, введение датчика внутрь ствола трубы связано с определенными затратами. Кроме того, оно может быть осуществлено, по существу, только на участке непосредственно после экструзионного агрегата.
Раскрытие сущности изобретения
Исходя из вышеупомянутого уровня техники, задачей изобретения является разработка устройства и способа, позволяющих получать более точную информацию, в частности, о температуре ствола трубы для оптимизации производственного процесса. В частности, задачей изобретения является повышение точности измерений при расчете диаметра и/или толщины стенки ствола трубы в месте измерения, а также длины, толщины стенки и диаметра ствола трубы после охлаждения.
Поставленная задача решена предметом изобретения с признаками, раскрытыми в независимых пунктах 1 и 17. Предпочтительные варианты осуществления изобретения раскрыты в зависимых пунктах формулы, в описании и на фигурах.
В отношении устройства вышеупомянутого типа поставленная задача решена за счет того, что предусмотрен первый датчик температуры для измерения первой температуры наружной стороны ствола трубы в первом положении ствола трубы, и за счет того, что предусмотрено устройство обработки данных, выполненное с возможностью сравнения первой температуры со второй температурой наружной стороны ствола трубы во втором положении ствола трубы, расположенном на расстоянии от первого положения в направлении подачи ствола трубы, и определения температуры внутри ствола трубы и/или на внутренней стороне ствола трубы в некотором положении ствола трубы на основе сравнения первой и второй температур.
В отношении способа вышеупомянутого типа поставленная задача решена путем измерения первой температуры наружной стороны ствола трубы в первом положении ствола трубы, сравнения первой температуры со второй температурой наружной стороны ствола трубы во втором положении ствола трубы, расположенном на расстоянии от первого положения в направлении подачи ствола трубы, и определения температуры внутри ствола трубы и/или на внутренней стороне ствола трубы в некотором положении ствола трубы на основе сравнения первой и второй температур.
Предложенное изобретением устройство может содержать экструзионный агрегат и/или устройство подачи ствола трубы. Предложенное изобретением устройство может также содержать ствол трубы. Ствол трубы может представлять собой, например, пластиковую трубу, трубу из стекловолокна или другой ствол. Предложенное изобретением устройство может содержать одну или несколько охлаждающих секций, через которые проходит ствол трубы после экструзии, и в которых, например, охлаждающую жидкость распыляют на наружную сторону ствола для охлаждения. Кроме того, предложенное изобретением устройство может содержать калибровочное устройство, содержащее, например, калибровочную гильзу, например, выполненную из металла, к внутренней поверхности которой прижимают, например, присасывают ствол трубы после выхода из экструзионного агрегата. Возможные охлаждающие секции могут быть расположены, в частности, после калибровочного устройства в рабочем направлении.
Согласно изобретению, первую температуру наружной стороны ствола трубы измеряют в первом положении ствола трубы с помощью первого датчика температуры. Измеренную первую температуру сравнивают со второй температурой наружной части ствола трубы во втором положении ствола трубы, причем второе положение находится на расстоянии от первого положения в направлении подачи ствола трубы. Под первым и вторым положением понимают положения в направлении подачи ствола. Положения расположены на расстоянии друг от друга в направлении подачи ствола. Например, второе положение может находиться перед первым положением в направлении подачи ствола. Также оно может находиться после первого положения. Температуры в первом и втором положении можно измерять или определять одновременно. Тем не менее, это условие не обязательно. Напротив, первую и вторую температуры можно было бы измерять или определять в разное время, например, таким образом, чтобы с учетом скорости движения ствола измерять один и тот же участок ствола.
Вторая температура может быть измерена, иным образом сочтена известной или определена. Например, на выходе калибровочного устройства температура калибровочной гильзы, к которой прижимают ствол для определения его наружной геометрии, может быть принята за температуру наружной поверхности ствола в этом положении. После экструзии ствол охлаждают. Охлаждение обычно усиливают или регулируют одной или несколькими охлаждающими секциями, через которые пропускают ствол. Охлаждающие секции обычно воздействуют на наружную сторону ствола и принудительно охлаждают материал. В результате наружная сторона ствола сначала, в частности, вскоре после прохождения через охлаждающую секцию, имеет более низкую температуру, чем его внутренняя часть, в частности, внутренняя сторона, не подвергающаяся прямому влиянию охлаждения. По завершении наружного охлаждения, т.е. после выхода из охлаждающей секции и окончания принудительного охлаждения, более высокая температура, преобладающая во внутренней части ствола, переходит наружу. В результате температура наружной поверхности ствола после охлаждения сначала снова повышается. По степени такого подъема температуры можно судить о температуре ствола в его внутренней части, в частности, на внутренней стороне. Для определения температуры внутри ствола трубы и/или на внутренней стороне ствола трубы, помимо положений измерения сравниваемых первой и второй температур, известны следующие параметры для расчета: в частности, скорость подачи ствола, теплопроводность и теплоемкость материала ствола, а также толщина стенки ствола трубы. На основе этих параметров можно судить о разности температур между наружной и внутренней сторонами ствола и, соответственно, о температуре на внутренней стороне и внутри ствола. При этом возможным выделением энергии ствола трубы в окружающую среду можно пренебречь. Таким образом, температуру внутренней поверхности ствола можно достоверно определить с помощью простого и универсального измерения температуры наружной стороны ствола, не размещая датчик внутри ствола и, тем самым, на достаточном удалении от экструзионного агрегата в рабочем направлении. На основе этих данных, в свою очередь, можно получить ценную информацию о производственном процессе и использовать ее в качестве управляющих или регулирующих параметров процесса. Это повышает реализуемость оптимизации вышеупомянутых параметров минимального прогиба, минимальных затрат энергии и максимальной скорости подачи трубы. Кроме того, зная коэффициент расширения, можно более точно определить ожидаемые размеры ствола трубы после его охлаждения. Зная температуру в толще стенок ствола трубы, можно также учесть гашение терагерцового излучения, зависящее от температуры, и изменение показателя преломления при анализе толщины стенок и значений диаметра.
Положение, в котором определяют температуру внутри ствола трубы и/или на внутренней стороне ствола трубы, может представлять собой третье положение, находящееся на расстоянии от первого положения и второго положения в направлении подачи ствола трубы. Однако аналитическую оценку может быть проще выполнить, если положение, в котором определяют температуру внутри ствола трубы и/или на внутренней стороне ствола трубы, будет соответствовать первому или второму положению. Это положение может соответствовать, например, тому из первого и второго положений, которое будет расположено ближе к экструзионному устройству в направлении подачи ствола.
В одном из вариантов осуществления также можно измерять вторую температуру. Для этого может быть предусмотрен второй датчик температуры. Измерение второй температуры позволяет особенно надежно определять температуру внутренней поверхности.
В следующем варианте осуществления первый датчик температуры может быть выполнен с возможностью измерения, в том числе, второй температуры. В таком особенно выгодном случае достаточно одного датчика температуры. Использование только одного датчика температуры также может быть выгодно с точки зрения надежности измерения, поскольку не следует ожидать искажения результата измерения вследствие различных характеристик или изменений в датчиках температуры.
По меньшей мере первый датчик температуры может представлять собой бесконтактный датчик температуры, в частности, пироэлектрический датчик (PIR-датчик). Второй датчик температуры, при наличии, также может представлять собой бесконтактный датчик температуры, в частности, пироэлектрический датчик. Такие датчики обеспечивают простое и надежное бесконтактное измерение даже очень горячих объектов. Кроме того, эта технология датчиков позволяет измерять температуру в различных положениях с помощью одного датчика температуры, регистрирующего, например, тепловое излучение от наружной поверхности ствола под разными углами. В особенно выгодном варианте датчик температуры регистрирует тепловое излучение поверхности ствола под одинаковыми углами, т.е. симметрично. Это позволяет избежать искажения результата измерения вследствие разных углов регистрации.
В следующем варианте осуществления по меньшей мере первый датчик температуры может быть расположен таким образом, чтобы первую температуру измеряли после того, как ствол трубы прошел через охлаждающую секцию, расположенную после экструзионного агрегата в рабочем направлении. Если предусмотрен второй датчик температуры, он может быть расположен таким образом, чтобы вторую температуру также измеряли после того, как ствол трубы прошел через охлаждающую секцию, расположенную после экструзионного агрегата в рабочем направлении. В охлаждающей секции, как было описано ранее, на наружную поверхность ствола в целях охлаждения распыляют охлаждающую жидкость, например, охлаждающую воду. В частности, первый датчик температуры и, если применимо, второй датчик температуры могут быть расположены таким образом, чтобы первую температуру или вторую температуру измеряли после прохождения ствола трубы через первую охлаждающую секцию, расположенную после экструзионного агрегата в рабочем направлении, но до прохождения ствола трубы через вторую охлаждающую секцию, расположенную после первой охлаждающей секции в рабочем направлении. Таким образом, измерение выполняют между двумя охлаждающими секциями. Как было отмечено ранее, предложенный изобретением способ измерения позволяет достоверно определять температуру внутренней поверхности ствола, в частности, после завершения (первого) охлаждения наружной стороны ствола, на основе повторного нагрева наружной стороны ствола по завершении охлаждения.
В особенно практичном варианте устройство обработки данных может быть выполнено с возможностью определения температуры внутри ствола трубы и/или на внутренней поверхности ствола трубы с помощью, в частности, итерационного метода конечных элементов на основе сравнения первой и второй температур. Такие методы конечных элементов, известные специалистам в данной области техники, представляют собой численные методы расчета, в которых рассчитываемое тело, в данном случае ствол трубы, делят на конечное число подобластей. Физическое поведение таких так называемых конечных элементов можно точно рассчитать с помощью известных начальных функций благодаря правильной и простой геометрии таких элементов. Это позволяет достоверно смоделировать физическое поведение тела в целом, в данном случае передача более высокой температуры внутренней поверхности на наружную поверхность ствола трубы. Если толщина стенок по сравнению с диаметром ствола трубы мала, то в достаточном приближении можно предположить линейную зависимость температур внутренней и наружной поверхностей ствола трубы. Это облегчает численное определение температуры внутренней поверхности. В качестве итерационного метода расчета температуры внутренней поверхности, например, на первом этапе можно предположительно определить температуру внутренней поверхности и с помощью метода конечных элементов определить, соответствует ли эта температура внутренней поверхности измеренной температуре наружной поверхности. Если это не так, предполагаемую температуру внутренней поверхности изменяют и повторяют численную проверку. Это позволяет итеративно определить фактическую температуру внутренней поверхности.
В следующем варианте осуществления первый датчик температуры может измерять первую температуру в нескольких местах, распределенных по периметру ствола трубы, в первом положении, и устройство обработки данных может быть выполнено с возможностью сравнения температуры, измеренной в нескольких местах, распределенных по периметру ствола трубы, со второй температурой в нескольких местах, распределенных по периметру ствола трубы, во втором положении, и определения температуры внутри ствола трубы и/или на внутренней поверхности ствола трубы в нескольких местах, распределенных по периметру ствола трубы, в положении ствола трубы на основе сравнения. Вторая температура также может быть измерена в нескольких местах, распределенных по периметру ствола трубы, во втором положении либо первым датчиком температуры, либо, при наличии, вторым датчиком температуры. Измеряя и определяя температуру по периметру, можно получить дополнительную важную информацию о производственном процессе, в частности, о неравномерном распределении температуры по периметру, которая, с одной стороны, дает представление о степени прогиба ствола трубы, а с другой стороны, указывает на недостаточное охлаждение в отдельных областях периметра трубы.
Также возможен вариант, в котором по меньшей мере первый датчик температуры выполнен с возможностью вращения или вращается по меньшей мере на некоторых участках периметра ствола трубы. Второй датчик температуры, при наличии, также может быть выполнен с возможностью вращения или вращается по меньшей мере на некоторых участках периметра ствола трубы. Также возможен вариант, в котором, например, один датчик температуры выполнен с возможностью вращения, а другой - без возможности вращения. Возможность вращения или вращение первого и/или второго датчика температуры может быть реализована, разумеется, по всему периметру. Первую и/или вторую температуру можно измерять в отдельных местах периметра или, по существу, по всему периметру. Измерение температуры по периметру ствола трубы позволяет улучшить оптимизацию вышеупомянутых факторов минимального прогиба, т.е. минимального нежелательного отклонения толщины стенки между верхним и нижним участком стенки, минимальных затрат энергии и максимальной скорости подачи ствола.
В следующем варианте осуществления устройство обработки данных может быть выполнено с возможностью определения температуры ствола трубы в нескольких местах внутри ствола трубы в том положении ствола трубы, в котором определяют температуру внутри ствола трубы и/или на внутренней стороне ствола трубы. Таким образом, можно определить профиль температуры в радиальном направлении ствола, на основе которого можно получить дополнительную важную информацию о производственном процессе. Температуру на внутренней поверхности ствола трубы можно численно рассчитать особенно практичным способом, описанным в связи с методом конечных элементов, так как в этом методе ствол трубы в любом случае делят на несколько подобластей, например, в радиальном направлении. Затем можно определить температуру для этих отдельных подобластей и, таким образом, получить радиальный температурный профиль ствола трубы.
В следующем варианте осуществления может быть предусмотрено устройство измерения диаметра и/или толщины стенки, которое измеряет диаметр и/или толщину стенки ствола трубы в первом положении и/или втором положении ствола трубы. При этом устройство обработки данных может быть выполнено с возможностью учета измеренного диаметра и/или измеренной толщины стенки при определении температуры внутри ствола трубы и/или на внутренней стороне ствола трубы. Устройство обработки данных также может быть выполнено с возможностью учета температуры внутри ствола трубы и/или на внутренней стороне ствола трубы и, если применимо, температуры наружной стороны ствола трубы в первом и/или втором положении при определении диаметра и/или толщины стенки. Таким образом, температура материала ствола важна для определения геометрических параметров ствола. Например, показатель преломления материала ствола зависит от температуры. В то же время показатель преломления важен при определении толщины стенки ствола, например, с помощью устройства измерения терагерцового излучения. В особенно практичном варианте устройство измерения диаметра и/или толщины стенки может представлять собой устройство измерения терагерцового излучения. Как было отмечено ранее, диаметр и толщина стенки являются важными параметрами производственного процесса. Кроме того, точное знание диаметра и/или толщины стенки может быть важным для точного определения температуры внутри или на внутренней стороне ствола трубы, поскольку диаметр и особенно толщина стенки влияют на степень передачи более высокой внутренней температуры ствола на наружную сторону. Диаметр и/или толщина стенки могут быть приняты за известные параметры для расчета. Разумеется, вышеупомянутый вариант повышает точность определения температуры, поскольку в нем измеряют фактический диаметр или фактическую толщину стенки и, тем самым, учитывают возможные отклонения от ожидаемого диаметра или ожидаемой толщины стенки. Для измерения диаметра и/или толщины стенки можно измерить, например, время пробега терагерцового излучения, отраженного от граничных поверхностей ствола, в частности, наружной и внутренней сторон ствола. Для этого устройство измерения терагерцового излучения может содержать, например, терагерцовый приемопередатчик, содержащий, таким образом, терагерцовый передатчик и терагерцовый приемник. Устройство измерения терагерцового излучения можно вращать вокруг ствола, чтобы определить диаметр или толщину стенки в нескольких местах, распределенных по периметру ствола. Особенно простым способом можно интегрировать первый и/или второй датчик температуры в устройство измерения терагерцового излучения. При необходимости его можно вращать вместе с последним. Таким образом, особенно простым способом можно обеспечить измерение диаметра и/или толщины стенки и температуры в одних и тех же местах по периметру ствола. Устройство измерения диаметра и/или толщины стенки может быть, например, выполнено в соответствии с патентным документом WO 2016/139155 А1.
В следующем варианте осуществления устройство обработки данных может быть дополнительно выполнено с возможностью определения ожидаемой усадки ствола трубы на основе зависящего от температуры коэффициента расширения материала ствола трубы, начиная с положения ствола трубы, в котором определяют температуру внутри ствола трубы и/или на внутренней стороне ствола трубы, и до достижения окончательной формы ствола. Материал ствола усаживается по мере охлаждения, пока не достигнет своей окончательной формы, например, когда при достижении стволом комнатной температуры. Если известен зависящий от температуры коэффициент расширения материала ствола, то ожидаемая усадка до достижения конечной формы ствола в вышеупомянутом варианте осуществления может быть определена на основе температуры ствола внутри ствола трубы и/или на внутренней поверхности ствола трубы, определенной в соответствии с изобретением, и, при необходимости, с учетом измеренной температуры наружной стороны. Этот параметр, в свою очередь, можно выгодно использовать для прогнозирования определенных геометрических параметров ствола после достижения его окончательной формы. Таким образом, в следующем варианте осуществления устройство обработки данных может быть дополнительно выполнено с возможностью определения диаметра и/или толщины стенки ствола трубы после достижения его окончательной формы, с учетом диаметра и/или толщины стенки, измеренных в первом положении и/или втором положении ствола трубы, и определенной ожидаемой усадки.
В следующем варианте осуществления устройство обработки данных может быть выполнено с возможностью определения показателя преломления материала ствола трубы на основе определенной температуры. Известно, что показатель преломления зависит от температуры. Это означает, что на основе определенной температуры можно судить о показателе преломления материала ствола в положении или месте измерения температуры. Это может быть учтено, например, при измерении толщины стенки, при котором в качестве параметра используют показатель преломления. Это позволяет повысить точность измерения толщины стенки. Например, показатель преломления можно определить в нескольких местах, распределенных по толщине стенки ствола. Таким образом, можно определить распределение показателя преломления. Кроме того, показатель преломления можно определить в нескольких местах, распределенных по периметру ствола, и на основе этого определить распределение показателя преломления. На основе полученных распределений коэффициента преломления можно получить дополнительную ценную информацию о производственном процессе, например, о составе и постоянстве состава материала в течение производственного процесса. Кроме того, можно определить поглощение терагерцового излучения в зависимости от температуры и, наоборот, спрогнозировать поглощение, измерив среднюю температуру трубы. Если трубы изготовлены из материалов, у которых поглощение увеличивается в зависимости от температуры, измерение и ограничение температуры материала может обеспечить достоверность измеренной толщины стенки и диаметра. Зная коэффициент расширения материала в зависимости от температуры, можно также определить ожидаемую степень его усадки в зависимости от места измерения при более высокой комнатной температуре материала до его окончательного охлаждения.
В следующем варианте осуществления устройство может дополнительно содержать управляющее и/или регулирующее устройство, выполненное с возможностью управления и/или регулирования работы экструзионного агрегата на основе определенной температуры внутри ствола трубы и/или на внутренней стороне ствола трубы. Таким образом, на основе информации о производственном процессе, полученной в соответствии с изобретением, можно улучшить управление или регулирование процесса, в частности в экструзионном агрегате.
Предложенное изобретением устройство может быть выполнено с возможностью осуществления способа согласно изобретению. Способ согласно изобретению может быть осуществлен с помощью устройства согласно изобретению.
Краткое описание чертежей
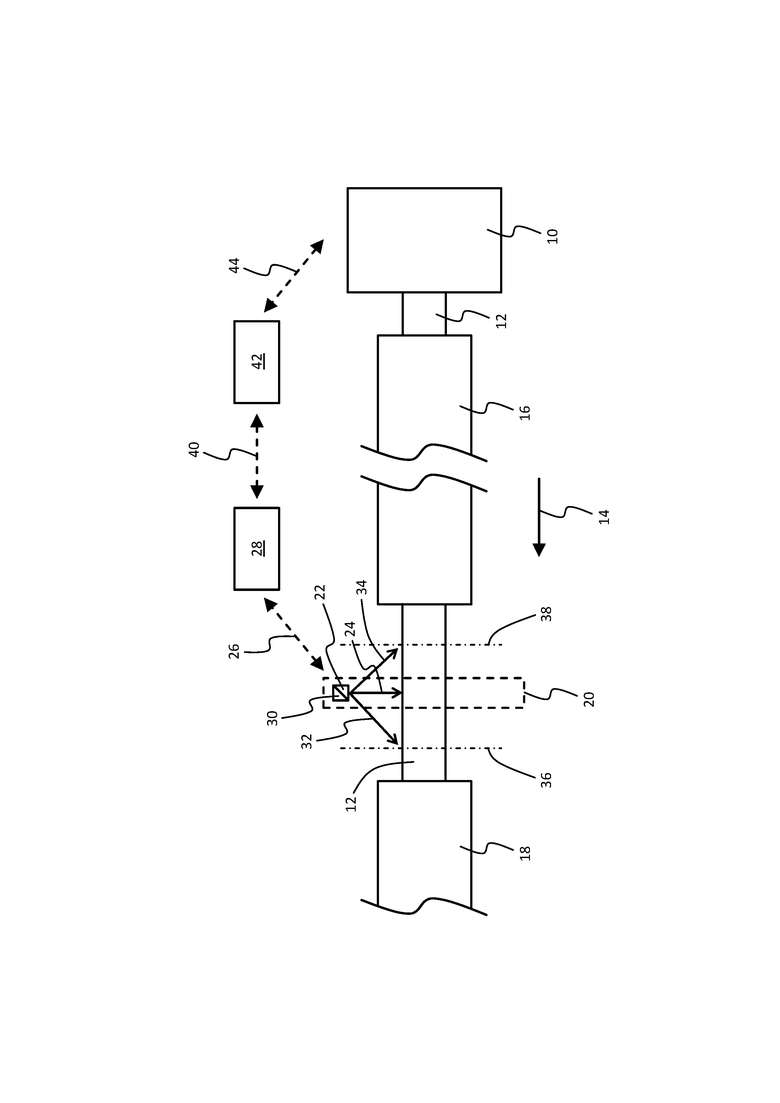
Вариант осуществления изобретения будет раскрыт ниже со ссылкой на чертеж. На единственной фигуре схематично изображено предложенное изобретением устройство на виде сбоку.
Осуществление изобретения
Устройство, изображенное на фигуре, содержит экструзионный агрегат 10 с подающим устройством. Ствол 12 трубы, в данном случае пластиковую трубу 12, выходящую из экструзионного агрегата 10, транспортируют в направлении 14 подачи вдоль ее продольной оси. При этом ствол 12 пропускают через первую охлаждающую секцию 16 и вторую охлаждающую секцию 18, в каждой из которых охлаждающую жидкость распыляют на наружную сторону ствола 12 для охлаждения. Между экструзионным агрегатом 10 и первой охлаждающей секцией 16 может быть расположено калибровочное устройство (не показанное на фигуре), например, содержащее металлическую калибровочную гильзу, к внутренней стенке которого прижимают, например, присасывают ствол 12 для придания наружной формы. В области между первой охлаждающей секцией 16 и второй охлаждающей секцией 18 ствол 12 доступен снаружи. В этой области предусмотрено (обозначенное пунктиром) устройство 20 измерения диаметра и/или толщины стенки, содержащее терагерцовый приемопередатчик 22, который испускает терагерцовое излучение на ствол 12 трубы, что показано на фигуре стрелкой 24. Терагерцовое излучение проходит через ствол 12 трубы и отражается от граничных поверхностей ствола 12, в частности, от его наружной и внутренней поверхностей. Отраженное терагерцовое излучение, в свою очередь, принимается терагерцовым приемопередатчиком 22. Измерительное устройство 20 соединено с устройством 28 обработки данных через канал 26 передачи данных. Устройство 28 обработки данных использует отраженное терагерцовое излучение для определения по меньшей мере толщины стенки ствола 12, обращенной к терагерцовому приемопередатчику 22, и, при необходимости, толщины стенки ствола 12 напротив терагерцового приемопередатчика 22, а также его диаметра.
Кроме того, измерительное устройство 20 содержит первый датчик 30 температуры, в данном случае пироэлектрический датчик температуры. Первый датчик 30 температуры измеряет исходящее от ствола 12 тепловое излучение в направлениях, указанных стрелками 32 и 34, и, тем самым, определяет первую температуру наружной стороны ствола 12 в первом положении 36 в продольном направлении ствола 12 и вторую температуру наружной стороны ствола 12 во втором положении 38 в продольном направлении ствола 12. Как показано на фигуре, первый датчик 30 температуры измеряет первую температуру и вторую температуру в направлениях 32 и 34 симметрично под равными углами к поверхности ствола. Измеренные значения первой и второй температуры поступают на устройство 28 обработки данных через канал 26. Устройство 28 обработки данных рассчитывает температуру внутри ствола 12 трубы и/или на внутренней стороне ствола 12 трубы, например, во втором положении 38 ствола 12 трубы, на основе сравнения измеренных первой и второй температур и с учетом скорости подачи ствола 12, теплоемкости и теплопроводности материала ствола, а также измеренной толщины стенки и диаметра ствола 12. Расчет может быть основан на итеративных методах конечных элементов, раскрытых ранее.
Например, можно определить радиальный профиль температуры, например, на участке стенки ствола 12 трубы, обращенном к датчику температуры. Также возможен вариант, в котором приемопередатчик 22 и датчик температуры вращаются вокруг продольной оси ствола 12 таким образом, чтобы измерение толщины стенки и измерение первой и второй температур могло быть выполнено в нескольких местах, распределенных по периметру ствола 12 в первом и втором положениях, соответственно. Таким образом, профиль температуры ствола 12 внутри или на внутренней стороне ствола также может быть рассчитан по периметру ствола 12.
На основе значений температуры, определенных внутри ствола 12 или на его внутренней стороне, можно более точно определить показатель преломления, поглощение и усадку материала ствола, которые, как известно, зависят от температуры. Более точное знание этих параметров позволяет получать гораздо более точные значения толщины стенки и диаметра в нагретом состоянии в точке измерения и прогнозируемые значения после его охлаждения, например, до комнатной температуры.
В представленном примере значения толщины стенки и температуры, определенные устройством 28 обработки данных, поступают на управляющее и/или регулирующее устройство 42 устройства через канал 40 передачи данных. На этом основании управляющее и/или регулирующее устройство 42 может управлять экструзионным агрегатом 10 и/или регулировать его и, например, управлять и/или регулировать входящее в его состав устройство подачи ствола 10, через дополнительный канал 44 передачи данных.
Список ссылочных обозначений
10 экструзионный агрегат
12 ствол трубы
14 устройство подачи
16 первая охлаждающая секция
18 вторая охлаждающая секция
20 устройство измерения диаметра и/или толщины стенки
22 терагерцовый приемопередатчик
24 терагерцовое излучение
26 канал передачи данных
28 устройство обработки данных
30 первый датчик температуры
32 направление измерения температуры
34 направление измерения температуры
36 первое положение
38 второе положение
40 канал передачи данных
42 управляющее и/или регулирующее устройство
44 канал передачи данных.
Группа изобретений относится к устройству и способу определения температуры ствола трубы. В устройстве предусмотрен первый датчик температуры для измерения первой температуры наружной стороны ствола трубы в первом положении ствола трубы, и устройство обработки данных, выполненное с возможностью сравнения первой температуры со второй температурой наружной стороны ствола трубы во втором положении ствола трубы, расположенном на расстоянии от первого положения в направлении подачи ствола трубы, и определения температуры внутри ствола трубы и/или на внутренней стороне ствола трубы в некотором положении ствола трубы на основе сравнения первой и второй температуры. Группа изобретений обеспечивает разработку устройства и способа, позволяющих получать более точную информацию, в частности, о температуре ствола трубы для оптимизации производственного процесса. В частности, задачей изобретения является повышение точности измерений при расчете диаметра и/или толщины стенки ствола трубы в месте измерения, а также длины, толщины стенки и диаметра ствола трубы после охлаждения. 2 н. и 27 з.п. ф-лы, 1 ил.
1. Устройство определения температуры ствола (12) трубы, выводимого из экструзионного агрегата (10), отличающееся тем, что предусмотрен первый датчик (30) температуры для измерения первой температуры наружной стороны ствола (12) трубы в первом положении ствола (12) трубы, причем предусмотрено устройство (28) обработки данных, выполненное с возможностью сравнения первой температуры со второй температурой наружной стороны ствола (12) трубы во втором положении ствола (12) трубы, расположенном на расстоянии от первого положения в направлении (14) подачи ствола (12) трубы, и определения температуры внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы в положении ствола (12) трубы на основе сравнения первой и второй температуры.
2. Устройство по п. 1, отличающееся тем, что предусмотрен второй датчик температуры для измерения второй температуры.
3. Устройство по п. 1, отличающееся тем, что первый датчик (30) температуры выполнен также с возможностью измерения второй температуры.
4. Устройство по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере первый датчик (30) температуры представляет собой бесконтактный датчик температуры, в частности пироэлектрический датчик.
5. Устройство по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере первый датчик (30) температуры расположен таким образом, чтобы измерение первой температуры происходило после того, как ствол (12) трубы прошел через охлаждающую секцию (16), расположенную после экструзионного агрегата (10) в рабочем направлении.
6. Устройство по любому из предыдущих пунктов, отличающееся тем, что устройство (28) обработки данных выполнено с возможностью определения температуры внутри ствола (12) трубы и/или на внутренней поверхности ствола (12) трубы с помощью метода конечных элементов на основе сравнения первой и второй температуры.
7. Устройство по любому из предыдущих пунктов, отличающееся тем, что первый датчик (30) температуры выполнен с возможностью измерения первой температуры в нескольких местах, распределенных по периметру ствола (12) трубы, в первом положении, причем устройство (28) обработки данных выполнено с возможностью сравнения температуры, измеренной в нескольких местах, распределенных по периметру ствола (12) трубы, со второй температурой в нескольких местах, распределенных по периметру ствола (12) трубы, во втором положении, и определения температуры внутри ствола (12) трубы и/или на внутренней поверхности ствола (12) трубы в нескольких местах, распределенных по периметру ствола (12) трубы, в положении ствола (12) трубы на основе сравнения.
8. Устройство по п. 7, отличающееся тем, что по меньшей мере первый датчик (30) температуры выполнен с возможностью вращения по меньшей мере на некоторых участках периметра ствола (12) трубы.
9. Устройство по любому из предыдущих пунктов, отличающееся тем, что устройство (28) обработки данных дополнительно выполнено с возможностью определения температуры ствола (12) трубы в нескольких местах внутри ствола (12) трубы в том положении ствола (12) трубы, в котором определяют температуру внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы.
10. Устройство по любому из предыдущих пунктов, отличающееся тем, что дополнительно предусмотрено устройство (20) измерения диаметра и/или толщины стенки, выполненное с возможностью измерения диаметра и/или толщины стенки ствола (12) трубы в первом положении и/или втором положении ствола (12) трубы.
11. Устройство по п. 10, отличающееся тем, что устройство (28) обработки данных выполнено с возможностью учета измеренного диаметра и/или измеренной толщины стенки при определении температуры внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы, и/или устройство (28) обработки данных выполнено с возможностью учета температуры внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы при определении диаметра и/или толщины стенки.
12. Устройство по любому из пп. 10 или 11, отличающееся тем, что устройство (20) измерения диаметра и/или толщины стенки представляет собой устройство измерения терагерцового излучения.
13. Устройство по любому из предыдущих пунктов, отличающееся тем, что устройство (28) обработки данных дополнительно выполнено с возможностью определения ожидаемой усадки ствола (12) трубы на основе зависящего от температуры коэффициента расширения материала ствола (12) трубы, начиная с положения ствола (12) трубы, в котором предусмотрено определение температуры внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы, и до достижения его окончательной формы.
14. Устройство по п. 10 или 13, отличающееся тем, что устройство (28) обработки данных дополнительно выполнено с возможностью определения диаметра и/или толщины стенки ствола трубы после достижения его окончательной формы, с учетом диаметра и/или толщины стенки ствола (12) трубы, измеренных в первом положении и/или втором положении ствола (12) трубы, и определенной ожидаемой усадки.
15. Устройство по любому из предыдущих пунктов, отличающееся тем, что устройство (28) обработки данных выполнено с возможностью определения показателя преломления материала ствола (12) трубы на основе определенной температуры.
16. Устройство по любому из предыдущих пунктов, отличающееся тем, что дополнительно предусмотрено управляющее и/или регулирующее устройство (42), выполненное с возможностью управления и/или регулирования работы экструзионного агрегата (10) на основе определенной температуры внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы.
17. Способ определения температуры ствола (12) трубы, выводимого из экструзионного агрегата (10), отличающийся тем, что измеряют первую температуру наружной стороны ствола (12) трубы в первом положении ствола (12) трубы, причем первую температуру сравнивают со второй температурой наружной стороны ствола (12) трубы во втором положении ствола (12) трубы, расположенном на расстоянии от первого положения ствола (12) трубы в направлении (14) подачи, и при этом определяют температуру внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы в положении ствола (12) трубы на основе сравнения первой и второй температуры.
18. Способ по п. 17, отличающийся тем, что также измеряют вторую температуру.
19. Способ по любому из пп. 17 или 18, отличающийся тем, что по меньшей мере первую температуру измеряют бесконтактно.
20. Способ по любому из пп. 17-19, отличающийся тем, что по меньшей мере первую температуру измеряют после того, как ствол трубы прошел через охлаждающую секцию (16), расположенную после экструзионного агрегата (10) в рабочем направлении.
21. Способ по любому из пп. 17-20, отличающийся тем, что температуру внутри ствола (12) трубы и/или на внутренней поверхности ствола (12) трубы определяют с помощью метода конечных элементов на основе сравнения первой и второй температуры.
22. Способ по любому из пп. 17-21, отличающийся тем, что первую температуру измеряют в нескольких местах, распределенных по периметру ствола (12) трубы, в первом положении, причем температуру, измеренную в нескольких местах, распределенных по периметру ствола (12) трубы, сравнивают со второй температурой также в нескольких местах, распределенных по периметру ствола (12) трубы, во втором положении, и при этом температуру внутри ствола (12) трубы и/или на внутренней поверхности ствола (12) трубы определяют в нескольких местах, распределенных по периметру ствола (12) трубы, в положении ствола (12) трубы на основе сравнения.
23. Способ по любому из пп. 17-22, отличающийся тем, что температуру ствола (12) трубы определяют в нескольких местах внутри ствола (12) трубы в том положении ствола (12) трубы, в котором определяют температуру внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы.
24. Способ по любому из пп. 17-23, отличающийся тем, что диаметр и/или толщину стенки ствола (12) трубы дополнительно измеряют в первом положении и/или втором положении ствола (12) трубы.
25. Способ по п. 24, отличающийся тем, что измеренный диаметр и/или измеренную толщину стенки учитывают при определении температуры внутри ствола (12) трубы, и/или на внутренней стороне ствола (12) трубы, и/или температуру внутри ствола трубы, и/или на внутренней стороне ствола трубы учитывают при определении диаметра и/или толщины стенки.
26. Способ по любому из пп. 17-25, отличающийся тем, что ожидаемую усадку ствола (12) трубы определяют на основе зависящего от температуры коэффициента расширения материала ствола (12) трубы, начиная с положения ствола (12) трубы, в котором определяют температуру внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы и до достижения его окончательной формы.
27. Способ по п. 24 или 26, отличающийся тем, что диаметр и/или толщину стенки ствола трубы определяют после достижения его окончательной формы с учетом диаметра и/или толщины стенки ствола (12) трубы, измеренных в первом положении и/или втором положении ствола (12) трубы, и определенной ожидаемой усадки.
28. Способ по любому из пп. 17-27, отличающийся тем, что показатель преломления материала ствола (12) трубы определяют на основе определенной температуры.
29. Способ по любому из пп. 17-28, отличающийся тем, что работой экструзионного агрегата (10) управляют и/или работу экструзионного агрегата (10) регулируют на основе определенной температуры внутри ствола (12) трубы и/или на внутренней стороне ствола (12) трубы.
| DE 102017116955 B3, 15.11.2018 | |||
| СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ РЕАКТОПЛАСТА | 1992 |
|
RU2010714C1 |
| DE 3140253 A1, 28.04.1983 | |||
| DE 102006056735 A1, 05.06.2008 | |||
| СБОРНЫЙ АБРАЗИВНЫЙ КРУГ | 1996 |
|
RU2153970C2 |
