Область техники, к которой относится изобретение
Настоящее изобретение относится к способу бесконтактного измерения температуры пластифицированной пластмассы на выходе экструдера согласно п.1 формулы изобретения.
Уровень техники
Когда провода и подобные изделия заключают в оболочку из пластического материала, используют экструдеры, которые размягчают пластмассу и инжектируют ее вокруг центральной жилы (проводника). Размягчение пластмассы происходит в экструдере за счет давления и тепла, так что пластмасса может быть без проблем и включений нанесена на жилу. При этом требуется определять температуру пластифицированного материала, чтобы получить оптимальную вязкость расплава для процесса экструзии. Кроме того следует исключить подгорание и преждевременное сшивание макромолекул материала в головке экструдера. Напротив, процесс сшивания должен происходить сразу после экструзии. Таким образом надежное измерение температуры оптимизирует производственный процесс.
Что касается таких процессов экструзии, то известен способ измерения температуры материала при различных скоростях его подачи, снаружи головки экструдера при помощи термопары. При таком измерении имеется ограничение по месту установки термопары, и, естественно, измерение отличается сравнительно большим временем отклика сигнала температуры. Термопара измеряет температуру только в наружной зоне расплава. Впрочем, если термопара выступает в расплав, результат измерения температуры искажается за счет эффекта трения скольжения. Кроме того, термопара отрицательно влияет на параметры течения расплава.
Известен также способ измерения температуры расплава при помощи инфракрасного термометра. Однако при этом может быть зарегистрирована температура только поверхностного слоя расплава до глубины в несколько миллиметров. Если в расплаве присутствуют специальные наполнители, то глубина измерения сокращается в еще большей степени.
Однако регистрация температуры расплава пластмассы в ее массе, выполненная с наибольшей возможной точностью, может способствовать значительному увеличению производительности экструзионной установки, в частности, за счет выбора оптимальной температуры может быть снижено время простоя установки (необходимое, например, для прочистки установки, ремонта и т.п.).
Раскрытие изобретения
Таким образом, основной задачей настоящего изобретения является создание способа измерения температуры, по меньшей мере, одного пластифицированного пластического материала на выходе экструдера, который более простым образом позволяет выполнять точное бесконтактное измерение температуры расплава.
Указанная задача решается способом, описанным в п.1 формулы изобретения.
При соответствующем настоящему изобретению способе снимают функцию зависимости скорости звука от температуры и запоминают ее, по меньшей мере, для одного пластифицированного пластического материала. В процессе экструзии пластического материала измерение скорости звука производят в экструдере, желательно в направлении, поперечном направлению течения пластического материала, при этом соответствующую температуру определяют на основе данных измерения скорости звука и записанной в память функции.
Настоящее изобретение основывается на том установленном факте, что скорость звука в расплавах пластмасс, в частности в расплавах полиэтилена, строго зависит от температуры. Пользуясь такой зависимостью, можно находить среднюю температуру расплава пластмассы по сечению трубы, определяя среднее значение скорости звука.
При этом не требуется, чтобы используемые с этой целью ультразвуковые преобразователи каким-либо образом контактировали с самим расплавом пластмассы, и таким образом они позволяют производить бесконтактное определение средней скорости звука, а через скорость звука и средней температуры массы расплава.
В соответствии с настоящим изобретением определение температуры можно производить в реальном времени. Измерение отличается точностью и не нарушает состояние расплава. Поскольку измерение скорости звука производится в направлении, поперечном течению расплава, способ дает возможность точного определения средней температуры массы расплава.
Дополнительная термопара выступает непосредственно в расплав и таким образом измеряет температуру поверхности расплава в краевой зоне сечения трубы. Когда профиль течения расплава известен, тогда исходя из данных температуры поверхности и средней температуры массы расплава можно сделать выводы о распределении температур по поперечному сечению трубы.
Скорость звука в расплаве в определенной степени зависит и от давления, так что должна иметь место коррекция по давлению. Согласно изобретению, с этой целью снимают функцию зависимости скорости звука от давления, по меньшей мере, для одного пластифицированного пластического материала. Указанную функцию запоминают, причем измерение давления производят в процессе экструзии дополнительно к измерениям скорости звука. Естественно, что это также производится бесконтактным способом. Затем из данных измерения скорости звука и давления и на основе записанных в память функций определяют температуру расплава, скорректированную по давлению.
Прежде чем экструдер сможет начать производить изделия, естественно, необходимо в достаточной степени расплавить исходный материал, так чтобы он выходил из головки экструдера в виде однородного экструдата. Как известно, расплавление происходит за счет нагревания материала в экструдере. Далее материал дополнительно нагревается за счет трения при продвижении материала в экструдере с помощью шнека. Измеряя через определенные интервалы времени температуру расплава пластмассы и выпуская пробные экземпляры экструдата, оператор машины определяет когда можно начинать собственно производство экструдата. Необходимое условие при этом состоит в том, чтобы материал был полностью расплавлен, и в экструдере не было областей нерасплавленных материалов, что могло бы ухудшить качество производимых изделий. Поэтому оператор машины вначале рассматривает материал пробного изделия и на основании собственного опыта решает когда можно начать производственный процесс.
По причинам оптимизации производительности есть желание поддерживать температуру расплава пластмассы в экструдере по возможности более высокой, а именно немного ниже температуры, при которой может происходить подгорание или обугливание материала. При длительной работе экструдера, в частности, может происходить образование частиц материала со сшитыми макромолекулами или подгоревшего материала, за счет чего получаемый экструдат становится дефектным. Такие частицы могут снижать устойчивость к пробою в высоковольтных проводах. В водяных или газовых трубопроводах может нарушаться герметичность стенки трубопровода.
Поэтому другой задачей настоящего изобретения является создание способа управления экструдером для осуществления экструзии пластмасс с целью получения пластмассового экструдата, при котором управление получением изделий на экструдере производится более точно, и гарантируется отсутствие дефектов в полученных изделиях.
Данная задача решается способом, описанным соответственно в п.4 и п.5 формулы изобретения.
В способе, соответствующем п.4, в начале процесса экструзии, вблизи головки или на головке экструдера, с небольшими интервалами или непрерывно производят измерение скорости распространения звуковых волн, излучаемых поперечно направлению потока текучего материала. Производство пластмассового экструдата начинают когда ход изменения измеренных значений приобретает по существу установившийся характер или когда измеренные значения становятся по существу постоянными.
Настоящее изобретение основывается на том установленном факте, что скорость распространения звуковых волн в материале, подлежащем экструзии, зависит не только от его температуры, но также и от состояния, в котором находится рассматриваемый материал. Измерения показывают, что скорость распространения звука в материале пластмассы, находящейся исключительно в жидком состоянии, меньше, чем в материале, который находится в твердом или не полностью пластифицированном состоянии.
Следовательно, если при запуске экструдера в работу в расплаве присутствуют частицы или области еще не расплавившегося материала, это можно заметить по флуктуациям измеренных значений скорости распространения звуковых волн. Точнее, если бы материал пластмассы равномерно поступал в расплав при постепенном росте температуры, то температура нарастала бы монотонно, а скорость звука монотонно падала. Изменение измеренных значений носило бы устойчивый характер. Однако если имеет место миграция твердых частиц или областей в зоне измерения, то возникают колебания скорости распространения звука, которые могут быть измерены. Отсюда можно определить, что расплав в головке или на головке экструдера еще не обладает достаточной однородностью, чтобы начинать производство изделий. С другой стороны, выпуск изделий может быть начат как только ход изменения измеренных значений приобретет устойчивый характер, например когда скорость звука будет медленно уменьшаться или будет оставаться постоянной. Таким образом, при соответствующем изобретению способе оператору машины предоставляются оперативные средства определения момента времени в ходе работы экструдера, когда незамедлительно может быть начат выпуск изделий, не содержащих дефектов, и при этом отсутствует необходимость непроизводительной траты материала на изделия, которые уходят в брак. Опыт показывает, что такие забракованные изделия затем подвергаются переработке и материал не теряется, но в данное время указанный материал не может быть использован в том производственном процессе, для которого он предназначался.
Ход изменения измеряемых величин можно отображать подходящими для этого средствами.
В способе, соответствующем п.5, в процессе производства пластмассового экструдата, с небольшими интервалами или непрерывно производят измерение скорости распространения звуковых волн. Производственный процесс прекращают когда диапазон колебаний измеренных величин превышает установленное значение. И в данном способе используется установленный факт, что частицы или твердые включения в расплаве влияют на скорость распространения звуковых волн. Как уже говорилось, во время изготовления изделий экструзией может происходить местное подгорание и обугливание материала пластмассы из-за локального перегрева. Если указанные частицы или области оказываются в составе экструдированного изделия, последнее становится дефектным. Это может быть не очень важным для сравнительно простых изделий из пластмассы, полученных экструзией. Но для производства высоковольтных кабелей, газовых или водяных труб и подобных изделий такие дефекты являются недопустимыми. Посредством соответствующего настоящему изобретению способа можно моментально обнаруживать такие дефекты и прекращать производственный процесс для поддержания требуемого качества изделий, получаемых экструзией.
Как уже говорилось, скорость распространения звуковых волн в расплаве пластмассы позволяет сделать вывод о температуре расплава, если для конкретной пластмассы известно поведение скорости звука в зависимости от температуры. Такую зависимость можно легко установить предварительными измерениями. Согласно изобретению, описанные способы в конечном счете можно связывать с измерением температуры, так что оценивается не ход изменения значений скорости распространения звуковых волн, а ход изменения значений температуры.
Устройство для осуществления способа, предлагаемого в настоящем изобретении, представляет собой трубчатый адаптер, расположенный на выходе экструдера, причем на указанном адаптере размещены диаметрально установленные и радиально направленные ультразвуковой излучатель и ультразвуковой приемник. Желательно, чтобы указанные преобразователи располагались в радиальных выемках стенки адаптера. Если, например, толщина стенки адаптера составляет 10 мм, то за счет выемки оставшаяся толщина стенки составляет, например, всего 1 мм. Поскольку скорость звука в стали почти в четыре раза больше скорости звука в расплаве пластмассы, искажение измеренной скорости звука оставшейся толщиной стенки в выемке играет незначительную роль. В силу этого, естественно, можно откорректировать данную погрешность. Чтобы свести к минимуму возможные отражения и эффекты дифракции на шероховатостях поверхности, в одном из вариантов осуществления настоящего изобретения предусмотрена полировка контактной поверхности дна выемки.
Краткое описание чертежей
Варианты выполнения настоящего изобретения будут подробнее описаны ниже со ссылками на прилагаемые чертежи, на которых:
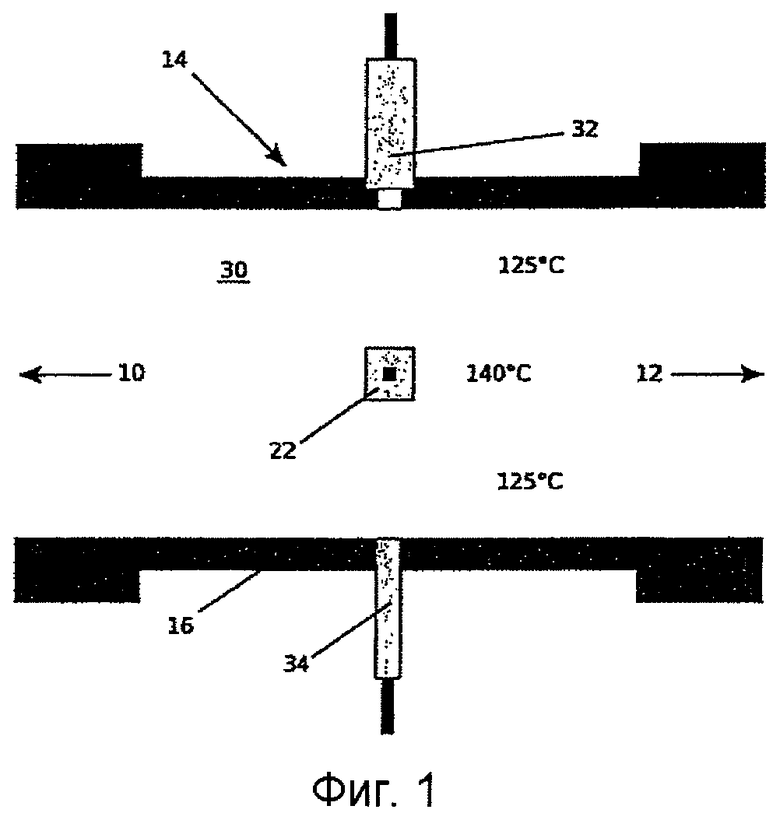
фиг.1 изображает адаптер, соответствующий настоящему изобретению;
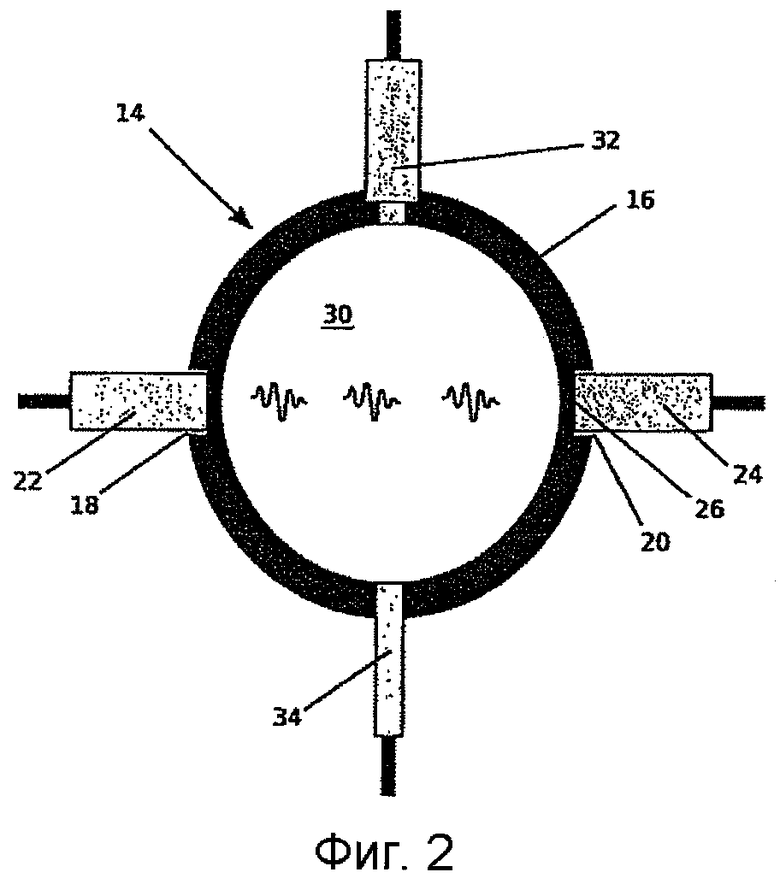
фиг.2 изображает поперечное сечение адаптера, соответствующего фиг.1.
Осуществление изобретения
Между передней стороной экструдера 10 и головкой 12 экструдера размещен трубчатый адаптер 14. Сам экструдер, а также крепление адаптера подробно описаны не будут. Адаптер может быть закреплен простым способом с помощью известных средств. Температура экструзии для полиэтилена обозначена значениями температур, показанными на чертеже, соответственно 125°С и 140°С. Для полиэтилена низкой плотности (LDPE, Low Density Polyethylene) соответствующие температуры варьируют от 100°С до 200°С.
Адаптер 14 содержит цилиндрическую стенку 16 толщиной, например, 10 мм. С наружной стороны цилиндрической стенки 16 отфрезерованы две диаметрально противоположные выемки 18 и 20, в которые соответственно вставлены измерительные элементы 22 и 24. Измерительный элемент 22 содержит ультразвуковой излучатель, а измерительный элемент 24 содержит ультразвуковой приемник. В выемках остаточная толщина стенки составляет, например, 1-2 мм. Плоскость выемок 18, 20 отполирована, так чтобы не возникало никаких отражений или нежелательной дифракции звукового сигнала. Внутри адаптера 14 при помощи ультразвуковых излучателя и приемника производится измерение скорости звука в расплаве 30 пластмассы. Например, скорость звука в расплаве полиэтилена составляет 1500 м/с. Скорость звука в стали, из которой изготовлен адаптер 14, составляет 5900 м/с. Поэтому в результат измерения скорости звука вносится определенная ошибка, вызванная остаточной толщиной 26 стенки. Однако это играет незначительную роль при измерении средней скорости звука в расплаве, и при необходимости указанная ошибка может быть скорректирована.
Перед проведением измерений температуры расплава пластмассы определяют зависимость скорости звука от температуры пластмассы для соответствующего пластического материала, которая в большинстве случаев является линейной в рассматриваемом диапазоне температур. Данную функцию запоминают в анализирующем устройстве. Следовательно, по данной функции путем измерения скорости звука можно определить соответствующую температуру. Измерение температуры происходит в реальном времени, и, следовательно, чтобы изменить температуру в случае отклонения измеренной температуры от заданного значения, замеры температуры можно начинать моментально.
Скорость звука частично зависит от давления в расплаве. Чтобы производить измерение температуры при помощи вышеупомянутой измеренной функции, следует также учитывать и давление в расплаве. С этой целью с адаптером 14 связан датчик 32 давления.
Температуру поверхности расплава 30 можно также определять при помощи термопары 34, которая установлена в стенке 16 диаметрально противоположно датчику 32 давления и позволяет делать выводы касательно распределения температур по сечению трубы, когда известны профиль течения и средняя температура массы расплава.
Измерение скорости звука, а посредством ее и соответственно температуры расплава может быть использовано не только с целью достижения максимально возможного, но еще допустимого температурного предела, чтобы поддерживать максимальную производительность, но также и для управления началом процесса экструзии или для прекращения процесса, если он нарушен в силу какой-то ошибки. Процесс должен начинаться только тогда, когда расплав пластического материала в головке или соответственно на головке экструдера имеет высокую степень однородности. Поскольку неоднородный расплав пластмассы приводит к другой скорости распространения звука, нежели однородный расплав, ход изменения температуры расплава является показателем достижения его однородности. Пока однородность не достигнута, твердые частицы, присутствующие в расплаве, вызывают колебания температуры, чего обычно не должно происходить. Как только температура установится, оператор машины может начать процесс экструзии. Такой способ выгоден, так как оператору машины более не требуется отбирать пробы, а нужно только дождаться, пока произойдет полное расплавление материала в головке или на головке экструдера.
Если в процессе производства возникают колебания температуры, не вызванные иными причинами, то это является признаком неоднородности материала, в частности, из-за его подгорания. Поэтому когда такое происходит, оператор машины может остановить экструдер и, поступив таким образом, предотвратить выпуск дефектной продукции. Следует понимать, что остановка экструдера или прекращение процесса могут также происходить автоматически. При этом анализирующее устройство оценивает диапазон колебаний измеренных значений температуры и вырабатывает останавливающий сигнал, когда колебания превышают установленное значение.
Заявленная группа изобретений относится к способу бесконтактного измерения температуры пластифицированной пластмассы на выходе из экструдера. Техническим результатом заявленной группы изобретений является упрощение точного бесконтактного измерения температуры расплава. Технический результат достигается способом измерения температуры пластифицированного пластического материала на выходе экструдера. При этом снимают функцию зависимости скорости звука от температуры и запоминают указанную функцию, по меньшей мере, для одного пластифицированного пластического материала. Причем измерение скорости звука производят в процессе экструзии пластического материала, а соответствующую температуру определяют на основе измеренных значений скорости и указанной функции. Кроме того, помимо указанной функции зависимости скорости звука от температуры снимают и запоминают функцию зависимости скорости звука от давления, по меньшей мере, для одного пластифицированного пластического материала. Причем измерение давления производят в процессе экструзии пластического материала дополнительно к измерению скорости звука, и на основе измеренных значений давления производят коррекцию измерений температуры по давлению. 4 н. и 6 з.п. ф-лы, 2 ил.
1. Способ измерения температуры пластифицированного пластического материала на выходе экструдера, отличающийся тем, что снимают функцию зависимости скорости звука от температуры и запоминают указанную функцию, по меньшей мере, для одного пластифицированного пластического материала, причем измерение скорости звука производят в процессе экструзии пластического материала, а соответствующую температуру определяют на основе измеренных значений скорости и указанной функции, и тем, что помимо указанной функции зависимости скорости звука от температуры снимают и запоминают функцию зависимости скорости звука от давления, по меньшей мере, для одного пластифицированного пластического материала, причем измерение давления производят в процессе экструзии пластического материала дополнительно к измерению скорости звука, и на основе измеренных значений давления производят коррекцию измерений температуры по давлению.
2. Способ по п.1, отличающийся тем, что определяют среднюю скорость звука, из которой соответственно определяют среднюю температуру массы расплава или среднюю температуру массы расплава, скорректированную по давлению.
3. Способ управления экструдером для осуществления экструзии пластического материала с целью получения пластмассового экструдата, содержащий следующие действия:
в начале процесса экструзии, вблизи головки или на головке экструдера, с небольшими интервалами или непрерывно производят измерение скорости распространения звуковых волн, излучаемых поперечно направлению потока текучего материала; и
производство пластмассового экструдата начинают, когда ход изменения измеренных значений приобретает, по существу, установившийся характер, или когда измеренные значения становятся, по существу, постоянными.
4. Способ по п.3, отличающийся тем, что значения температуры определяют по скорости распространения звуковых волн и анализируют ход изменения значений температуры.
5. Способ управления экструдером для осуществления экструзии пластического материала с целью получения пластмассового экструдата, содержащий следующие действия:
в процессе производства пластмассового экструдата, вблизи головки или на головке экструдера, с небольшими интервалами или непрерывно производят измерение скорости распространения звуковых волн, излучаемых поперечно направлению потока текучего материала; и
указанный процесс прекращают, когда диапазон колебаний измеренных значений превышает установленное значение.
6. Способ по п.5, отличающийся тем, что значения температуры определяют по скорости распространения звуковых волн и анализируют ход изменения значений температуры.
7. Устройство для осуществления способа по любому из пп.1-6, отличающееся тем, что предусмотрен трубчатый адаптер, расположенный на выходе экструдера, причем на указанном адаптере размещены диаметрально установленные и радиально направленные ультразвуковой излучатель и ультразвуковой приемник; при этом ультразвуковой излучатель и ультразвуковой приемник расположены в радиальных выемках стенки адаптера, и в указанной стенке установлен датчик давления; а за счет указанных выемок оставшаяся стенка трубы выполнена минимальной толщины, так чтобы лишь незначительная часть стенки трубы адаптера совершала колебания, чтобы уменьшить размывание контура сигнала в зоне работы ультразвуковой пары.
8. Устройство по п.7, отличающееся тем, что за счет выемки оставшаяся стенка трубы уменьшена по толщине настолько по сравнению с основной стенкой трубы, чтобы получить высокую степень подавления бокового распространения сигнала в стенке трубы и достичь хорошего распределения сигнала в направлении излучения ультразвукового излучателя.
9. Устройство по п.7, отличающееся тем, что дно выемки отполировано для снижения отражений и эффектов дифракции ультразвукового сигнала на поверхности контакта.
10. Устройство по любому из пп.7-9, отличающееся тем, что в стенке адаптера установлена термопара для измерения температуры поверхности расплава.
| US 5951163 А, 14.04.1999 | |||
| DE 19944709 А1, 27.04.2000 | |||
| US 5433112 А, 18.07.1995 | |||
| Устройство для автоматической подсечки рыбы | 1985 |
|
SU1346095A1 |
| US 2002038160 А1, 28.03.2002 | |||
| Устройство для контроля изготовления состоящих из нескольких секторов профилей из каучука или термопластического синтетического материала | 1983 |
|
SU1175359A3 |
| US 4509360 А, 09.04.1985 | |||
| Способ и прибор для определения вязкости жидкостей | 1938 |
|
SU55653A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ И/ИЛИ СОСТАВА ФОРМОВОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2140074C1 |

