Настоящее изобретение относится к установке для изготовления стержня, генерирующего аэрозоль. Более конкретно, настоящее изобретение относится к установке для изготовления расходных материалов для курительных устройств типа «нагревание без горения» (HnB). Настоящее изобретение также относится к способу позиционирования непрерывной ленты токоприемника (сусцептора) в материале, генерирующем аэрозоль. Настоящее изобретение относится к способу изготовления стержня, генерирующего аэрозоль.
В некоторых электронных изделиях для курения используется индукционный нагрев для нагревания токоприемника (сусцептора). Затем токоприемник (сусцептора) нагревает субстрат, генерирующий аэрозоль, такой как табак или листы из гомогенизированного табака, с генерированием аэрозоля. Как правило, материал токоприемника (сусцептора) имеет прямоугольную форму и вставляется внутрь стержня для субстрата, образующего аэрозоль, с применением тонкой направляющей, подобной оболочке. Для эффективности использования расходных материалов, генерирующих аэрозоль, важно, чтобы токоприемник (сусцептора) был вставлен по центру расходных материалов, генерирующих аэрозоль, на центральной продольной оси стержня. Направляющую помещают в центр воронки вместе с листом материала, генерирующего аэрозоль. И токоприемник (сусцептор), и материал, генерирующий аэрозоль, протягивают через воронку и сжимают в стержень, генерирующий аэрозоль. Направляющая помещает токоприемник (сусцептор) в центр стержня, генерирующего аэрозоль, выходящего из воронки. Стержень, генерирующий аэрозоль, затем заворачивают в оберточный материал. Затем стержень разрезают на небольшие заглушки. Заглушки объединяют с другими частями для создания расходных материалов, генерирующих аэрозоль, для устройства с индукционным нагревом.
Было бы желательным предложить установку для изготовления изделия, генерирующего аэрозоль, которая уменьшает изгибание токоприемника (сусцептора) при нарезании непрерывного стержня, генерирующего аэрозоль.
В соответствии с настоящим изобретением предложена установка для изготовления стержня, генерирующего аэрозоль. Установка содержит вставочное устройство для направления непрерывной ленты токоприемника (сусцептора). Вставочное устройство содержит: входное отверстие; выходное отверстие и канал между выходным отверстием и выходным отверстием. Вставочное устройство также содержит поворотный механизм для поворота выходного отверстия вокруг продольной оси канала. Установка дополнительно содержит собирающий механизм для сборки непрерывной ленты материала, генерирующего аэрозоль, и непрерывной ленты токоприемника (сусцептора) из вставочного устройства. Устройство также содержит оберточное устройство для обертывания собранного материала с образованием непрерывного стержня. В некоторых примерах установка содержит собирающий механизм для сборки более чем одной непрерывной ленты материала, генерирующего аэрозоль, с непрерывной лентой токоприемника из вставочного устройства. Например, собирающий механизм может собирать две непрерывные ленты материала, генерирующего аэрозоль, с непрерывной лентой токоприемника из вставочного устройства, расположенного между непрерывными лентами материала, генерирующего аэрозоль.
Таким образом, ленту токоприемника вставляют во входное отверстие вставочного устройства и она выходит из выходного отверстия вставочного устройства под заданным пользователем углом. Например, выходное отверстие можно поворачивать таким образом, чтобы лента токоприемника располагалась под углом, который задан пользователем. Пользователь может выбрать угол, который уменьшает воздействие режущего устройства в процессе резки или уменьшает изгибание токоприемника, когда непрерывный стержень нарезают на заглушки. Возможность смещать выходное отверстие (и, таким образом, положение ленты токоприемника) является особенно полезной, поскольку это позволяет модифицировать вариации давлений, оказываемых материалом, генерирующим аэрозоль, на токоприемник. Возможность смещать выходное отверстие является полезной, поскольку позволяет ограничивать или учитывать изгибания токоприемника из-за различных типов лезвий и параметров изготовления.
Обеспечение установки в соответствии с настоящим изобретением для изготовления стержня, генерирующего аэрозоль, дает преимущества, поскольку повышается устойчивость к изгибанию. Разрезание стержня на меньшие по размеру заглушки обычно осуществляют с помощью вращающегося ножа. Соответственно, настоящее изобретение может препятствовать возможному изменению ориентации, положения или формы токоприемника внутри стержня под воздействием лезвия. Например, токоприемник может в некоторых случаях деформироваться в криволинейную форму, такую как показана на Фиг. 1, под воздействием лезвия. Установка для изготовления стержня, генерирующего аэрозоль, повышает эффективность использования материалов, генерирующих аэрозоль. Более того, уменьшается количество отходов материала, генерирующего аэрозоль. Также улучшается стабильность материала, генерирующего аэрозоль. Кроме того, установка в соответствии с настоящим изобретением облегчает использование лезвий, имеющих различные конфигурации. Установка также облегчает использование лезвий, которые могут разрезать под разными углами.
Обеспечение установки, имеющей вставочное устройство, содержащее поворотный механизм, который поворачивает выходное отверстие вокруг продольной оси канала, позволяет уменьшить деформацию токоприемника за счет угловых смещений между токоприемником и профилем лезвия. Кроме того, можно точно отрегулировать угол, образуемый плоскостью токоприемника. Обеспечение угловой регулировки дает возможность корректировки небольших вариаций давления, оказываемого материалом, генерирующим аэрозоль, на токоприемник. Например, вариации давления могут иметь место в партии производимого материала, генерирующего аэрозоль. Также могут иметь место вариации давления, например, между одной бобиной материала, генерирующего аэрозоль, и следующей бобиной.
В некоторых предпочтительных вариантах осуществления вставочное устройство дополнительно содержит фиксирующий механизм для фиксации поворота выходного отверстия в конкретном положении. Таким образом, угол выходного отверстия может быть зафиксирован на месте. Это особенно полезно, если, например, был обнаружено, что некоторый угол ленты токоприемника ограничивает или уменьшает изгибание для конкретной настройки резки. Расположение выходного отверстия может быть выборочно зафиксировано на месте таким образом, что угол может быть фиксированным при длительном использовании установки.
В конкретных вариантах осуществления фиксирующий механизм для фиксации поворота выходного отверстия в конкретном положении реализован посредством отпускаемого фиксирующего механизма. Таким образом, угол выходного отверстия может быть выборочно зафиксирован на месте. Затем, когда необходимо изменить поворот выходного отверстия, например, в случае, когда необходимо изменить положение ленты токоприемника, можно отпустить фиксирующий механизм и изменить угол.
В некоторых вариантах осуществления вставочное устройство дополнительно содержит поворотный механизм для поворота входного отверстия.
В некоторых вариантах осуществления вставочное устройство дополнительно содержит фиксирующий механизм для фиксации поворота входного отверстия в конкретном положении. Таким образом, угол входного отверстия может быть зафиксирован на месте.
В конкретных вариантах осуществления фиксирующий механизм для фиксации поворота входного отверстия в конкретном положении представляет собой отпускаемый фиксирующий механизм. Таким образом, угол входного отверстия может быть выборочно зафиксирован на месте. Затем, при необходимости, поворот входного отверстия нужно изменить.
В некоторых вариантах осуществления канал вставочного устройства имеет форму воронки, уменьшающейся в диаметре в направлении выходного отверстия. Это может обеспечивать схождение материала токоприемника в направлении выходного отверстия.
В некоторых вариантах осуществления выходное отверстие представляет собой прорезь. Это особенно полезно, поскольку лента токоприемника, выходящая через выходное отверстие, может быть по существу плоской формы, имеющей большую площадь поверхности для ускорения индукционного нагревания окружающей ее области в расходном материале, генерирующем аэрозоль. Плоскую ленту токоприемника просто изготавливать, транспортировать, хранить и распределять. Полезно иметь выходное отверстие в форме прорези, поскольку это позволяет направлять токоприемник с соответствующей формой поперечного сечения (при разрезе поперек продольной длины). Выходное отверстие может быть самого маленького размера, необходимого для направления токоприемника, при этом обеспечивающего легкое прохождение токоприемника. Это дает возможность легкого формования субстрата, генерирующего аэрозоль, вокруг токоприемника. Другим преимуществом такой компоновки является то, что выходное отверстие соответствует плоскому токоприемнику.
В альтернативных вариантах осуществления выходное отверстие имеет крестовую форму. Выходное отверстие крестовой формы обеспечивает преимущество, заключающееся в том, что оно позволяет направлять токоприемник. Это дает возможность легкого формования субстрата, генерирующего аэрозоль, вокруг токоприемника. Такая компоновка выходного отверстия соответствует плоскому токоприемнику. Токоприемник можно направлять через выходное отверстие крестовой формы в более чем одной ориентации. Более конкретно, токоприемник можно направлять через указанное выходное отверстие в первой ориентации и во второй ориентации, смещенных друг относительно друга на угол 90 градусов. Отверстие крестовой формы также может позволять ограничивать градус возможного поворота вставочного устройства до 90 градусов вместо 180 градусов.
В некоторых вариантах осуществления вставочное устройство содержит переходную часть, где профиль вставочного устройства изменяется от трубчатого к прямоугольному в направлении дальше по ходу потока. В некоторых примерах переходная часть имеет профиль усеченного конуса. В некоторых примерах канал вставочного устройства имеет форму воронки, уменьшающейся в диаметре в направлении выходного отверстия в направлении дальше по ходу потока.В некоторых примерах переходная часть представляет собой отдельную деталь. Полезно, если такая отдельная деталь изготовлена из низкофрикционного материала или содержит низкофрикционное покрытие. Полезно, если такая отдельная деталь изготовлена из керамики.
В некоторых вариантах осуществления входное отверстие является круговым. Благодаря входному отверстию, имеющему круговую форму, вставка ленты токоприемника во вставочное устройство становится проще.
В альтернативных вариантах осуществления входное отверстие представляет собой прорезь.
В некоторых вариантах осуществления входное отверстие имеет крестовую форму.
В некоторых вариантах осуществления вставочное устройство дополнительно содержит гониометр. В конкретных вариантах осуществления гониометр имеет отверстие, через которое может проходить токоприемник, выходящий из вставочного устройства, при этом отверстие гониометра выполнено с возможностью поворота вокруг продольной оси канала. Таким образом может быть точно определен угол токоприемника. Угол может быть выбран для уменьшения изгибания токоприемника в процессе резки.
В некоторых предпочтительных вариантах осуществления вставочное устройство дополнительно содержит средство, обеспечивающее, что при повороте гониометра вокруг продольной оси канала имеет место также поворот: токоприемника, выходного отверстия, входного отверстия и любых их комбинаций. Это средство для поворота одного или более компонентов при повороте гониометра в некоторых вариантах осуществления представляет собой механизм поворота. Механизм поворота может содержать один или более механизмов поворота. Если механизм поворота содержит более одного механизма поворота, каждый механизм поворота может поворачиваться независимо или не независимо от других механизмов поворота. В других вариантах осуществления средство для поворота одного или более компонентов одновременно представляет собой токоприемник. Механизм поворота гониометра или механизм поворота любого другого компонента может быть выполнен и расположен таким образом, что при повороте одного механизма поворота другие компоненты (возможно, все) также могут поворачиваться. Путем обеспечения возможности поворота токоприемника или выходного отверстия или входного отверстия, поворот гониометра одновременно поворачивает соответствующий компонент. Например, поворот выходного отверстия приведет к повороту ленты токоприемника, если лента токоприемника размещена внутри выходного отверстия. В других примерах поворот ленты токоприемника может приводить к повороту выходного отверстия или входного отверстия, или и выходного отверстия, и входного отверстия. Поворот входного отверстия может, например, обеспечивать дополнительную поддержку токоприемника или обеспечивать постепенное изменение ориентации вдоль длины токоприемника. В альтернативных примерах, когда гониометр поворачивают, он может поворачивать ленту токоприемника, входное отверстие, выходное отверстие или любую комбинацию входного отверстия, выходного отверстия или ленты токоприемника. Поворот одного компонента, например гониометра, входного отверстия или выходного отверстия, может принуждать другой компонент к такой же степени поворота по длине или направлению. Механизм поворота для любого из гониометра, входного отверстия или выходного отверстия может содержать свой собственный фиксирующий механизм.
В соответствии с настоящим изобретением также предложен способ позиционирования непрерывной ленты токоприемника в материале, генерирующем аэрозоль. Способ включает этапы: обеспечения наличия непрерывной ленты токоприемника; обеспечения наличия непрерывного листа материала, генерирующего аэрозоль; обеспечение наличия вставочного устройства, причем вставочное устройство содержит: входное отверстие; выходное отверстие; канал между входным отверстием и выходным отверстием; и при этом выходное отверстие выполнено с возможностью поворота вокруг продольной оси канала. Способ также включает этап позиционирования непрерывной ленты материала токоприемника через входное отверстие вставочного устройства, вдоль канала вставочного устройства и через выходное отверстие вставочного устройства для выхода из вставочного устройства. Способ дополнительно включает этап поворота выходного отверстия вставочного устройства до требуемого угла, за счет чего также поворачивается токоприемник на выходном конце вставочного устройства. Способ также включает этап закрепления выходного отверстия вставочного устройства под требуемым углом. Способ включает этап сборки непрерывного листа материала, генерирующего аэрозоль, и непрерывной ленты токоприемника из вставочного устройства. Способ также включает этап обертывания собранного материала с образованием непрерывного стержня.
Таким образом, ленту токоприемника вставляют во входное отверстие вставочного устройства и она выходит из выходного отверстия вставочного устройства под заданным пользователем углом. Например, выходное отверстие можно поворачивать таким образом, чтобы лента токоприемника располагалась под углом, который задан пользователем. Пользователь может выбрать угол, который уменьшает воздействие режущего устройства в процессе резки или уменьшает изгибание токоприемника при нарезании непрерывного стержня на заглушки. Возможность смещать выходное отверстие и, таким образом, положение ленты токоприемника является особенно полезной, поскольку это позволяет модифицировать вариации давлений, оказываемых материалом, генерирующим аэрозоль, на токоприемник. Можно ограничивать или учитывать изгибания токоприемника из-за различных типов лезвий и параметров изготовления. Затем, после того как найден угол ленты токоприемника для ограничения изгибания для конкретной настройки резки, выходное отверстие может быть выборочно зафиксировано на месте, таким образом угол может быть зафиксирован на протяжении длительного использования.
В некоторых предпочтительных вариантах осуществления способ позиционирования непрерывной ленты токоприемника в материале, генерирующем аэрозоль, дополнительно включает этап применения гониометра для измерения угла непрерывной ленты токоприемника при его выходе из вставочного устройства через выходное отверстие вставочного устройства. Таким образом угол токоприемника может быть точно определен, и, соответственно, может быть выбран угол для уменьшения изгибания токоприемника в процессе резки.
В конкретных вариантах осуществления способ дополнительно включает этап размещения непрерывной ленты токоприемника через отверстие в гониометре, где отверстие в гониометре выполнено с возможностью поворота вокруг продольной оси канала вставочного устройства таким образом, что непрерывная лента токоприемника внутри указанного отверстия гониометра, непрерывная лента токоприемника в выходном отверстии вставочного устройства и выходное отверстие вставочного устройства поворачиваются на тот же угол, что и отверстие гониометра. Это обеспечивает одновременный поворот непрерывной ленты токоприемника внутри отверстия гониометра, ленты токоприемника в выходном отверстии вставочного устройства и выходного отверстия.
В конкретных вариантах осуществления способ дополнительно включает этап фиксации выходного отверстия вставочного устройства под определенным углом таким образом, что токоприемник выходит из вставочного устройства под этим конкретным углом, например, перед тем, как непрерывная лента токоприемника будет собрана вместе с материалом, генерирующим аэрозоль. То есть, выходное отверстие вставочного устройства фиксируют под определенным углом перед тем, как непрерывная лента токоприемника будет полностью собрана с материалом, генерирующим аэрозоль. Более конкретно, сборка непрерывной ленты токоприемника с материалами, генерирующими аэрозоль, в некоторых примерах начинается раньше по ходу потока от вставочного устройства, но сборка полностью выполняется или завершается только до фиксации выходного отверстия вставочного устройства под желаемым углом. Таким образом, пользователь может выбрать конкретный угол, соответствующий уменьшенному изгибанию материала токоприемника. Одинаковый угол может быть закреплен без изменений таким образом, что уменьшенное изгибание материала токоприемника может осуществляться на протяжении всей операции изготовления.
В конкретных вариантах осуществления способ дополнительно включает этап удаления гониометра после фиксации выходного отверстия вставочного устройства и перед сборкой непрерывной ленты токоприемника и материала, генерирующего аэрозоль. Таким образом, гониометр не обязательно должен быть постоянно присоединен к вставочному устройству. Удаление гониометра обеспечивает больше рабочего пространства для последующих этапов процесса, т. е. для сборки токоприемника и материала, генерирующего аэрозоль. Удаление гониометра особенно полезно, когда сборку материала, генерирующего аэрозоль, осуществляют по всему вставочному устройству.
Согласно настоящему изобретению дополнительно предложен способ изготовления стержня, генерирующего аэрозоль. Способ включает этапы обеспечения наличия непрерывной ленты токоприемника и позиционирования непрерывной ленты токоприемника. Этап позиционирования непрерывной ленты токоприемника включает позиционирование непрерывной ленты токоприемника внутри вставочного устройства. Вставочное устройство имеет выходное отверстие, входное отверстие, канал между входным отверстием и выходным отверстием, и вставочное устройство дополнительно содержит механизм поворота для поворота выходного отверстия вокруг продольной оси канала. В некоторых примерах, когда материал токоприемника размещен во входном отверстии и выходном отверстии, а в некоторых примерах - в гониометре, токоприемник обладает достаточной жесткостью для того чтобы, когда один компонент (входное отверстие, выходное отверстие, лента токоприемника или гониометр) поворачивает ленту токоприемника в одном положении, он мог обеспечить поворот одного или более компонентов. Способ дополнительно включает этап вставки непрерывной ленты токоприемника через вставочное устройство сначала через входное отверстие, вдоль канала, а затем через выходное отверстие. Способ также включает этап поворота выходного отверстия с непрерывной лентой токоприемника в выходном отверстии до желаемого угла. Способ дополнительно включает этап фиксации выходного отверстия под желаемым углом. Способ включает этап обеспечения наличия непрерывного листа материала, генерирующего аэрозоль. Способ также включает этап сборки непрерывного листа материала, генерирующего аэрозоль, и непрерывной ленты токоприемника. Способ дополнительно включает этап обертывания собранного материала с образованием непрерывного стержня.
Таким образом, ленту токоприемника вставляют во входное отверстие вставочного устройства и она выходит из выходного отверстия вставочного устройства под заданным пользователем углом. Например, выходное отверстие можно поворачивать таким образом, чтобы лента токоприемника располагалась под углом, который задан пользователем. Пользователь может выбрать угол, который уменьшает воздействие режущего устройства в процессе резки или уменьшает изгибание токоприемника при нарезании непрерывного стержня на заглушки. Возможность смещать выходное отверстие и, таким образом, положение ленты токоприемника является особенно полезной, поскольку это позволяет модифицировать вариации давлений, оказываемых материалом, генерирующим аэрозоль, на токоприемник. Можно ограничивать или учитывать изгибания токоприемника из-за различных типов лезвий и параметров изготовления.
В некоторых предпочтительных вариантах осуществления способ изготовления стержня, генерирующего аэрозоль, дополнительно включает этап: применения гониометра для измерения угла токоприемника, когда он выходит из вставочного устройства; входит во вставочное устройство; или как входит во вставочное устройство, так и выходит из него. Применение гониометра для измерения угла токоприемника, когда он выходит из вставочного устройства; входит в вставочное устройство; (или и на входе во вставочное устройство, и на выходе из него) обеспечивает преимущество, поскольку угол токоприемника может быть точно определен. Угол может быть выбран для уменьшения изгибания токоприемника в процессе резки.
В конкретных вариантах осуществления способ дополнительно включает этап поворота гониометра, непрерывной ленты токоприемника, выходного отверстия, входного отверстия или любой их комбинации.
В конкретных вариантах осуществления этап позиционирования непрерывной ленты токоприемника включает позиционирование профиля непрерывной ленты токоприемника в центральном положении материала, генерирующего аэрозоль. За счет позиционирования профиля непрерывной ленты токоприемника в центральном положении токоприемник может равномерно нагревать окружающий материал, генерирующий аэрозоль, тем самым улучшая эффективность использования расходных материалов, генерирующих аэрозоль. Позиционирование профиля непрерывной ленты токоприемника в центральном положении материала, генерирующего аэрозоль, может обеспечивать более равномерный нагрев материала, генерирующего аэрозоль. Соответственно, повышается эффективность применения материалов, генерирующих аэрозоль. Более того, уменьшается количество отходов материала, генерирующего аэрозоль. Также улучшается стабильность материала, генерирующего аэрозоль.
В конкретных вариантах осуществления способ изготовления стержня, генерирующего аэрозоль, дополнительно включает этап образования, по меньшей мере частично, канала в материале, генерирующем аэрозоль, и позиционирования непрерывной ленты токоприемника в канале. За счет образования, по меньшей мере частично, канала в материале, генерирующем аэрозоль, и позиционирования непрерывной ленты токоприемника в этом канале, канал, образованный в материале, генерирующем аэрозоль, обеспечивает средство для позиционирования токоприемника в нем.
В конкретных вариантах осуществления способ изготовления стержня, генерирующего аэрозоль, дополнительно включает этап направления непрерывной ленты токоприемника во вставочном устройстве. Присутствие этапа направления непрерывной ленты токоприемника во вставочном устройстве снижает вероятность застревания токоприемника во вставочном устройстве. Это может сократить время простоя в работе.
В конкретных вариантах осуществления способ изготовления стержня, генерирующего аэрозоль, дополнительно включает этап поддержки непрерывной ленты токоприемника во вставочном устройстве. Таким образом, обеспечивают конструктивную поддержку ленты токоприемника, снижающую износ и повреждение и улучшающую качество токоприемника. В некоторых вариантах осуществления поддержка токоприемника может быть от входного отверстия или выходного отверстия или и от входного отверстия, и от выходного отверстия. В некоторых вариантах осуществления вставочное устройство дополнительно содержит конвейер для поддержки токоприемника между входным отверстием и выходным отверстием. В конкретных вариантах осуществления конвейер содержит бесконечную ленту. В конкретных вариантах осуществления конвейер имеет привод.
В конкретных вариантах осуществления способ изготовления стержня, генерирующего аэрозоль, дополнительно включает этап поворота и фиксации с возможностью отпускания выходного отверстия вставочного устройства. В конкретных вариантах осуществления способ включает этап поворота и фиксации с возможностью отпускания входного отверстия вставочного устройства. В конкретных вариантах осуществления способ включает этап поворота и фиксации с возможностью отпускания токоприемника. В конкретных вариантах осуществления способ включает этап поворота и фиксации с возможностью отпускания любой комбинации: выходного отверстия вставочного устройства; входного отверстия вставочного устройства и токоприемника. Такая компоновка выборочно фиксирует соответствующую часть на месте, что дает возможность зафиксировать угол на протяжении продолжительного использования установки.
Ленту токоприемника можно подавать через вставочное устройство посредством тянущего действия механизма, расположенного дальше по ходу потока от вставочного устройства. Вставочное устройство не обязательно должно иметь какой-либо механизм для обеспечения усилия для перемещения ленты токоприемника вдоль канала между входным отверстием и выходным отверстием. Альтернативные варианты осуществления содержат приводной механизм для перемещения токоприемника вдоль канала от входного отверстия к выходному отверстию. В некоторых вариантах осуществления ленту токоприемника можно подавать через вставочное устройство посредством толкающего действия механизма, расположенного раньше по ходу потока от вставочного устройства. В некоторых вариантах осуществления ленту токоприемника можно подавать через вставочное устройство посредством тянущего действия механизма, расположенного дальше по ходу потока относительно вставочного устройства, и толкающего действия механизма, расположенного раньше по ходу потока от вставочного устройства.
Также в соответствии с настоящим изобретением предусмотрен комплект деталей для установки для изготовления стержня, генерирующего аэрозоль, дополнительно содержащий гониометр.
Для целей настоящего изобретения, используемый в данном документе термин «угол» используется для описания углового смещения между двумя плоскими поверхностями, как, например, между двумя плоскостями. Для целей настоящего изобретения положительный угол - больше нуля (>0), обозначает поворот в направлении против часовой стрелки, а отрицательный угол - меньше нуля (<0), обозначает поворот в направлении по часовой стрелке. Например, угол между входным отверстием вставочного устройства и выходным отверстием вставочного устройства, составляющий 30 градусов, используют для описания ситуации, в которой выходное отверстие смещено относительно входного отверстия на 30 градусов в направлении против часовой стрелки. Угол также может быть определен относительно статического положения отсчета, такого как горизонталь. В качестве примера, угол выходного отверстия, составляющий 15 градусов от горизонтали, используют для описания выходного отверстия, которое расположено под углом или смещено поворотом от горизонтали на 15 градусов в направлении против часовой стрелки.
В настоящем документе термин «изделие, генерирующее аэрозоль» используется для описания изделия, которое способно генерировать или высвобождать аэрозоль. Часто изделие, генерирующее аэрозоль, имеет форму стержня.
Используемый в данном документе термин «устройство, генерирующее аэрозоль» используется для описания устройства для использования с изделием, генерирующем аэрозоль, для обеспечения возможности генерирования или высвобождения аэрозоля, как правило, из изделия, генерирующего аэрозоль.
Используемый в данном документе термин «материал, генерирующий аэрозоль» используется для описания материала, который способствует генерированию или высвобождению аэрозоля или способен генерировать или высвобождать аэрозоль, например, формованного табачного листа. Этот термин также включает материал, который действует в качестве носителя для субстрата, генерирующего аэрозоль, который способствует высвобождению аэрозоля из субстрата, генерирующего аэрозоль.
Используемый в данном документе термин «субстрат, генерирующий аэрозоль» используется для описания субстрата, который способен генерировать или высвобождать аэрозоль, например, формованного табачного листа.
В данном документе термин «гофрированный» обозначает материал, имеющий множество складок или гофров. В некоторых примерах эти складки или гофры являются параллельными. Он также включает процесс гофрирования материала. Складки могут быть продольными, поперечными, идущими под углом, прямыми, волнообразными, непрерывными, прерывистыми или представлять собой любую комбинацию перечисленного. Предпочтительными являются продольные складки, поскольку они помогают собирать материал более контролируемым образом. Продольные складки также улучшают образование каналов потока, равномерное распределение каналов потока и поддержание каналов потока в собранном материале по сравнению с негофрированными или гофрированными иным образом листами. Собранный материал, как правило, будет представлять собой непрерывный лист материала, генерирующего аэрозоль, и непрерывную ленту токоприемника.
Используемый в данном документе термин «гарнитура» используется для описания части установки или узла, применяемого для обертывания сердечника стержня, генерирующего аэрозоль. Например, узел гарнитуры может иметь формующий канал, где полотно оборачивают вокруг сердечника стержня, генерирующего аэрозоль.
Используемый в данном документе термин «собирать» или «собранный» используется для описания свертывания, складывания или иного сжатия или компактизации материала (часто листа, или волокон, или текстиля) в направлении, по сути поперечном направлению дальше по ходу потока установки. Этот термин также включает сжатие или сдавливание нитей в направлении, по существу поперечном направлению дальше по ходу потока установки.
Используемый в данном документе термин «гониометр» используется для описания устройства, которое способно измерять угловые смещения, например, между двумя поверхностями или между двумя плоскостями. В некоторых примерах предусмотрены метки на входных отверстиях и выходных отверстиях, которые дают возможность измерения гониометром угловых смещений.
Используемый в данном документе термин «индуктивный нагрев» или «индукционный нагрев» используют для описания процесса нагревания объекта с применением электромагнитной индукции. Индукционный нагрев можно осуществлять без контакта с источником тепла, например, с использованием вихревых токов.
В данном документе термин «вставочное устройство» используется для описания устройства, применяемого для облегчения размещения или расположения одного объекта внутри другого. Например, вставочное устройство используют для описания устройства, которое помещает токоприемник внутрь непрерывного стержня или заглушки из стержня для расходного материала, генерирующего аэрозоль.
В данном документе термин «продольная ось канала» используется для описания направления между ближним и дальним концами канала.
В данном документе термин «лист» или «листовой материал» используется для описания в целом плоского пластинчатого элемента, причем его ширина и длина по существу больше, чем его толщина. Например, непрерывный лист материала, генерирующего аэрозоль.
Используемый в данном документе термин «прорезь» используют для описания отверстия, один размер которого в целом больше, чем другой размер.
В данном документе термин «токоприемник» («сусцептор») используется для описания материала, который способен преобразовывать электромагнитную энергию в тепло. Это включает металл, например алюминий.
Любой из признаков или этапов, описанных в данном документе в связи с одним вариантом осуществления, аспектом или примером установки (включая способ) для изготовления стержня, генерирующего аэрозоль, способа позиционирования непрерывной ленты токоприемника (сусцептора) в материале, генерирующем аэрозоль, или стержня, генерирующего аэрозоль, из него, или любого из установки (включая способ) для изготовления стержня, генерирующего аэрозоль, способа позиционирования непрерывной ленты токоприемника (сусцептора) в материале, генерирующем аэрозоль, или стержня, генерирующем аэрозоль, может быть в равной степени применим к любому варианту осуществления, аспекту или примеру любого из материала, генерирующего аэрозоль, установки (включая способ) для изготовления стержня, генерирующего аэрозоль, и способа позиционирования непрерывной ленты токоприемника (сусцептора) в материале, генерирующем аэрозоль.
Далее рассмотрим графические материалы, которые иллюстрируют один или более аспектов, описанных в настоящем изобретении. Тем не менее, должно быть понятно, что и другие аспекты, не изображенные на чертежах, находятся в рамках объема настоящего изобретения. Схожие номера позиций обозначают на фигурах сходные компоненты, этапы и т. п. Однако следует понимать, что использование номера позиции для обозначения компонента на определенной фигуре не предназначено для ограничения компонента на другой фигуре, отмеченного тем же самым номером позиции. В дополнение, использование разных номеров позиций для обозначения компонентов на разных фигурах не предназначено для указания того, что компоненты с разными номерами позиций не могут быть одинаковыми или схожими с компонентами, пронумерованными иным образом. Фигуры представлены с целью иллюстрации, а не ограничения. Схематические изображения, представленные на фигурах, не обязательно выполнены в масштабе.
Фиг. 1 представляет собой схематический вид сбоку непрерывного стержня после разрезания, на котором показан токоприемник (сусцептор) внутри расходного материала, генерирующего аэрозоль.
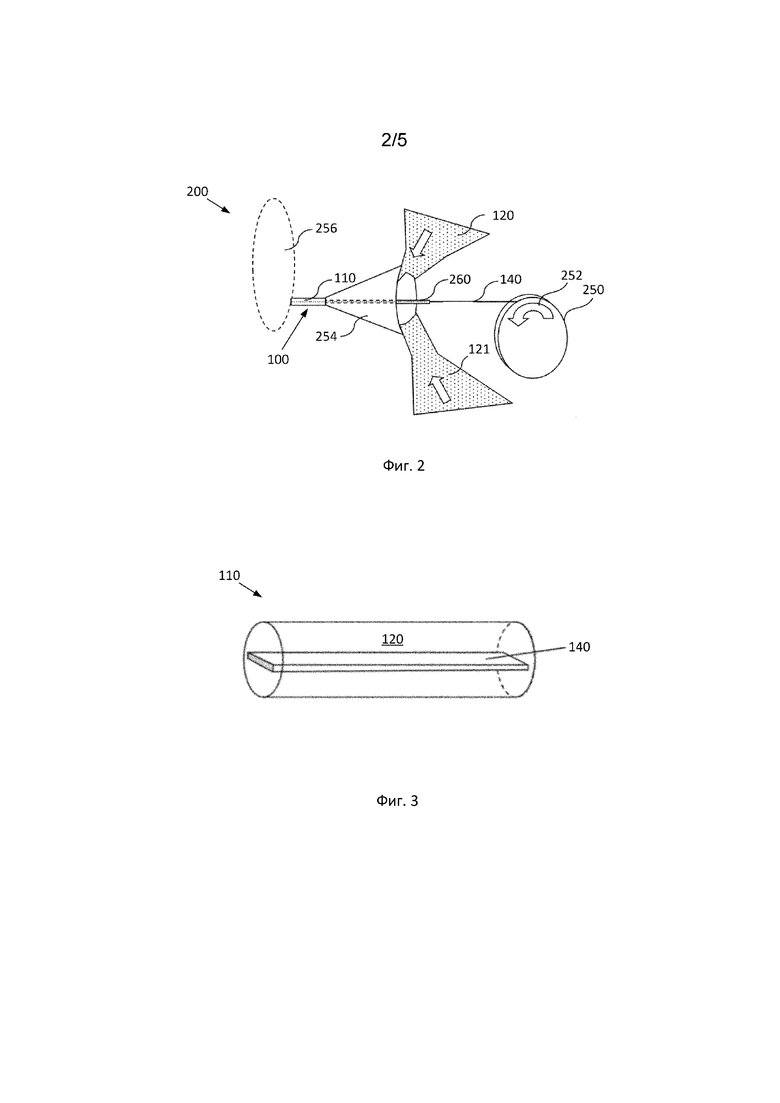
Фиг. 2 представляет собой схематический вид установки, применяемой для изготовления стержня, генерирующего аэрозоль.
На Фиг. 3 показан схематический вид в перспективе ленты токоприемника (сусцептора) внутри непрерывного стержня.
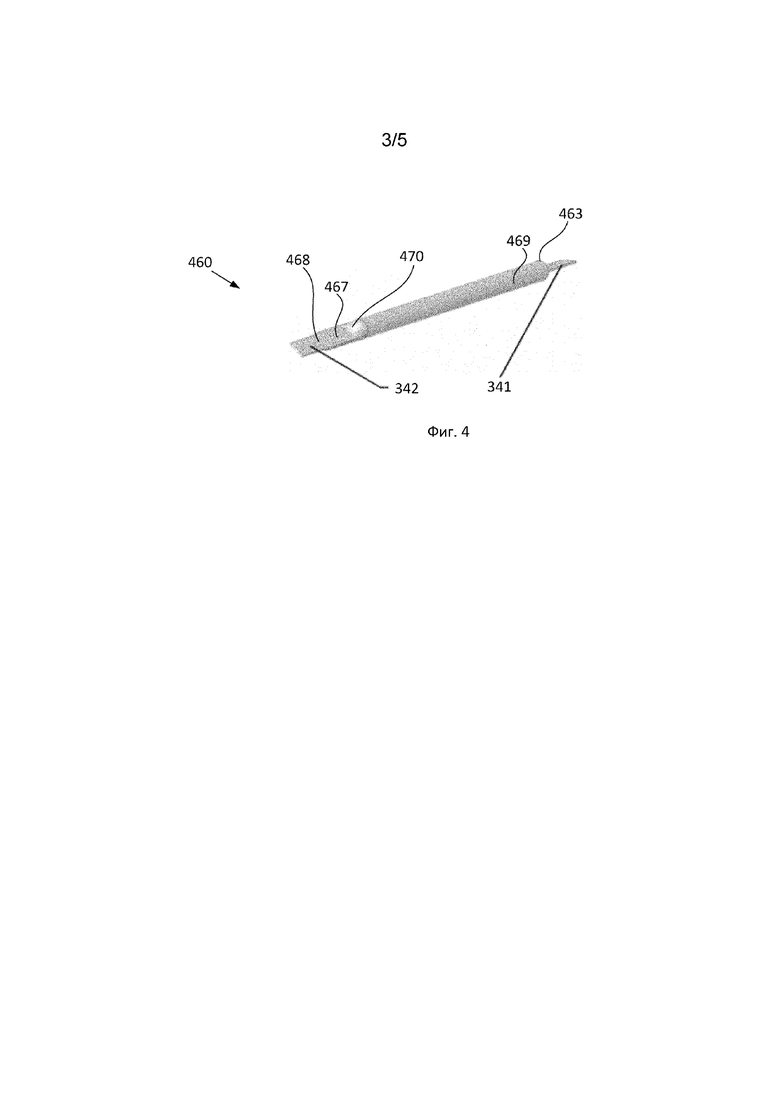
На Фиг. 4 показан схематический вид в перспективе вставочного устройства со вставленным в него токоприемником (сусцептором).
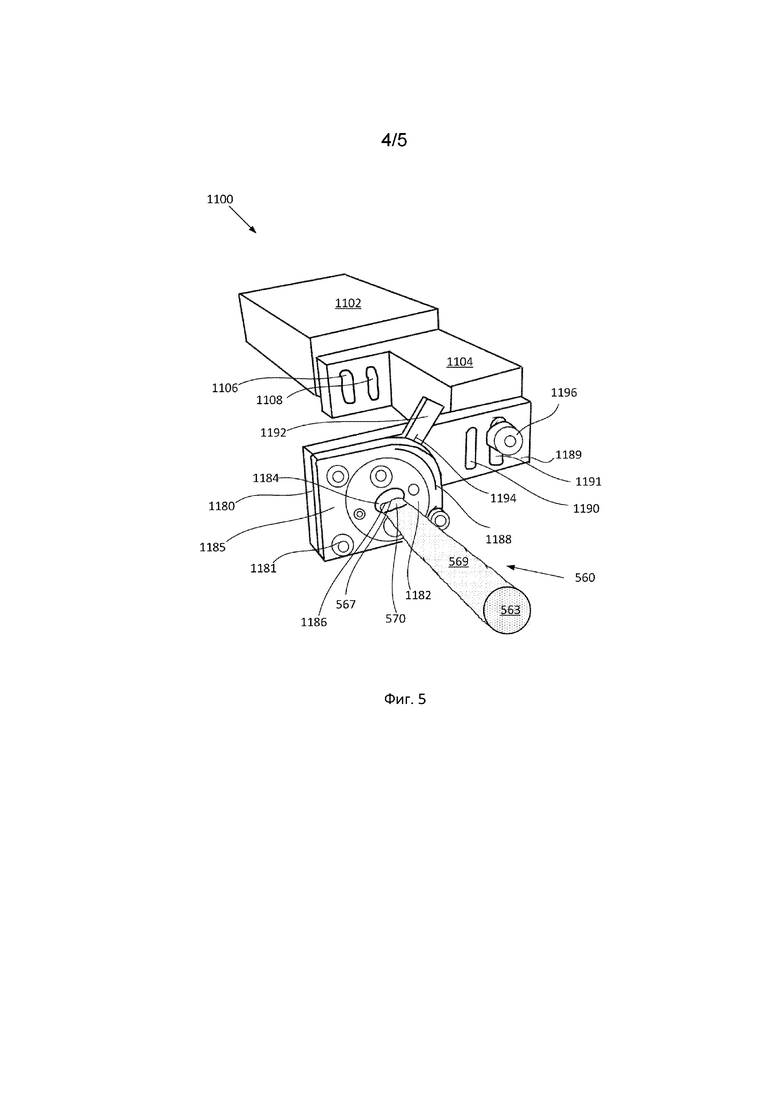
Фиг. 5 представляет собой схематический вид в перспективе установки для ориентирования.
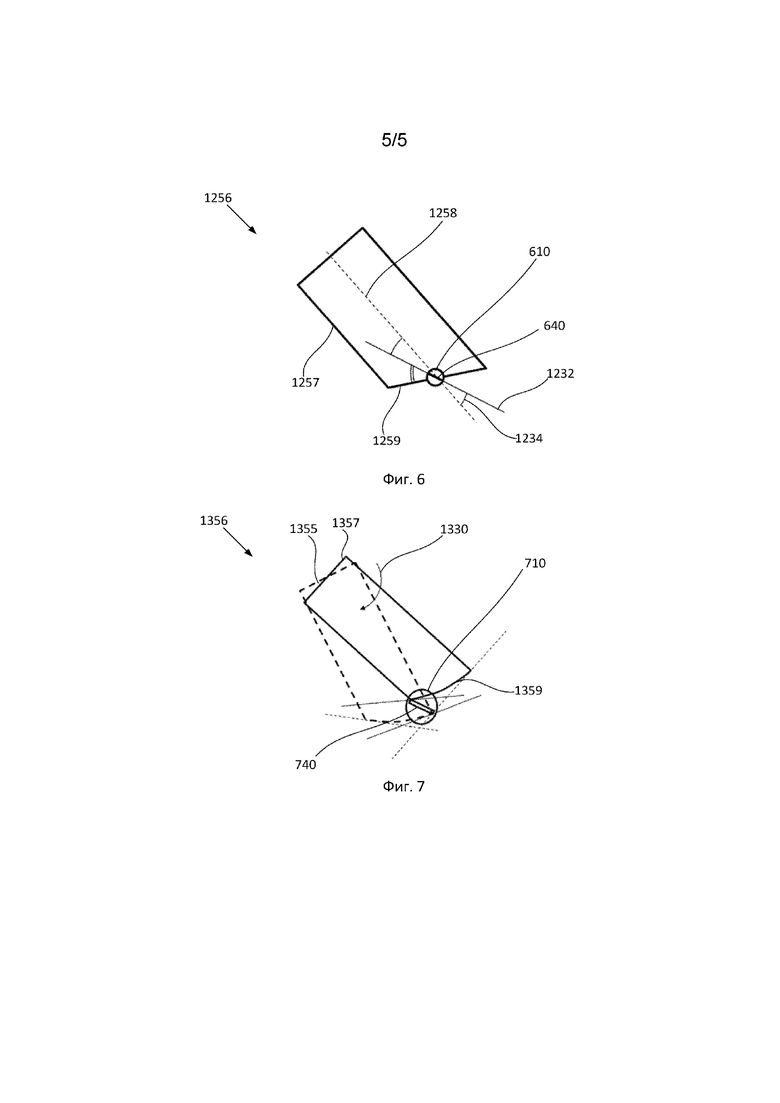
Фиг. 6 представляет режущее устройство, используемое для разрезания непрерывного стержня, содержащего в себе токоприемник (сусцептор).
Фиг. 7 представляет другое режущее устройство, используемое для разрезания непрерывного стержня, содержащего в себе токоприемник (сусцептор).
На Фиг. 1 показан пример непрерывного стержня 10. Непрерывный стержень 10 имеет трубчатую форму, имеющую в целом круглое сечение, образованное внешней стенкой, образованной из обертки 30. Стержень 10 заполнен материалом 20, генерирующим аэрозоль. В этом примере стержень 10 заполнен формованным табачным листом 20 (TCL). Стержень 10 может быть заполнен другим материалом, генерирующим аэрозоль, отличным от формованного табачного листа. Лента токоприемника (сусцептора) 40 расположена в центре непрерывного стержня 10. Лента токоприемника 40 имеет первый конец 41, второй конец 42и основной элемент 43. Основной элемент 43 проходит между первым концом 41 и вторым концом 42. Основной элемент 43 имеет криволинейную U-образную форму, образованную во время процесса разрезания непрерывного стержня 10. Перед процессом резки токоприемник (сусцептор) 40 является в целом плоским. Во время резки вращающееся режущее устройство (не показано) воздействует на ленту токоприемника 40 и деформирует токоприемник 40 таким образом, что основной элемент 43 имеет криволинейный профиль. Материал токоприемника 40 находится в непосредственной близости от материала 20, генерирующего аэрозоль.В данном конкретном примере первый конец 41 ленты токоприемника 40 и второй конец 42 ленты токоприемника 40 расположены на центральной линии 12 непрерывного стержня 20. Перед процессом резки лента токоприемника 40 имеет плоскую форму, которая полностью расположена на центральной линии 12 непрерывного стержня 10. Во время резки воздействие от лезвия режущего устройства деформирует основной элемент 43 в сторону от центральной линии 12 непрерывного стержня 20. При использовании переменное магнитное поле создает вихревые токи на ленте токоприемника 40, что приводит к нагреванию токоприемника 40. Поскольку лента токоприемника 40 размещена внутри или в непосредственной близости от материала 20, генерирующего аэрозоль, лента токоприемника 40 нагревает окружающий материал 20, генерирующий аэрозоль. Однако, то, что основной элемент 43 ленты токоприемника 40 деформирован в сторону от центра непрерывного стержня 20, приводит к возникновению потерь эффективности. То есть материал 20, генерирующий аэрозоль, который находится дальше от ленты токоприемника 40, нагревается в меньшей степени, или может не генерировать аэрозоль эффективным образом.
На Фиг. 2 показана схема установки 200, используемой для изготовления стержня 100, генерирующего аэрозоль. Непрерывную ленту токоприемника (сусцептора) 140 подают с бобины 250 путем вращения бобины в направлении, в целом показанном стрелкой 252. В этом примере токоприемник 140 имеет плоскую прямоугольную форму и выполнен из металла. В этом примере токоприемник (сусцептор) имеет длину, значительно превышающую ширину. Токоприемник 140 также может быть другой формы. Токоприемник также может содержать различные материалы. Токоприемник 140 вставляют во впускной конец (не показан) вставочного устройства 260. Вставочное устройство 260 также имеет выпуск (не показан). Вставочное устройство 260 помещает токоприемник 140 в воронку 254. Первый лист 120, генерирующий аэрозоль, и второй лист 121, генерирующий аэрозоль, также втягивают в воронку 254 таким образом, что токоприемник 140 располагается между первым листом 120, генерирующим аэрозоль, и вторым листом 121, генерирующим аэрозоль. Затем первый лист 120, генерирующий аэрозоль, второй лист 121, генерирующий аэрозоль, и токоприемник 140 сжимают в стержень 110. В других примерах вставочное устройство 260 помещает токоприемник 140 в воронку 254, и вокруг токоприемника собирают единственный лист, генерирующий аэрозоль. Таким образом, лист, генерирующий аэрозоль, втягивают в воронку 254 таким образом, что токоприемник 140 собирают с единственным листом, генерирующим аэрозоль. Стержень 110 имеет по существу требуемый диаметр конечных расходных материалов, генерирующих аэрозоль. Затем стержень 110 оборачивают в оберточный материал (не показан), а затем разрезают вращающимся режущим устройством 256 на заглушки (не показаны) желаемой длины. В этом примере непрерывный стержень 110 разрезают на заглушки с помощью вращающегося режущего устройства 256. Другие средства могут быть использованы для разрезания непрерывного стержня 110, такие как нож, обрезные приспособления или гильотинное лезвие. В этом примере первый лист 120, генерирующий аэрозоль, и второй лист 121, генерирующий аэрозоль, оба представляют собой листы формованного табачного листа. Первый и второй листы 120, 121, генерирующие аэрозоль, могут представлять собой другие материалы. Первый лист 120, генерирующий аэрозоль, и второй лист 121 , генерирующий аэрозоль, могут быть разными материалами. В этом примере листы 120, 121 формованного табачного листа являются негофрированными. В другом примере листы 120, 121 формованного табачного листа являются гофрированными.
На Фиг. 3 показан непрерывный стержень 110, имеющий цилиндрическую продолговатую форму. Непрерывный стержень 110 содержит токоприемник 140, имеющий плоскую прямоугольную форму. Лента токоприемника 140 проходит вдоль длины непрерывного стержня 110 в этом примере. В некоторых примерах токоприемник 140 проходит частично вдоль длины непрерывного стержня 110. С целью повышения эффективности применения расходных материалов, генерирующих аэрозоль, токоприемник 140 размещают по существу в середине непрерывного стержня 110. Например, токоприемник 140 может быть размещен в середине непрерывного стержня 110 в горизонтальной плоскости. В альтернативных примерах токоприемник 140 может быть размещен в середине непрерывного стержня 110 в вертикальной плоскости. За счет размещения токоприемника 140 по существу в середине непрерывного стержня 110 материал 120, генерирующий аэрозоль, равномерно распределяется по обеим сторонам токоприемника 140.Материал 120, генерирующий аэрозоль, можно нагревать с получением аэрозоля. Ориентация токоприемника 140 в стержне 110, генерирующем аэрозоль, может быть расположена таким образом, что воздействие вращающегося режущего устройства (256, Фиг. 2) на токоприемник 140 уменьшается. Ориентация токоприемника 140 внутри стержня 110, генерирующего аэрозоль, также может быть расположена таким образом, что деформация или смещение токоприемника 140 уменьшается. Выравнивание токоприемника или ориентация токоприемника 140 могут быть реализованы путем ориентирования вставочного устройства 260, как будет описано ниже.
На Фиг. 4 показан пример вставочного устройства 460. Вставочное устройство 460 имеет продольную ось и в целом имеет продолговатую форму. Вставочное устройство 460 является полым, имеет трубчатую форму на впускном конце 463. Вставочное устройство 460 имеет выпускной конец, имеющий прямоугольную внутреннюю и внешнюю поверхности. В направлении расположенного раньше по ходу потока конца вставочное устройство имеет начальную секцию, имеющую трубчатое входное отверстие 463. В направлении расположенного дальше по ходу потока конца вставочное устройство 460 имеет концевую секцию 467. Концевая секция 467 имеет выходное отверстие 468. Длина концевой секции 467 в этом примере составляет 2,15 миллиметра (мм). Канал 469 (также известный как направляющая трубка 469) проходит между входным отверстием 463 и выходным отверстием 468. Длина канала 469 в этом примере составляет 400 миллиметров (мм). В этом примере выходное отверстие 468 имеет форму прорези. В других примерах выходное отверстие 468 имеет другую форму, такую как эллипс или крест. Значительная часть канала 469, начиная с расположенного раньше по ходу потока конца вставочного устройства 460, имеет трубчатую форму. Вставочное устройство 460 содержит переходную часть 470, где профиль вставочного устройства 460 изменяется от трубчатого к прямоугольному в направлении дальше по ходу потока. В некоторых примерах переходная часть 470 имеет профиль усеченного конуса. В некоторых примерах канал 469 вставочного устройства 460 имеет форму воронки, уменьшающейся в диаметре в направлении выходного отверстия 468 в направлении дальше по ходу потока. В некоторых примерах переходная часть 470 представляет собой отдельную деталь, выполненную из керамики. Это особенно полезно, поскольку переходная часть может быть заменяемой в зависимости от применения. Переходная часть 470 также может быть заменена без необходимости замены всей конструкции, например, из-за износа или повреждения.
Внутри вставочного устройства 460 вставлен токоприемник 340. Вставочное устройство 460 повернуто вокруг его продольной оси таким образом, что асимметричные части вставочного устройства 460 располагаются под углом. То есть переходная часть 470, концевая секция 467 и выходное отверстие 468 повернуты вокруг продольной оси вставочного устройства 460. Поскольку переходная часть 470, концевая секция 467 и выходное отверстие 468 не являются симметричными, поворот вставочного устройства 460 приводит к тому, что переходная часть 470, концевая секция 467 и выходное отверстие 468 располагаются под углом относительно канала 469 и входного отверстия 463. В этом примере вставочное устройство 460 повернуто на угол 45 градусов в направлении по часовой стрелке (если смотреть со стороны входного отверстия 463 вставочного устройства 460 в направлении дальше по ходу потока) вокруг его продольной оси относительно горизонтали. Вставочное устройство 460 может быть повернуто на другой угол, такой как 15 градусов, 30 градусов, 60 градусов или 75 градусов или любой подходящий угол. Вставочное устройство 460 может быть повернуто в направлении против часовой стрелки (если смотреть со стороны входного отверстия 463 вставочного устройства 460 в направлении дальше по ходу потока). Первый конец 341 токоприемника 340 удерживается во входном отверстии 463 вставочного устройства 460, а второй конец 342 токоприемника 340 удерживается в выходном отверстии 468. При повороте вставочного устройства460 второй конец 342 токоприемника 340 поворачивается с концевой секцией 467 вокруг продольной оси вставочного устройства 460. Это приводит к угловому смещению второго конца 342 токоприемника 340 относительно первого конца 341 токоприемника 340. Второй конец 342 токоприемника 340 поворачивается относительно первого конца 341 токоприемника 340. В некоторых примерах входное отверстие 463 не наклоняют специально. Например, впускной конец вставочного устройства 460 может иметь трубчатую форму. Токоприемник 340 вставляют под любым углом во входное отверстие 463 и затем поворачивают на желаемый угол, задаваемый выходным отверстием 468.
На Фиг. 5 показан поворотный механизм 1100, который используется для поворота вставочного устройства. Поворотный механизм 1100 состоит из трех основных частей: соединителя 1102, регулятора 1104 высоты и устройства 1180 для задания угла. Соединитель 1102 обеспечивает механическое соединение с установкой для изготовления, соединяя устройство 1180 для задания угла с остальной установкой. В некоторых вариантах осуществления устройство 1180 для задания угла связано соединителем 1102 с оберточной станцией. В некоторых других примерах устройство 1180 для задания угла связано со станцией резки. Остальная часть установки для изготовления не ограничивается оберточной станцией и станцией резки. Устройство 1180 для задания угла содержит пластину 1185 для задания угла, которая закреплена на позиционирующей пластине 1189 посредством размещения фиксатора (не показан) внутри отверстий 1181.
На пластине 1185 для задания угла расположен вращающийся диск 1182, который соединен с гониометром, имеющим рычаг 1192 и шкалу 1188. Вращающийся диск 1182 перемещается в пределах пластины 1185 для задания угла и соединен с рычагом 1192. Рычаг 1192 имеет метку 1194 рычага, которая выравнивается с шкалой 1188 для визуального представления углового положения вращающегося диска 1182. В этом примере вращающийся диск 1182 также снабжен метками диска (не показаны), указывающими угловое положение вращающегося диска 1182. Пластина 1185 для задания угла установлена на позиционирующей пластине 1189 посредством размещения фиксатора внутри отверстий 1181. Позиционирующая пластина 1189 снабжена регулировочными отверстиями 1190, 1191. Более конкретно, позиционирующая пластина 1189 снабжена главным регулировочным отверстием 1191 и боковым регулировочным отверстием 1190 с любой стороны от главного регулировочного отверстия 1191. Каждое из регулировочных отверстий 1191 имеет в целом эллиптическую форму. Регулировочные отверстия 1190, 1191 имеют форму для размещения фиксатора или штифта (не показан) таким образом, чтобы прикреплять устройство 1180 для задания угла к регулятору 1104 высоты. Регулировочные отверстия 1190, 1191 позволяют смещать позиционирующую пластину 1189 в вертикальном направлении (вверх или вниз) и затем фиксировать на месте с помощью фиксатора, такого как, например, гайка с винтовой резьбой. Фиксатор (не показан) может быть размещен в одном или обоих из отверстий 1190, 1191 для обеспечения наклона устройства 1180 для задания угла.
Более конкретно, первый фиксатор (не показан) может быть размещен в одном из отверстий 1190, а затем другой фиксатор (не показан) может быть размещен в другом из отверстий 1190 на высоте, отличной от высоты первого фиксатора. Регулятор 1104 высоты аналогично оснащен регулировочными отверстиями 1106, 1108. Регулировочные отверстия 1106, 1108 имеют форму для размещения фиксатора или штифта (не показаны) для прикрепления регулятора 1104 высоты к соединителю 1102. Регулировочные отверстия 1106, 1108 позволяют смещать регулятор 1104 высоты в вертикальном направлении (вверх или вниз) и затем фиксировать на месте с помощью фиксатора (не показан). Вращающийся диск 1182имеет утопленную поверхность 1184, снабженную отверстием 1186 в форме прорези, которое выполнено с возможностью приема концевой части вставочного устройства (не показано). Отверстие 1186 немного больше, чем концевая часть вставочного устройства (вставочное устройство), таким образом, что концевая часть вставочного устройства (не показана) может быть вставлена внутрь прорези 1186. В этом примере отверстие 1186 выполнено в форме прорези. Форма прорези отверстия 1186 соответствует плоской форме токоприемника (не показан). Вместо этого отверстие может иметь крестовую форму или круговую форму, которая соответствует желаемой форме токоприемника (не показана) или профилю концевой секции вставочного устройства (не показана), или и желаемой форме, и профилю токоприемника.
Вставочное устройство 560 вставляют в ориентирующее устройство 1100. Вставочное устройство 560 является по существу таким же, как вставочное устройство 460 по Фиг. 4, и поэтому оно не будет описано здесь подробно. Вставочное устройство 560 является полым, имеет трубчатую форму на впускном конце 563 (входное отверстие). То есть, в направлении к расположенному раньше по ходу потока концу вставочное устройство 560 имеет трубчатое входное отверстие 563. В направлении расположенного дальше по ходу потока конца вставочное устройство 560 имеет концевую секцию 567. Канал 569 проходит между расположенным раньше по ходу потока концом и расположенным дальше по ходу потока концом вставочного устройства 560. Существенная длина канала 569 имеет трубчатую форму, определяющую полую секцию вставочного устройства 560. Концевая секция 567 имеет прямоугольную форму, определяющую выходное отверстие (не показано). Вставочное устройство 560 содержит переходную часть 570, где профиль вставочного устройства 560 изменяется от трубчатого профиля к прямоугольному профилю. В некоторых примерах переходная часть 570 имеет форму усеченного конуса. В некоторых примерах переходная часть 570 вставочного устройства 560 имеет форму воронки, уменьшающуюся в диаметре в направлении концевой секции 567. В некоторых примерах канал 569 имеет форму воронки.
Все еще ссылаясь на Фиг. 5, вставочное устройство 560 вставлено в устройство 1180 для задания угла. Более конкретно, концевая секция 567 вставочного устройства 560 вставлена в отверстие 1186 вращающегося диска 1182 таким образом, что вставочное устройство 560 удерживается на месте внутри диска 1182 и, соответственно, внутри устройства 1180 для задания угла. Это позволяет вращать вращающийся диск 1182 путем воздействия на рычаг 1192, например, для установки его на желаемый угол. Затем вставочное устройство 560 вставляют в отверстие 1186 вращающегося диска 1182 таким образом, что вставочное устройство смещено под углом. В некоторых примерах вращающийся диск 1182 затем фиксируют в желаемом положении путем вставки стопорных штифтов или другого фиксирующего механизма в приемные отверстия (не показаны) во вращающемся диске 1182. В других примерах стопорную гайку (не показана) или стопорный элемент (не показан) размещают на вставочном устройстве 560 для предотвращения углового перемещения вставочного устройства 560 вокруг его продольной оси. Угловое смещение вставочного устройства 560 может быть заблокировано и разблокировано, например, с помощью системы винтов и гаек (не показана). Вращающийся диск 1182 может вращаться, когда вставочное устройство 560 вставлено во вращающийся диск 1182 таким образом, что вставочное устройство 560 также может быть смещено по углу, например, путем воздействия на рычаг 1192.
В процессе использования устройство 1180 для задания угла расположено на месте воронки (254, см. Фиг. 2). В этом конкретном примере отверстие 1186 выровнено со входом воронки. Концевая секция 567 вставочного устройства 560 расположена в отверстии 1186 вращающегося диска 1182. Затем вращающийся диск 1182 вращают таким образом, что выходное отверстие вставочного устройства 560 поворачивается вокруг продольной оси канала 569. Выравнивание метки 1194 рычага 1192 и шкалы 1188 указывает угловое смещение вставочного устройства 560 и, соответственно, токоприемника. В других примерах вращающийся диск 1182 имеет метки (не показаны), которые обеспечивают визуальное представление углового смещения. После фиксации углового положения вставочного устройства 560 на месте, устройство 1180 для задания угла снимают и заменяют воронкой (не показана). Таким образом выбирают желаемый угол, под которым концевая секция 567 вставочного устройства 560 размещена в воронке (не показана). Таким образом, токоприемник (не показан) может быть вставлен с впускного конца 563 вставочного устройства 560. Затем токоприемник (не показан) протягивают через канал 569 в направлении концевой секции 567 в направлении выходного отверстия. Соответственно, токоприемник поворачивается внутри вставочного устройства 560 когда токоприемник поступает во вставочное устройство 560 с бобины (не показана) и выходит из вставочного устройства 560 через концевую секцию 567 под желаемым углом. Затем непрерывный лист из материала, генерирующего аэрозоль (120, см. Фиг. 2), собирают вместе с материалом токоприемника из вставочного устройства 560 с оборачиванием с образованием непрерывного стержня (110, см. Фиг. 2). За счет подачи токоприемника через вставочное устройство 560 токоприемник наклоняют под желаемым углом так, что при резке непрерывного стержня (не показано) уменьшается изгибание токоприемника. В этом примере непрерывный стержень режут с помощью вращающегося режущего устройства (не показано). В одном конкретном примере режущее устройство вращается со скоростью, составляющей примерно 880 оборотов в минуту (об/мин). Можно выбрать другие скорости, такие как 800, 900 или 1000 оборотов в минуту, например.
В другом примере использования обеспечивают наличие непрерывной ленты материала токоприемника и обеспечивают наличие непрерывного листа материала, генерирующего аэрозоль (не показан). Непрерывную ленту материала токоприемника подают через вставочное устройство 560. Выходное отверстие вставочного устройство 560 позиционируют в устройстве 580 для задания угла и поворачивают до желаемого угла таким образом, что материал токоприемника в концевой секции 567 вставочного устройства 560 также поворачивается. Выходное отверстие фиксируют, и непрерывный лист материала, генерирующего аэрозоль (не показан), и токоприемник (не показан), который позиционирован под желаемым углом, собирают вместе с образованием непрерывного стержня материала, генерирующего аэрозоль (не показан), и материала токоприемника. В некоторых примерах непрерывный стержень затем нарезают с помощью вращающегося режущего устройства (не показано) с образованием заглушек.
Входное отверстие на впускном конце 563 вставочного устройства 560 может быть выполнено с возможностью поворота посредством устройства для задания угла (не показано), имеющего по существу такую же конструкцию, что и устройство 1180 для задания угла. В конкретных примерах впускной конец 563 устройства для задания угла содержит стопорный узел, который фиксирует поворот входного отверстия в желаемом положении.
Теперь обратимся к Фиг. 6, на которой показано режущее устройство 1256, используемое для разрезания непрерывного стержня 610.Режущее устройство 1256 содержит лезвие 1257. Лезвие 1257 соединено с вращающимся диском (не показан). Это позволяет лезвию 1257 перемещаться по траектории вращения, определяемой диском (не показан), для резки непрерывного стержня 610.В этом примере лезвие 1257 вращается со скоростью 880 оборотов в минуту. Лезвие 1257 оснащено режущей кромкой 1259. Режущая кромка 1259 в этом примере имеет прямолинейный скос. Длина лезвия в этом конкретном примере составляет 100 мм. Лезвие является обоюдоострым. Внутри непрерывного стержня 610 расположен токоприемник 640. В этом примере токоприемник 640 позиционирован на 30 градусов относительно горизонтали в направлении по часовой стрелке. В других примерах токоприемник 640 может быть позиционирован под другим углом относительно горизонтали, таким как 15 градусов, 45 градусов, 60 градусов, 75 градусов или любой подходящий угол. Изменение угла токоприемника 640 также изменяет угол 1234, образованный между осью 1232 токоприемника 640 и осью 1258 лезвия 1257. Угол 1234 между осью 1232 токоприемника 640 и осью 1258 лезвия 1257 изменяют с помощью поворотного механизма 1100, описанного в данном документе ранее со ссылкой на Фиг. 5. Путем модификации угла 1234 изменяют угол токоприемника 640 в зависимости от профиля лезвия 1257. Это может быть оптимизировано для уменьшения формования токоприемника 640 в результате воздействия лезвия 1257. Более того, оптимизация угла может приводить к уменьшению сил, прикладываемых к токоприемнику 640 материалом, генерирующим аэрозоль (не показан). Кроме того, путем регулировки угла токоприемника 640 можно изменить характер складывания или сжимания материала, генерирующего аэрозоль. Например, угол токоприемника 640 может влиять на то, как материал, генерирующий аэрозоль, сжимается внутри воронки (не показана).
На Фиг. 7 показано другое режущее устройство 1356, используемое для разрезания непрерывного стержня 710, содержащего токоприемник 740 внутри непрерывного стержня 710. Режущее устройство 1356 содержит лезвие 1357. Лезвие 1357 соединено с вращающимся диском (не показан) и выполнено с возможностью перемещения по траектории вращения, определенной диском (не показан). Лезвие 1357 в этом примере имеет режущую кромку 1359, имеющую криволинейный профиль. В этом примере дуга режущей кромки 1359 имеет радиус 200 мм. Из-за кривизны режущей кромки 1359 угол, образуемый между лезвием 1357 и токоприемником 740, варьирует вдоль разреза. Перемещение лезвия 1357 в целом обозначено стрелкой 1330. Более конкретно, на Фиг. 7 показано перемещение лезвия из первого положения 1357 во второе положение 1355. Рядом с началом разреза в первом положении 1357A угол, образованный между лезвием 1357 и токоприемником 740, является маленьким. Затем угол увеличивается от начала разреза к концу разреза из-за дуги режущей кромки 1359 лезвия.
Все научные и технические термины, используемые в данном документе, имеют значения, обычно используемые в данной области техники, если не указано иное. Приведенные в данном документе определения предназначены для облегчения понимания определенных терминов, часто используемых в данном документе.
Используемые в настоящем описании и формуле изобретения формы единственного числа охватывают варианты осуществления, содержащие ссылки на множественное число, если содержании явно не указывает на иное.
Используемый в настоящем описании и прилагающейся формуле изобретения союз «или» в целом используется в своем значении, включающем в альтернативном варианте осуществления или дополнительно, если содержание явно не указывает на иное.
Используемые в настоящем документе выражения «иметь», «имеющий», «включать», «включающий», «содержать», «содержащий» или им подобные используются в своем широком смысле и в целом означают «включающий без ограничения». Следует понимать, что выражения «состоящий по существу из», «состоящий из» и т. п. относятся к категории «содержащий» и т. п.
Слова «предпочтительный» и «предпочтительно» относятся к тем вариантам осуществления настоящего изобретения, которые могут обеспечивать определенные преимущества при определенных условиях. Однако другие варианты осуществления также могут быть предпочтительными при тех же или других обстоятельствах. Кроме того, описание одного или более предпочтительных вариантов осуществления не означает, что другие варианты осуществления не являются полезными, и не предназначено для исключения других вариантов осуществления из объема настоящего изобретения, включая формулу изобретения.
Любое направление, упоминаемое в данном документе, такое как «верх», «низ», «левый», «правый», «верхний», «нижний», и другие направления или ориентации описаны в данном документе для ясности и краткости и не предназначены для ограничения фактического устройства или системы. Устройства и системы, описанные в данном документе, могут использоваться с разными направлениями и ориентациями.
Варианты осуществления, приведенные в качестве примеров выше, не являются ограничивающими. Специалистам в данной области техники должны быть очевидны и другие варианты осуществления, наряду с вышеописанными вариантами осуществления.

Установка для изготовления стержня (10), генерирующего аэрозоль, содержащая вставочное устройство (260) для направления непрерывной ленты токоприемника (сусцептора) (40), причем вставочное устройство содержит входное отверстие, выходное отверстие, канал между входным отверстием и выходным отверстием и поворотный механизм для поворота выходного отверстия вокруг продольной оси канала, сборочный механизм для сборки непрерывного листа материала (20, 120), генерирующего аэрозоль, и непрерывной ленты токоприемника (сусцептора) из вставочного устройства и оберточное устройство для оборачивания собранного материала с образованием непрерывного стержня. Способ применения установки для позиционирования непрерывной ленты токоприемника (сусцептора) в материале, генерирующем аэрозоль. Способ применения установки для изготовления стержня, генерирующего аэрозоль. 3 н. и 12 з.п. ф-лы, 7 ил.
1. Установка для изготовления стержня, генерирующего аэрозоль, содержащая:
вставочное устройство для направления непрерывной ленты сусцептора, при этом вставочное устройство содержит: входное отверстие; выходное отверстие; канал между входным отверстием и выходным отверстием; и поворотный механизм для поворота выходного отверстия вокруг продольной оси канала;
собирающий механизм для сборки непрерывного листа материала, генерирующего аэрозоль, и непрерывной ленты сусцептора из вставочного устройства; и
оберточное устройство для обертывания собранного материала с образованием непрерывного стержня.
2. Установка для изготовления стержня, генерирующего аэрозоль, по п. 1, отличающаяся тем, что вставочное устройство дополнительно содержит фиксирующий механизм для фиксации поворота выходного отверстия в конкретном положении.
3. Установка для изготовления стержня, генерирующего аэрозоль, по любому из предыдущих пунктов, отличающаяся тем, что выходное отверстие представляет собой прорезь.
4. Установка для изготовления стержня, генерирующего аэрозоль, по любому из предыдущих пунктов, отличающаяся тем, что входное отверстие является круговым.
5. Установка для изготовления стержня, генерирующего аэрозоль, по любому из предыдущих пунктов, отличающаяся тем, что вставочное устройство дополнительно содержит гониометр.
6. Установка для изготовления стержня, генерирующего аэрозоль, по п. 5, отличающаяся тем, что гониометр имеет отверстие, через которое может проходить сусцептор, выходящий из вставочного устройства, при этом отверстие гониометра выполнено с возможностью поворота вокруг продольной оси канала.
7. Установка для изготовления стержня, генерирующего аэрозоль, по п. 5 или 6, отличающаяся тем, что вставочное устройство содержит механизм поворота, такой, что при повороте гониометра вокруг продольной оси канала имеет место также поворот: сусцептора, выходного отверстия, входного отверстия или любой комбинации сусцептора, выходного отверстия или входного отверстия.
8. Способ позиционирования непрерывной ленты сусцептора в материале, генерирующем аэрозоль, включающий в себя этапы, на которых:
обеспечивают непрерывную ленту сусцептора;
обеспечивают непрерывный лист материала, генерирующего аэрозоль;
обеспечивают вставочное устройство, причем вставочное устройство содержит входное отверстие, выходное отверстие; канал между входным отверстием и выходным отверстием, и при этом выходное отверстие выполнено с возможностью поворота вокруг продольной оси канала;
позиционируют непрерывную ленту материала сусцептора через входное отверстие вставочного устройства, вдоль канала вставочного устройства и через выходное отверстие вставочного устройства для выхода из вставочного устройства;
поворачивают выходное отверстие вставочного устройства до желаемого угла, за счет чего также поворачивается сусцептор на выходном конце вставочного устройства;
фиксируют выходное отверстие вставочного устройства под желаемым углом;
собирают непрерывный лист материала, генерирующего аэрозоль, и непрерывную ленту сусцептора из вставочного устройства; и
обертывают собранный материал с образованием непрерывного стержня.
9. Способ позиционирования непрерывной ленты сусцептора в материале, генерирующем аэрозоль, по п. 8, дополнительно включающий в себя этап, на котором применяют гониометр для измерения угла непрерывной ленты сусцептора при её выходе из вставочного устройства через выходное отверстие вставочного устройства.
10. Способ позиционирования непрерывной ленты сусцептора в материале, генерирующем аэрозоль, по п. 9, дополнительно включающий в себя этап, на котором: размещают непрерывную ленту сусцептора через отверстие в гониометре, причем отверстие в гониометре выполнено с возможностью поворота вокруг продольной оси канала вставочного устройства таким образом, что непрерывная лента сусцептора внутри указанного отверстия гониометра, непрерывная лента сусцептора в выходном отверстии вставочного устройства и выходное отверстие вставочного устройства поворачиваются на тот же угол, что и отверстие гониометра.
11. Способ позиционирования непрерывной ленты сусцептора в материале, генерирующем аэрозоль, по п. 10, дополнительно включающий в себя этап, на котором: фиксируют выходное отверстие вставочного устройства под конкретным углом, таким, что сусцептор выходит из вставочного устройства под этим конкретным углом перед сборкой непрерывной ленты сусцептора с материалом, генерирующим аэрозоль.
12. Способ позиционирования непрерывной ленты сусцептора в материале, генерирующем аэрозоль, по п. 11, дополнительно включающий в себя этап, на котором: удаляют гониометр после фиксации выходного отверстия вставочного устройства и перед сборкой непрерывной ленты сусцептора и материала, генерирующего аэрозоль.
13. Способ изготовления стержня, генерирующего аэрозоль, включающий в себя этапы, на которых:
обеспечивают непрерывную ленту сусцептора;
позиционируют непрерывную ленту сусцептора, причем этап позиционирования непрерывной ленты сусцептора включает в себя позиционирование непрерывной ленты сусцептора внутри вставочного устройства, при этом вставочное устройство имеет выходное отверстие, входное отверстие, канал между входным отверстием и выходным отверстием, и вставочное устройство дополнительно содержит средство для поворота выходного отверстия вокруг продольной оси канала; вставляют непрерывную ленту сусцептора через вставочное устройство, сначала через входное отверстие, вдоль канала, а затем через выходное отверстие; поворачивают выходное отверстие с непрерывной лентой сусцептора в выходном отверстии и фиксируют выходное отверстие под желаемым углом;
обеспечивают непрерывный лист материала, генерирующего аэрозоль;
собирают непрерывный лист материала, генерирующего аэрозоль, и непрерывную ленту сусцептора; и
обертывают собранный материал с образованием непрерывного стержня.
14. Способ изготовления стержня, генерирующего аэрозоль, по п. 13, дополнительно включающий в себя этап, на котором: применяют гониометр для измерения угла непрерывной ленты сусцептора, при ее выходе из вставочного устройства; при ее вхождении во вставочное устройство, или как при ее вхождении, так и при ее выходе из вставочного устройства.
15. Способ получения стержня, генерирующего аэрозоль, по п. 14, дополнительно включающий в себя этап, на котором поворачивают гониометр, непрерывную ленту сусцептора, выходное отверстие, входное отверстие или любую комбинацию гониометра, непрерывной ленты сусцептора, выходного отверстия и входного отверстия.
| WO 2018122320 A1, 05.07.2018 | |||
| WO 2016184928 A1, 24.11.2016 | |||
| WO 2018229086 A1, 20.12.2018 | |||
| СИГАРЕТА С ДВОЙНОЙ ОБЕРТКОЙ, МАШИНА И СПОСОБ ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2267973C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2007 |
|
RU2410993C2 |
| КОВШ ДЛЯ ЭКСКАВАТОРА | 1931 |
|
SU31964A1 |
| АРОМАТИЗИРОВАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2634858C1 |
