Изобретение относится к обработке металлов давлением и может быть использовано для разрезки тонкостенных труб круглого профиля.
Известен способ разрезки труб, который включает подачу трубы на требуемую длину зажим трубы в зажимных матрицах по обе стороны относительно плоскостей реза, прорезку шлица в верхнем кольцевом секторе трубы перпендикулярно направлению разрезки, затем разрезку и проколку копьевидным ножом в диаметральном направлении боковых кольцевых секторов [Справочник по холодной штамповке. Романовский В.П. Л., «Машиностроение». 1971 г., с. 20., Романовский В.П. Справочник по холодной штамповке. - 6-е изд., перераб. И доп. - Л., Машиностроение. Ленингр. отд-ние, 1979 г., с. 14.].
Недостаток известного способа заключается в низкой производительности, обусловленном последовательным процессом прорезки шлица, а затем окончательной разрезки трубы.
Изобретение направлено на увеличение производительности разрезки труб.
Увеличение производительности достигается тем, что способ разрезки труб, включает раскрытие подвижной и неподвижной полуматриц, установку трубы в рабочую позицию и зажим между подвижной и неподвижной полуматрицами по обе стороны от плоскостей реза, прорезку шлица, разрезку, проколку кольцевых секторов при этом проколку и последующую прорезку бокового шлица выполняют верхним и нижним ножами по хорде, параллельной оси движения ножей, одновременно дополнительно выполняют проколку и прорезку бокового шлица верхним и нижним ножами по симметричной оси сечения трубы хорде, параллельной оси движения ножей, а разрезку верхнего и нижнего кольцевых секторов производят соответственно верхним и нижним ножами после проколки одновременно с прорезкой боковых шлицев.
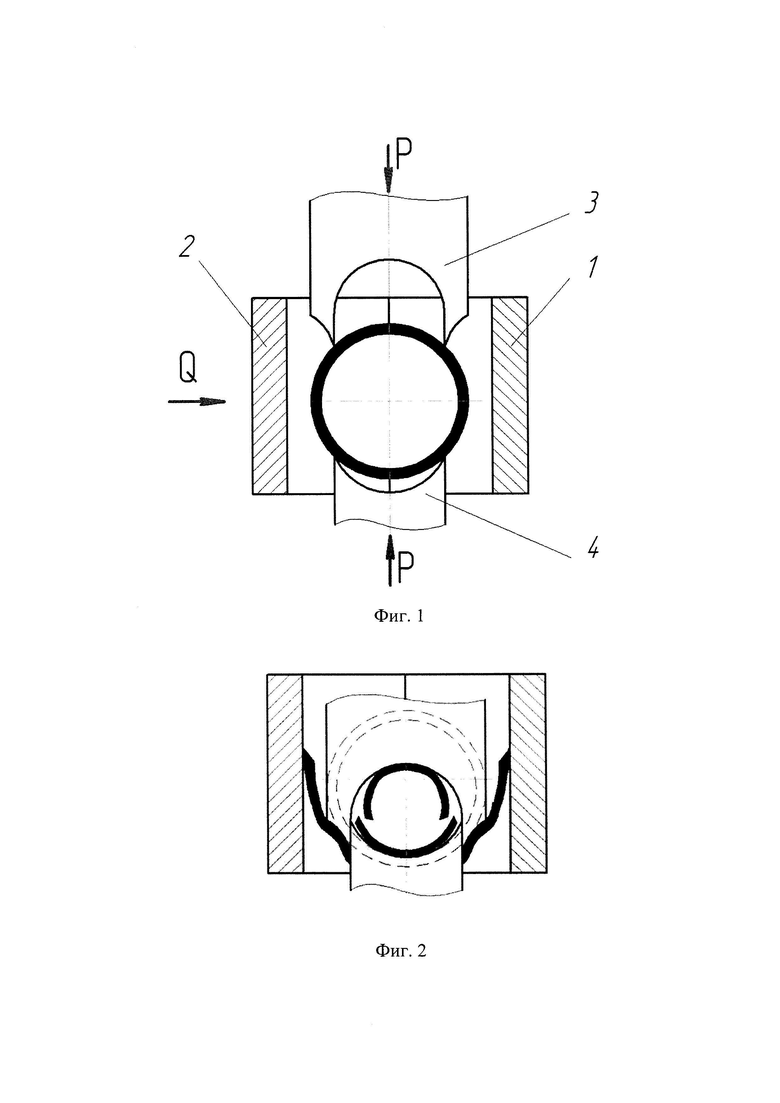
На фиг. 1 показано расположение инструмента вначале процесса разрезки, на фиг. 2 показано окончание разрезки.
Разрезка труб осуществляется следующим образом. Трубу подают на требуемую длину в рабочую позицию и зажимают в предварительно раскрытых неподвижной 1 и подвижной 2 зажимных полуматрицах по обе стороны от плоскостей реза. Затем движением верхнего 3 нижнего 4 ножей, выполненных в виде пластины U-образных формы, одновременно сверху и снизу перпендикулярно оси трубы прокалывают ее стенку по хордам по обе стороны от оси симметрии сечения трубы в направлении, параллельном оси движения ножей. Далее одновременно по хордам, параллельным оси движения ножей, прорезают боковые шлицы по обе стороны от оси симметрии сечения трубы, и разрезают трубу верхним и нижним ножами удалением верхнего и нижнего кольцевого сектора.
Последовательность движений инструмента обеспечивает увеличение производительности, а конструкция ножей исключает попадание отхода под их режущие кромки и автоматизацию удаления отхода при следующей подаче трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки проката | 1988 |
|
SU1530348A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| СПОСОБ ПРОИЗВОДСТВА ЗЕМЛЯНЫХ РАБОТ И КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ), ПИЛЬНАЯ СТОЙКА И БАРОВАЯ ЦЕПЬ | 2005 |
|
RU2318963C2 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
| Отрезной штамп | 1985 |
|
SU1311864A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Линия резки труб | 1981 |
|
SU1006101A1 |
| Устройство для прорезки шлицов на винтах | 1982 |
|
SU1068243A2 |
| УСТРОЙСТВО ДЛЯ РАЗРЕЗКИ СОРТОВОГО ПРОКАТА | 1993 |
|
RU2019365C1 |
| Эксцентриковый пресс | 1976 |
|
SU651681A3 |
Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано для разрезки тонкостенных труб круглого профиля. Способ разрезки труб включает раскрытие подвижной и неподвижной полуматриц, установку трубы в рабочую позицию и зажим между подвижной и неподвижной полуматрицами по обе стороны от плоскостей реза, прорезку шлица, разрезку, проколку кольцевых секторов. Проколку и последующую прорезку бокового шлица выполняют верхним и нижним ножами по хорде, параллельной оси движения ножей. Одновременно дополнительно выполняют проколку и прорезку бокового шлица верхним и нижним ножами по симметричной оси сечения трубы хорде, параллельной оси движения ножей. Разрезку верхнего и нижнего кольцевых секторов производят соответственно верхним и нижним ножами после проколки одновременно с прорезкой боковых шлицев. Обеспечивается увеличение производительности. 2 ил.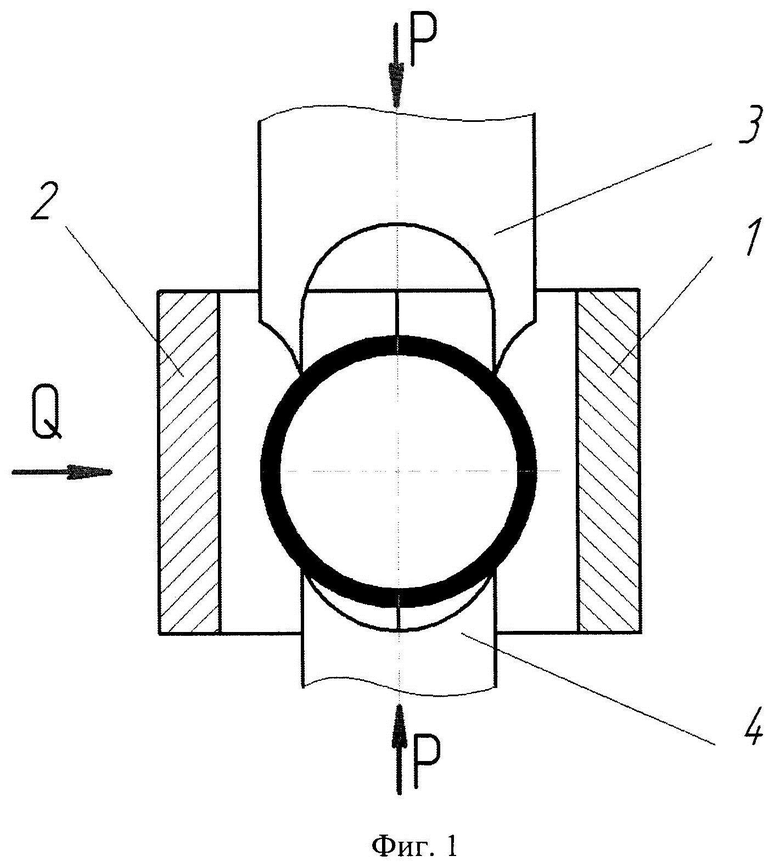
Способ разрезки труб, включающий раскрытие подвижной и неподвижной полуматриц, установку трубы в рабочую позицию и зажим между подвижной и неподвижной полуматрицами по обе стороны от плоскостей реза, прорезку шлица, разрезку, проколку кольцевых секторов отличающийся тем, что проколку и последующую прорезку бокового шлица выполняют верхним и нижним ножами по хорде, параллельной оси движения ножей, одновременно дополнительно выполняют проколку и прорезку бокового шлица верхним и нижним ножами по симметричной оси сечения трубы хорде, параллельной оси движения ножей, а разрезку верхнего и нижнего кольцевых секторов производят соответственно верхним и нижним ножами после проколки одновременно с прорезкой боковых шлицев.
| 0 |
|
SU157137A1 | |
| ТРУБООТРЕЗНОЙ СТАНОК | 2017 |
|
RU2739359C2 |
| Устройство для резки труб | 1987 |
|
SU1462607A1 |
| US 20150202699 A1, 23.07.2015 | |||
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ УСИЛИТЕЛЬ ТОРМОЗНОГО ПРИВОДА | 2009 |
|
RU2533639C2 |
