t13
Изобретение относится к обработке металлов давлением, в частности оно применяется для резки труб на заготовки.
Цель изобретения - получение, одно- временно двух фасонных торцов одинаковой конфигурации для стыковки их под сварку с другими трубчатьми элементами.
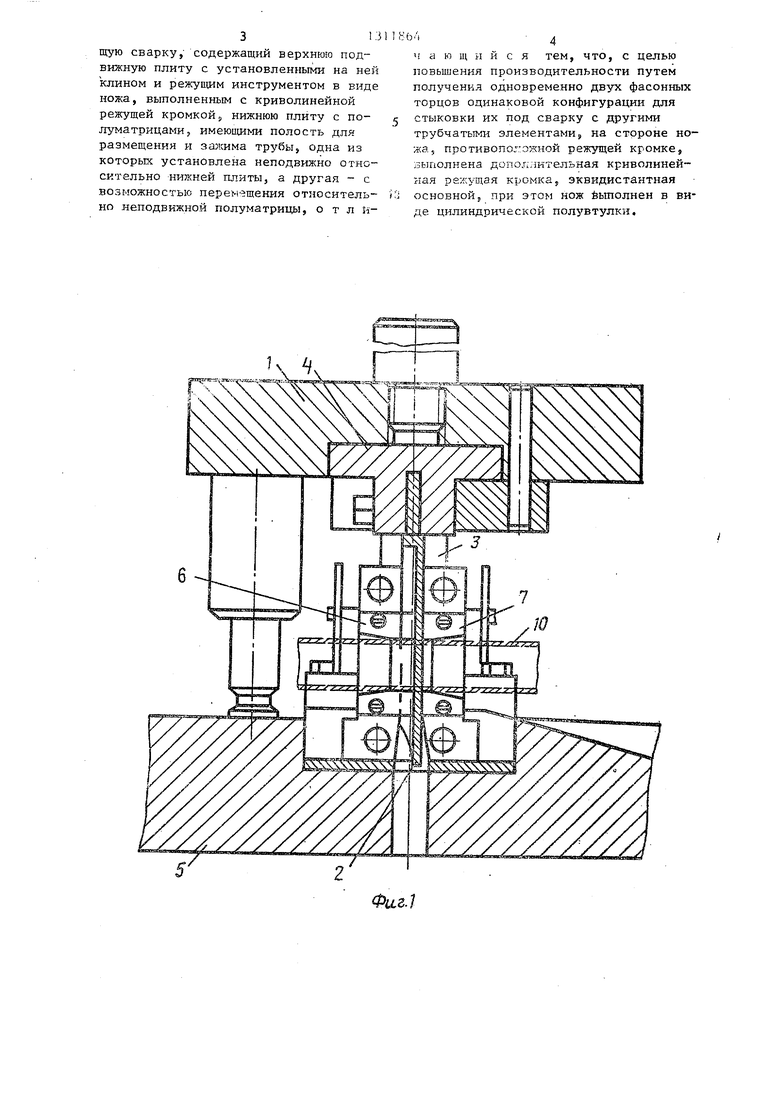
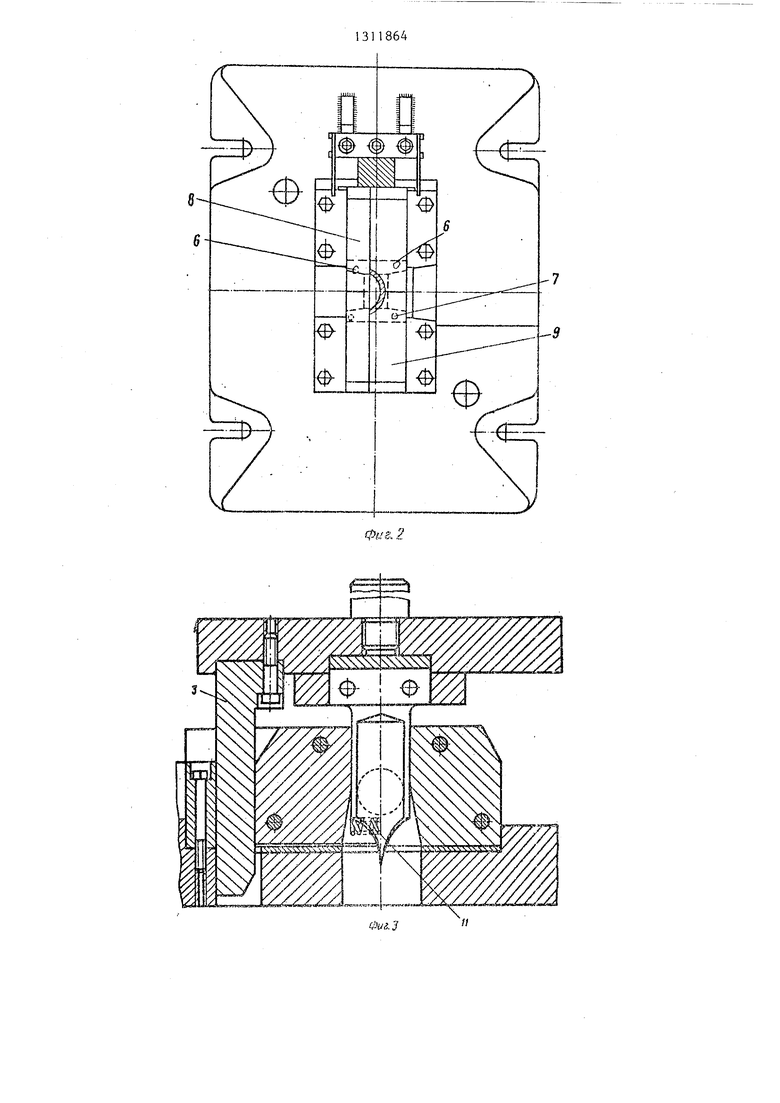
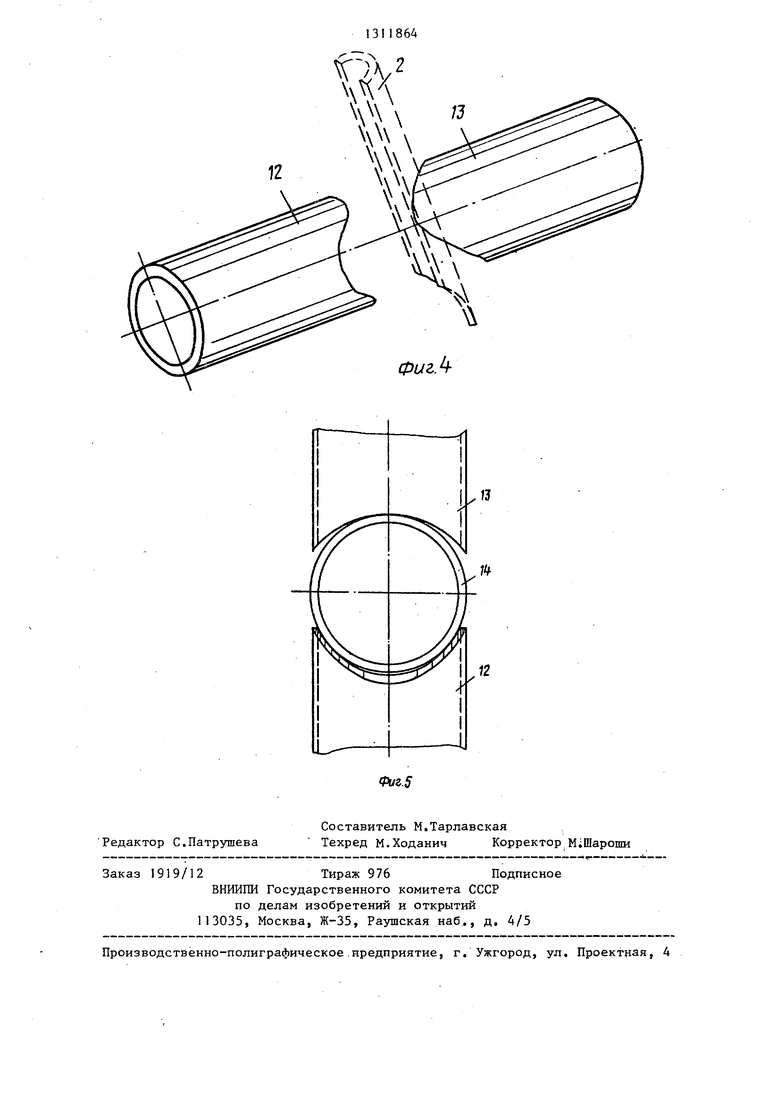
На фиГс изображен штамп., вид спе реди; на фиг.2 - то же, вид сверху; на фиг.З - то же, вид сбоку; на фиг„4 торцы заготовок, полученные отрезным ножом; на фиг.З - схема стыковки полученнь х при резке трубы торцов заго- тонок с другим трубчатым элементом.
Штамп состоит из верхней плиты 1, на которой размещены нож 2 и клин 3, нож 2 закреплен на плите 1 посредством пуансонодержателя 4. На нижней плите 5 установлены полуматрицы 6 и 7 со скрепляющими их обоймами 8 и 9. Полуматрица 6 состоит из двух частей: подвижной и неподвижной, которые скреплены обоймами. Полуматрица 7 со- стоит также из двух частей, которые скреплены обоймами. Подвижные части полуматриц 6 и 7 скреплены между собой с возможностью перемещения в направлении, перпендикулярном оси разрезаемой трубы 10, неподвижные части полуматриц 6 и 7 скреплены между собой и закреплены неподвижно на низкней
Для перпендикулярной стыковки полученных заготовок с торцами 12 и 13 с трубчатым элементом 14 заготовку с
плите 5. Для разжима подвижных частей полуматриц 6 и 7 в одной из обойм 35 торцом 13, полученную с внешней сто- 8 или 9 установлена прулшна 11, Труб.а- роны ножа 2, прикладывают к поверх- 10 устанавливается в штампе до упора
ности трубчатого элемента 14, а заготовку с торцом 12, полученную с внутренней стороны отрезного ножа 2, предварительно поворачивают на 90 относительно положения заготовки в штампе после резки. При этом между поверхностью трубчатого элемента 14 и торцами 12 и 13 заготовки образуют ся зазоры. Наличие зазоров, обусловленных разной величиной радиусов дуг описывающих внутреннюю и внешнюю поверхность отрезного ножа 2, не оказы- вает существенного влияния на качество сварки из черного металла, а при повьш енных требованиях к качест- ву сварки, например, при сварке эле- ментов из нержавеющей стали, можно
Штамп работает следуюшдм образом, При ходе верхних частей штампа
вниз части подвижных полуматриц 6 и
7вместе со скрепляющими их обоймами
8и 9 под воздействием клина 3 перемещаются в направлении, перпендикулярном оси разрезаемой трубы 10, предварительно установленной в штамп,
и зажимают трубу 10, а нож 2 производит разрезку трубы 10 по криволинейному контуру на заготовки с торцами 12 и 13 Режущая внутренняя и внеш няя поверхности ножа выполнены ци- пиндрическимир т.е. нож выполнен в виде цилиндрической полувтулки. При
произвести дополнительную зачистку
этом радиус, определяющий внутреннюю поверхность ножа, равен 0,55-0,65 диа- торцов 12 и 13 заготовки. Таким об- метра разрезаемой трубы, а радиус, разом noBbnnaetcH производительность, определяюпдай внешнюю сторону ножа, Ф ормула изобретения выполнен в зависимости от толшлны от- Отрезной штамп преимущественно для резного ножа, при этом рабочая поверх- резки труб на заг отовки под последую
O
5
0
0
8642
ность полуматрицы, расположенной с внутренней стороны отрезного ножа, выполнена в соответствии с конфигурацией внутренней поверхности ножа, а рабочая поверхность полуматрицы, расположенной с внешней стороны ножа , вьшолнена в соо.тветствии с конфигурацией внешней поверхности ножа. Выполнение ножа в виде полувтулки позволяет получить за один ход пресса два торца, отрезанных по дуге или близкой к ней кривой, причем, если задать внутренний радиус ножа меньше 0,55 диаметра разрезаемой трубы, торец, полученный с внутренней стороны радиусного ножа, при стыковке под сварку будет иметь сравнительно большой зазор по оси трубы, если же внутренний радиус ножа больше 0,65 диаметра разрезаемой трубы, терец, полученный с наружной стороны радиусного ножа. При стыковке под сварку будет иметь сравнительно большие зазоры по краям торца.
При ходе верхних частей штампа вверх пружина 1 раздвигает части полуматриц 6 и 7, приводя их в первоначальное положение. Далее производится удаление заготовки и подача новой. После этого рабочий цикл повторяется .
Для перпендикулярной стыковки полученных заготовок с торцами 12 и 13 с трубчатым элементом 14 заготовку с
5 торцом 13, полученную с внешней сто- роны ножа 2, прикладывают к поверх-
торцом 13, полученную с внешней сто- роны ножа 2, прикладывают к поверх-
ности трубчатого элемента 14, а заготовку с торцом 12, полученную с внутренней стороны отрезного ножа 2, предварительно поворачивают на 90 относительно положения заготовки в штампе после резки. При этом между поверхностью трубчатого элемента 14 и торцами 12 и 13 заготовки образуются зазоры. Наличие зазоров, обусловленных разной величиной радиусов дуг, описывающих внутреннюю и внешнюю поверхность отрезного ножа 2, не оказы- вает существенного влияния на качество сварки из черного металла, а при повьш енных требованиях к качест- ву сварки, например, при сварке эле- ментов из нержавеющей стали, можно
произвести дополнительную зачистку
торцов 12 и 13 заготовки. Таким об- разом noBbnnaetcH производительность, Ф ормула изобретения Отрезной штамп преимущественно для резки труб на заг отовки под последую313
щую сварку, содержащий верхнюю подвижную плиту с установленными на ней клином и режущим инструментом в виде ножа, выполненным с криволинейной режущей кромкой 5 нижнюю плиту с полуматрицами 5 имеюишми полость для размещения и зажима трубы, одна из которых установлена неподвижно относительно нижней плиты, а другая с возможностью перемещения относительно неподвижной полуматрицы, о т л й180/, 4
ч а ю щ и и с я тем, что, с целью повышения производительности путем получения одновременно двух фасонных торцов одинаковой конфигурации для
5 стыковки их под сварку с другими
трубчатыми элементами, на стороне ножа, противоположной режущей кромке, выполнена дополнительная криволинейная ре.жуп;ая кромка, эквидистантная
Й основной, при этом нож ёьтолнен в виде цилиндрической полувтулкн.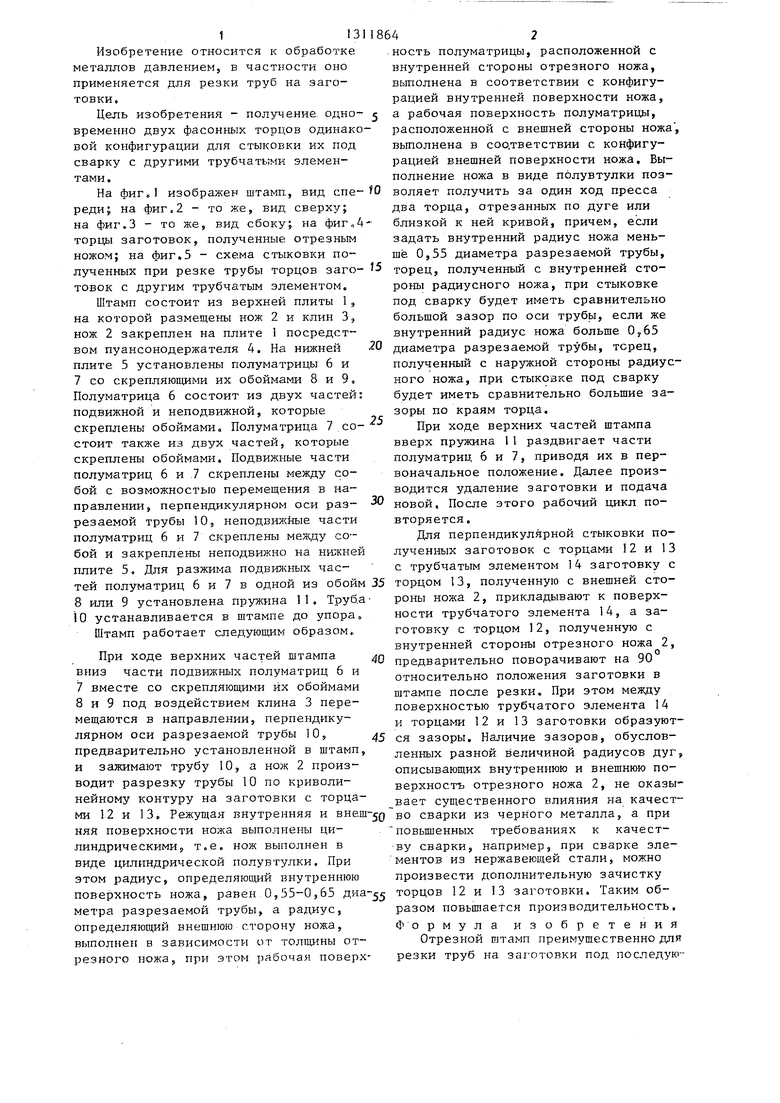
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ резки проката и устройство для его осуществления | 1981 |
|
SU1007862A1 |
| Штамп для резки труб | 1985 |
|
SU1258632A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1303290A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| Штамп-полуавтомат для изготовления лепестков из проволоки | 1980 |
|
SU980910A1 |
| Устройство для резки труб | 1976 |
|
SU740413A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОФИЛЬНОГО МАТЕРИАЛА | 1997 |
|
RU2133658C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| Штамп для резки труб | 1978 |
|
SU810399A1 |
Изобретение относится к обработке металлов давлением, а именно к разделению труб на заготовки. Целью изобретения является повышение произ водительности путем получения одновременно двух фасонных торцов одинаковой формы на разрезанных трубах при стыковке их под сварку. При перемещении верхней части штампа вниз части полуматриц зажимают трубу, а отрезной нож осуществляет разрезку;трубы по криволинейному контуру. Образуются две заготовки - трубы с торцами, готовыми к перпендикулярной стыковке с другим трубчатым элементом. 5 ил.
Фаг./
Фиг.З
фиг А
Редактор С.Патрушева
Составитель М.Тарлавская
Техред М.Ходанич Корректор М;Шароши
Заказ 1919/12Тираж 976Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое.предприятие, г. Ужгород, ул. Проектрая, 4
| Штамп для резки труб | 1979 |
|
SU816704A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
