(Л
Фиг.Ч
3 Ю
Изобретение относится к обработ- ке металлов давлением и мржет быть использовано в машиностроении для резки труб любых профилей.
Цель изобретения - расширение технологических возможностей за счет резки труб любых профилей.
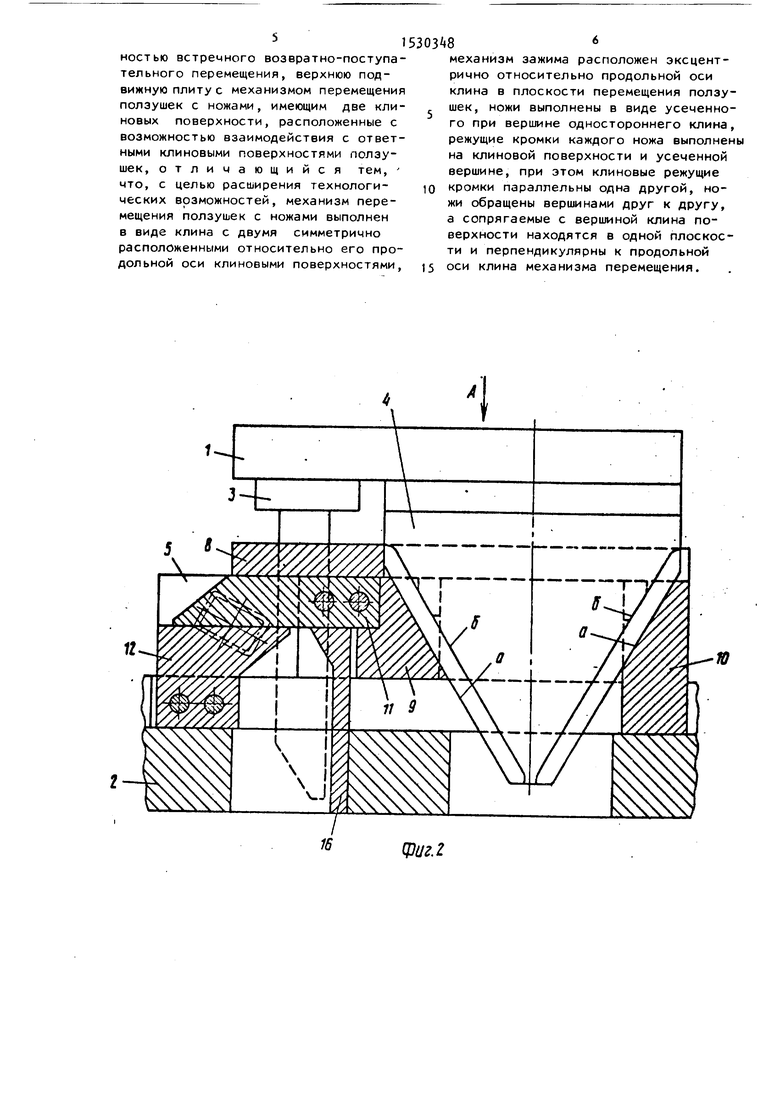
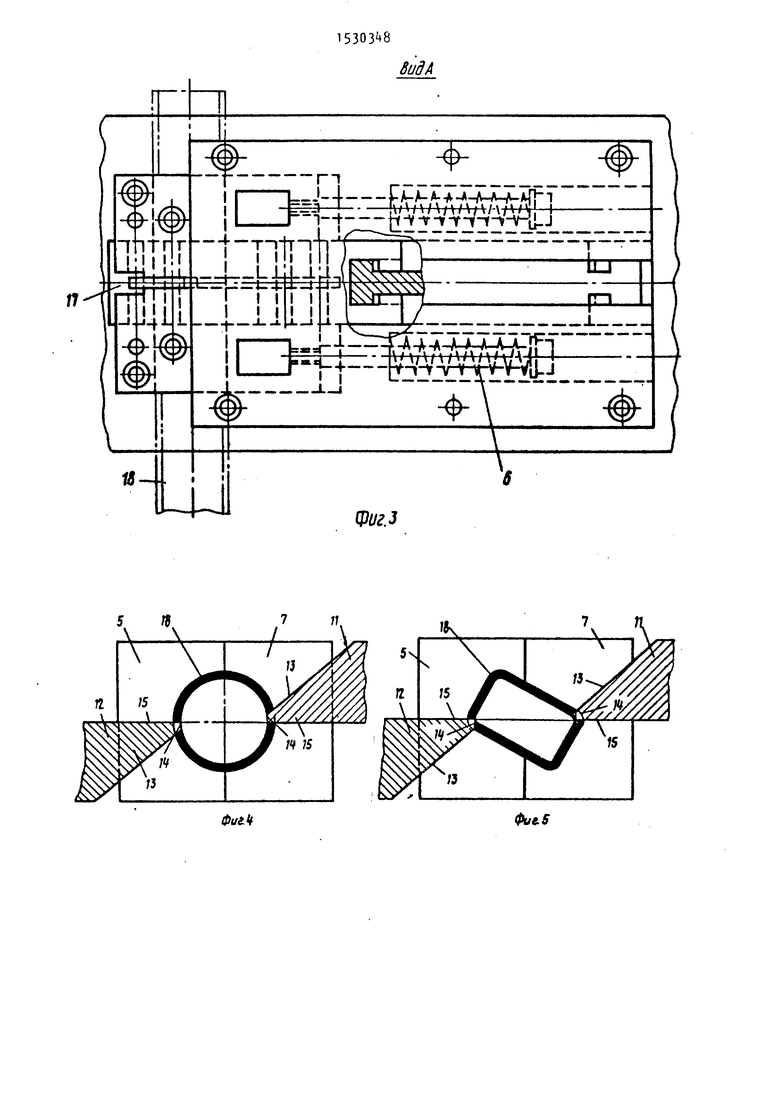
На фиг.1 изображен штамп для резки проката в исходном положении, разрез; на фиг.2 - то же, в положении после отрезки; на фиг.З - вид А на фиг.2; на фиг. и 5 - схема резки труб разного профиля а начальный момент резки; на фиг.6 и 7 - то же, в момент касания внутренних стенок трубы.
Штамп для резки проката содержит подвижную верхнюю плиту 1 и неподвижную нижнюю плиту 2. На верхней подвижной плите 1 закреплены приводной клин 3 и механизм перемещения ножей, выполненный в виде двустороннего приводного клина . На клиновых участках клина k выполнены Т-образные выступы, на внешней поверхности которых размещены рабочие скосы а, а на противоположных внутренних поверхностях размещены рабочие скосы б.
На нижней плите 2 размещен механизм зажима трубы, выполненный в виде неподвижной полуматрицы 5 и подвижной, подпружиненной пружинами 6 полуматрицы 7 размещенной в направляющих 8 нижней плиты и взаимодействующей с клином 3. В направляющих & установлены ползуны 9 и 10, несущие ножи 11 и 12, которые выполнены в виде односторонних клиньев с усеченной вершиной. Каждый клин имеет наклонный режущий участок 13, режущий участок И на усеченной вершине и опорную плоскость 15.. Ножи 11 и 12 размещены один над другим с возможностью встречного возвратно-поступательного перемещения по их опорным плоскостям 15 в результате взаимодействия ползушек 9 и 10. с клином В нижней плите. 2 закреплен отсека- тель 16.отходов. В ползушках 9 и 10 выполнены Т-образные скошенные пазы, в которых размещены Т-образные выступы клина 4. В нижней плите 2 закреплен отсекатель 1б отходов. В полуматрице 5 вЬюолнен паз 17 для отходов.
Штамп работает следующим образом. Отрезаемая труба 18 подается в зону разрезки на заданную длину заготовки. При опускании верхней плиты 1 клин 3 перемещает подвижную полуматрицу 7 влево, которая вместе с неподвижной полуматрицей 5 зажимает трубу 18. При движении клина вниз
его скосы а взаимодействуют с прилегающими скошенными поверхностями Т-обра ных пазов ползушек 9 и 10 с ножами 11 и 12 и перемещают последние в направлении отрезки заготовки.
При встречном движении ножей вступают в работу режущие участки 13 и I. При начальном врезании ножей осуществляется односторонняя прорезка трубы 18 режущим участком I с противоположных сторон. При дальнейшем
встречном движении каждый нож своими режущими кромками 13 продолжает отрезку трубы на половине диаметра и при подходе режущего участка И к
внутренней противоположной поверхности трубы нож осуществляет сначала правку смятого контура трубы, а затем - окончательную отрезку заготовки, при этом ножи взаимно перемещаются по опорным плоскостям 15.
После завершения цикла отрезки верхняя плита 1 поднимается и клин своими скосами б отводит ползушки 9 и 10 с ножами 11 и 12 в свое первоначальное положение. При обрезке заготовки отход верхним ножом 11 заталкивается в паз 18 полуматрицы 5. В следующем цикле работы штампа отход верхним ножом 11 также заталкивается в паз 18 полуматрицы 5, при этом каждый последующий отход проталкивает предыдущий отход к выходу из паза 18 полуматрицы. Отходы нижнего ножа 12 благодаря отсекателю 1б падают через отверстие в нижней плите 2.
Подвижная полуматрица 7 возвращается в исходное положение пружинами 6. Штамп готов к новому циклу отрезки заготовки.
Формула изобретения
Штамп для резки проката, содержащий нижнюю неподвижную плиту с размещенными в ней механизмом зажима и направляющими, ползушки с ножами, установленные в направляющих с возможь1
ностью встречного возвратно-поступательного перемещения, верхнюю подвижную плиту с механизмом перемещения ползушек с ножами, имеющим две клиновых поверхности, расположенные с возможностью взаимодействия с ответными клиновыми поверхностями лолзу- шек, отличающийся тем, что, с целью расширения технологических возможностей, механизм перемещения ползушек с ножами выполнен в виде клина с двумя симметрично расположенными относительно его продольной оси клиновыми поверхностями.
30348
механизм зажима расположен эксцентрично относительно продольной оси клина в плоскости перемещения ползушек, ножи выполнены в виде усеченного при вершине одностороннего клина, режущие кромки каждого ножа выполнены на клиновой поверхности и усеченной вершине, при этом клиновые режущие
10 кромки параллельны одна другой, ножи обращены вершинами друг к другу, а сопрягаемые с вершиной клина поверхности находятся в одной плоскости и перпендикулярны к продольной
15 оси клина механизма перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки труб | 1981 |
|
SU979034A1 |
| Штамп для резки прутков и труб | 1980 |
|
SU925565A1 |
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для резки труб | 1981 |
|
SU975254A1 |
| Ножницы для резки сортового проката | 1978 |
|
SU764880A1 |
| ШТАМП ДЛЯ РЕЗКИ СОРТОВОГО ПРОКАТА НА ЗАГОТОВКИ | 1972 |
|
SU339348A1 |
| Штамп для профильной обрезки концов труб | 1984 |
|
SU1202755A1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| Устройство для штамповки деталей типа свинцовых пуль | 1982 |
|
SU1106571A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для резки труб любых профилей. Цель изобретения - расширение технологических возможностей за счет резки труб любых профилей. При зажиме трубы 18 в механизме зажима от клина 4 ножи 11 и 12 перемещаются навстречу друг другу. При начальном моменте режущие участки 14 врезаются в трубу с противоположных сторон, исключая смятие. При дальнейшем встречном движении каждый нож режущим участком 13 продолжает отрезку трубы на половине диаметра и при подходе режущего участка 14 к внутренней противоположной поверхности трубы осуществляет сначала правку смятого контура трубы, а затем окончательную отрезку заготовки. При этом ножи взаимно перемещаются по опорным плоскостям 15. 7 ил.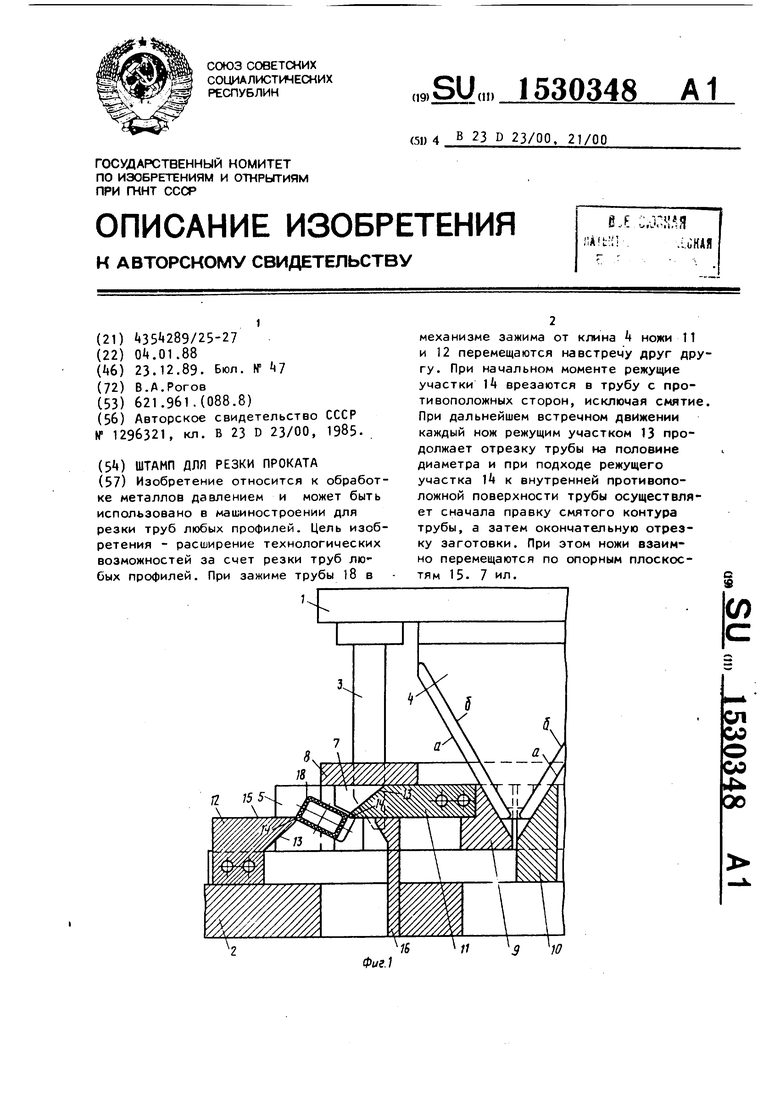
цзиг.г
Фиг. If
Фи9.8
фиг.6
| Штамп для резки пруткового материала | 1985 |
|
SU1296321A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| . | |||
