Устройство относится к литейному производству и может быть использовано при обработке нагретых форм для литья по выплавляемым моделям перед их заливкой металлом.
Известны устройства для обработки воздухом нагретых форм для литья по выплавляемым моделям перед их заливкой металлом [Серебряков С.П., Чеканов А.В. Активное инжектирование форм, прокаливаемых в опорном наполнителе. Сб. «Прогрессивная технология и применение ЭВМ в литейном производстве», Ярославль, 1989, С. 124-131].
Здесь описаны устройства, содержащие трубу подачи сжатого воздуха, конус эжектора, трубу эжекции и перфорированную трубу распределения воздуха по полостям формы, реализующие процесс окисления углеродных продуктов деструкции модельного состава путем подачи из корпуса эжектора в полость горячей формы перед заливкой металлом сжатого воздуха с одновременной эжекцией продуктов оксления из полости формы.
Однако эффективность таких устройств недостаточна, т.к. процесс окисления лимитируется наличием в воздухе азота (более 70% по массе), который после частичного окисления углеродистых остатков модельного состава создает в форме инертную атмосферу, препятствующую полноценной очистке формы.
Наиболее близким к заявляемому является устройство [AC SU 1764772, В22С 9/12, д.п. 20.07.1989], в котором воздух при очистке формы подается через вихревую камеру, при этом закрученная струя несколько интенсифицирует процесс, но эффект недостаточен.
Недостатком данного устройства является недостаточное удаление из полости и пор формы углеродных продуктов деструкции.
Цель изобретения - снижение брака отливок за счет удаления из полости и пор формы углеродных продуктов деструкции модельного состава путем их окисления.
С целью устранения указанного недостатка предлагается процесс очистки форм от углеродистых остатков проводить с использованием кислорода и устройства.
Технический результат выражается снижение брака отливок за счет удаления из полости и пор формы углеродных продуктов деструкции модельного состава путем их окисления.
Технический результат достигается тем, что эжекторное устройство для обработки нагретых форм для литья по выплавляемым моделям, содержащее трубу подачи сжатого воздуха, корпус эжектора, перфорированную трубу и трубу эжекции, дополнительно содержит трубу распределения кислорода в перфорированную трубу.
Эжекторное устройство для обработки нагретых форм для литья по выплавляемым моделям изображено на фигуре.
Устройство состоит из трубы 1 подачи сжатого воздуха, трубы 2 подачи кислорода, корпуса 3 эжектора, трубы 4 эжектора, трубы 5 распределения кислорода в перфорированную трубу с перфорациями 6.
Пример использования устройства.
Литейные формы, изготовленные по выплавляемым моделям, установленные в стальной опоке в опорный наполнитель (песок, отходы форм после выбивки) и прокаленные при 1000°С, обрабатывают путем погружения нижнего торца эжекторного устройства для обработки нагретых форм для литья по выплавляемым моделям в полость литника на 10-12 сек при подаче воздуха на эжекцию и кислорода на окисление углеродистых остатков модельного состава. После этого выполняется заливка форм сталью. Полученные отливки дефектов типа «засор» не имели, в то время, как без обработки устройством и кислородом до 5% поверхности отливок было поражено указанными дефектами.
Модельный состав, оставшийся в порах и полости формы после прокалки, имеет формулу CnH2n. В результате деструкции модельного состава при прокалке формы образуются молекулы СН4 и атомы С. В результате окисления углерода возможна реакция: 2С+O2=2СО.
Допустим, что масса оставшегося в полости формы модельного состава 20 г. Таким образом, для окисления 5 г углерода потребуется m=6,5 г кислорода, который должен быть подан с давлением на уровне 2⋅105 Па через трубу подачи кислорода 2.
По трубе подачи кислорода диаметром 8 мм с площадью сечения S=45 мм2, расход кислорода - Q=S*V*ρ (V - скорость подачи кислорода, зависит от разности давлений 2⋅105 Па, ρ=0,6 кг/м3 - плотность кислорода при таком давлении) Q=0,000045*25*0,6=0,0007 кг/с, отсюда время обработки - τ=m/Q=6,5/0,7=9,3 с. Такой режим обработки горячих форм является технологически приемлемым, т.к. на практике используется технология эжекторной очистки форм от засоров - зольного остатка модельного состава.
Дополнительным эффектом такой обработки форм является возможность определения наличия трещин в оболочковой форме, которые выявляются при контроле давления кислорода, подаваемого в полость формы. То есть, при трещине в форме кислород в основном выходит из формы по трещине и давление кислорода на входе в эжекторное устройство для обработки нагретых форм для литья по выплавляемым моделям снижается, что регистрируется манометром, включенным в трубу распределения кислорода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки воздухом литейных форм по выплавляемым моделям | 1987 |
|
SU1447535A1 |
| Устройство для обработки воздухом нагретых форм для литья по выплавляемым моделям | 1986 |
|
SU1400764A1 |
| Устройство для обработки воздухом литейных форм | 1989 |
|
SU1764772A1 |
| Устройство для обработки нагретых форм по выплавляемым моделям | 1987 |
|
SU1424943A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ ОТЛИВОК | 2012 |
|
RU2484917C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2505376C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ изготовления форм | 1979 |
|
SU850267A1 |
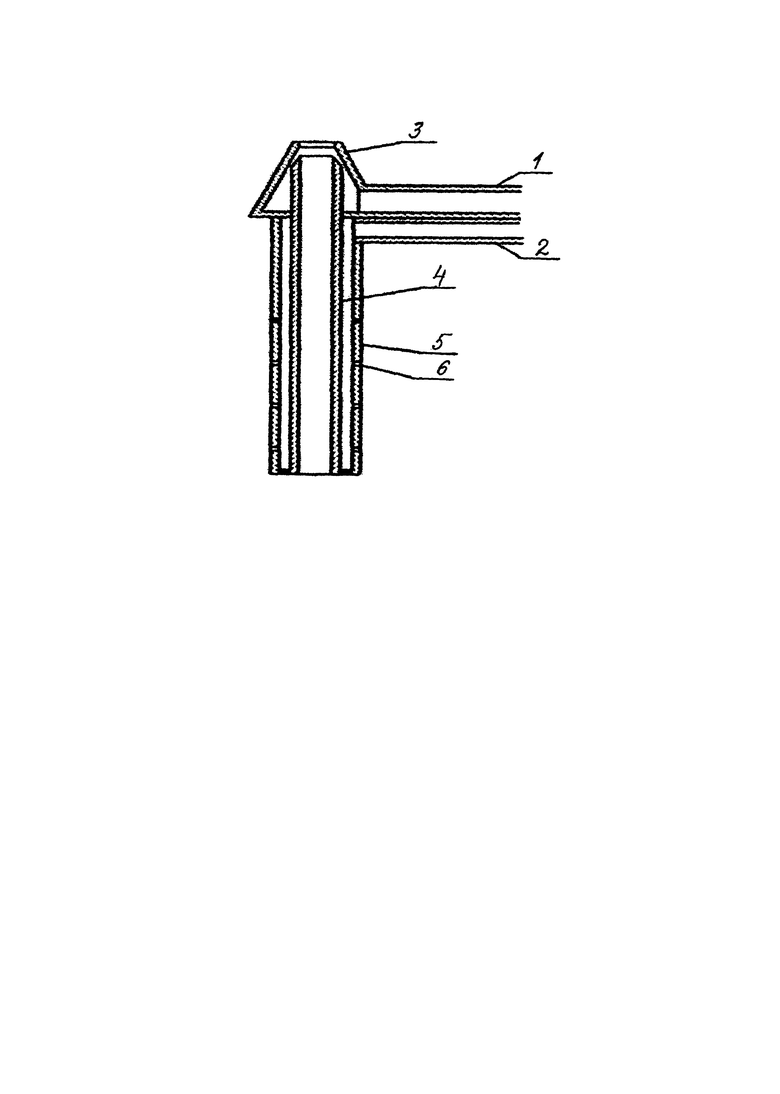
Изобретение относится к области литейного производства. Эжекторное устройство для обработки нагретых форм для литья по выплавляемым моделям содержит трубу (1) подачи сжатого воздуха, трубу (2) подачи кислорода, корпус (3) эжектора, трубу (4) эжекции, трубу (5) распределения кислорода в перфорированную трубу с перфорациями (6). Нижний торец эжекторного устройства погружают в полость литника прокаленной литейной формы и подают воздух на эжекцию и кислород на окисление углеродистых остатков модельного состава. Обеспечивается снижение брака отливок за счет удаления из полости и пор формы углеродных продуктов деструкции модельного состава путем их окисления. 1 ил.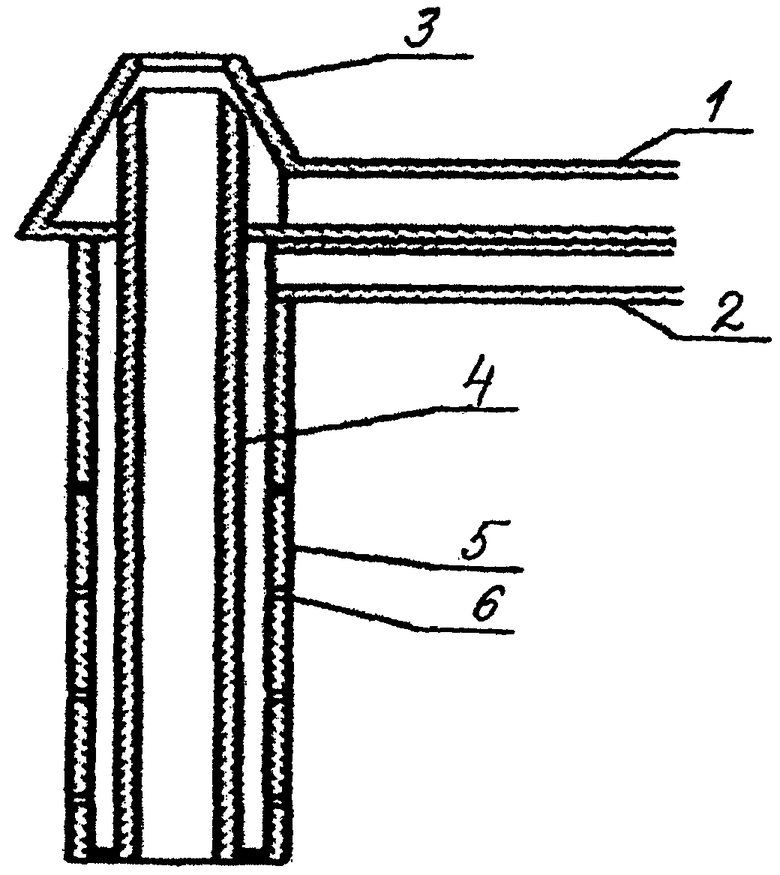
Эжекторное устройство для обработки нагретых форм для литья по выплавляемым моделям, содержащее трубу подачи сжатого воздуха, корпус эжектора, перфорированную трубу и трубу эжекции, отличающееся тем, что оно дополнительно содержит трубу распределения кислорода в перфорированную трубу.
| Устройство для обработки воздухом литейных форм | 1989 |
|
SU1764772A1 |
| Устройство для обработки воздухом нагретых форм по выплавляемым моделям "инжакт | 1984 |
|
SU1174150A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2005 |
|
RU2296032C2 |
| Устройство для обработки воздухом литейных форм по выплавляемым моделям | 1987 |
|
SU1447535A1 |
| Станок для очистки валеной обуви | 1930 |
|
SU21451A1 |
| JP 2012115870 A, 21.06.2012 | |||
| JP 52073123 A, 18.06.1977. | |||

