1,1 Изобретение относится к л :тейному производству и может быть использовано при обработке воздухом нагретых форм по выплавляемыммоделям перед их заливкой металлом. Целью изобретения является улучше ние очистки форм от засоров и остатков модельного состава. В предлагаемом устройстве эффективность инжекции регулируется изменением зазора между соплом и всасывающим патрубком. Наибольшая эффективность инжекции. обеспечивается при соосности сопла и всасьшающего пат рубка. Здесь соосн.ость достигается регулированием положения гибких лепестков, выполняемых за одно целое с воздухораспределительной коробкой. На фиг. 1 представлено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1. Устройство состоит из подающего 1 ,и всасывающего 2 патрубков, присоединенных к воздухораспределительной коробке 3. Соосно с .всасывающим патрубком. укреплена труба активатора 4. Сопло 5 регулируется по расположению относительно всасывающего патрубка 2 с помощью резьбы и фиксирующей гайки 6. Соосность патрубка 2 .и сопла 5 достигается регулированием положения лепестков (фиг.2). Устройство работает следую1дим образом. . После регулирования расположения Сопла относительно всасывающего патрубка так, что достигается максималь ная эффективность всасывания при подсоединении подающего патрубка 1 02 к сети сжатого воздуха, рабочий конец инжакта погружается в стояк формы, нагретой до 700--1000 С. При этом воздух, выходя из отверстий активатора 4, проникает через питатели в полость формы и окисляет остатки модельной массы. По всасывающему патрубку засор и продукты окисления удаляются из формы. После обработки инжактом. форма подается на заливку металлом. Эффективность изобретения заключается в том, что снижается брак отливок по газовым раковинам и засору, а также обеспечивается возможность уменьшения времени обжига форм. При производственном опробовании устройства инжакта обрабатывали 8 форм отливок кронштейны, по 8 отливок в форме (в течение 3-5 с форма под давлением воздуха 0,6 МПа). Формы были предварительно-нагреты до . Заливка форм производилась сталью 45 Л. Металлом той же плавки заливали 8 форм тех же деталей, обработанных перед заливкой инжектором, применяемым в серийной технологии. Результаты контроля качества отливок показали, что в обработанных инжактом формах все 64 отливки годные. В формах, обработанных инжектором, 7 отливок бьши забракованы по газовым раковинам и засору. Экономический эффект от внедрения изобретения инжакта только от сокращения убытков от брака составляет на 1 т годных отливок 1200 р.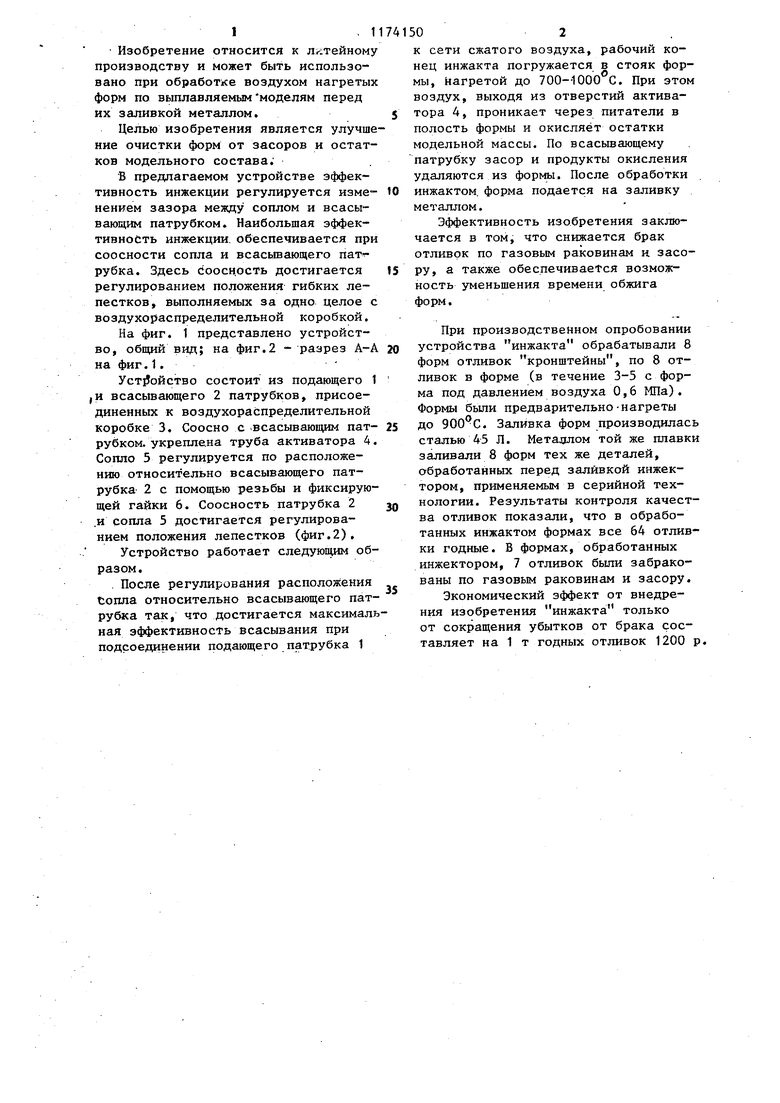
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки нагретых форм по выплавляемым моделям | 1987 |
|
SU1424943A1 |
| Устройство для обработки воздухом литейных форм по выплавляемым моделям | 1987 |
|
SU1447535A1 |
| Устройство для обработки воздухом нагретых форм для литья по выплавляемым моделям | 1986 |
|
SU1400764A1 |
| Устройство для обработки воздухом литейных форм | 1989 |
|
SU1764772A1 |
| СПОСОБ ОБРАБОТКИ ФОРМ ДЛЯ ЖАРОПРОЧНОГО СТАЛЬНОГО ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2285576C2 |
| ЭЖЕКТОРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАГРЕТЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2022 |
|
RU2814638C2 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| Модель для вакуумно-пленочной формовки | 1984 |
|
SU1189565A1 |
| Способ подготовки керамических литейных форм перед заливкой металлом | 1984 |
|
SU1184602A1 |
| Способ изготовления форм по выплавляемым моделям | 1989 |
|
SU1729681A1 |
1. УСТРОЙСТВО ДЛЯ ОВРАБОТКИ ВОЗДУХОМ НАГРЕТЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ИНЖАКТ содержащзе воздухораспределительную коробку с сопловым устройством, подводящий и всасывающий патрубки, отличающееся тем, что, с целью улучшения очистки форм от засоров и остатков модельного состава, оно снабжено установленной соосно и с зазором снаружи всасывающего патрубка перфорированной трубой, которая жестко прикреплена к воздухораспределительной коробке и к нижнему концу всасывающего патрубка. 2.Устройство по п. 1, о т л ичающееся тем, что, с целью обеспечения соосности всасывающего патрубка и сопла, воздухораспределительная коробка снабжена лепестками, выполненными заодно с ней и контактирующими с всасывающим патрубком. 3.Устройство по п, 1, о т л иi чающееся тем, что, с цепью изменения расхода воздуха на продувку, сопловое устройство выполнено с возможностью соосного перемещения относительно верхнего конца всасывакщего патрубка.
| Устройство для прокалки керамических форм | 1973 |
|
SU579085A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Матвеев А.В., Кристо Н.Н | |||
| и др | |||
| Машиностроение, ВНР, 1977, 9, с | |||
| 395-397. | |||
