Изобретение относится к области металлургии сплавов, а именно к технологии обработки криогенных алюминиевых сплавов системы Al-Mg-Mn-Sc-Zr, предназначенных для применения в качестве конструкционного материала в виде деформируемых полуфабрикатов в криогенной технике.
Алюминиевые сплавы системы Al-Mg-Sc находят применение для изготовления криогенного оборудования. В частности, криогенные емкости для хранения и транспортировки жидких газов из данных сплавов могут быть изготовлены с помощью формовки при криогенных температурах. Вследствие этого крайне важно достижение предельных показателей механических свойств при криогенной температуре, установленной для данных сплавов как рабочая температура.
Аналог 1. Известен способ получения деформируемых полуфабрикатов из алюминиевых сплавов системы Al-Mg-Sc (автореферат диссертации Филатова Ю.А. на соискание ученой степени доктора технических наук «Исследование и разработка новых высокопрочных свариваемых сплавов на основе системы Al-Mg-Sc и технологических параметров производства из них деформированных полуфабрикатов», ОАО «Всероссийский институт легких сплавов», Москва, 2000 г.), который включает:
- получение слитка методом полунепрерывного литья;
- гомогенизацию при температуре 350-370°С продолжительностью до 24 часов;
- механическую обработку слитков;
- нагрев литых заготовок под прокатку при температуре 380-410°С в течение 16 часов и последующую горячую прокатку литых заготовок.
Недостатком данного способа является недостаточно высокий уровень прочностных свойств алюминиевого сплава системы Al-Mg-Sc, обработанного данным способом при комнатной и криогенной температуре.
Аналог 2. Известен способ изготовления листов и плит из алюминиевых сплавов, описанный в патенте RU №2525953 (опубл. 20.08.2014), который включает:
- получение слитка методом полунепрерывного литья;
- гомогенизацию при температуре 300-360°C продолжительностью до 8 часов;
- механическую обработку слитка;
- нагрев литых заготовок под прокатку при 340-380°C продолжительностью до 8 часов и горячую прокатку с получением листа или плиты;
- отжиг при температуре 380-440°C продолжительностью до 4 часов.
Главным недостатком этого способа является то, что полученные данным способом заготовки из сплавов системы Al-Mg-Sc, имеют недостаточно высокий уровень прочностных свойств при комнатной и криогенной температуре.
Прототип. Наиболее близким по достигаемому результату к предлагаемому изобретению является способ получения деформированной заготовки из алюминиевого сплава системы алюминий-магний-марганец-скандий-цирконий, описанный в патенте RU №2453626 (опубл. 20.06.2012), который включает:
- перегрев расплава до температуры 760-800°С с выдержкой 0,5-1,0 ч и отливку слитка методом непрерывного литья в кристаллизатор скольжения;
- отжиг слитка при температуре 360-380°С в течение 3-8 ч;
- получение из слитка заготовки прямоугольного сечения квадратной в плане с отношением толщины к ширине от 0,17 до 0,33;
- равноканальное угловое прессование при угле пересечения каналов 90° при температуре 305-325°С с числом проходов от 8 до 10, что соответствует истинной деформации от 8 до 10, с противодавлением, равным 40-50% от приложенного давления;
- холодную прокатку с суммарным обжатием 75-80% или холодную прокатку с суммарным обжатием 80-95% и последующим отжигом при температуре 305-335°С в течение 0,5-1,0 ч с охлаждением до комнатной температуры со скоростью 15-35°С/ч.
Данный способ имеет следующие недостатки:
- недостаточно высокие прочностные свойства при комнатной температуре, вследствие более низкой объемной доли мелких зерен и доли высокоугловых границ зерен;
- необходимость проведения дополнительной термической обработки, усложняющей технологический процесс, что является нецелесообразным в промышленных условиях.
Технической задачей предлагаемого изобретения является создание способа обработки криогенного алюминиевого сплава системы Al-Mg-Mn-Sc-Zr с повышенными прочностными свойствами при отсутствии дополнительной термической обработки.
Достижение заявленного технического результата достигается тем, что осуществляют перегрев расплава до температуры 760-800°С с выдержкой 0,5-1,0 ч, после чего производят отливку слитка методом непрерывного литья в кристаллизатор скольжения, далее производят отжиг при температуре 360-380°С в течение 12 часов. Затем осуществляют механическую обработку слитка и прессование слитка при температуре 380°С, при этом получают заготовку прямоугольного сечения. Затем производят отжиг для снятия напряжения полученной заготовки при температуре 340-350°С продолжительностью 40 минут и вырезают заготовку квадратного сечения. Далее осуществляют деформацию полученной из слитка заготовки равноканальным угловым прессованием при угле пересечения каналов 90° при температуре 295-305°С с числом проходов 12, что соответствует истинной деформации 12 с противодавлением, равным 40-50% от приложенного давления и поворотом заготовки после каждого прохода на 90° относительно оси, перпендикулярной большей грани заготовки и проходящей через центр заготовки, после чего проводят холодную прокатку с суммарной степенью обжатия 80%.
Предлагаемый способ обработки криогенных алюминиевых сплавов отличается от ближайшего аналога (патент RU 2453626, опубл. 20.06.2012) тем, что отжиг слитка производится в течение 12 часов при температуре 360-380°С, осуществляют механическую обработку слитка, затем осуществляют прессование слитка, при этом получают заготовку прямоугольного сечения, производят отжиг для снятия напряжения полученной заготовки при температуре 340-350°С продолжительностью 40 минут, а деформацию полученной из слитка заготовки квадратного сечения осуществляют равноканальным угловым прессованием при угле пересечения каналов 90° при температуре 295-305°С с числом проходов 12, что соответствует истинной деформации 12 с противодавлением, равным 40-50% от приложенного давления и поворотом заготовки после каждого прохода на 90° относительно оси, перпендикулярной большей грани заготовки и проходящей через центр заготовки, после чего проводят холодную прокатку с суммарным обжатием 80%.
Техническим результатом предлагаемого изобретения является получение способа обработки криогенных алюминиевых сплавов системы Al-Mg-Mn-Sc-Zr с повышенными прочностными свойствами при криогенной температуре, которые достигаются за счет увеличения количества проходов до 12, что соответствует истинной деформации 12 равноканального углового прессования при угле пересечения каналов 90° в интервале температур 295-305°С и последующим проведением холодной прокатки с суммарным обжатием 80%, что способствует формированию однородной мелкозернистой структуры с повышенной плотностью дислокаций при отсутствии дополнительной термической обработки.
Отливка слитка методом непрерывного литья позволяет зафиксировать в пересыщенном твердом растворе равномерное распределение примесных элементов (Захаров, В.В. Металловедческие принципы легирования алюминиевых сплавов скандием / В В. Захаров, В.И. Елагин, Т.Д. Ростова, Ю.А. Филатов // Технология легких сплавов. - 2010. - № 1. - С. 67-73., патент RU 2 368 456 C2, опубл. 27.09.2009).
Проведение прессования при температуре 380°C является оптимальной с технологической точки зрения. Увеличение температуры по сравнению с заявленным значением приводит к увеличению скорости распада твердого раствора и выделения дисперсных частиц фазы Al3(Sc,Zr), а так же их коагуляции, способствующей разупрочнению сплава (Buranova, Yu. Al3(Sc,Zr)-based precipitates in Al-Mg alloy: Effect of severe deformation / Yu. Buranova, V. Kulitskiy, M. Peterlechner, A. Mogucheva, R. Kaibyshev, S.V. Divinski, G. Wilde // Acta Materialia 124 (2017) 210-224). Снижение температуры по сравнению с заявленным значением приводит к снижению пластичности и увеличению сопротивления деформации обрабатываемого сплава, затрудняя процесс прессования.
Отжиг при температуре 340-350°C продолжительностью 40 минут достаточен для снятия напряжений, при полном контроле над степенью коагуляции дисперсных частиц (Филатов, Ю. А. Развитие представлений о легировании скандием сплавов Al-Mg / Ю. А. Филатов // Технология легких сплавов. - 2015. - № 2. - С. 19-22).
Равноканальное угловое прессование, которое осуществляют при угле пересечения каналов 90° при температуре 295-305°С с общим числом проходов 12, соответствующим истинной степени деформации 12, с противодавлением, равным 40-50% от приложенного давления и поворотом заготовки после каждого прохода на 90° относительно оси, перпендикулярной большей грани заготовки и проходящей через центр заготовки обеспечивает формирование однородной мелкозернистой структуры с объемной долей мелких зерен средним размером менее 1 мкм не менее 75% и объемной долей высокоугловых границ не менее 65%, способствуя дополнительному зернограничному упрочнению.
Прокатка при комнатной температуре до суммарной степени обжатия 80% приводит вытягиванию зерен в направлении прокатки и повышению плотности дислокаций, обеспечивая дополнительное увеличение прочности сплава в результате дислокационного упрочнения. Увеличение степени деформации прокатки нежелательна, так как прокатка становится невозможной из-за появления трещин. Уменьшение степени деформации прокатки не позволяет достичь требуемого значения плотности дислокаций.
Таким образом, предложенный способ обработки криогенных алюминиевых сплавов системы Al-Mg-Mn-Sc-Zr способствует формированию повышенных прочностных свойств, а также исключает необходимость проведения дополнительной термической обработки, усложняющей технологический процесс.
Пример реализации предлагаемого изобретения в сравнении с выбранными аналогами.
Алюминиевый сплав, содержащий мас.%, 4,57Mg-0,35Mn-0,2Sc-0,09Zr, перегрели до температуры 780°С и выдержали при этой температуре 1 час. Затем методом непрерывного литья в кристаллизатор скольжения отливали слиток, который подвергли отжигу при 370°С в течение 12 часов. Механическую обработку (скальпирование) слитка проводили на величину снимаемого слоя 30 мм. Прессование слитка для получения заготовки прямоугольного сечения проводили при температуре 380°С. Затем проводили отжиг для снятия напряжений при температуре 340°C в течение 40 минут. Далее из заготовки прямоугольного сечения вырезали заготовку квадратного сечением 20×20 мм2 длиной 110 мм, которую подвергли деформации методом равноканального углового прессования при угле пересечения каналов 90° при температуре 300°С с числом проходов 12, что соответствует истинной деформации 12, с противодавлением, равным 40-50% от приложенного давления и поворотом заготовки после каждого прохода на 90° относительно оси, перпендикулярной большей грани заготовки и проходящей через центр заготовки. Полученную заготовку прокатали при комнатной температуре до суммарной степени обжатия 80%. В результате в заготовке сформировалась однородная мелкозернистая структура со средним размером зерен 2 мкм в продольном и менее 0,3 мкм в поперечном направлениях и плотностью дислокаций ~1015 м-2.
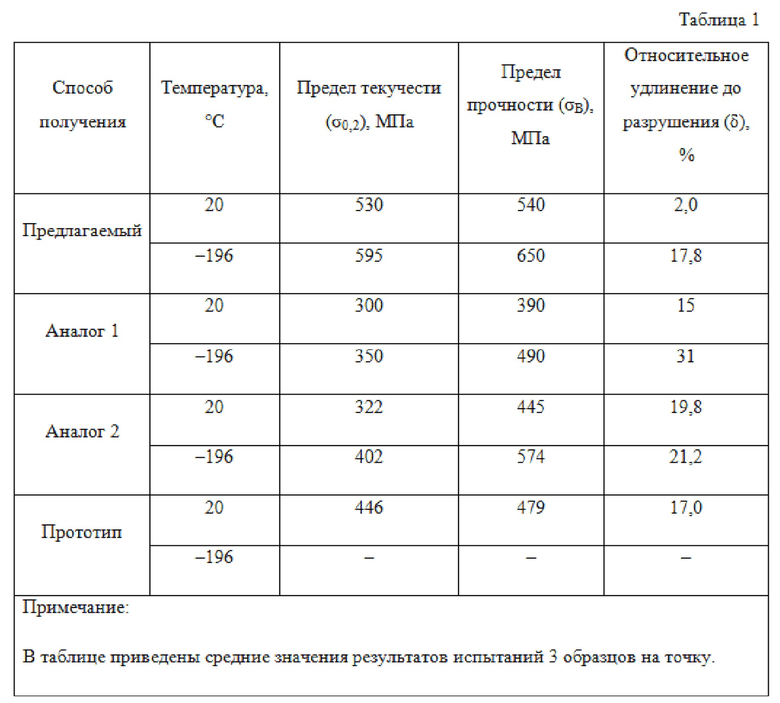
Полученная данным способом микроструктура алюминиевого сплава системы Al-Mg-Mn-Sc-Zr обеспечивает значительное увеличение его прочностных свойств при криогенной температуре. Данные механических свойств, полученные по предлагаемому и известным способам, представлены в таблице 1 для сравнения.
Таким образом, предложенный способ обработки сплавов системы Al-Mg-Mn-Sc-Zr способствует формированию однородной мелкозернистой структуры с повышенной плотностью дислокаций при отсутствии дополнительной термической обработки, способствуя дополнительному повышению прочностных свойств при сохранении достаточного уровня пластичности сплава при криогенной температуре, что является важным для различных изделий криогенного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ-СКАНДИЙ-ЦИРКОНИЙ | 2010 |
|
RU2453626C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ НА ОСНОВЕ СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-СКАНДИЙ | 2011 |
|
RU2465365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2013 |
|
RU2525953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВО-МАГНИЕВОГО СПЛАВА | 2014 |
|
RU2575264C1 |
| Способ термомеханической обработки термически-упрочняемых алюминиевых сплавов системы Al-Cu-Mg-Mn-Ag | 2016 |
|
RU2623557C1 |
| Способ получения листа из алюминиево-магниевых сплавов | 2018 |
|
RU2677196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНЫХ ПОЛУФАБРИКАТОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ СО СКАНДИЕМ | 2011 |
|
RU2461642C1 |
| Термостойкий проводниковый ультрамелкозернистый алюминиевый сплав и способ его получения | 2017 |
|
RU2667271C1 |
| Ультрамелкозернистые алюминиевые сплавы для высокопрочных изделий, изготовленных в условиях сверхпластичности, и способ получения изделий | 2020 |
|
RU2739926C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2019 |
|
RU2735846C1 |
Изобретение относится к области металлургии сплавов, а именно к технологии обработки криогенных алюминиевых сплавов системы Al-Mg-Mn-Sc-Zr, предназначенных для применения в качестве конструкционного материала в виде деформируемых полуфабрикатов в криогенной технике. Способ включает перегрев расплава до температуры 760-800°С с выдержкой 0,5-1,0 ч, отливку слитка методом непрерывного литья в кристаллизатор скольжения, отжиг при температуре 360-380°С в течение 12 ч, механическую обработку слитка, прессование слитка при температуре 380°С, при этом получают заготовку прямоугольного сечения, отжиг для снятия напряжения полученной заготовки при температуре 340-350°С продолжительностью 40 мин, вырезание заготовки квадратного сечения, деформацию полученной заготовки квадратного сечения равноканальным угловым прессованием при угле пересечения каналов 90° при температуре 295-305°С с числом проходов 12, что соответствует истинной деформации 12 с противодавлением, равным 40-50% от приложенного давления, и поворотом заготовки после каждого прохода на 90° относительно оси, перпендикулярной большей грани заготовки и проходящей через центр заготовки, после чего проводят холодную прокатку с суммарной степенью обжатия 80%. Технический результат - получение способа обработки криогенных алюминиевых сплавов системы Al-Mg-Mn-Sc-Zr с повышенными прочностными свойствами при криогенной температуре при отсутствии дополнительной термической обработки. 1 пр., 1 табл.
Способ обработки криогенного алюминиевого сплава системы Al-Mg-Mn-Sc-Zr, включающий перегрев расплава до температуры 760-800°С с выдержкой 0,5-1,0 часа, отливку слитка методом непрерывного литья в кристаллизатор скольжения, отжиг при температуре 360-380°С, при этом вырезают заготовку квадратного сечения, осуществляют деформацию полученной из слитка заготовки равноканальным угловым прессованием при угле пересечения каналов 90°, отличающийся тем, что отжиг при температуре 360-380°С осуществляют в течение 12 часов, после чего осуществляют механическую обработку слитка, затем осуществляют прессование слитка при температуре 380°С, при этом получают заготовку прямоугольного сечения, производят отжиг для снятия напряжения полученной заготовки при температуре 340-350°С продолжительностью 40 мин, вырезают заготовку квадратного сечения, а деформацию полученной из слитка заготовки квадратного сечения осуществляют равноканальным угловым прессованием при угле пересечения каналов 90° при температуре 295-305°С с числом проходов 12, что соответствует истинной деформации 12 с противодавлением, равным 40-50% от приложенного давления, и поворотом заготовки после каждого прохода на 90° относительно оси, перпендикулярной большей грани заготовки и проходящей через центр заготовки, после чего проводят холодную прокатку с суммарной степенью обжатия 80%.
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ-СКАНДИЙ-ЦИРКОНИЙ | 2010 |
|
RU2453626C2 |
| Avtokratova E.V | |||
| и др | |||
| The processing route towards outstanding performance of the severely deformed Al-Mg-Mn-Sc-Zr alloy, Materials Science and Engineering: A, Volume 806, 4 March 2021 | |||
| СПОСОБ ДЕФОРМАЦИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2566107C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПЛАСТИЧНОГО ЛИСТА ИЗ АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-ЛИТИЙ-МАГНИЙ | 2011 |
|
RU2468114C1 |
| US 20200270730 A1, 27.08.2020 | |||
| CN 109487102 B, 10.04.2020. | |||

