Изобретение относится к трубопроводному транспорту и может быть использовано для ремонта трубопровода с заменой дефектного участка или врезки деталей и арматуры в действующий трубопровод, построенный из труб с комбинированным покрытием: внутренняя поверхность труб имеет полимерное покрытие, а их концевые поверхности около торцов имеют термостойкое покрытие (эмалевое или коррозионно-стойкое металлическое), которое необходимо для обеспечения защиты сварного шва изнутри при сварке труб и которое предохраняет от выгорания полимерное покрытие.
Известен способ ремонта трубопровода, по которому дефектный участок и ремонтную катушку делят на элементы и вырезку каждого элемента дефектного участка производят после приварки предыдущего элемента к концам трубопровода (т.е. работы ведутся поэтапно).
Однако этот способ не обеспечивает сохранения защитного внутреннего покрытия и не сокращает время монтажа из-за сложности технологических операций, связанных с применением вспомогательного оборудования.
Наиболее близким к изобретению техническим решением является способ ремонта трубопровода, включающий локализацию дефектного участка с последующей его вырезкой и заменой.
Недостатком этого способа является необходимость выполнения трудоемких операций по восстановлению внутреннего антикоррозионного покрытия и защите сварного шва от коррозии.
Задача изобретения в полевых условиях при замене поврежденного участка или врезке узлов и деталей в действующий трубопровод с внутренним полимерным покрытием качественно восстановить внутреннее покрытие и защитить сварной шов от коррозии (т.е. чтобы при врезке трубы-вставки сохранить сплошность внутреннего антикоррозионного покрытия всего трубопровода).
Эта задача решается за счет того, что после подготовительных работ по освобождению ремонтируемого участка трубопровода с внутренним комбинированным покрытием производят локализацию и замер дефектного участка с учетом двух кольцевых сварных швов, а затем производят вырезку дефектного участка трубопровода совместно с кольцевыми сварными швами.
Вырезку дефектного участка совместно с кольцевыми сварными швами производят для того, чтобы при врезке трубы-вставки сохранить целостность защитного покрытия внутренней поверхности сварных швов и не нарушить тем самым сплошность антикоррозионного покрытия всего трубопровода.
Для достижения этой цели соответственно подготавливают трубу-вставку требуемой длины (с внутренним покрытием как у трубопровода). На внутреннюю поверхность трубы-вставки на расстоянии 150-200 мм наносят стеклоэмалевое покрытие с утолщением эмали у торцов на 1,0-1,5 мм и шириной 5-8 мм, а затем на остальную поверхность наносят полимерное покрытие. Такое же утолщение (высотой 1,0-1,5 мм и шириной 5-8 мм) наносят на внутреннюю поверхность трубопровода у торцов из пасты эмалевого шликера, затем подсушивают пасту эмалевого шликера подачей горячего воздуха с температурой 60-90оС. Устанавливают трубу-вставку вместо вырезанного дефектного участка трубопровода и производят сварку в соответствии с существующей технологией сварки труб с внутренним стеклоэмалевым покрытием.
При сварке от температуры электрической дуги происходит расплавление утолщенного слоя эмали у трубы-вставки и подсушенного слоя эмалевой пасты шликера, нанесенного на концы трубопровода. Расплавленная эмаль растекается по внутренней поверхности кольцевого сварного шва и при охлаждении образует защитное эмалевое покрытие.
Таким образом получается надежное защитное покрытие внутренней поверхности сварных швов и околошовной зоны, тем самым сохраняется сплошность антикоррозионного внутреннего покрытия всего трубопровода.
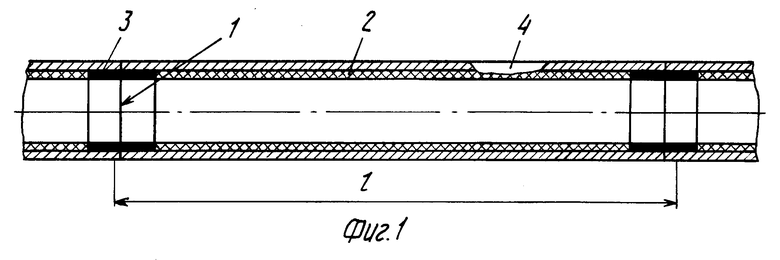
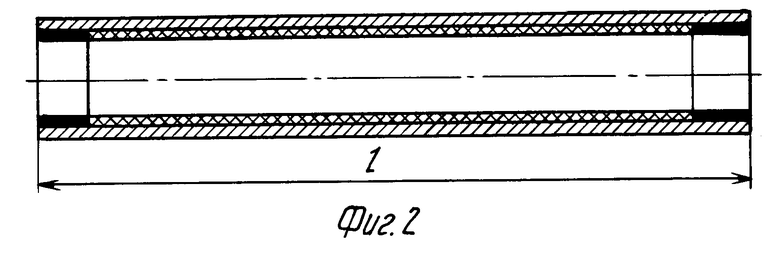
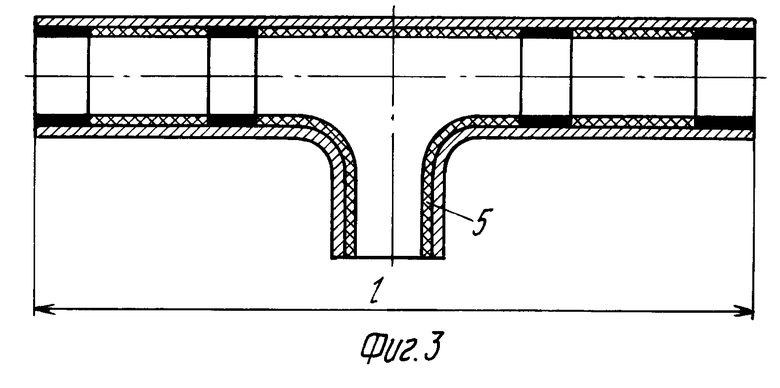
На фиг. 1 показан трубопровод с дефектным участком; на фиг. 2 труба-вставка с комбинированным антикоррозионным покрытием определенной длины; на фиг. 3 труба-вставка с соединительным элементом с термостойким покрытием на концах (эмалевым или коррозионностойким металлическим).
На представленных чертежах обозначены сварные стыки 1, полимерное покрытие 2, эмалевое или металлическое коррозионно-стойкое покрытие 3, дефектный участок 4, труба-вставка с соединительным элементом 5 (тройником).
Способ ремонта трубопровода может быть осуществлен следующим образом.
Стальные трубы диаметром 114 мм, толщиной 5 мм и длиной 10 м и имеют внутреннее комбинированное покрытие: концы трубы имеют стеклоэмалевое покрытие на основе эмали марки 20 Ц, а остальная поверхность трубы имеет полимерное покрытие, состоящее из порошкового полимерного материала марки П-ЭП-534.
Трубы сваривают в трубопровод в соответствии с существующей технологией сварки труб с внутренним покрытием. Трубопровод, построенный из таких труб, имеет непрерывное антикоррозионное покрытие по всей внутренней поверхности. При устранении возникшего дефекта в трубопроводе или при необходимости произвести врезку узлов и деталей в этот действующий трубопровод важно сохранить непрерывность антикоррозионной защиты внутренней поверхности трубопровода. Для решения этой задачи производят работы по освобождению дефектного участка трубопровода, замеряют длину дефектного участка с учетом вырезки двух кольцевых сварных швов (фиг. 1). В цеховых условиях подготавливают определенной длины трубу-вставку диаметром 114 мм и толщиной стенки 5 мм, на внутреннюю поверхность концов трубы на расстоянии 150 мм от их торцов наносят стеклоэмалевое покрытие на основе эмали марки 20Ц с утолщением слоя эмали на 1,0-1,5 мм и шириной 5-8 мм, а на остальную внутреннюю поверхность трубы наносят полимерное покрытие из порошкового материала марки П-ЭП-534. Производят остановку трубопровода и вырезают дефектный участок трубопровода совместно с двумя кольцевыми сварными швами. После удаления вырезанной трубы производят подготовку концевых участков трубопровода к сварке. Внутренние эмалированные поверхности очищают от загрязнений и обезжиривают растворителем. После этого у самых торцов на внутреннюю поверхность труб трубопровода наносят деревянной лопаточкой пасту эмалевого шликера марки 20Ц высотой 1,0-1,5 мм и шириной 5-8 мм, которую подсушивают подачей горячего воздуха с температурой 60-90оС в течение 15-20 мин. С помощью грузоподъемных механизмов устанавливают трубу-вставку, производят ее центровку и прихватку в 3-4 точках по окружности, а затем сваривают с трубопроводом по существующей технологии сварки труб с внутренним эмалевым покрытием. При сварке происходит расплавление от температуры электрической дуги утолщенного слоя эмали у торцов трубы-вставки и подсушенного слоя шликера, нанесенного на концы труб трубопровода. Расплавленная эмаль растекается по внутренней поверхности кольцевого сварного шва и околошовной зоны и при охлаждении образует защитное эмалевое покрытие. Такой способ ремонта трубопровода обеспечивает сохранность непрерывного антикоррозионного покрытия по всей его внутренней поверхности, включая и поверхность сварных швов.
При необходимости проводят изоляцию наружной поверхности труб в зонах сварки стыков, укладывают отремонтированный участок трубопровода на прежнее место и засыпают его грунтом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2030675C1 |
| Способ изготовления труб с внутренним эмалевым покрытием | 1990 |
|
SU1773646A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1995 |
|
RU2103593C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
| СПОСОБ СВАРКИ ТРУБ С ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1993 |
|
RU2056988C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1992 |
|
RU2076991C1 |
| СПОСОБ РЕМОНТА НАСОСНЫХ ШТАНГ | 1989 |
|
SU1725503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2011531C1 |
Сущность изобретения: ремонт трубопровода с комбинированным антикоррозионным покрытием производят путем локализации удаляемого участка с последующей его вырезкой и заменой трубой-вставкой, которую подготавливают нанесением полимерного покрытия на внутреннюю поверхность и утолщенного слоя эмали на концы. Вырезку удаляемого участка производят совместно с кольцевыми сварными швами, подготовку концевых участков трубопровода производят нанесением пасты и ее подсушиванием. После этого сваривают вставку с трубопроводом с образованием защитного покрытия на внутренней поверхности сварного шва и околошовной зоны. 3 ил.
СПОСОБ РЕМОНТА ТРУБОПРОВОДА С КОМБИНИРОВАННЫМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ путем локализации удаляемого участка с последующей его вырезкой и заменой трубой-вставкой, отличающийся тем, что подготавливают вставку нанесением полимерного покрытия на внутреннюю поверхность и утолщенного слоя эмали на концы, производят вырезку удаляемого участка совместно с кольцевыми сварными швами, производят подготовку концевых участков трубопровода нанесением пасты и ее подсушиванием, затем сваривают вставку с трубопроводом с образованием защитного покрытия по внутренней поверхности сварного шва и околошовной зоны.
| Способ ремонта трубопровода | 1980 |
|
SU1167400A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
