(54) ИНДУКТОР ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| Устройство для высокочастотной сварки труб с двумя продольными швами | 1975 |
|
SU574293A1 |
| ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1969 |
|
SU234562A1 |
| Устройство для сварки магнитоуправляемой дугой | 1980 |
|
SU927433A1 |
| Способ высокочастотной сварки | 1981 |
|
SU1030129A1 |
| Способ индукционного нагрева кромок под сварку | 1970 |
|
SU315397A1 |
| Устройство для автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU837676A1 |
| РОТОР СИНХРОННОЙ ЯВНОПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1990 |
|
RU2046497C1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU912445A1 |
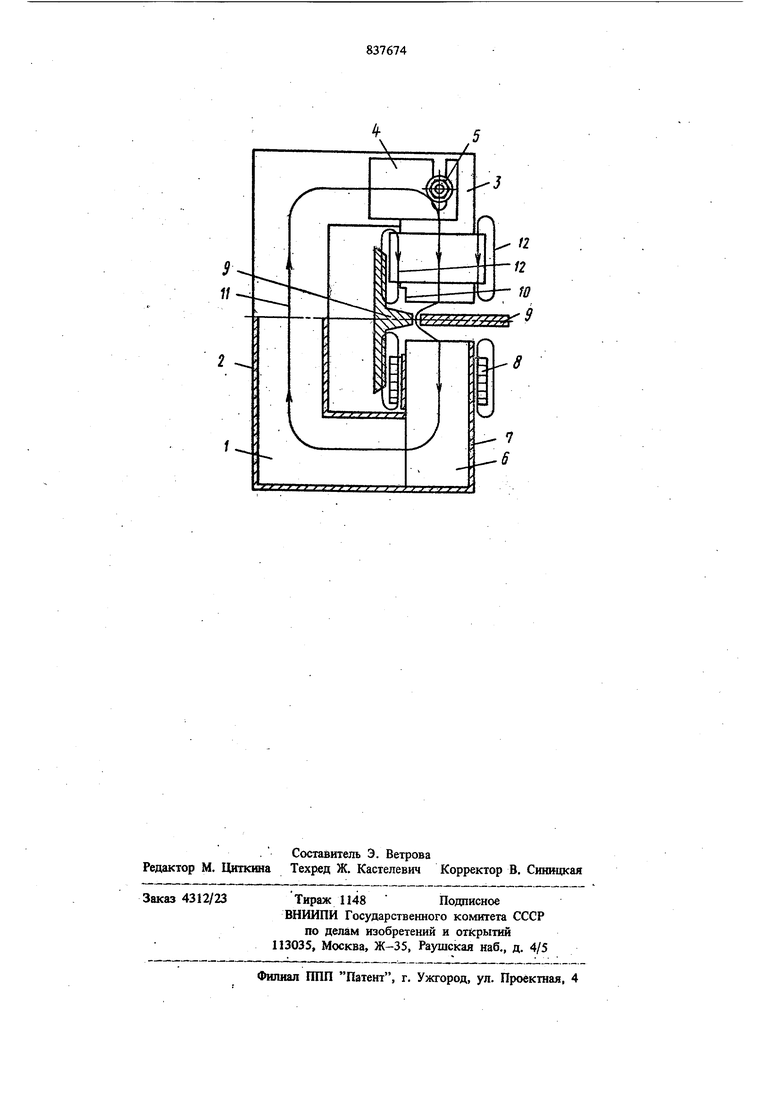
Изобретение относится к высокочастотной сварке, а именно к индукторам, для высокочастотной сварки, и может быть использовано в металлургической и других областях промышленности, применяющих высокочастотную сварку с индукционным. подводом энергии к свариваемому изделию, например при производстве тавровых профилей. Для высокочастотной сварки применяют различные типы индукторов. Известны индукторы со стержневым магни топроводом. На стержневом, покрытом экранирующим кожухом магнитопроводе таких ин дукторов размещают обмотку, подключаемую к источнику питания II. Такого типа индукторы обладают двумя недостатками. Во-первых, нх конструктивное использование затрудняет размещение формующих и удерхсивающих свариваемые кромки элементов в сварочной клети. Во-вторых, при нх использовании имеется два зазора в магни ной системе между полюсами, что приводит увеличению реактивной доставляющей тока и магнитного рассеяния и ухудшению энергетических показателей таких устройств. Известен также индуктор для высокочастотной сварки, содержащий С-образный экранированный магни-гопровод с |фйЬтавными полюс ными наконечниками и обмотки, нодключетные к источнику питания 2. Недостатком данного индуктора является то, что ои должен иметь значительную длину, поскольку лйгнитная цепь зтого индуктора замыкается через сходящиеся под друг к другу свариваемые кромки. Это обстоятельство ограничивает минимальную величиму угла схождения кромок свариваемого изделия и ухудшает КПД индуктора из-за увеличения потерь в магнитопроводе и экранирующем, кожухе. Недостатком данного индуктора является также удаленность источника магнитного поля (обмотки) от нагреваемого объекта и, как следствие, снижение КПД индуктора. Кроме того, эта конструкция индуктора не предусматривает возможности регулироваиия величины воздушного зазора между полюсами. Цель изобретения - повышение КПД индук тора путем приблкже1гая облдаток к месту нагрева изделия, обеспечения возможности сварки с малыми углами схождения кромок заготовок и свободного размещения формирующих и удерживающих свариваемые кром ки элементов вблизи очага сварки и обеспечения возможности регулирования величины . воздушного зазора между приставными полюсными наконечниками. Поставленная цель достигается за счет того, .что обмотки индуктора размещены на пристав ных рабочих полюсах, установленньк с возможностью перемещения- в направлении издели Замыкающий приставные, полюсные наконеч ники С-образный мапштопровод выполнен охватьшающим поперечное сечение одной из заготовок что дает возможность разместить в освободившейся зоне, ранее занятой С-образным магнитопроводом, формирующие и кромкоудерживающие элементы непосредственно у очага сварки, располагающегося под наконечниками. Размещение на приставных рабочих полюсах способствует повышению напряженности магнитного поля в области рабочих полюсов и разгрузке С-образного магнито I провода от потоков рассеяния, что приводит к уменьшению потерь в магнитопроводе. Величина возд)шшого зазора между пристав ными полюсными наконечниками фиксируется с помощью специального устройства, вьшолнешюго, например, в виде кронштейнов с пазом, закрепленных на экранирующем кожухе С-образного магнитопровода, и шпилек с гайками, закрештенных на полюсах, что позволяе выбирать величину воздушного зазора исходя из геометрических размеров свариваемых изделий;На чертеже изображена схема индуктора. С-образньш магнитопровод I индуктора заключен в разрезной экранирующий кожух 2, К экранирующел1у кожуху 2 крепятся пристав ные полюсньГе наконечники 3, например, при помощи кронштейнов 4 с пазом, закрепленных на экранирующем кожухе 2, и пшилек с гайками 5, за крепленных на полюсах 3. Приставные наконечники 3 содержат магнитоIпровод 6, разрезной экранирующий кожух 7 и обмотку 8 индуктора. В сварочном зазоре между наконечник амк 3 расположены свариваемые детали 9, например гшзкотавровый профиль и лист. С целью получеюш равномерного нагрева выступа иизкотаврового профиля и листа экрагшрующие кожухи 7 полюсов 3 имеют вырезы 10 в плоскостях, обращенных к полке тзкотаврового профиля. Замыкающий приставные полюсные иаконечники 3 С-образный магнитопровод 1 вьшолнен охватьшающим заготовку полки свариваемого тавра 9. При подключении обмотки 8 индуктора к источнику питания в индукторе возникает основной магнитный поток Ни потоки рассеяния 12 обмотки индуктора Так как обмотки 8 индуктора находятся вблизи сварочного зазора, то потоки рассеяния 12 увеличивают плотность потока в нем, по сравнению с известной конструкцией индуктора, в которой плотность потока в зазоре определяется только основным рабочим потоком 11, а С-образный магнитопровод 1 освобождается от потока рассеяния обмоток. Предлагаемая конструкпля индуктора обеспечивает по сравнению с известными конструкциями возможность повышения КПД не менее чем на 10% и улучшение параметров схождения свариваемых кромок из-за благоприятного размещения формующих и удерживающих кромок элементов. Кроме того, обеспечивается возмояотость сварки изделий различных толщин при минимально допустимых воздущных зазорах и возможность быстрой смены полюсов при их повреждении, что увеличивает эксплуатационнук надежность. Формула изобретения Индуктор для высокочастотной сварки, преимущественно тавровых соединений,, содержащий С-образный экранированный магнитопровод с приставными полюсными наконечниками и обмотки, подключенные к источнику питания, отличающийся тем, что, с целью повыщения КПД индуктора путем приближения . обмоток к месту нагрева изделия и регулирования величины воздушного зазора между полюсами, обмотки индуктора размещены на приставных рабочих полюсах, установленных с возможностью перемещения в направлении изделия. Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР N 271672, кл. В 23 К 13/00, 1969. 2. Авторское свидетельство СССР № 429916, кл. В 23 К 13/00, 1972, (прототип).
