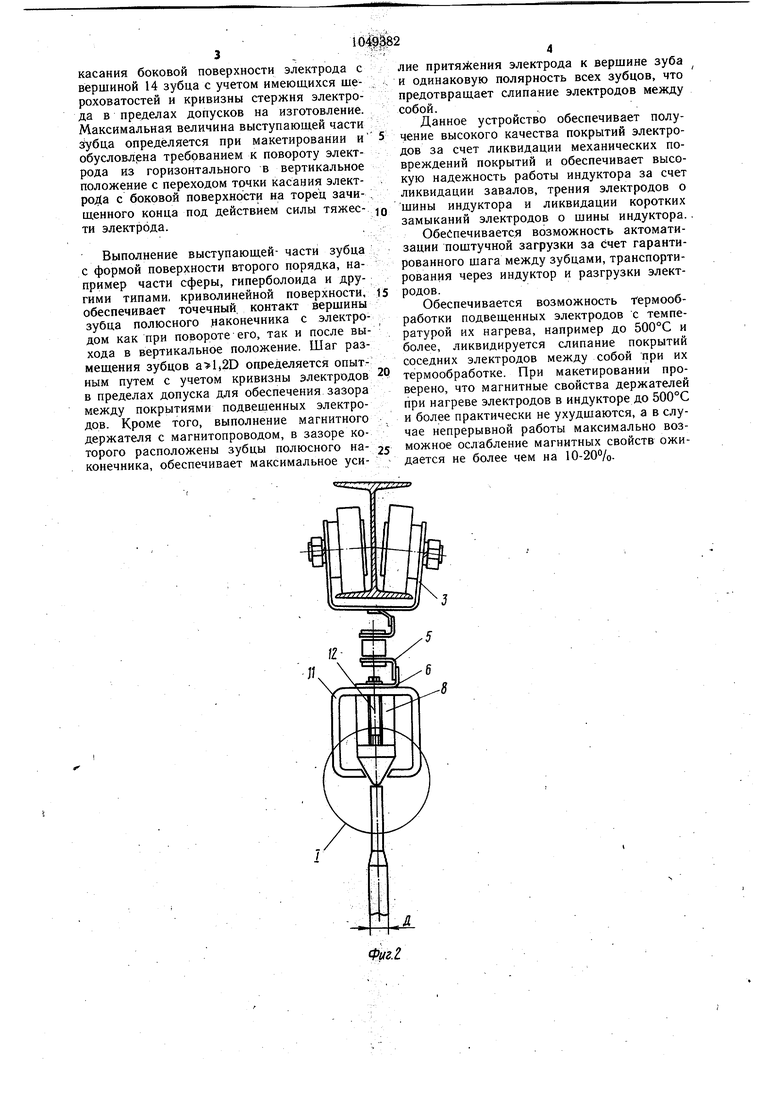
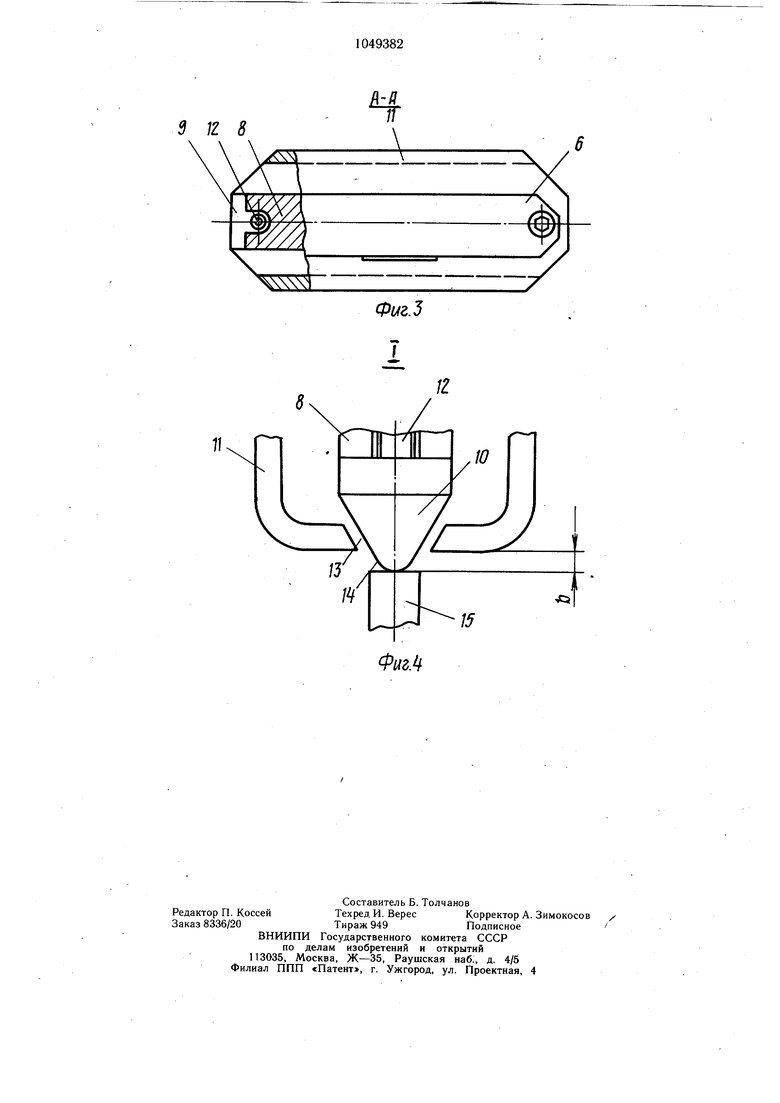
Изобретение относится к электрометрии и может быть использовано при производстве сварочных электродов в индукционных установках со щелевым индуктором для сушки и прокалки покрытий сварочных электродов. Известно устройство для транспортирования электродов, включающее укрепленные на цепи подвески, имеющие ребра, с обеих сторон которых имеются трубки и Г-образные полюсные наконечники постоянного магнита, соединенные между собой винтами. Полюсные наконечники выполнены таким образом, что одна часть каждого направлена вертикально, а вторая - горизонтально, при этом горизонтальные их части обращены друг к другу. Электроды подвещиваются к обоим полюсным наконечникам магнита в вертикальной плоскости, при этом торец электрода крепится к горизонтальной части одного полюсного наконечника, а боковая часть стержня электрода - ко второму полюсному наконечнику. Взаимное положение магнитов по длине электрода не фиксируется 1. Однако вертикальное положение данных электродов не стабильно, они могут касаться друг друга, а это приводит к механическому повреждению покрытия и некачественной сущке в местах контакта. Наиболее качественным нагревом при сушке и прокалке электродов является индукционный нагрев. Использование данного устройства для индукционного нагрева в щелевом индукторе не обеспечивает требуемое качество покрытия электродов из-за невозможности обеспечить стабильное Вертикальное положение электродов. Происходит касание электродов с индуктором, что приводит к некачественной сушке в данных местах, а также к истиранию покрытий эле-. ктродов и щин индуктора при транспортировании и к возникновению завалов и коротких замыканий в индукторе. Наиболее близким по технической сущности к изобретению является устройство для транспортирования сварочных электродов при термообработке их покрытий, включающее укрепленные на цепи подвески, содержащие постоянные магниты, полюсные наконечники, имеющие .зубцы, и магнитопроводы 2. : Однако при загрузке за боковые поверхности электроды могут иметь такой контакт с зубом, что после поворота электроды окажутся подвешенными за боковую поверхность веерообразно с отклонением от вертикали, что, в свою очередь, приводит к касанию электродов с индуктором, к истиранию электродов и шин индуктора, кроме того, соседние зубья имеют разную полярность (N или S), что приводит к взаимному Притяжению и, следовательно, соприкосновению покрытий, а это, в свою очередь, приводит к некачественной сушке, а, следовательно, к браку в местах контакта электродов. Целью изобретения является повыщение качества покрытия электродов за счет исключения их касания между собой. Указанная цель достигается тем, что постоянные магниты с полюсными наконечниками размещены внутри магнитопроводов, а каждый магнитопровод выполнен с отверстиями, в которых с зазором размещены зубцы полюсных наконечников, выступающие за пределы магнитопровода, при этом выступающая часть зубцов имеет криволинейную форму. При этом криволинейная выступающая часть зубцов выполнена в виде части сферы. На фиг. 1 представлено устройство для транспортирования, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - узел I на фиг. 2. Устройство для транспортирования сварочных электродов состоит из замкнутого цодвесного транспортера, например цепи 1, закрепленной к ходовым роликам 2 при помощи скобы 3, перемещающейся по ездовой балке 4. Цепь 1 имеет подвеску в виде отогнутых пластин 5, на которые с помощью скоб 6 подвешиваются магнитные держатели 7. Последний состоит из постоянного магнита 8, полюсного наконечника 9 с зубцами 10, магнитопровода 11 и скобы 6, скрепленных между собой винтами 12. Зубцы 10 полюсного наконечника 9 расположены в отверстиях 13 магнитопровода 11 с зазором и их выступающая часть выполнена криволинейной в виде поверхности второго порядка 14, например, частью сферы, и выступает на величину Ь 0,hl,OD, где D - наружный диаметр подвешенного электрода 15..Зубцы 10 размещены с шагом а 1,2 D. Устройство работает следующим образом. Во всех существующих линиях электроды после электродообмазывающего процесса подаются в горизонтальном положении, затем с помощью механизма загрузки, например с помощью цепного транспортера (не показан), синхронно перемещаются и поднимаются к магнитным держателям устройства для транспортирования до сближения боковых поверхностей защищенных концов электродов с вершиной зубцов полюсного наконечника с касанием в одной точке, Затем электроды при движении поворачиваются под действием собственной силы тяжести до вертикального положения и оказываются подвешенными точкой торца защищенного конца и перемещаются через вертикальный щелевой индуктор(не показан). При этом на каждом зубце оказывается подвешен лишьодин электрод. Величи выступающей части зубца 10 в пределах 0,1 г 10D определена при макетировании опытным путем, при этом минимальный размер получен исходя из условия обеспечения
касания боковой поверхности электрода с вершиной 14 зубца с учетом имеющихся шероховатостей и кривизны стержня электрода в пределах допусков на изготовление. Максимальная величина выступающей части Зубца определяется при макетировании и обусловлена требованием к повороту электрода из горизонтального в вертикальное положение с переходом точки касания электроДа с боковой поверхности на торец зачищенного конца под действием силы тяжести электрода.
Выполнение выступающей- части зубца с формой поверхности второго порядка, например части сферы, гиперболоида и другими типами, криволинейной поверхности, обеспечивает точечный, контакт вершины зубца полюсного наконечника с электродом как при повороте его, так и после выхода в вертикальное положение. Шаг размещения зубцов ,2D определяется опытным путем с учетом кривизны электродов в пределах допуска для обеспечения зазора между покрытиями подвешенных электродов. Кроме того, выполнение магнитного держателя с магнитопроводом, в зазоре которого расположены зубцы полюсного наконечника, обеспечивает максимальное усилие притяАения электрода к верщине зуба и одинаковую полярность всех зубцов, что предотвращает слипание электродов между собой.
Данное устройство обеспечивает получение высокого качества покрытий электродов за счет ликвидации механических повреждений покрытий и обеспечивает высокую надежность работы индуктора за счет ликвидации завалов, трения электродов о шины индуктора и ликвидации коротких замыканий электродов о щины индуктора.
Обеспечивается возможность актоматизации поштучной загрузки за счет гарантированного шага между зубцами, транспортирования через индуктор и разгрузки электродов.
Обеспечивается возможность термообработки подвешенных электродов с температурой их нагрева, например до 500°С и более, ликвидируется слипание покрытий соседних электродов между собой при их термообработке. При макетировании проверено, что магнитные свойства держателей при нагреве электродов в индукторе до 500°С и более практически не ухудшаются, а в случае непрерывной работы максимально возможное ослабление магнитных свойств ожидается не более чем на 10-20%.
л
-i
Х v
ViOH
д IZ 8
Фмг.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сушки и прокалки покрытий сварочных электродов | 1976 |
|
SU1058857A1 |
| Устройство для электронно-лучевой сварки | 1990 |
|
SU1712105A1 |
| Магнитное подъемное устройство | 1987 |
|
SU1458307A1 |
| МАГНИТНАЯ СИСТЕМА ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ | 2007 |
|
RU2350943C1 |
| Многокоординатный электродвигатель "Гибкий мотор-подшипник | 1988 |
|
SU1686640A1 |
| Установка для отпуска кромок листового металлопроката | 2023 |
|
RU2817655C1 |
| Устройство для сварки магнитоуправляемой дугой | 1989 |
|
SU1655687A1 |
| УСТРОЙСТВО ДЛЯ ЛИКВИДАЦИИ НЕГЕРМЕТИЧНОСТИ МАГНИТОПРОВОДНОЙ ОБОЛОЧКИ | 2012 |
|
RU2498147C2 |
| ЧАСОВОЙ СЕМИСЕГМЕНТНЫЙ ИНДИКАТОР | 1988 |
|
RU2050573C1 |
| СЕЙСМОГРАФ | 1991 |
|
RU2030767C1 |
1. УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ СВАРОЧНЫХ ЭЛЕКТРОДОВ ПРИ ТЕРМООБРАБОТКЕ ИХ ПОКРЫТИЙ, включающее укрепленные на цепи подвески, содержащие постоянные магниты, полюсные наконечники, имеющие зубцы, и магнитопроводы, отличающееся тем, что, с целью повыщения качества покрытия электродов за счет исключения их касания между собой, постоянные магниты с полюсными наконечниками размещены внутри магнитопроводов, а каждый магнитопровод выполнен с отверстиями, в которых с зазором размещены зубцы полюсных наконечников, выступающие за пределы магнитопровода, при этом выступающая часть зубцов имеет криволинейную форму. 2. Устройство по П.1, отличающееся тем, что криволинейная выступающая часть зубцов выполнена в виде части сферы. te сл 4 со СА: 00 ю
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ производства сварных труб большого диаметра | 1986 |
|
SU1371832A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Подвеска для деталей,окрашиваемых способом электроосаждения | 1973 |
|
SU466915A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
