Изобретение относится к области судового машиностроения, а именно к способам изготовления гребных винтов, и может быть использовано, в частности, для создания четырёхлопастного гребного винта.
Известен способ RU 2089342 C1 «Способ изготовления отливок гребных винтов из сплавов на медной основе», включающий в себя изготовление литейной формы по однолопастной деревянной модели с делительным диском, которую последовательно устанавливают и фиксируют в каждом положении, равном количеству лопастей, заливку формы и прибыльной части жидким металлом, охлаждение отливки, разборку формы, очистку и обрубку отливки, отличающийся тем, что заливку формы осуществляют с регулируемой посредствам стопора литниковой чаши скоростью. Недостатком данного способа является необходимость проведения большого числа технологических заготовительных операций.
Наиболее близким к заявленному техническому решению является способ по патенту RU 2715404 «Способ создания заготовки гребного винта». В указанном изобретении заготовка гребного винта получена за счёт прямого лазерного выращивания с предварительным созданием 3D модели. Способ включает в себя предварительное разбиение выращиваемой заготовки на крупные части, создание поверхностей для дальнейшей обработки в CAD и CAM программах, построение управляющих траекторий и далее управляющей программы для комплекса для прямого лазерного выращивания, после чего осуществляется сам процесс выращивания заключающийся в формировании лазерным источником пятна нагрева, размер которого достаточно ограничен, при этом вертикальное смещение между слоями и горизонтальное смещение между валиками в слое мало и равняется 2 и 0,8 мм, соответственно, в результате чего объём наплавленного металла за один час находится в диапазоне 360 см3 - 540 см3 и коэффициент использования присадочного материала при прямом лазерном выращивании с использованием порошка равняется 70-80%.
Недостатком данного способа создания заготовки гребного винта, принятого за прототип, является неэффективный расход используемого присадочного материала, что влечет за собой увеличение количества слоев и, соответственно, увеличение времени при выращивании заготовок однотипных гребных винтов, что делает применение этого способа недостаточно эффективным для использования в области судового машиностроения.
Техническим результатом предлагаемого способа создания заготовки гребного винта является повышение коэффициента использования присадочного материала и сокращение времени выращивания заготовки.
Технический результат достигается за счёт использования технологии прямого дугового выращивания из проволоки, при которой пятно нагрева, по сравнению с прототипом, имеет больший размер и коэффициент использования присадочного материала возрастает до 95-99%. Из-за увеличения расхода количества материала в единицу времени, повышается величина горизонтального смещения между валиками в каждом слое до 3,5 - 6,3 мм и величина вертикального смещения между слоями до 1 - 2 мм, при этом объём наплавленного за один час металла увеличивается на 31-164%, а время создания заготовки сокращается почти вдвое.
Однако, увеличение вертикального смещения между слоями накладывает ограничения на выполняемую геометрию заготовки, а именно наблюдается потеря стабильности геометрии наплавляемого слоя выращиваемого изделия при высоких углах наклона (более 30° от вертикальной оси). Поэтому в предлагаемом способе, управляющие траектории для лопасти строят не единым массивом, а с помощью построения двух отдельных частей - примитивов - входной кромки лопасти и её тела, что несколько увеличивает время выполнения подготовительного этапа. Такое техническое решение может быть применено так же и для создания биметаллических винтов с улучшенными свойствами входной кромки лопасти, поскольку именно она наиболее подвержена износу в процессе эксплуатации. Для этого управляющие траектории входной кромки могут быть выполнены с учётом применения более износостойкого сплава, чем основной материал винта, что увеличит срок эксплуатации изделия.
Предлагаемый способ включает следующие этапы:
- подготовительный,
- создания заготовки.
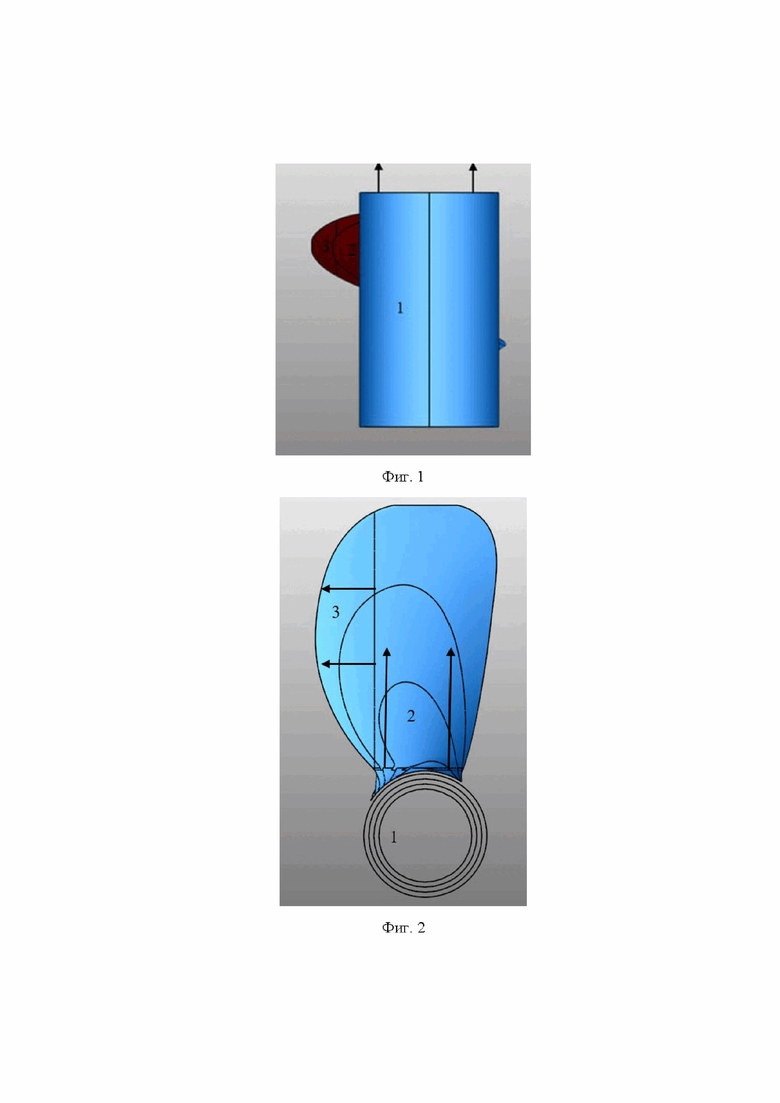
На подготовительном этапе строится адаптивная 3D модель будущей заготовки гребного винта с использованием CAD пакетов, для построения которой вся деталь разбивается на крупные элементы: ступицу и лопасть с переходами между ними, с последующим разбиением лопасти на примитивы. На фиг.1 и 2 обозначены элементы заготовки гребного винта ступица 1 и примитивы 2 - тело лопасти, 3 - входная кромка лопасти.
Далее строят секущую центральную поверхность каждого элемента, от которой путём смещения копируют остальные, с заранее подобранным для оптимального сплавления шагом между валиками в каждом слое выращивания от 4,2 до 5,25 мм. Новые поверхности обрезают согласно ограничивающим поверхностям исходной 3D модели изделия тем самым сохраняются необходимые геометрические размеры создаваемой заготовки. Построенные поверхности являются центрами накладываемых друг на друга валиков. Поскольку шаг вертикального смещения между слоями при дуговом выращивании в большинстве случаях равняется 1 мм и выше, то для исключения потери стабильности геометрии наплавляемого слоя выращиваемого изделия при высоких углах их наклона (более 30° от вертикальной оси) лопасть винта дополнительно разбита на более мелкие части примитивы 2, 3 на фиг.2, где стрелками также показана ось положения рабочего инструмента при выращивании.
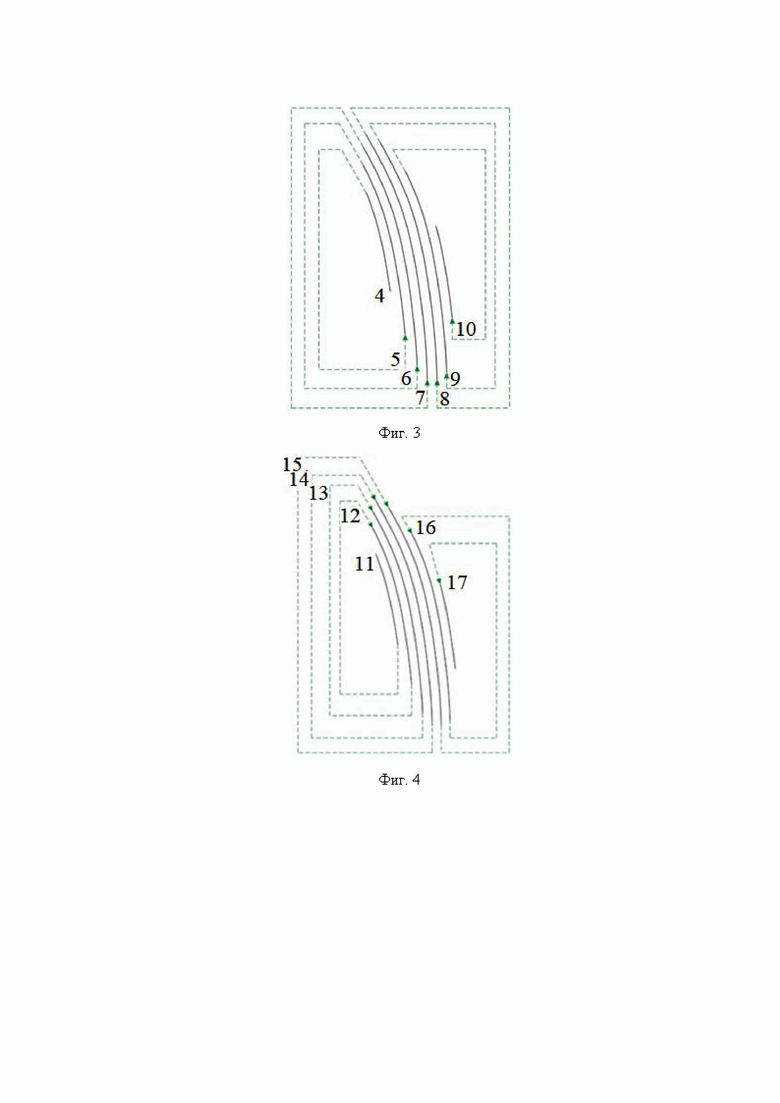
Далее построенная адаптивная 3D модель загружается в CAM систему, с помощью функций «обработка поверхности» происходит построение управляющих траекторий для каждой полученной поверхности с реверсом направления движения рабочего инструмента между слоями, при этом задаётся шаг смещения между слоями по вертикали от 1 до 2 мм. Далее управляющие траектории объединяются в одну общую с учётом очерёдности выполнения каждого валика в слое, как показано на фиг. 3 - нечётный слой, фиг. 4 - чётный слой, состоящий из валиков, позиции 4-17 обозначающие очерёдность нанесения с первого по четырнадцатый валик в слое. После чего устанавливаются номера переменных, которые будут отвечать за параметры скорости, тока и напряжения. Затем с помощью постпроцессора происходит преобразование программного кода управляющей траектории в управляющую программу, которая загружается на контроллер установки прямого дугового выращивания.
На этапе создания заготовки происходит процесс прямого дугового выращивания с использованием созданной управляющей программы. Перед началом процесса выращивания на рабочей области установки закрепляют металлическую подложку необходимых габаритов, устанавливают параметры процесса в заданные ранее переменные, и задают параметры газовой смеси. Далее запускают управляющую программу и начинают выращивание первого элемента, затем последовательно каждого примитива лопасти. Процесс выращивания базируется на принципах многослойной дуговой наплавки плавящимся электродом в среде защитного газа с применением технологии контролируемого холодного каплепереноса. Добавление материала происходит послойно за счёт плавления сварочной проволоки диаметром 1,2 мм теплом сварочной дуги. Подача газа остаётся неизменной на протяжении всего процесса выращивания. Мощность дугового источника и скорость перемещения рабочего инструмента находится в диапазонах от 1400 до 2000 Вт, 6 - 15 мм/с и варьируется в зависимости от выращиваемого элемента.
После завершения процесса выращивания производится сканирование выращенной заготовки с целью получения 3D модели готового изделия. После чего может быть построена управляющая программа для механической обработки. Далее заготовка обрабатывается механически до заданных размеров.
Таким образом, применение дугового источника позволяет значительно увеличить объём наплавленного металла до 712 - 949 см3, а, следовательно, и увеличить скорость выполнения этапа создания заготовки, то есть сократить время создания заготовки.
Реализация работы предлагаемого способа представлена на примере выращивания заготовки четырёхлопастного винта.
На подготовительном этапе последовательность операций следующая: модель винта разбили на элементы, а затем на примитивы как показано на фиг. 1 и 2, где элемент 1 - ступица, примитив 2 - тело лопасти, примитив 3 - входная кромка лопасти. После чего у каждого примитива была построена центральная поверхность в программном CAD пакете. Затем с помощью функции «смещение» создан массив поверхностей, геометрически повторяющих исходную центральную поверхность с заданным шагом слоя поперечного сечения - 4,64 мм. Далее полученные поверхности усекают с помощью функции «выборка» в местах пересечения с геометрией исходной 3D модели, которая была предварительно загружена в проект. Полученные массивы были сохранены и импортированы в CAM пакет.
Поскольку большинство CAM пакетов, используемых для аддитивных технологий, основанных на прямом подводе энергии и материала, к которым относится прямое дуговое выращивание, являются в первую очередь программой для построения управляющих траекторий для механической обработки на первом этапе было необходимо задать параметры обрабатываемой заготовки и параметры инструмента. В данном случае была выбрана дисковая фреза минимально возможного диаметра. Её длинна равнялась 15 мм и совпадала с расстоянием между контактным наконечником и подложкой. Далее с помощью функции «обработка поверхности» строились управляющие траектории для каждого элемента и примитива с заданным шагом вертикального смещения - 1,88 мм, а также задавалась скорость перемещения рабочего инструмента - 8 и 15 мм/c и мощность дугового источника 1400 и 1900 Вт в зависимости от выполняемого примитива. После чего весь массив объединялся в единую управляющую траекторию в которой корректируется очерёдность выполнения каждого слоя и добавляются места переключения параметров режима через специальные переменные - регистры (R[№перем.]). Затем осуществлялась симуляция управляющей траектории в специальной виртуальной ячейке, которая повторяет движения и расположения составляющих частей реального комплекса прямого дугового выращивания, прописывались номера системы координат, инструмента и записывался файл управляющей программы.
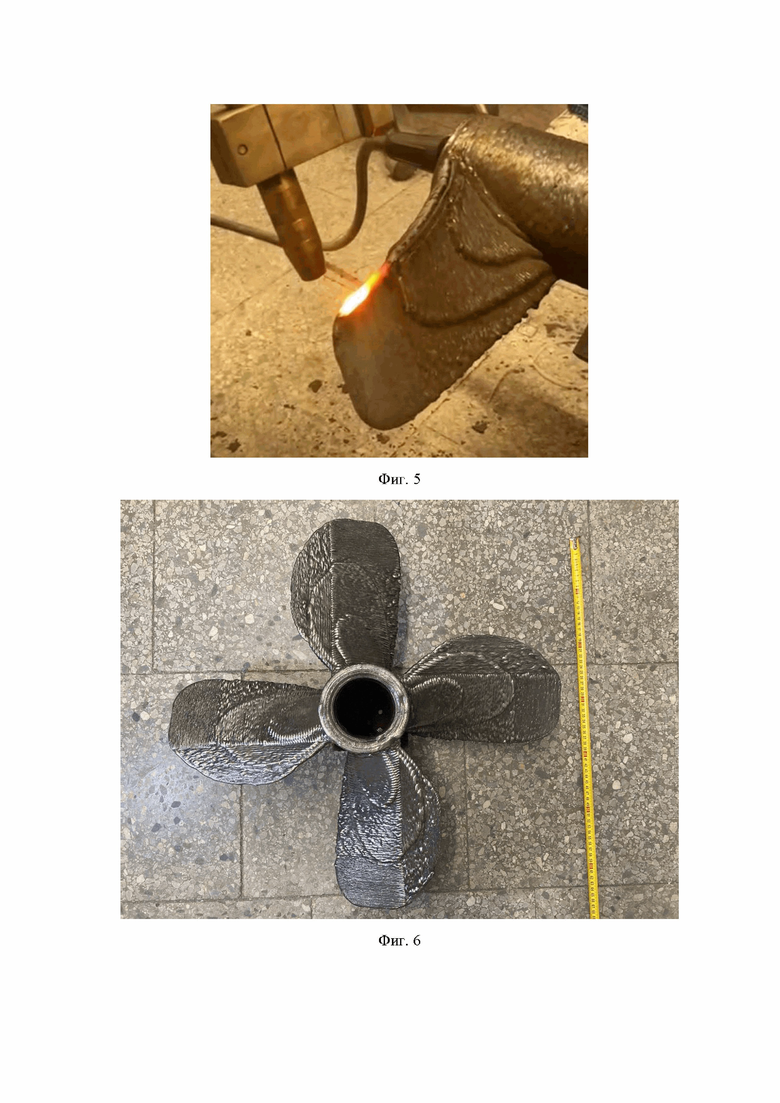
Перед началом выращивания в рабочей зоне установки для прямого дугового выращивания закрепляется подложка. Управляющую программу загружают на контроллер установки прямого дугового выращивания и задают необходимые параметры процесса, устанавливают расход защитного газа и его параметры. После чего запускают движение рабочего инструмента установки прямого дугового выращивания и одновременно с запуском управляющей программы, начинается процесс выращивания элемента и примитивов поочерёдно. На первом этапе происходит выращивание ступицы винта 1, при этом рабочая поверхность установки для прямого дугового выращивания (далее - стол) расположена горизонтально, инструмент расположен вертикально (согл. стрелкам для элемента 1, фиг.1). После этого стол заклоняют под углом 90° вместе с выращенным элементом 1 и на его боковой поверхности начинают выращивание тела лопасти (примитив 2), при этом ось рабочего инструмента также располагают вертикально (согл. стрелкам для примитива 2, фиг.2). Далее стол поворачивают на 90° вокруг оси вращения и начинают выращивание входной кромки лопасти (примитив 3), положение инструмента также остается вертикальным (фиг.5). После окончания процесса выращивания примитивов 2 и 3 (фиг.2), стол поворачивают на 90° относительно первой лопасти и на боковой поверхности ступицы начинают выращивание следующей лопасти соответственно описанному выше процессу с момента заклонения стола под 90°. Для выращивания третьей и четвёртой лопастей, повторяется процедура для первой и второй лопастей. Результат выращивания приведен на фиг.6.
В отличии от прямого лазерного выращивания, использование электрической дуги увеличивает скорость производства заготовки. Поскольку шаги вертикального и горизонтального смещения увеличились с 2 и 0,8 мм до 4,64 и 1,88 мм соответственно, а объём наплавленного металла вырос с 360 см3 - 540 см3 до 712 - 949 см3, то время выполнение этапа создания заготовки сократилось почти вдвое.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПОЛОГИЧЕСКИ ОПТИМИЗИРОВАННОГО РАБОЧЕГО КОЛЕСА ВОДОМЕТНОГО ДВИЖИТЕЛЯ МЕТОДОМ ПРЯМОГО ЛАЗЕРНОГО ВЫРАЩИВАНИЯ | 2019 |
|
RU2718823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ ТИПА АК | 2018 |
|
RU2695856C1 |
| Способ изготовления гребного винта | 2020 |
|
RU2763086C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ КОНТРОЛЬНОЙ ТОЧКИ ОБЪЕКТА С ПРИМЕНЕНИЕМ НАЗЕМНОГО ЛАЗЕРНОГО СКАНЕРА | 2013 |
|
RU2540939C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ МОДЕЛИ | 2021 |
|
RU2782692C1 |
| 3D ПРИНТЕР | 2018 |
|
RU2725465C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ МОДЕЛИ | 2021 |
|
RU2782691C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ МОДЕЛИ | 2020 |
|
RU2765909C1 |
| Способ изготовления высокоточной заготовки из порошка титанового сплава | 2018 |
|
RU2709694C1 |
Изобретение относится к способу создания заготовки гребного винта методом прямого дугового выращивания. Технический результат заключается в повышении коэффициента использования присадочного материала и сокращении времени выращивания заготовки. В способе посредством специализированного программного обеспечения производят построение адаптивной 3D модели будущей заготовки с учетом ее поэлементного разбиения на лопасть, ступицу и переходы между ними, при этом лопасть дополнительно разбивают на более мелкие части путём разрезки построенных поверхностей на несколько частей, далее производят построение управляющих траекторий для каждой полученной поверхности с реверсом направления движения рабочего инструмента по слоям валиков наплавляемого материала, шаг смещения между которыми по вертикали устанавливают в пределах от 1 до 2 мм, затем управляющие траектории объединяют в одну общую с учётом очерёдности выполнения каждого валика в слое и вводят переменные величины параметров процесса, а именно скорость, величину тока и напряжения, после чего производят преобразование программного кода общей управляющей траектории в управляющую программу процесса, которую загружают на контроллер установки прямого дугового выращивания, в рабочей зоне установки закрепляют металлическую подложку, соответствующую габаритам заготовки, вводят рабочие параметры процесса и газовой смеси и осуществляют запуск управляющей программы последовательного выращивания заготовки. 6 ил.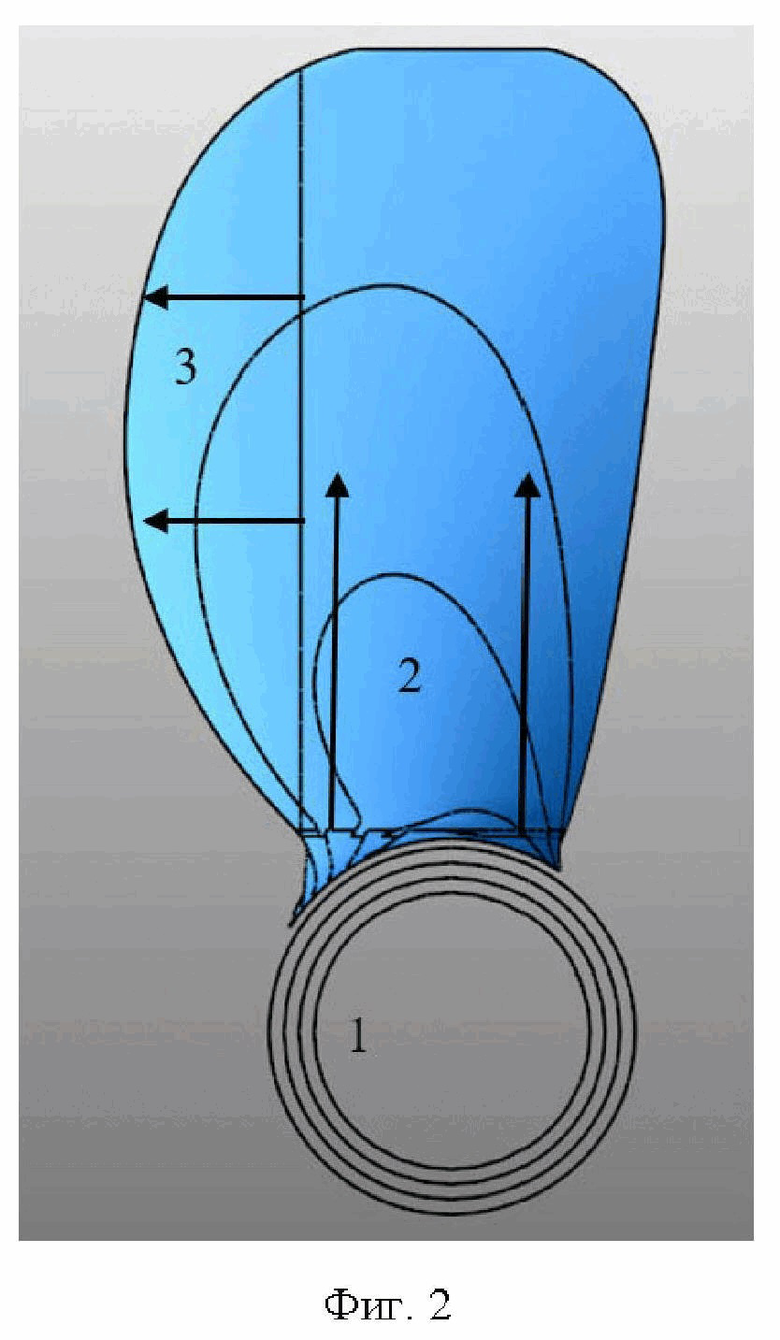
Способ создания заготовки гребного винта методом прямого дугового выращивания, характеризующийся тем, что посредством специализированного программного обеспечения производят построение адаптивной 3D модели будущей заготовки с учетом ее поэлементного разбиения на лопасть, ступицу и переходы между ними, при этом лопасть дополнительно разбивают на более мелкие части путём разрезки построенных поверхностей на несколько частей, далее производят построение управляющих траекторий для каждой полученной поверхности с реверсом направления движения рабочего инструмента по слоям валиков наплавляемого материала, шаг смещения между которыми по вертикали устанавливают в пределах от 1 до 2 мм, затем управляющие траектории объединяют в одну общую с учётом очерёдности выполнения каждого валика в слое и вводят переменные величины параметров процесса, а именно скорость, величину тока и напряжения, после чего производят преобразование программного кода общей управляющей траектории в управляющую программу процесса, которую загружают на контроллер установки прямого дугового выращивания, в рабочей зоне установки закрепляют металлическую подложку, соответствующую габаритам заготовки, вводят рабочие параметры процесса и газовой смеси и осуществляют запуск управляющей программы последовательного выращивания заготовки.
| Способ создания заготовки гребного винта | 2019 |
|
RU2715404C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| CN 107999770 A, 08.05.2018 | |||
| CN 110000381 A, 12.07.2019. | |||
