Изобретение относится к технологии изготовления элементов нано- и микросистемной техники, содержащих трехмерные микроструктуры и может быть использовано в производстве кремниевых чувствительных элементов преобразователей давления, угловой скорости, газовых сенсоров и акселерометров.
Известен способ изготовления интегральных тензопреобразователей, который включает формирование на обеих поверхностях кремниевой пластины первого типа проводимости диэлектрического слоя, нанесение на рабочую сторону пластины слоя тугоплавкого металла, вскрытие окон в периферийной части пластины, анизотропное травление на глубину, равную толщине упругих элементов, фотолитографию и вскрытие окон для формирования упругих элементов. После этого проводят глубокое анизотропное травление, дотравливая при этом кремний в реперных знаках на всю толщину пластины, удаляют все защитные слои, отмывают поверхность пластины, после чего формируют диффузионные тензорезисторы второго типа проводимости, контактные окна к ним и металлизацию. Кроме того, в качестве диэлектрического слоя может использоваться слой нитрида кремния с подслоем окисла кремния, а в качестве тугоплавкого металла - титан, вольфрам, тантал или их сплавы. Для уменьшения привнесенной дефектности первое анизотропное травление может проводиться в органическом травителе, а второе в щелочи. Патент РФ на изобретение № 2076395, МПК H01L 29/84, 27.03.1997. Данное техническое решение принято в качестве прототипа.
Основным недостатком прототипа является большая дефектность лицевой стороны кремниевой пластины при травлении в разогретой щелочи.
У прототипа присутствует большая привнесенная дефектность лицевой стороны кремниевой пластины, обусловленная трудностью снятия остаточных фрагментов тугоплавких металлов - титана, вольфрама, тантала или их сплавов при стравливании защитного покрытия. Так же при нанесении металлов на лицевую сторону кремниевой пластины возможно образование пор и пустот, через которые может проникнуть щелочь.
Изобретение устраняет недостаток прототипа.
Техническим результатом изобретения является снижение дефектности лицевой стороны кремниевой пластины при травлении в разогретой щелочи.
Технический результат достигается тем, что в способе защиты кремниевой пластины, заключающемся в том, что на кремниевую пластину с двух сторон послойно наносят слои оксида кремния и нитрида кремния, с лицевой стороны кремниевой пластины наносят защитное тонкопленочное покрытие на основе полиакрилонитрила, при этом перед нанесением полиакрилонитрил в виде микродисперсного порошка растворяют в диметилформамиде до образования раствора с кинематической вязкостью от 6 до 10 мм2/с, наносят получившийся раствор с помощью центрифуги, вращающейся со скоростью от 300 до 1500 об/мин, на лицевую сторону кремниевой пластины, покрытой слоями оксида кремния и нитрида кремния, в вакууме при давлении 2,0⋅10-4-1⋅10-2 Па нагревают кремниевую пластину с нанесенным раствором на основе полиакрилонитрила со скоростью нагревания от 10 до 20°С/мин до температуры от 770 до 850°С и сушат кремниевую пластину с нанесенным раствором на основе полиакрилонитрила в течение от 50 до 70 мин с образованием защитного тонкопленочного покрытия на основе полиакрилонитрила.
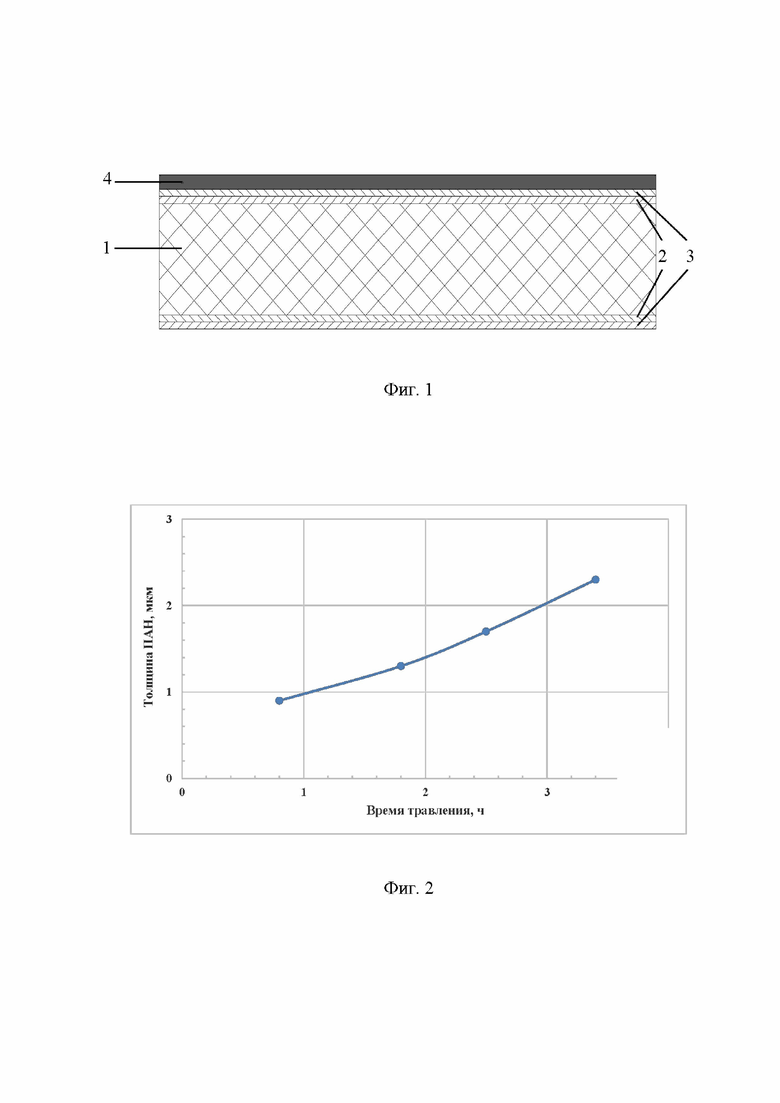
На фиг. 1 схематически приведена послойная защита кремниевой пластины, подготовленной для травления в разогретой щелочи.
На фиг. 2 приведён график зависимости стойкости защитного покрытия от толщины защитного тонкопленочного покрытия 4 на основе полиакрилонитрила.
Принятые обозначения:
1 - кремниевая пластина;
2 - слой оксида кремния;
3 - слой нитрида кремния;
4 - защитное тонкопленочное покрытие на основе полиакрилонитрила.
Способ защиты кремниевой пластины заключается в том, что на кремниевую пластину 1 с двух сторон послойно наносят слои 2, 3 оксида кремния и нитрида кремния, с лицевой стороны кремниевой пластины 1 наносят защитное тонкопленочное покрытие 4 на основе полиакрилонитрила. Перед нанесением полиакрилонитрил в виде микродисперсного порошка растворяют в диметилформамиде до образования раствора с кинематической вязкостью от 6 до 10 мм2/с, наносят получившийся раствор с помощью центрифуги, вращающейся со скоростью от 300 до 1500 об/мин, на лицевую сторону кремниевой пластины 1, покрытой слоями 2, 3 оксида кремния и нитрида кремния, в вакууме при давлении 2,0⋅10-4-1⋅10-2 Па нагревают кремниевую пластину с нанесенным раствором на основе полиакрилонитрила со скоростью нагревания от 10 до 20°С/мин до температуры от 770 до 850°С и сушат кремниевую пластину с нанесенным раствором на основе полиакрилонитрила в течение от 50 до 70 мин с образованием защитного тонкопленочного покрытия 4 на основе полиакрилонитрила.
Защитное тонкопленочное покрытие 4 на основе полиакрилонитрила (ПАН) имеет различную стойкость к щелочи в зависимости от его толщины и, соответственно, от технологических режимов нанесения ПАН центрифугированием. На фиг. 2 приведена экспериментальная зависимость стойкости защитного тонкопленочного покрытия 4 на основе ПАН от его толщины. Стойкость к щелочи проверялась травлением кремниевой пластины 1 в 33 % водном растворе щелочи KOH, нагретом до 85±2°C. Это стандартный процесс анизотропного травления для получения различных трехмерных кремниевых микроструктур. После травления защитное тонкопленочное покрытие 4 на основе ПАН снимается в разогретой серной кислоте и контролируется наличие различных дефектов и протравов на лицевой стороне кремниевой пластины 1. При этом слои 2, 3 оксида кремния и нитрида кремния без наличия защитного тонкопленочного покрытия 4 на основе ПАН способны защитить кремниевую пластину 1 лишь при получении неглубокого профиля травления, так как их стойкость к разогретой щелочи неудовлетворительная.
Из графика на фиг. 2 видно, что минимальная толщина защитного тонкопленочного покрытия 4 на основе ПАН равна 0,9 мкм.
Экспериментальным путем установлено, что защитное тонкопленочное покрытие 4 на основе ПАН в указанных последовательности и технологических режимах нанесения и сушки имеет необходимую стойкость для травления кремниевой пластины 1 в разогретом растворе щелочи для получения различных трехмерных кремниевых микроструктур преобразователей давления, угловой скорости, газовых сенсоров и акселерометров.
На фиг. 1 приведена послойная защита кремниевой пластины 1. Кремниевая пластина 1 термически окисляется с образованием слоя 2 оксида кремния, затем осаждается слой 3 нитрида кремния. Окисление кремниевой пластины 1 и осаждение слоя 3 являются стандартными технологическими процессами микроэлектронной промышленности. Толщины слоев 2, 3 обеспечиваются технологическими возможностями оборудования и в общем случае на технический результат не влияют. Для улучшения адгезии кремниевая пластина 1 перед нанесением защитного тонкопленочного покрытия 4 на основе ПАН обрабатывается в перекисно-аммиачном растворе. ПАН в виде микродисперсного порошка растворяют в диметилформамиде до образования раствора с кинематической вязкостью от 6 до 10 мм2/с, которая контролируется вискозиметром. Раствор ПАН в диметилформамиде наносят на лицевую сторону кремниевой пластины 1 с помощью стандартной центрифуги. Скорость вращения кремниевой пластины 1, закрепленной в центрифуге, может варьироваться от 300 об/мин до 1500 об/мин. При этом толщина образованного защитного тонкопленочного покрытия 4 на основе ПАН обратно пропорционально связана со скоростью вращения. Количество циклов нанесений растворенного ПАН может варьироваться для улучшения защиты кремниевой пластины 1 в разогретом растворе щелочи и зависит от конкретных технологических условий нанесения. Затем в вакууме при давлении 2,0⋅10-4 - 1⋅10-2 Па кремниевую пластину 1 с нанесенным раствором ПАН нагревают со скоростью нагревания от 10 до 20°С/мин до температуры из диапазона от 770 до 850°С и сушат кремниевую пластину 1 с нанесенным раствором ПАН в течение от 50 до 70 мин с образованием слоя 4 на основе ПАН. Защитное тонкопленочное покрытие 4 на основе ПАН, предназначенное для защиты лицевой стороны кремниевой пластины 1 при вытравливании различных трехмерных кремниевых микроструктур, является химически стойким к воздействию разогретой щелочи. Выбор толщины защитного тонкопленочного покрытия 4 на основе ПАН зависит от необходимой глубины травления и позволяет получать бездефектную лицевую сторону кремниевой пластины 1.
При кинематической вязкости раствора ПАН менее 6 мм2/с невозможно обеспечить необходимую толщину защитного тонкопленочного покрытия 4 на основе ПАН, а при вязкости более 10 мм2/с невозможно обеспечить равномерное растекание раствора по площади всей кремниевой пластины 1.
При скорости вращения центрифуги менее 300 об/мин невозможно обеспечить равномерное растекание раствора по площади всей кремниевой пластины 1, а при скорости вращения центрифуги более 1500 об/мин невозможно обеспечить достаточную толщину защитного тонкопленочного покрытия 4 на основе ПАН.
При сушке нанесенного раствора ПАН менее 50 мин стойкость защитного тонкопленочного покрытия 4 на основе ПАН к разогретому раствору щелочи недостаточная, а сушка более 70 мин приводит к потере адгезии защитного тонкопленочного покрытия 4 на основе ПАН.
Процесс нагревания раствора ПАН можно производить с использованием широкого диапазона регулирования вакуумного давления и скорости нагревания.
Однако использование малых величин вакуумного давления и скорости нагревания приводит к снижению производительности процесса, а при использовании больших величин вакуумного давления и скорости нагревания полимеризация ПАН будет происходить неравномерно, что является недопустимым. Поэтому целесообразно нагревание раствора ПАН проводить в вакууме при давлении 2,0⋅10-4-1⋅10-2 Па со скоростью в диапазоне от 10 до 20°С/мин.
При температуре сушки раствора ПАН менее 770 °С полимеризация ПАН произойдет не полностью, что негативно для стойкости защитного тонкопленочного покрытия 4 на основе ПАН. При использовании температуры сушки раствора ПАН более 850°С полимеризация ПАН будет происходить неравномерно, что является недопустимым. Поэтому диапазон сушки раствора ПАН от 770 до 8500С позволяет добиться необходимой стойкости защитного тонкопленочного покрытия 4 на основе ПАН для травления кремниевой пластины 1 в разогретом растворе щелочи.
Таким образом, достигается заявленный технический результат, а именно, снижение дефектности лицевой стороны кремниевой пластины 1 при травлении в разогретой щелочи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения тонкопленочного покрытия на основе полиакрилонитрила | 2020 |
|
RU2756355C1 |
| Способ формирования объемных элементов в кремнии для устройств микросистемной техники и производственная линия для осуществления способа | 2022 |
|
RU2794560C1 |
| Способ изготовления чувствительных элементов газовых датчиков | 2017 |
|
RU2650793C1 |
| НАНОЭЛЕКТРОМЕХАНИЧЕСКИЙ РЕЗОНАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2022 |
|
RU2808137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УНИВЕРСАЛЬНЫХ ДАТЧИКОВ СОСТАВА ГАЗА | 2010 |
|
RU2449412C1 |
| Способ изготовления интегральных преобразователей | 2018 |
|
RU2698486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОВОЛЬТНЫХ ИНТЕГРАЛЬНЫХ СХЕМ С ДИЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ | 1990 |
|
SU1739805A1 |
| Способ изготовления кристаллов микроэлектромеханических систем | 2016 |
|
RU2625248C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОХИРУРГИЧЕСКОГО ЛЕЗВИЯ | 2015 |
|
RU2602931C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ КАНТИЛЕВЕРОВ ДЛЯ СКАНИРУЮЩЕГО ЗОНДОВОГО МИКРОСКОПА | 2004 |
|
RU2340963C2 |
Изобретение относится к технологии изготовления элементов нано- и микросистемной и может быть использовано в производстве кремниевых чувствительных элементов преобразователей давления, угловой скорости, газовых сенсоров и акселерометров. Cпособ защиты кремниевой пластины заключается в том, что на кремниевую пластину 1 с двух сторон послойно наносят слои 2, 3 оксида кремния и нитрида кремния, с лицевой стороны кремниевой пластины 1 наносят защитное тонкопленочное покрытие 4 на основе полиакрилонитрила. Перед нанесением полиакрилонитрил в виде микродисперсного порошка растворяют в диметилформамиде до образования раствора с кинематической вязкостью от 6 до 10 мм2/с, наносят получившийся раствор с помощью центрифуги, вращающейся со скоростью от 300 до 1500 об/мин, на лицевую сторону кремниевой пластины 1, покрытой слоями 2, 3 оксида кремния и нитрида кремния, в вакууме при давлении 2,0⋅10-4-1⋅10-2 Па нагревают кремниевую пластину с нанесенным раствором на основе полиакрилонитрила со скоростью нагревания от 10 до 20 °С/мин до температуры от 770 до 850 °С и сушат кремниевую пластину с нанесенным раствором на основе полиакрилонитрила в течение от 50 до 70 мин с образованием защитного тонкопленочного покрытия 4 на основе полиакрилонитрила. Техническим результатом изобретения является снижение дефектности лицевой стороны кремниевой пластины при травлении в разогретой щелочи. 2 ил.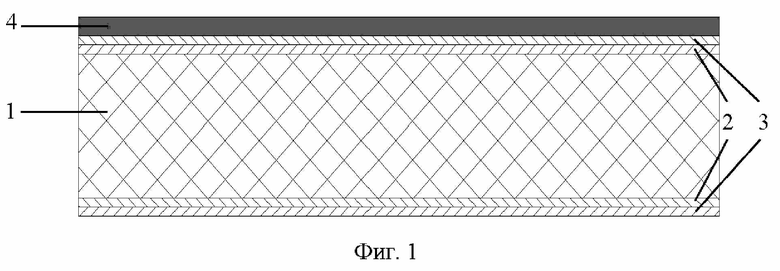
Способ защиты кремниевой пластины, заключающийся в том, что на кремниевую пластину с двух сторон послойно наносят слои оксида кремния и нитрида кремния, отличающийся тем, что с лицевой стороны кремниевой пластины наносят защитное тонкопленочное покрытие на основе полиакрилонитрила, при этом перед нанесением полиакрилонитрил в виде микродисперсного порошка растворяют в диметилформамиде до образования раствора с кинематической вязкостью от 6 до 10 мм2/с, наносят получившийся раствор с помощью центрифуги, вращающейся со скоростью от 300 до 1500 об/мин, на лицевую сторону кремниевой пластины, покрытой слоями оксида кремния и нитрида кремния, в вакууме при давлении 2,0⋅10-4–1⋅10-2 Па нагревают кремниевую пластину с нанесенным раствором на основе полиакрилонитрила со скоростью нагревания от 10 до 20 °С/мин до температуры от 770 до 850 °С и сушат кремниевую пластину с нанесенным раствором на основе полиакрилонитрила в течение от 50 до 70 мин с образованием защитного тонкопленочного покрытия на основе полиакрилонитрила.
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕГРАЛЬНЫХ ТЕНЗОПРЕОБРАЗОВАТЕЛЕЙ | 1994 |
|
RU2076395C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ МИКРОМЕХАНИЧЕСКИХ СИСТЕМ | 2010 |
|
RU2439741C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИОДА ШОТТКИ | 2011 |
|
RU2488912C2 |
| KR 1020120049760 A, 17.05.2012. | |||
