Изобретение относится к области электротехники, в частности, автоматам установки SMD (surface mounted device, с англ.: поверхностно-монтируемые компоненты) компонентов и может применяться при производстве электронной продукции на автоматизированных линиях установки SMD компонентов, упакованных в пеналы при помощи вибропитателя.
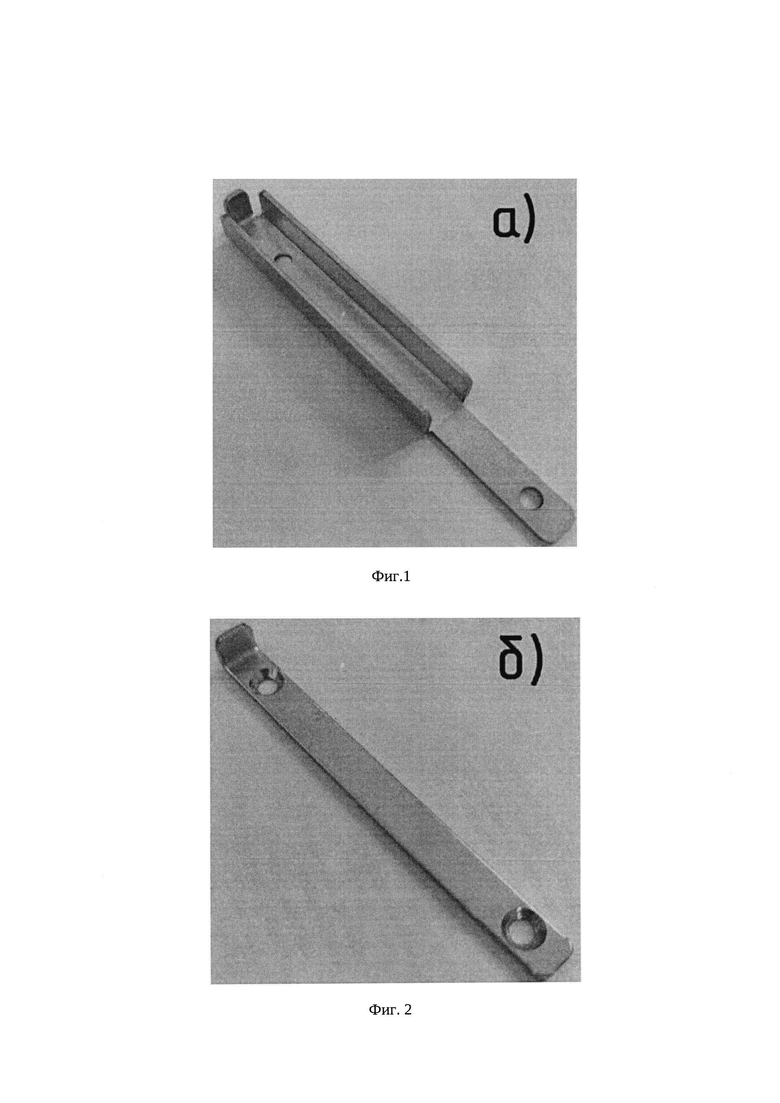
Известна стандартная металлическая направляющая (фиг. 1), применяемая в оборудовании Yamaha, серии I-pulse (https://global.yamaha-motor.com/business/smt/mounter/slO/), в общем виде представляющая собой направляющую фиксированной ширины выполненную на металлической основе и выполняющую функцию позиционирующего устройства для удержания SMD компонентов, упакованных в пеналах.
Известна направляющая с изменяемой шириной (фиг.2), применяемая также применяемая в оборудовании Yamaha серии I-pulse (https://global.yamaha-motor.com/business/smt/mounter/s10/), в общем виде представляющая собой направляющую с изменяемой боковой гранью под ширину пенала, выполненную на металлической основе и выполняющую функцию позиционирующего устройства для удержания SMD компонентов, упакованных в пеналах.
Общими недостатками представленных устройств являются:
- низкая технологичность (стабильность) захвата компонента вызванная необходимостью программной регулировки настроек положения поднимаемого компонента по всем осям (для стандартной металлической направляющий по вертикальной оси), что требует проведения дополнительных операций с каждым компонентом для обеспечения его надежного (ровного и стабильного от компонента к компонента) захвата.
- отсутствие функции удержания SMD компонента перед захватом, ухудшает надежность захвата компонента и увеличивает вероятность смещения компонента с координат точки захвата, что делает невозможным его захват.
- низкая надежность устройства, вызванная отсутствием возможности одновременной подачи компонентов из разных пеналов и ограниченной номенклатурой обрабатываемых компонентов (элементы в пенале). В стандартном исполнении для замены пенала с компонентами требуется приостановить работу оборудования и выполнить демонтаж устройства.
Технический результат заявленного изобретения заключается в создании надежного и технологичного устройства, обеспечивающего захват и удержание SMD компонента в постоянной области захвата (окно забора компонента) без необходимости программной регулировки настроек его положения по всем осям и осуществления демонтажа устройства для замены пенала.
Технический результат достигается тем, что позиционирующее устройство для удержания SMD компонентов, упакованных в пеналах, полученное методом послойного наплавления нитевидного композиционного АБС-пластика с использованием аддитивных технологий печати на 3D-принтере и включающее в себя окно установки пенала с компонентами отличающееся тем, что в окно установки пенала с компонентами дополнительно снабжено окном забора компонентов с отверстием и каналом для подвода вакуума, а в корпусе устройства выполнено окно контроля установки пенала.
Основная проблема, предшествующая разработке заявленного изобретения устройства, заключается в необходимости корректировки пеналов с компонентами, в стандартных механических направляющих (фиг. 1 и фиг. 2) по причине отсутствия окна захвата компонентов. Данная проблема может быть решена в т.ч. с помощью выреза окна захвата компонентов в каждом пенале, однако подобное механическое воздействие на целостность конструкции негативно сказывается на достижении заявленного технического результата.
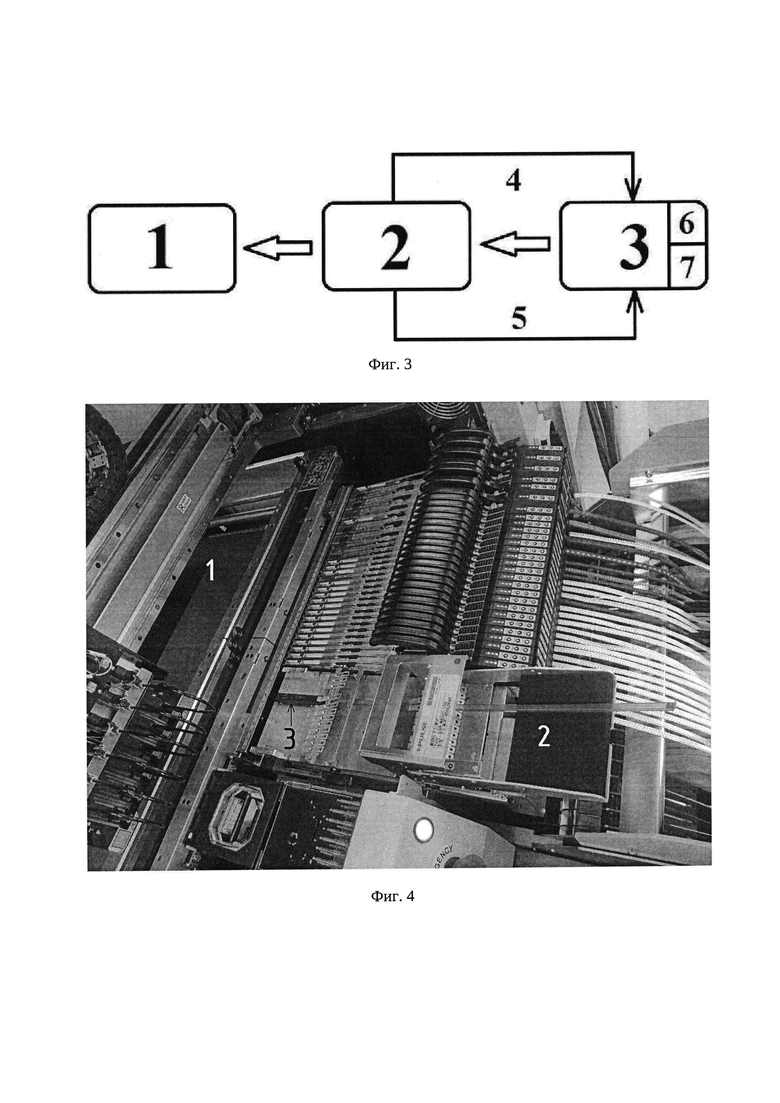
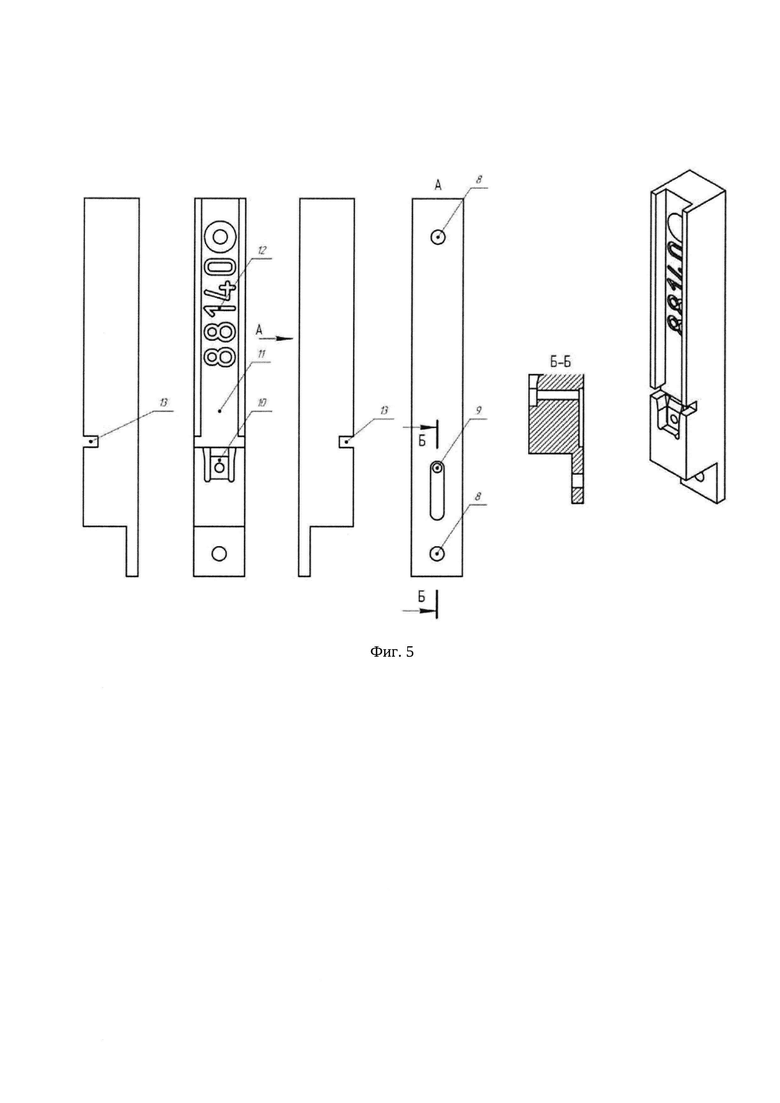
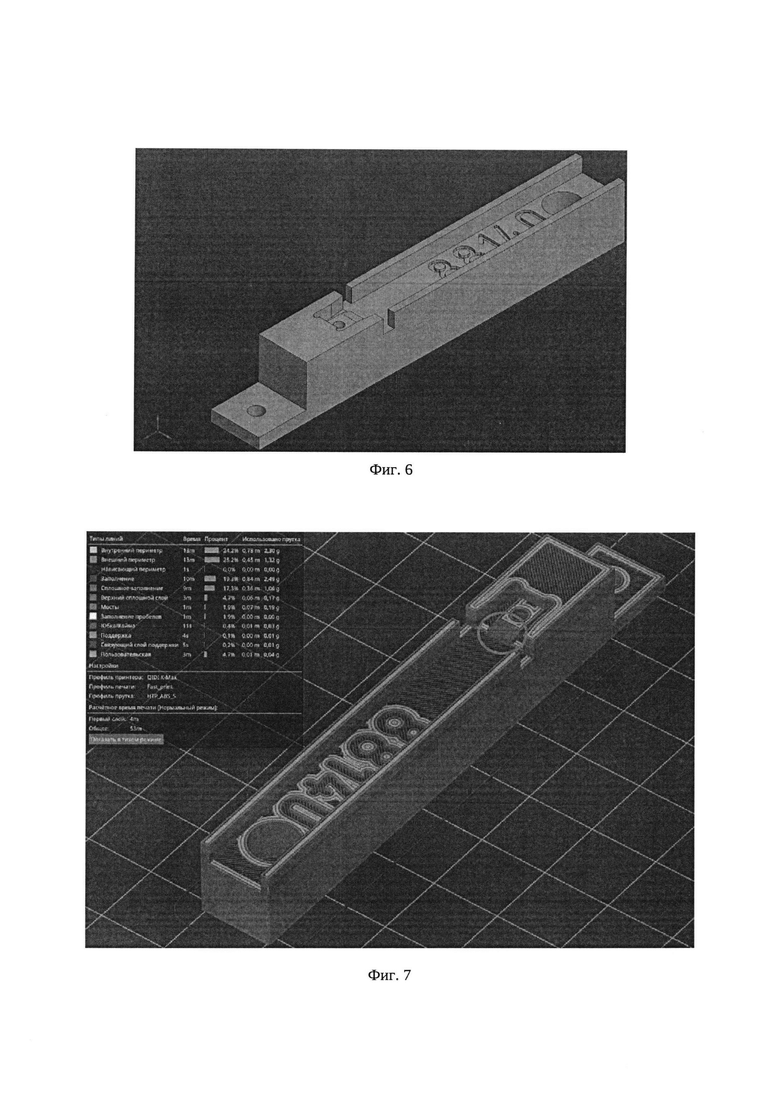
Сущность предлагаемого изобретения поясняется чертежами, где на фиг. 1 показана стандартная металлическая направляющая, на фиг. 2 показана направляющая с изменяемой шириной, на фиг. 3. показана схема взаимодействия заявленного позиционирующего устройства совместно с вибропитателем и установщиком, на фиг. 4 показано изображение заявленного устройства в составе с вибропитателем и установщиком на оборудовании Yamaha серии I-pulse (https://global.yamaha-motor.com/business/smt/mounter/s10/), на фиг. 5 показана конструкция заявленного позиционирующего устройства, на фиг. 6 показан пример модели позиционирующего устройства, на фиг. 7 показан пример модели позиционирующего устройства для 3-D печати.
На фиг. 1-7 приняты следующие обозначения:
1 - установщик компонентов;
2 - вибропитатель;
3 - позиционирующее устройство;
4 - воздействие вибрации;
5 - воздействие вакуума;
6 - пенал;
7 - SMD компонент.
8 - крепежные отверстия (под винт М3);
9 - отверстие и канал для подвода вакуума;
10 - окно забора компонента;
11 - окно установки пенала с компонентами;
12 - номенклатурный номер компонента;
13 - окно контроля установки пенала.
Позиционирующее устройство для удержания SMD компонентов, упакованных в пеналах (фиг. 5), представляет собой (далее подробное описание) единую (неразъемную) деталь выполненную (в нашем примере) с использованием аддитивных технологий печати на 3D-принтере.
Позиционирующее устройство (фиг. 5) включает в себя окно установки пенала с компонентами 11, в котором расположено окно забора компонентов 10 и дополнительно выполнено отверстие и канал для подвода вакуума 9. Для контроля расположения пенала 6 в позиционирующем устройстве предусмотрено окно контроля 13.
Фиксация позиционирующего устройства к горизонтальной плоскости вибропитателя осуществляется через крепежные отверстия 8 винтами М3.
Наличие у позиционирующего устройства номенклатурного номера компонента 12 позволяет идентифицировать позиционирующие устройства под необходимый SMD компонент.
В качестве материала для изготовления устройства могут использоваться антистатические пластики, алюминий и его сплавы и другие токопроводящие материалы, исключающие повреждение SMD компонентов.
Стандартная металлическая направляющая (фиг. 1) и направляющая с изменяемой шириной (фиг. 2) изготовлены методом штамповки. Ввиду того, что предлагаемое позиционирующее устройство не испытывает высоких механических нагрузок (что подтверждено опытом эксплуатации), использование металла, в качестве материала для изготовления позиционирующего устройства (фиг. 5), не обязательно.
Рекомендованным способом изготовления позиционирующего устройства (фиг. 5) служит послойное наплавление нитевидного композиционного АБС-пластика с использованием аддитивных технологий печати на 3D-принтере, включающем разработку 3D-модели устройства и создание STL-файла модели.
Работа позиционирующего устройства осуществляется следующим образом:
В установщик компонентов 1 монтируется вибропитатель 2. Позиционирующее устройство 3 крепится винтами к горизонтальной плоскости вибропитателя 2. SMD компонент 7 упакован в пенал 7, который в свою очередь монтируется в окно установки пенала с компонентами позиционирующего устройства 3.
Основной принцип работы отражен в видах воздействия вибропитателя 2 на заявленное позиционирующее устройство 3:
- воздействие вибрации 4, которое позволяет SMD компонентам передвигаться в пенале до окна забора компонента 10.
- воздействие вакуума 5, которое удерживает компонент в окне забора компонентов 10, до захвата SMD компонента установщиком.
За счет вышеуказанных воздействий и конструкции позиционирующего устройства в целом осуществляется равномерное перемещение SMD компонентов 7 в окно забора компонента 10.
Пример реализации и функционирования устройства.
Для проведения испытаний работоспособности и достижения заявленного технического результата позиционирующее устройство было изготовлено методом наплавления нитевидного композиционного АБС-пластика с использованием аддитивных технологий печати на 3D-принтере QIDI Tech Х-Мах, включающем разработку 3D-модели устройства в программе АСКОН KOMITAC-3D (фиг. 6) и создание STL-файла модели в программе PrusaSlicer (фиг. 7).
Работоспособность полученного позиционирующего устройства проверена на оборудовании Yamaha, серии I-pulse. Для обеспечения соответствия размеров при проектировании и изготовлении позиционирующего устройства учитывались следующие размеры: установочные отверстия в стандартной металлической направляющей, вакуумное отверстие в вибропитателе, габариты пенала для компонента и габариты компонента, которые, при необходимости, возможно скорректировать.
| название | год | авторы | номер документа |
|---|---|---|---|
| Соединение электрических цепей печатных плат через элементы схемы устройства | 2023 |
|
RU2824175C1 |
| Способ получения градиентного полимерного композита методом 3D-печати (варианты) и градиентный полимерный композит, полученный указанным способом | 2023 |
|
RU2812548C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СВЧ-УСТРОЙСТВ И ЭЛЕМЕНТОВ НА 3D-ПРИНТЕРЕ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ НИТЕВОГО КОМПОЗИЦИОННОГО АБС-ПЛАСТИКА | 2016 |
|
RU2642791C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ ДЕТОНАЦИОННЫХ РАЗВОДОК | 2021 |
|
RU2772451C1 |
| Способ выращивания крупногабаритных тонкостенных моделей отливок деталей двигателестроения с использованием технологии 3D печати | 2022 |
|
RU2807279C1 |
| КОМПОЗИТНАЯ ОПОРА ДЛЯ УСТРОЙСТВА ВНЕШНЕЙ СКЕЛЕТНОЙ ФИКСАЦИИ | 2021 |
|
RU2758650C1 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| Способ автоматизированного монтажа шариковых выводов на BGA или CSP микросхемы при реболлинге | 2020 |
|
RU2770605C2 |
| Сопловой блок аэродинамической трубы с профилированным соплом и способ его изготовления | 2020 |
|
RU2748136C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУЖЕСТКОГО ЖГУТА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНА И СУПЕРКОНСТРУКЦИОННЫХ ПЛАСТИКОВ В ОДНУ СТАДИЮ ПРОПИТКИ ДЛЯ 3D-ПЕЧАТИ МЕТОДОМ ПОСЛОЙНОГО НАПЛАВЛЕНИЯ | 2022 |
|
RU2792100C1 |
Изобретение относится к позиционирующему устройству для удержания SMD компонентов, в автоматах установки SMD компонентов. Техническим результатом является обеспечение надежного захвата и удержания SMD компонента в постоянной области захвата без программной регулировки и осуществления демонтажа устройства для замены пенала. Технический результат достигается позиционирующим устройством для удержания SMD компонентов, упакованных в пеналах, полученным методом послойного наплавления нитевидного композиционного АБС-пластика с использованием аддитивных технологий печати на 3D-принтере и включающим в себя окно установки пенала с компонентами. При этом окно установки пенала с компонентами дополнительно снабжено окном забора компонентов с отверстием и каналом для подвода вакуума, а в корпусе устройства выполнено окно контроля установки пенала. 7 ил.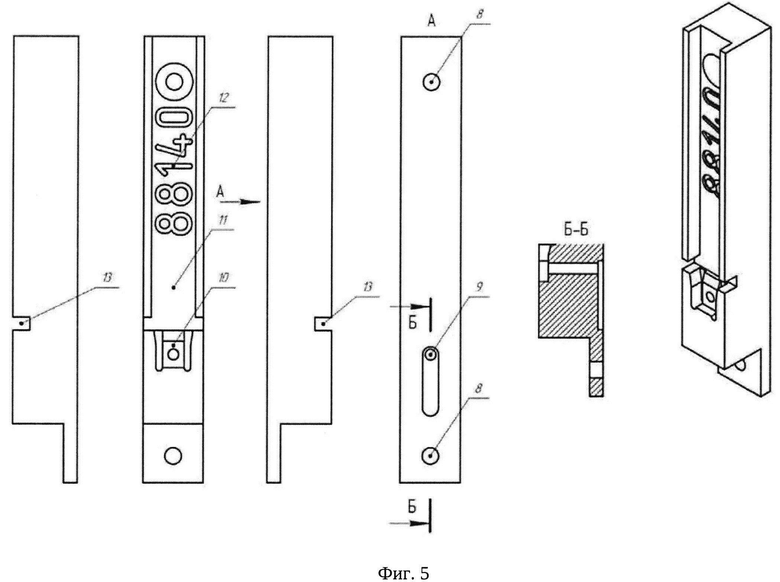
Позиционирующее устройство для удержания SMD компонентов, упакованных в пеналах, полученное методом послойного наплавления нитевидного композиционного АБС-пластика с использованием аддитивных технологий печати на 3D-принтере и включающее в себя окно установки пенала с компонентами, отличающееся тем, что окно установки пенала с компонентами дополнительно снабжено окном забора компонентов с отверстием и каналом для подвода вакуума, а в корпусе устройства выполнено окно контроля установки пенала.
| Устройство для возбуждения дуги в вентилях многофазного ртутного выпрямителя | 1958 |
|
SU137174A1 |
| DE 19621125 C2, 26.03.1998 | |||
| CN 110392519 A, 29.10.2019 | |||
| DE 4127696 A1, 25.02.1993 | |||
| Устройство для монтажа электрорадиоэлементов на поверхность печатной платы | 1989 |
|
SU1798951A1 |
