Область техники
Заявляемое изобретение относится к области промышленного производства литцендрата произвольного сечения, содержащего большое количество изолированных жил, и может быть использовано при создании обмоток катушек больших электрических машин, в частности, синхронных генераторов.
Уровень техники
Литцендрат (https://ru.wikipedia.org/wiki/%D0%9B%D0%B8%D1%82%D1%86%D0%B5%D0%BD%D0%B4%D1%80%D0%B0%D1%82) это многожильный провод, каждая жила которого покрыта изолирующим лаком. Применяется для изготовления катушек индуктивности высокой добротности, обмоток электрических машин, аппаратов и приборов переменного тока высокой частоты. В литцендрате может быть от трёх до тысячи и более жил диаметром от 0,03 до 0,5 мм. Применение литцендрата в вентильных электрических двигателях позволяет существенно снизить потери, возникающие от нагрева проводов под действием вихревых электрических токов.
Из уровня техники известны различные способы и средства изготовления литцендрата. В большинстве своем, известные решения основаны на использовании нескольких (по количеству жил литцендрата) катушек с проводом. В результате сматывания проводов (жил) с катушек, свивания их и намотку на единую катушку формируется многожильный литцендрат.
В приведенном ниже источнике информации раскрыто устройство для изготовления линцендрата, обеспечивающее формирование многожильного провода определенной конфигурации посредством одновременного сматывания и скручивания проводов с разных катушек, установленных вокруг вала с возможностью вращения вокруг него (https://cardas.org/blog/video/process-proizvodstva-litcendrata-cardas?ysclid=lm6gqhauch191570460).
Иная конструкция устройства для производства литцендрата раскрыта в источнике https://radaelectron.ru/product/litcendrat/?ysclid=lm6h4x6qiw533433795. В конструкции применен принцип размещения нескольких катушек на неподвижной раме. Провод сматывают с них и свивают в единый многожильный провод с помощью отдельного устройства.
Из уровня техники известны также способ изготовления литцендрата и устройство, раскрытое в публикации CN207052373U при описании способа. Устройство включает барабан с преустановленными катушками с намоточным проводом, который установлен с возможностью вращения, прижимные ролики, установленные в плоскости, перпендикулярной плоскости вращения барабана с катушками, вытяжной барабан для намотки свитого провода и средство вращения барабанов устройства. Количество катушек исходного изолированного эмалированного провода равно количеству жил изготавливаемого литцендрата. Провода от всех катушек через прижимные ролики заведены в вытяжной барабан. При вращении барабана с катушками обеспечивается свив проводов от катушек, при прохождении через прижимные ролики свитому проводу придается определенная форма, после чего обеспечивается намотка полученного литцендрата на поверхность вытяжного барабана.
Общим недостатком вышеописанных устройств является необходимость использования количества катушек равного количеству жил литцендрата. Такие устройства применимы при сравнительно небольшом количестве жил, не превышающем 10-12 штук. При необходимости получения изделия с большим количеством жил (более 100) требуется большее пространство для размещения исходных катушек на барабане и, следовательно, замена барабана на больший.
Известны способ и средство для изготовления литцендрата в домашних условиях из одного провода, раскрытый в источнике https://pro-radio.online/air/11963-6?ysclid=lm6h7641ob487539566. Заготавливают n-е количество отрезков одножильного провода диаметром от 0,3 до 0,5 мм длиной около 100 мм посредством намотки одного провода на два удаленных друг от друга на заданную длину гвоздя и последующим разрезанием полученных пучков. Свивают литцендрат из полученных пучков посредством намотки ручной дрелью.
Известное решение требует использования помещения с длиной, превышающей длину получаемого отрезка литцендрата. Кроме того, перемещение на большую длину катушки с проводом трудно автоматизировать, что затрудняет промышленное применение данного решения. К тому же данное решение требует значительного количества подготовительных действий и трудно применимо в промышленных условиях ввиду невысокой скорости получения готового изделия.
Таким образом, техническая проблема, решаемая посредством заявляемого изобретения, заключается в необходимости преодоления недостатков, присущих приведенным выше аналогам за счет создания устройства для изготовления литцендрата с большим количеством жил (более 100 шт.) из одного провода, а также способа изготовления литцендрата при использовании указанного устройства. Как правило, количество жил литцендрата, производимого на существующем оборудовании, равно количеству используемых катушек изолированного эмалированного провода. Применение такой технологии затруднительно при необходимости изготовления литцендрата с большим количеством жил.
Краткое раскрытие сущности изобретения
Технический результат, достигаемый при использовании заявляемого устройства, заключается в обеспечении формирования многожильного провода необходимой длины из одного провода (до ста и более жил из одного непрерывного провода, размещенного на одной катушке).
Заявленный технический результат достигается тем, что установка для изготовления литцендрата для синхронных электрических машин содержит
- стойку, к которой через вал, установленный с возможностью вращения, закреплен диск, к которому радиально прикреплены направляющие, распределенные в плоскости диска по его окружности, при этом на направляющих с возможностью перемещения по ним закреплены наконечники, снабженные пазами для размещения провода,
- электрический привод, соединенный с валом и обеспечивающий вращение вала с диском,
- ось для размещения катушки с проводом, снабженную тормозным устройством, обеспечивающим регулирование натяжения провода. Направляющие распределены равномерно по окружности диска в его плоскости. Наконечники прикреплены к направляющим через фиксаторы. Продольная ось паза наконечника ориентирована перпендикулярно направляющей, к которой закреплен соответствующий наконечник. Наконечники прикреплены к направляющим на расстоянии R от центра диска с обеспечением возможности получения литцендрата заданной длины, равной сумме расстояний между всеми наконечниками. Поперечное сечение паза наконечника соответствует поперечному сечению литцендрата. Установка снабжена счетчиком оборотов диска. Технический результат достигается также в результате применения способа изготовления литцендрата, в соответствии с которым на оси устанавливают катушку с проводом, один конец которого фиксируют в ближайшем пазу наконечника, после чего включают электрический привод и приводят во вращение диск с направляющими, в результате чего провод последовательно размещают в пазы наконечников, по достижении необходимого количества жил изготавливаемого литцендрата соответствующего количеству оборотов диска, вращение останавливают, отрезают исходный провод, разрезают намотанный пучок и фиксируют с помощью ленточного изолятора или компаунда. Предварительно, исходя из заданной длины L литцендрата, определяют радиус R окружности по обратной формуле длины окружности (R=L/2π), после чего наконечники сдвигают по направляющим и закрепляют на расстоянии R от центра диска.
Краткое описание чертежей
Заявляемое изобретение поясняется следующими чертежами, где
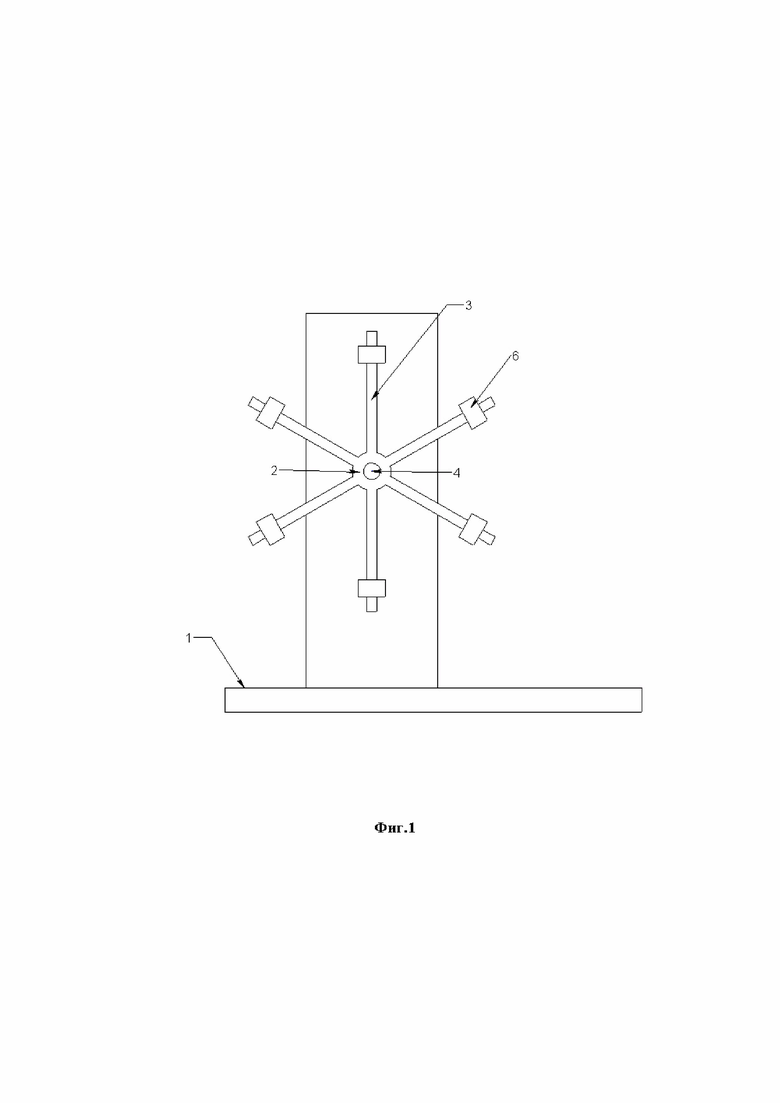
на фиг. 1 схематично показана стойка с диском для намотки,
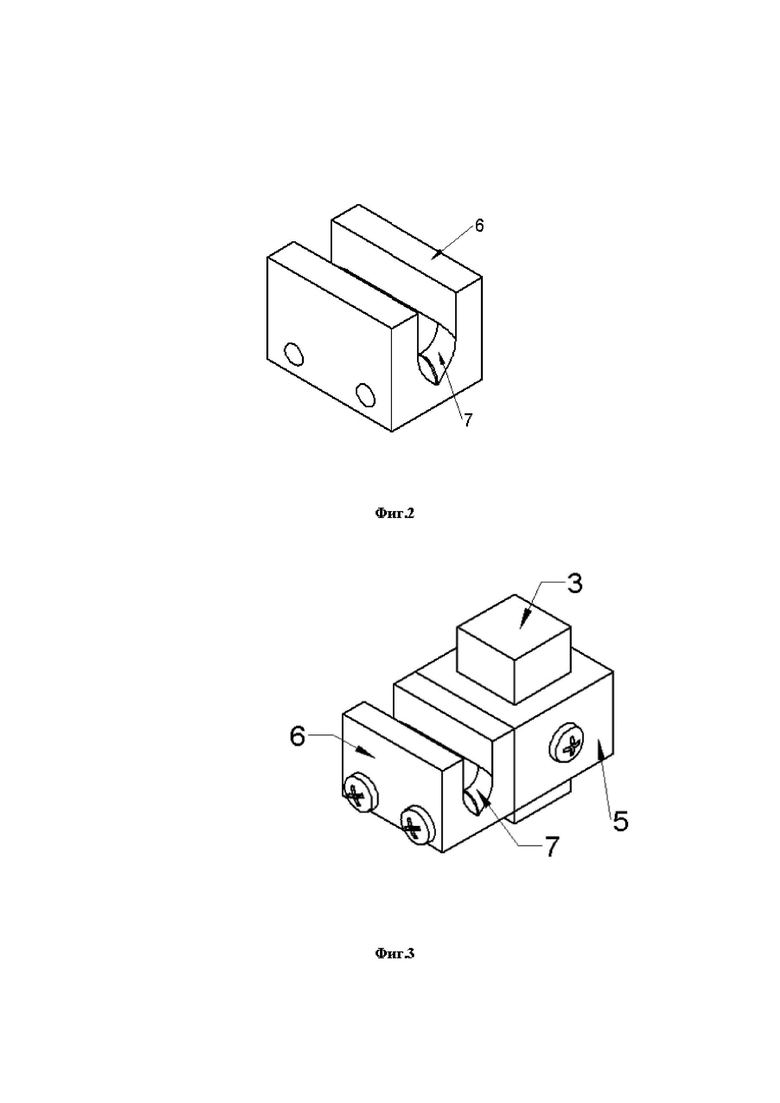
на фиг.2 показан наконечник с пазом для укладки провода,
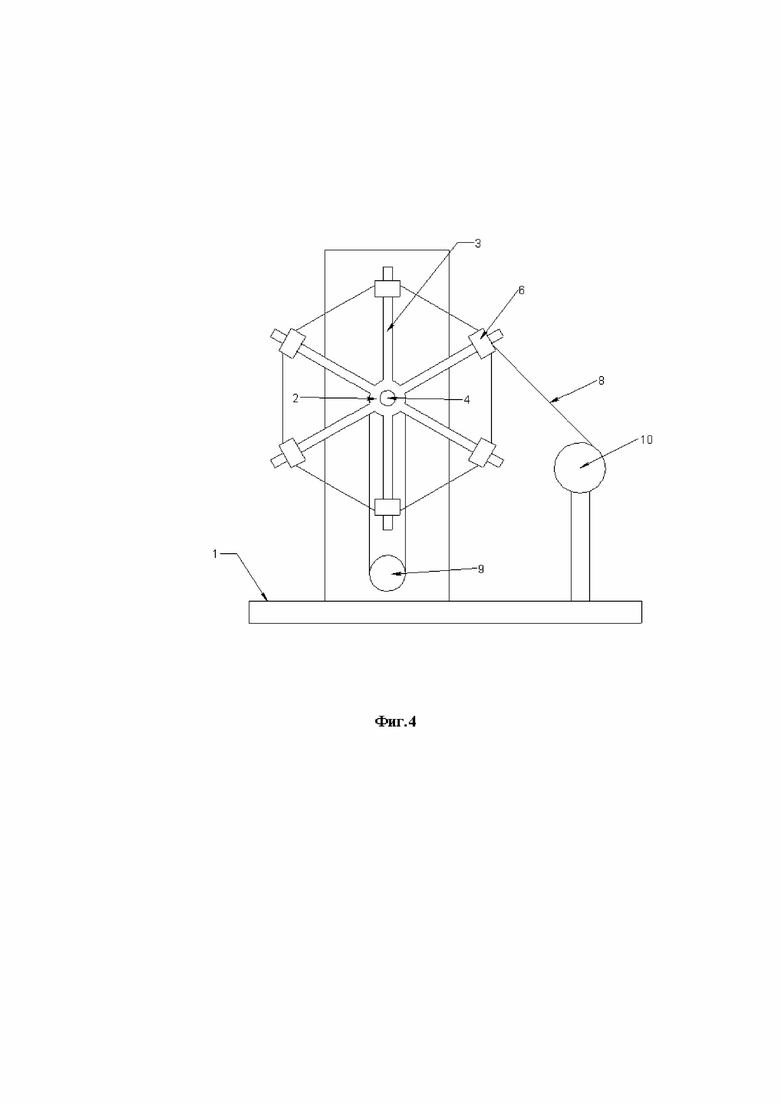
на фиг.3 показан фиксатор на направляющей с закрепленным к нему наконечником,
на фиг.4 схематично показана заявляемая промышленная установка по изготовлению литцендрата, включающая катушку с исходным проводом, стойка с диском для намотки и средство вращения диска.
Позициями на чертежах обозначены:
1- стойка,
2- диск,
3- направляющие,
4- вал
5- фиксатор,
6- наконечник,
7- паз
8- провод,
9- электропривод,
10- катушка с проводом,
Осуществление изобретения
Заявляемая установка представляет собой автоматизированное устройство, обеспечивающее автоматическую намотку провода при формировании литцендрата заданной длины, а также подсчет количества жил линцендрата.
Установка включает стойку 1, к которой через вал закреплен металлический диск 2 с размещенными в плоскости диска направляющими 3, выполненными, например, в виде металлических стержней круглого сечения или профилей квадратного сечения. Диаметр диска не имеет принципиального значения и может быть выбран, например, в диапазоне от 0,2 до 0,5 метра. Длина направляющих может быть выбрана в диапазоне от 0,5 до 1,5 метров, что позволяет получить максимальную длину изготовленного литцендрата до 7 метров. Направляющие закреплены к диску радиально и равномерно размещены в плоскости диска по его окружности. Длина самих направляющих может быть произвольной и ограничена исключительно возможностями привода, обеспечивающего вращение диска. Направляющие выбраны одинаковой длины. Количество направляющих также может быть произвольным, предпочтительно, не менее 5 штук. При меньшем количестве направляющих возникает значительный изгиб изготовленного литцендрата. Чем большее количество направляющих с наконечниками использовано в составе устройства, тем более приближенной к окружности становится фигура, получающаяся в результате намотки провода. В результате экспериментальных реализаций устройства установлено, что при диаметре круга, формируемого при намотке, равного 2 метрам, вполне достаточно 8 равномерно расположенных направляющих. Направляющие также могут представлять собой стальные трубчатые профили прямоугольного сечения. На них с использованием различных средств и методов, известных из уровня техники, закреплены наконечники. Например, наконечники могут быть закреплены с использованием фиксаторов или зажимов. На фиг. 3 представлен вариант выполнения наконечника с фиксатором, выполненным в виде двух деталей, жестко соединенных между собой. При этом в фиксаторе выполнено сквозное отверстие, конфигурация которого соответствует профилю направляющей. Наконечник с таким фиксатором с помощью винтового зажима закреплен на направляющей. Также, наконечник может быть выполнен в виде единой детали, самостоятельно закрепляемой к направляющей на произвольном расстоянии от центра посредством крепежных элементов. Таким образом, формообразование наконечника и фиксатора в общем случае не является принципиальным, важным является обеспечение возможности надежного закрепления наконечника на направляющей в конкретном положении. Все наконечники выполнены с пазами, определяющими форму поперечного сечения изготовленного литцентрата. Наконечники выполнены в виде брусков с пазом, выполненным с одной стороны, обращенной от диска. Паз предназначен для укладки провода при намотке. При этом продольная ось паза перпендикулярна направляющей, на которой закреплен соответствующий наконечник. Форма поперечного сечения паза определяет форму получаемого литцендрата и может быть П-, U-, или V-образной. Глубина и ширина паза наконечника могут быть выбраны в диапазоне от 2 до 20 мм.
Минимальная длина формируемого провода получается перемещением наконечников максимально близко к центру диска, соответственно максимальная – при размещении наконечников на концах направляющих. Направляющие снабжены измерительной разметкой для размещения наконечников равноудаленно от центра диска на заданном расстоянии R. Точная длина получаемого литцендрата определяется суммарным расстоянием между всеми наконечниками, закрепленными к направляющим. В общем случае, с определенной погрешностью, длину литцендрата определяют как длину окружности 2πR, проведенной через все наконечники устройства.
Диск с направляющими может быть закреплен к стойке как горизонтально (что не всегда удобно в плане возрастающей площади, занимаемой устройством), так и вертикально через вал.
В состав установки входит также питающийся от сети 220 В электрический привод, состоящий из синхронного двигателя и блока управления, который может быть размещен как на стойке, так и вне ее. Привод соединен с валом, на котором установлен диск и обеспечивает его вращение.
На стойке или вне ее также установлена катушка с проводом, предназначенным для намотки при формировании литцендрата. Катушка установлена на оси, снабженной фиксатором, препятствующим несанкционированным смещениям катушки вдоль оси, и тормозным устройством, содержащим регулируемую фрикционную муфту, обеспечивающую заранее заданное натяжение эмалированного провода (на фиг. не показаны).
Заявляемая установка работает следующим образом, обеспечивая реализацию заявляемого способа.
Предварительно определяют необходимую длину и толщину изготавливаемого литцендрата, количество жил. Исходя из выбранной длины L литцендрата, определяют радиус R воображаемой окружности по обратной формуле длины окружности (R=L/2π). Наконечники сдвигают по направляющим и закрепляют на расстоянии R от центра диска. Провод, предназначенный для намотки, от катушки заводят в паз ближайшего наконечника и фиксируют в нем. Диск с направляющими приводят по вращение посредством включения электропривода, соединенного с диском через вал. Диск начинает вращаться, при этом провод, натягиваясь, проходит через все пазы всех наконечников. Тормозное устройство катушки обеспечивает постоянный натяг провода, без провисов и излишнего натяжения. Один оборот диска соответствует однократному проходу провода по пазам (одному витку окружности). Многократное вращение диска позволяет уложить в пазы заданное количество витков провода, соответствующее количеству жил литцендрата. Намотку прекращают, когда диск сделает необходимое количество целых оборотов, равных требуемому количеству жил в литцендрате. По окончании намотки необходимого количества жил вращение диска останавливают, отрезают исходный провод. Полученное кольцо намотанного провода также разрезают в месте начала намотки и получают многожильный провод длиной, примерно равной длине окружности с радиусом R, а точнее, равной сумме расстояний между всеми наконечниками устройства. Количество оборотов контролируют с использованием счетчика оборотов или визуально. После намотки форму литцендрата фиксируют с помощью эластичного компаунда или обмотки полимерной лентой.
Пример конкретного выполнения
Для подтверждения возможности достижения технического результата заявляемое изобретение реализовано при испытаниях опытного образца, изготовленного следующим образом.
На металлической стойке вертикально на валу закреплен металлический диск диаметром 0,3 метра. К диску радиально закреплены 8 направляющих стержней длиной 1 метр каждый. Наконечники закреплены к направляющим через фиксаторы, представляющие собой стальные прямоугольные профили с винтовой фиксацией. Наконечники представляют собой стальные бруски с прямоугольными пазами, выполненными с одной стороны, обращенной от диска. Наконечники установлены на максимальном расстоянии от центра диска - 1 метр от центра диска, что позволит получить литцендрат длиной около 6 метров. В качестве исходного провода использован провод ПЭТВ диаметром 0,3 мм с медной жилой, смотанный в катушку, установленную на оси, которая, в свою очередь, закреплена на стойке. Установка снабжена электрическим приводом, содержащим многополюсный вентильный двигатель FL86BLS и блок управления к нему, приводящий во вращение вал диска.
Посредством вращения диска с зафиксированным на наконечнике концом провода выполнено 100 оборотов и получен многожильный провод со 100 жилами. Литцентрат такой формы и длины может быть использован для изготовления обмоток вентильных двигателей с прямоугольной формой паза.
Таким образом, заявляемая установка и способ изготовления литцендрата позволяют расширить технологические возможности в области изготовления обмоток путем создания оборудования, на котором возможно с минимальной перенастройкой изготавливать литцендраты с разным количеством проводящих жил различного диаметра заранее определенной длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая мотальная машина для намотки металлической проволоки на катушки | 1981 |
|
SU1272973A3 |
| СПОСОБ НАМОТКИ ТОРОИДАЛЬНЫХ ВЫСОКОЧАСТОТНЫХ ТРАНСФОРМАТОРОВ | 2007 |
|
RU2351032C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| Приемное устройство | 1987 |
|
SU1494045A1 |
| Станок для изготовления электрических катушек | 1985 |
|
SU1348921A1 |
| УСТРОЙСТВО ПРЕДОСТАВЛЕНИЯ АЭРОЗОЛЯ | 2020 |
|
RU2801827C2 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА | 2012 |
|
RU2505371C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
| Установка автоматической намотки катушки | 2021 |
|
RU2773986C1 |
| Электродвигатель | 2016 |
|
RU2696853C2 |
Изобретение относится к области промышленного производства литцендрата произвольного сечения, содержащего большое количество изолированных жил, и может быть использовано при создании обмоток катушек больших электрических машин, в частности синхронных генераторов. Технический результат заключается в обеспечении формирования многожильного провода необходимой длины из одного провода (до ста и более жил из одного непрерывного провода, размещенного на одной катушке). Для этого установка представляет собой автоматизированное устройство, обеспечивающее автоматическую намотку провода при формировании литцендрата заданной длины, а также подсчет количества жил литцендрата. 2 н. и 7 з.п. ф-лы, 4 ил.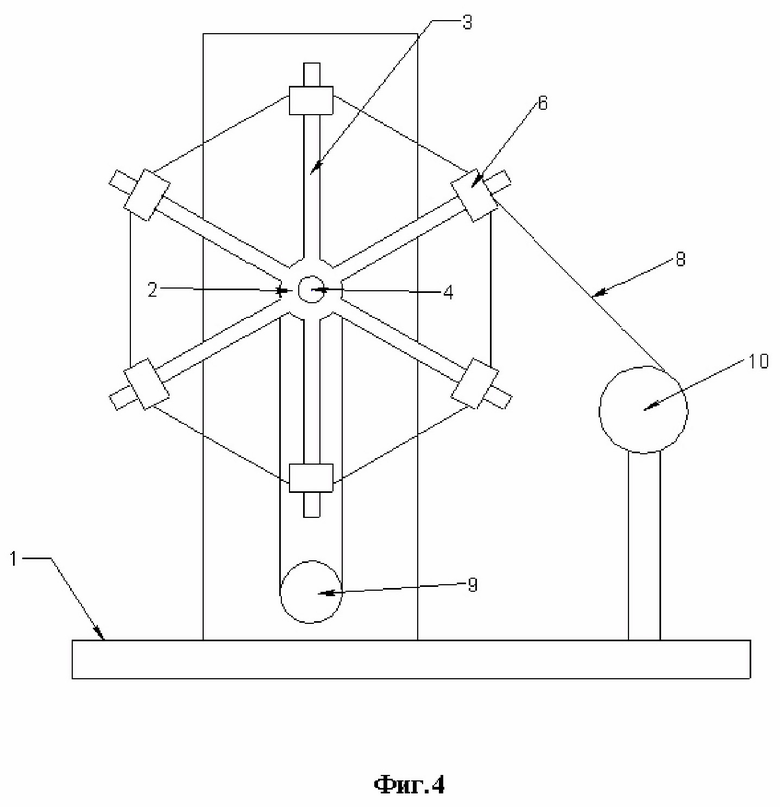
1. Установка для изготовления литцендрата для синхронных электрических машин, содержащая
- стойку, к которой через вал, установленный с возможностью вращения, закреплен диск, к которому радиально прикреплены направляющие, распределенные в плоскости диска по его окружности, при этом на направляющих с возможностью перемещения по ним закреплены наконечники, снабженные пазами для размещения провода,
- электрический привод, соединенный с валом и обеспечивающий вращение вала с диском,
- ось для размещения катушки с проводом, снабженную тормозным устройством, обеспечивающим регулирование натяжения провода.
2. Установка по п.1, отличающаяся тем, что направляющие распределены равномерно по окружности диска в его плоскости.
3. Установка по п.1, отличающаяся тем, что наконечники прикреплены к направляющим через фиксаторы.
4. Установка по п.1, отличающаяся тем, что продольная ось паза наконечника ориентирована перпендикулярно направляющей, к которой закреплен соответствующий наконечник.
5. Установка по п.1, отличающаяся тем, что наконечники прикреплены к направляющим на расстоянии R от центра диска с обеспечением возможности получения литцендрата заданной длины, равной сумме расстояний между всеми наконечниками.
6. Установка по п.1, отличающаяся тем, что поперечное сечение паза наконечника соответствует поперечному сечению литцендрата.
7. Установка по п.1, отличающаяся тем, что она снабжена счетчиком оборотов диска.
8. Способ изготовления литцендрата, в соответствии с которым на оси устанавливают катушку с проводом, один конец которого фиксируют в ближайшем пазу наконечника, после чего включают электрический привод и приводят во вращение диск с направляющими, в результате чего провод последовательно размещают в пазы наконечников, по достижении необходимого количества жил изготавливаемого литцендрата, соответствующего количеству оборотов диска, вращение останавливают, отрезают исходный провод, разрезают намотанный пучок и фиксируют с помощью ленточного изолятора или компаунда.
9. Способ по п.8, отличающийся тем, что предварительно исходя из заданной длины L литцендрата определяют радиус R окружности по обратной формуле длины окружности (R=L/2π), после чего наконечники сдвигают по направляющим и закрепляют на расстоянии R от центра диска.
| US 3783179 A1, 01.01.1974 | |||
| JP 7192560 A, 28.07.1995 | |||
| JP 2013125599 A, 24.06.2013 | |||
| US 9564257 B2, 07.02.2017 | |||
| RU 215924 U1, 10.01.2023 | |||
| Литцекрутильная машина | 1985 |
|
SU1325577A1 |
| Устройство для автоматического останова литцекрутильной машины | 1980 |
|
SU886061A1 |

