Изобретение относится к устройству для снятия наконечников электродов с хвостовиков электродов в способе точечной контактной сварки.
Точечная сварка часто применяется для соединения металлических листов и полос.
Этот способ используется в автоматизированных технологических линиях при изготовлении кузовов, в частности в автомобильной промышленности.
При этом обычно используют множество сварочных роботов для соединения друг с другом частей листового материала кузовов точечной сваркой. Эти сварочные роботы оборудованы сварочными клещами, хвостовики электродов которых соответственно снабжены электродом точечной сварки, так называемыми наконечниками электродов.
Эти сварочные клещи подводят к позиционированным листам, подлежащим сварке друг с другом. Точное позиционирование сварочных клещей относительно металлических листов, подлежащих сварке, и расположение листов относительно друг друга в настоящее время осуществляют автоматизированным способом с компьютерной поддержкой. В такой автоматизированной технологической линии процессы сварки выполняются с максимально возможной скоростью и без прерывания.
В результате, в частности, наконечники электродов подвергаются высокому износу, поскольку контактные поверхности наконечников электродов входят в контакт с соответствующими частями листового материала кузова, подлежащими сварке. Во время этого процесса сварки ток протекает между электродами через части листового материала кузова, подлежащие сварке и прилегающие друг к другу. При этом на контактных поверхностях наконечников электродов в зоне влияния сварки наконечников электродов происходит изменение.
Часто, на краю контактных поверхностей, образуются наплывы от обгорания, которые приводят к изменению условий сварки в результате увеличения контактной поверхности.
Во избежание противодействия этому изменению путем неэкономичного отслеживания силы тока, наконечники электродов регулярно подвергаются повторной обработке фрезерованием в зависимости от их нагрузки и вызванного этим износа.
Для этой цели фрезерные устройства располагаются таким образом, что сварочные роботы могут дотягиваться до них своими сварочными клещами, и наконечники электродов приводятся в контакт с соответствующим установленным фрезерным устройством. Эти устройства для фрезерования наконечников электродов, как правило, содержат держатель инструмента, имеющий по меньшей мере один фрезерный инструмент, установленный в нем с возможностью вращения вокруг оси вращения инструмента, и привод для этого фрезерного инструмента.
Взаимодействующие электроды сварочных клещей часто изнашиваются в одинаковой или сходной степени, так что они должны обрабатываться фрезерованием регулярно и одновременно.
После ряда выполненных повторных обработок удаление материала с наконечника электрода доходит до такой степени, что его необходимо заменить.
Для этого изношенные наконечники электродов снимают с хвостовиков электродов.
При снятии наконечников электродов с хвостовиков сварочных электродов, наконечники электродов зажимаются на своих цилиндрических боковых поверхностях с помощью зажимных губок. Затем наконечник электрода поворачивается вокруг своей оси или оси зафиксированного от проворачивания хвостовика сварочного электрода и снимается в его осевом направлении с этого хвостовика сварочного электрода.
Известны ручные съемники для этой цели, но их нельзя использовать на автоматизированных технологических линиях из-за опасности для персонала.
Устройства для снятия наконечников электродов известны, например, из документа DE20209401.
В нем описано устройство для снятия наконечников электродов, в котором наконечник электрода насажен на хвостовик электрода с незначительным расстоянием от буртика хвостовика электрода. При этом между буртиком и концом наконечника электрода со стороны буртика образуется окружной зазор в форме канавки, в который тангенциально в направлении ширины зазора входит увеличивающийся в толщину клин.
Из документа DE8808586 известно устройство, в котором наконечники электродов снимаются с хвостовиков электродов с помощью рычажной конструкции.
Известны также снимающие устройства, которые расположены в держателе инструмента. Эти снимающие устройства содержат инструмент для снятия, установленный с возможностью вращения вокруг оси вращения инструмента, и привод для этого инструмента для снятия.
Наконечники электродов фиксируются зажимными губками, расположенными в инструменте для снятия. Затем наконечник электрода поворачивается вокруг своей оси или оси зафиксированного от проворачивания хвостовика сварочного электрода и снимается в его осевом направлении с хвостовика сварочного электрода.
Другое известное решение состоит в том, что наконечник электрода не снимается с хвостовика электрода, а хвостовик электрода извлекается из вращающегося наконечника путем открывания сварочных клещей. И в этих устройствах наконечник фиксируется с помощью зажимных губок и вращается вокруг своей оси или оси зафиксированного от проворачивания хвостовика сварочного электрода, и хвостовик электрода извлекается из наконечника электрода при открывании клещей.
Из документа DE 10 2014 209 828 А1 известен инструмент для снятия наконечников электродов с держателей наконечников электродов точечной сварки, содержащий корпус (24) инструмента, который может вращаться вокруг оси вращения (А) во время операции снятия, с отверстием (56) для позиционирования наконечника электрода, открытым для позиционирования наконечника электрода в направлении оси вращения (А), первый набор (26) зажимных губок для зацепления путем зажима с наконечником (20) электрода, расположенным в отверстии (56) для позиционирования наконечника электрода, по меньшей мере при вращении корпуса (24) инструмента вокруг оси вращения (А) в первом направлении вращения (R1), второй набор (28) зажимных губок для зацепления путем зажима с наконечником (22) электрода, расположенным в отверстии (56) для позиционирования наконечника электрода, по меньшей мере при вращении корпуса (24) инструмента вокруг оси вращения (А) во втором направлении вращения (R2), противоположном первому направлению вращения (R1).
Известные типы сменных головок согласно известному уровню техники в основном оснащены прямозубыми или косозубыми губками.
При этом, как правило, используются три губки. Преимущество данной конструкции заключается в том, что фиксируемые инструменты или заготовки могут быть хорошо центрированы.
Однако, недостатком в варианте с исключительно прямозубыми губками является то, что при отсоединении наконечников электродов от хвостовика клещей отсутствует или имеет место лишь незначительная фиксация от осевого перемещения. Это может привести к преждевременной неконтролируемой потере наконечников электродов после процесса снятия.
В дальнейшем разработанном варианте сменной головки с исключительно косозубыми губками эта проблема не возникает.
Косозубое зацепление обеспечивает то, что хвостовики клещей при высвобождении наконечников электродов фиксируются за счет эффекта винтовой резьбы, так как при врезании в основной материал наконечник перемещается в осевом направлении за счет косого позиционирования зубчатого зацепления и, тем самым, выталкивается от хвостовика электрода. Поскольку наконечник электрода быстро вытесняется из своего посадочного места при вращении сменной головки, проявляется меньшее / более кратковременное трение между контактными поверхностями конуса наконечника электрода и соответствующего хвостовика, и, таким образом, происходит фиксация наконечников электродов от осевого перемещения.
Таким образом, высвобожденный наконечник электрода более надежно удерживается. Недостатком, однако, является то, что угол поворота, требуемый для двухэтапного процесса, состоящего из врезания до захвата наконечника электрода и введения вращательного движения, за счет этого увеличивается, и уменьшается эффективный угол поворота в "фазе высвобождения".
В основе изобретения лежит задача усовершенствовать снимающее устройство вышеупомянутого типа таким образом, чтобы по возможности избежать трудностей, свойственных известным до сих пор решениям, и, в частности, достичь того, чтобы гарантировалась надежность процесса.
В соответствии с изобретением эта задача решается устройством по пунктам 1 и 2 формулы изобретения.
Устройство в соответствии с изобретением будет объяснено более подробно далее, со ссылкой на чертежи и следующий пример осуществления.
На чертежах показано:
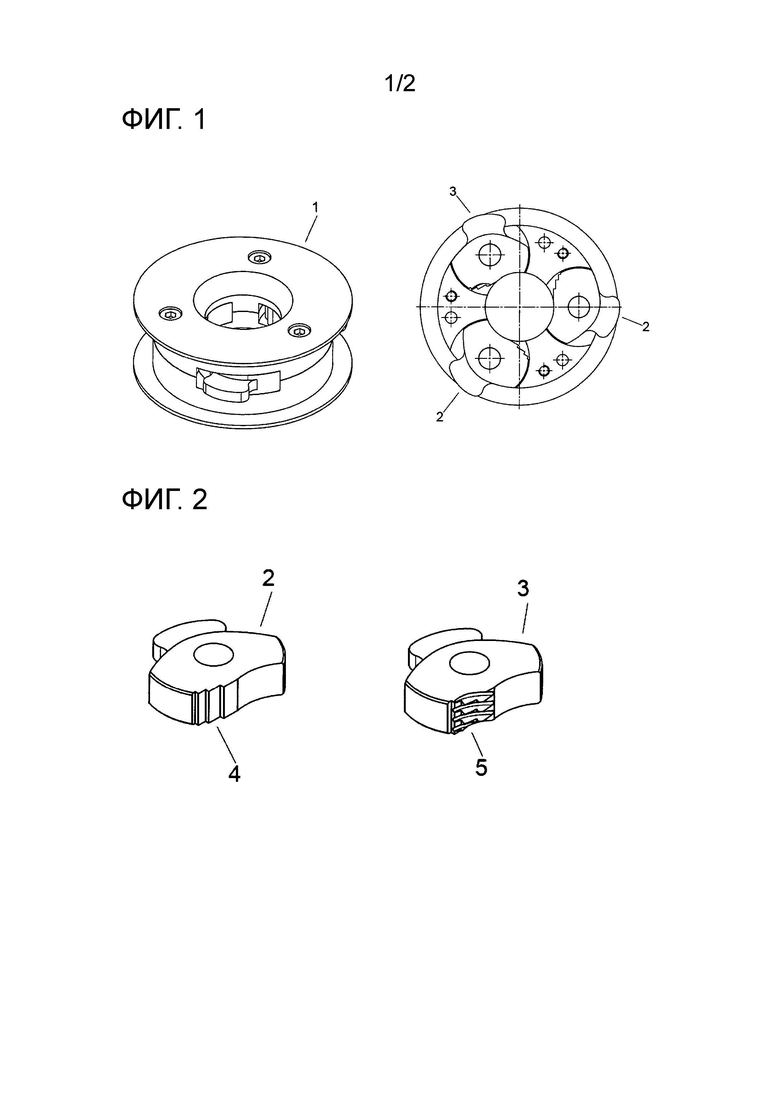
Фиг. 1 – снимающее устройство 1 в соответствии с изобретением в смонтированном, готовом к использованию состоянии в перспективе, а также на виде сверху в разрезе;
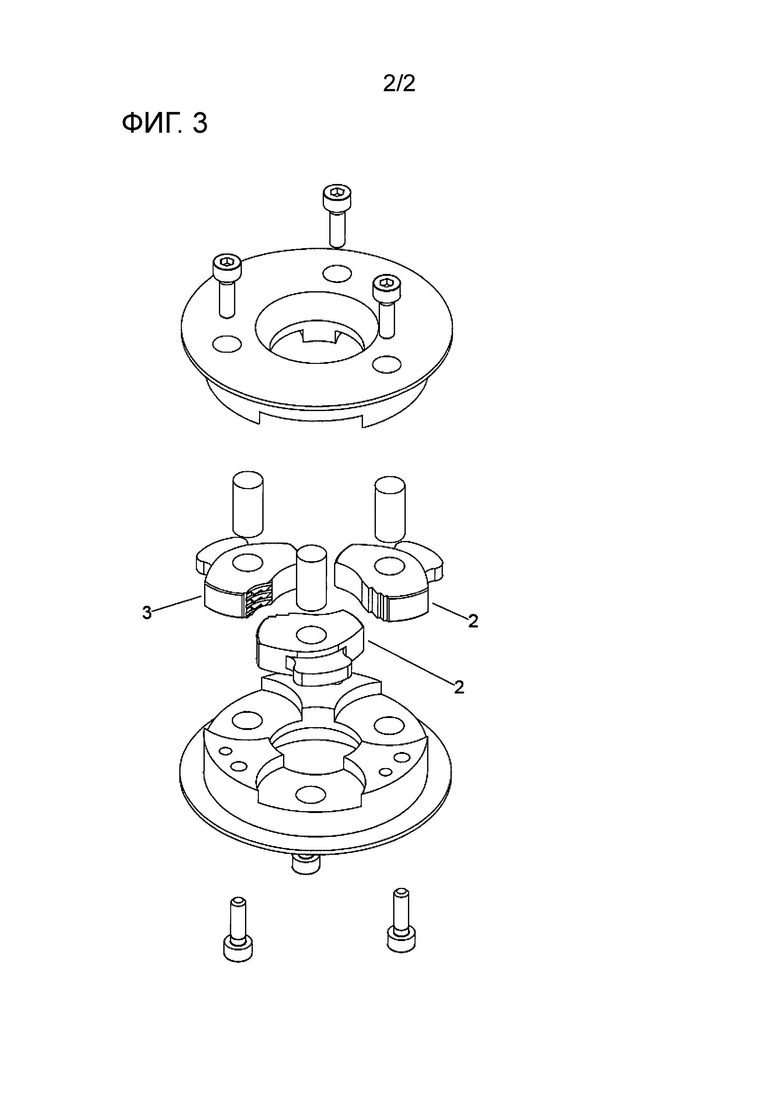
Фиг. 2 - применяемые и комбинируемые друг с другом зажимные средства 2 и 3 с прямозубым зацеплением 4 и косозубым зацеплением 5;
Фиг. 3 - изображение в разобранном виде снимающего устройства 1.
Снимающее устройство для наконечников электродов согласно изобретению состоит из по меньшей мере одного снимающего устройства 1, установленного с возможностью вращения вокруг оси вращения инструмента, с зажимными средствами 2 и 3 для фиксации снимаемых наконечников электродов.
При этом снимающее устройство для наконечников электродов согласно изобретению содержит комбинацию из прямозубых и косозубых зажимных средств 2 и 3.
При соответствующем изобретению применении смешанной оснастки, с по меньшей мере одним прямозубым зажимным средством 2, это способствует более раннему началу вращательного движения на отделяемом наконечнике электрода.
Использование по меньшей мере одного косозубого зажимного средства 3 обеспечивает достаточное кинематическое (геометрическое) замыкание путем врезания в медный материал и, таким образом, защиту от неконтролируемого отсоединения/потери высвобожденного наконечника.
Комбинация типов зубчатого зацепления, таким образом, позволяет осуществлять безопасный процесс высвобождения, удерживания и опускания наконечников электродов в нужном месте.
В особом варианте осуществления решения по изобретению можно выбрать эти зажимные средства таким образом, чтобы множество используемых зажимных средств представляло собой зажимные средства 2 или, по выбору, зажимные средства 3.
Особенно предпочтительно, при применении соответствующего изобретению решения, следует подчеркнуть, что оно может быть использовано также в уже находящихся в эксплуатации снимающих устройствах.
При этом использовавшиеся до сих пор подобные зажимные средства могут быть изменены таким образом, что по меньшей мере одно зажимное средство заменяется на зажимное средство другой формы выполнения.
Изобретение относится к точечной сварке и может быть использовано в автоматизированных технологических линиях при изготовлении кузовов, в частности в автомобильной промышленности, для снятия наконечников электродов. Устройство содержит по меньшей мере одно снимающее устройство (1), установленное с возможностью вращения вокруг оси инструмента и предназначенное для фиксации снимаемых наконечников электродов. Снимающее устройство содержит комбинацию прямозубых и косозубых зажимных средств (2 и 3). Применение смешанной оснастки обеспечивает надежность захвата и высвобождения наконечников, при этом зажимные средства с прямозубым зацеплением (4) способствуют более раннему началу вращательного движения на отделяемом наконечнике электрода, а зажимные средства с косозубым зацеплением (5) обеспечивают его фиксацию за счет эффекта винтовой резьбы. 2 н.п. ф-лы, 3 ил.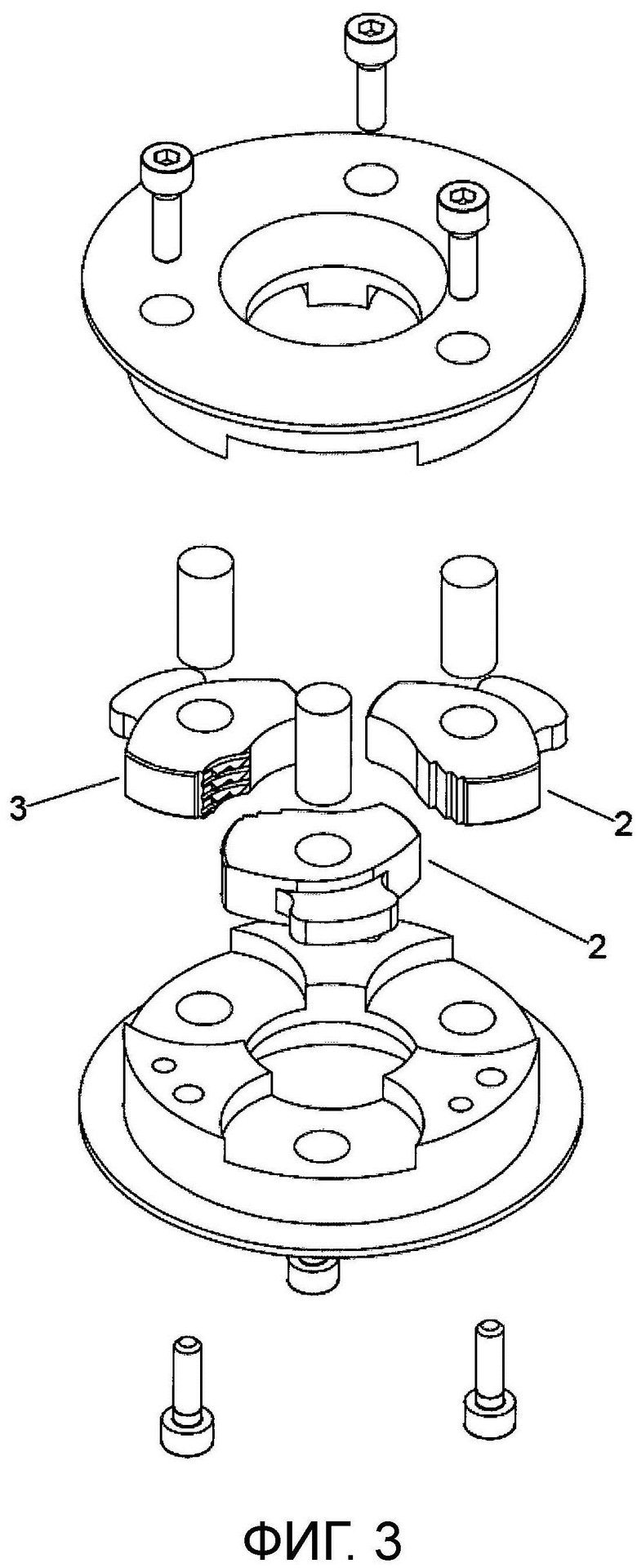
1. Устройство для снятия наконечников электродов с хвостовиков электродов, состоящее из по меньшей мере одного снимающего устройства (1), установленного с возможностью вращения вокруг оси инструмента, с зажимными средствами (2 и 3) для фиксации снимаемых наконечников электродов, содержащее комбинацию из прямозубых и косозубых зажимных средств (2 и 3).
2. Применение комбинации из прямозубых и косозубых зажимных средств (2 и 3) в снимающем устройстве для наконечников электродов, образованном из по меньшей мере одного снимающего устройства (1), установленного с возможностью вращения вокруг оси инструмента, с зажимными средствами (2 и 3) для фиксации снимаемых наконечников электродов.
| DE 102014209828 A1, 26.11.2015 | |||
| СЪЕМНИК ЭЛЕКТРОДОВ ТОЧЕЧНОЙ СВАРОЧНОЙ МАШИНЫ | 1995 |
|
RU2095214C1 |
| 0 |
|
SU152714A1 | |
| Устройство для съема электродов контактных машин | 1985 |
|
SU1323294A1 |
| WO 2014126381 A1, 21.08.2014. | |||

