Изобретение касается определителя уровня наполнения магазина для электродных колпачков сварочных электродов.
В частности, в автомобильной промышленности для соединения металлических листов и полос в кузовном производстве в автоматизированных технологических линиях часто применяется точечная сварка.
Обычно здесь для соединения друг с другом листовых частей кузова точечной сваркой применяются сварочные роботы. Эти сварочные роботы оснащены электрододержателями, каждая из колодок которых оснащена электродом для точечной сварки, так называемыми электродными колпачками.
Эти электрододержатели подводятся к свариваемым друг с другом, установленным в определенном положении листам. Точная установка в определенном положении электрододержателей относительно свариваемых листов, а также расположение листов друг относительно друга осуществляется автоматически и с компьютерной поддержкой. В такой автоматизированной технологической линии процессы сварки осуществляются с наиболее быстрым возможным пошаговым перемещением и непрерывно.
Из-за этого, в частности, электродные колпачки подвергаются высокому износу, так как контактные поверхности электродных колпачков сцепляются со свариваемыми листовыми частями кузова.
При этом процессе сварки ток течет между электродами через свариваемые и прилегающие друг к другу листовые части кузова.
При этом на контактных поверхностях электродных колпачков возникает изменение в их областях сварки.
Часто на крае контактных поверхностей образуются наплывы от выгорания, которые вследствие увеличения контактной поверхности вызывают изменение условий сварки.
Чтобы не приходилось бороться с этим изменением путем неэкономичной подстройки силы тока, электродные колпачки регулярно и в зависимости от их нагрузки и возникающего от этого изнашивания подвергаются дополнительной обработке фрезерованием.
Часто взаимодействующие электроды электрододержателя изнашиваются в одинаковой или похожей мере, так что они должны подвергаться дополнительной обработке фрезерованием регулярно и одновременно.
После некоторого количества выполненных дополнительных обработок съем материала с электродного колпачка происходит в такой мере, что эти колпачки должны заменяться.
Для этого изношенные электродные колпачки снимаются со стержней сварочных электродов.
Для комплектования стержней сварочных электродов новыми, не бывшими в употреблении электродными колпачками обычно применяются магазины в простом варианте осуществления. Эти магазины расположены так, что электрододержатели посредством смыкания в заданном положении забирают новые электродные колпачки и задают их положение на стержне сварочного электрода посредством прижатия друг к другу губок электрододержателя. Так как магазины должны быть расположены в заданном положении, чтобы к ним мог подводиться электрододержатель, необходимо оставлять эти магазины в их установленном положении и пополнять магазины в месте применения вручную.
Это требует, как правило, прерывания процесса, так как по условиям техники безопасности невозможно производить это пополнение при текущей эксплуатации, так как людям не разрешается двигаться в областях действия активных роботов.
Для борьбы с этим недостатком производились также замены магазинов.
Так, DE 199 05 477 описывает магазин для электродных колпачков сварочных электродов, в частности для электрододержателей сварочных роботов. Это решение предлагает помещать резервируемые электродные колпачки в магазине в ряде соответствующих по своему профилю форме электродных колпачков направляющих для колпачков, которые выполнены параллельно продольной оси магазина и идентично ему по положению, также в заборном отверстии.
При этом заборное отверстие открыто в направлении доступа электрододержателя настолько, что всегда один сварочный колпачок расположен так, что его отверстие позиционировано в направлении доступа, и колпачок открыт для полного доступа к нему.
Также, например, из DE102009058937, известны решения, которые для обеспечения безопасности технологического процесса имеют неподвижно установленную магазинную головку, в которую защелкивается сменный магазин для электродных колпачков.
Недостатком известных до сих пор решений является возможность контроля посредством инициатора только степени наполнения электродными колпачками, при которой подается сигнал, и невозможность регистрации или, соответственно, контроля полного опорожнения магазина для электродных колпачков.
В соответствии с EP2072170 «Магазинный узел для устройства смены колпачков для точечной сварки для роботизированного или стационарного сварочного устройства» применяется индуктивный сенсор, с помощью которого могут регистрироваться металлические штифты, однако не может измеряться точный уровень наполнения.
DE20000270 «Указатель уровня наполнения для одно, двух и многорядных магазинов для боеприпасов» предлагает механический счетчик.
Решение, при котором подается сигнал, когда объем наполнения становится ниже минимального, предлагает DE19905477 «Устройство для предоставления электродных колпачков для сварочных электродов сварочных автоматов». И при этом решении невозможно измерить точный уровень наполнения.
Поэтому в известных решениях момент времени пополнения или, соответственно, смены магазинов для электродных колпачков не может планироваться индивидуально.
В основе изобретения лежит задача, предложить решение, с помощью которого по возможности предотвращаются трудности известных до сих пор решений и становится возможным точное определение уровня наполнения магазина для электродных колпачков.
В соответствии с изобретением эта задача решается с помощью устройства по пп.1-3 формулы изобретения, ниже эта система подробнее поясняется с помощью фиг.1-4 и последующего примера осуществления.
Этот пример осуществления показывает решение поставленной изобретением задачи на примере магазина для электродных колпачков, состоящего из магазинной головки 1 и сменного магазина 2.
Однако можно также применять предлагаемое изобретением решение в неразъемном магазине для электродных колпачков, таком, какие известны из уровня техники.
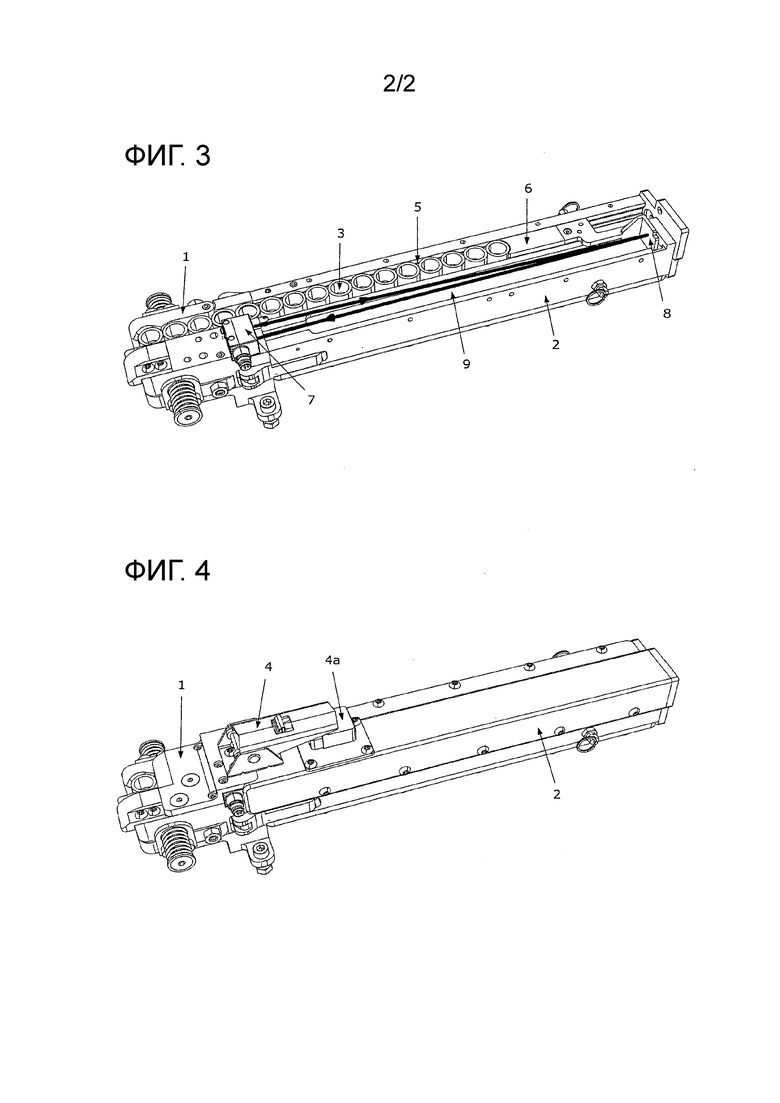
При этом на фиг.1 показан детальный вид магазина для электродных колпачков, имеющего предлагаемый изобретением определитель уровня наполнения в разъединенном состоянии, имеющий сенсор 7 и измерительную поверхность 8, на фиг.2 показана двухканальная магазинная головка 1, имеющая для каждого канала 5 для электродных колпачков по одному сенсору 7, на фиг.3 показано на детальном виде изображение измерительного луча сенсора 7 на измерительной поверхности 8 в магазине для электродных колпачков, имеющем определитель уровня наполнения, на фиг.4 показан магазин для электродных колпачков, имеющий предлагаемый изобретением определитель уровня наполнения в соединенном состоянии.
Предлагаемый изобретением магазин для электродных колпачков состоит из магазинной головки 1 и сменного магазина 2.
Для соединения сменного магазина 2 с магазинной головкой 1 быстрозажимное устройство 4 и 4a расположено так, что на магазинной головке 1 расположен зажим 4, а на сменном магазине 2 зажимной крюк 4a. Это расположение технически целесообразно, так как сменный магазин 2 нагружается силой в силовом направлении задействуемого зажима 4 в направлении магазинной головки 1 и, таким образом, в направлении его функционального положения.
Для обеспечения заданного положения магазинной головки 1 и сменного магазина 2 при соединении этих двух конструктивных узлов расположено по меньшей мере одно направляющее устройство.
Это направляющее устройство выполнено по своей форме и своим размерным допускам предпочтительно так, что оно может легко входить в зацепление, и, однако, обеспечено заданное положение магазинной головки 1 и сменного магазина 2 друг относительно друга.
Электродные колпачки 3 имеются в наличии в сменном магазине 2 и в магазинной головке 1, при этом сменный магазин 2 и магазинная головка 1 согласно этому примеру осуществления и в соответствии с фигурами оснащены двумя каналами 5 для электродных колпачков, которые выполнены параллельно продольной оси сменного магазина 2 и идентично ему по положению, также в магазинной головке 1.
При этом каналы 5 для электродных колпачков выполнены с диагональным сдвигом в сменном магазине 2 и магазинной головке 1 так, что электродные колпачки своими контактными поверхностями находятся друг напротив друга с диагональным сдвигом друг относительно друга.
Но идея изобретения включает в себя также технические варианты осуществления, которые выполнены только с одним или несколькими каналами 5 для электродных колпачков или только с одной или несколькими направляющими для колпачков.
При таком расположении электродных колпачков 3 в сменном магазине 2 и магазинной головке 1 отверстием электродных колпачков 3 наружу возможно, чтобы электрододержатель для забора электродных колпачков 3 мог вставлять свои электродные стержни в электродные колпачки 3 в заборное отверстие.
При применении нескольких каналов для электродных колпачков эти каналы расположены в поперечном сечении сменного магазина 2 и магазинной головки 1 друг напротив друга с диагональным сдвигом. Это расположение каналов 5 для электродных колпачков было выбрано для реализации как можно меньшего конструктивного размера этого узла, так как конструктивная высота устройства при этом меньше, чем высота двух противолежащих колпачков плюс толщина стенки перегородки у направляющей для колпачков.
В уровне техники каналы 5 для электродных колпачков выполнены так, что электродные колпачки 3 могут перемещаться с небольшим усилием, и в канале 5 для электродных колпачков, и, в частности, в месте соединения между сменным магазином 2 и магазинной головкой 1 предотвращается перекос колпачков 3. Это достигается благодаря тому, что эти каналы 5 для электродных колпачков выполнены в форме электродных колпачков 3 плюс соответствующие допуски.
Одно из известных решений для соединения с точной посадкой магазинной головки 1 и сменного магазина 2 описано в DE 102009058937.
В каждом канале 5 для электродных колпачков расположен по меньшей мере один расположенный с возможностью линейного движения, предпочтительно находящийся под воздействием силы пружины конвейер 6 для колпачков, который двигает содержащиеся в канале 5 для электродных колпачков электродные колпачки 3 в направлении магазинной головки 1.
Положение содержащегося в канале 5 для электродных колпачков конвейера 6 для колпачков зависимо от находящегося в сменном магазине 2 и в магазинной головке 1 количества электродных колпачков 3.
В магазинной головке 1 расположен по меньшей мере один сенсор 7 для измерения перемещения. Этот сенсор 7 проецирует на по меньшей мере одну содержащуюся в измерительном канале 9 сменного магазина 2 измерительную поверхность 8, например, отражательную поверхность, измерительный луч для измерения дистанции между сенсором 7 и измерительной поверхностью 8.
В качестве сенсора 7 может применяться, например, отражательный стробоскоп, который испускает лучи на отражательную поверхность, служащую при этом измерительной поверхностью 8.
Измерительная поверхность 8 механически соединена с конвейером 6 для колпачков так, что реализуется измерение в расположенном параллельно каналу 5 для электродных колпачков измерительном канале 9, и вместе с тем имеет место прямая зависимость между количеством электродных колпачков 3 в канале 5 для электродных колпачков и положением измерительной поверхности 8 в измерительном канале 9.
Осуществленное вследствие извлечения электродных колпачков изменение количества содержащихся в сменном магазине 2 и магазинной головке 1 электродных колпачков 3 вызывает изменение измеряемой сенсором дистанции перемещения.
Посредством оценки этой регистрируемой сенсором дистанции перемещения может находиться точное количество содержащихся в магазинной головке 1 и в сменном магазине 2 электродных колпачков 3.
Предпочтительным образом при этом может индивидуально планироваться момент времени пополнения электродных колпачков 3, так как в соответствии с изобретением регистрируется не только достижение степени наполнения, при которой подается сигнал, но и точное количество электродных колпачков 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ КОМПЛЕКТ | 2007 |
|
RU2348495C1 |
| Электродная головка для контактной точечной сварки | 1978 |
|
SU880661A1 |
| Устройство для подачи деталей | 1985 |
|
SU1299739A1 |
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| СВАРОЧНЫЕ КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ'^ВШШ-"orf't^ft^fi^^^^^J^:^it;i- ^-fo-YCл:l;iчeGкa,sЗ | 1969 |
|
SU248863A1 |
| Многоэлектродная сварочная головка | 1979 |
|
SU853907A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИМПУЛЬСНОГО НАРАЩИВАНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 1994 |
|
RU2094187C1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |

Изобретение касается определителя уровня заполнения магазина для электродных колпачков сварочных электродов, в частности, при точечной сварке в автоматизированных технологических линиях. Неподвижная магазинная головка (1) и сменный магазин (2) соединены быстрозажимным устройством (4 и 4a). Сменный магазин (2) имеет по меньшей мере один канал (5) для электродных колпачков, в котором расположен с возможностью линейного движения по меньшей мере один конвейер (6) для перемещения электродных колпачков (3) в направлении заборного отверстия для доступа к ним электрододержателя. Сменный магазин снабжен элементом, имеющим измерительную поверхность (8), который механически соединен с конвейером для перемещения электродных колпачков. В магазинной головке расположен сенсор (7), предназначенный для измерения перемещения электродных колпачков, который обеспечивает проецирование на измерительную поверхность (8) измерительного луча для регистрации дистанции между сенсором (7) и измерительной поверхностью (8) с возможностью определения точного количества содержащихся в магазине электродных колпачков (3) посредством оценки регистрируемой сенсором (7) дистанции их перемещения. Изобретение обеспечивает беспрерывный процесс пополнения магазина электродными колпачками за счет точного определения уровня его заполнения. 2 н. и 1 з.п. ф-лы, 4 ил.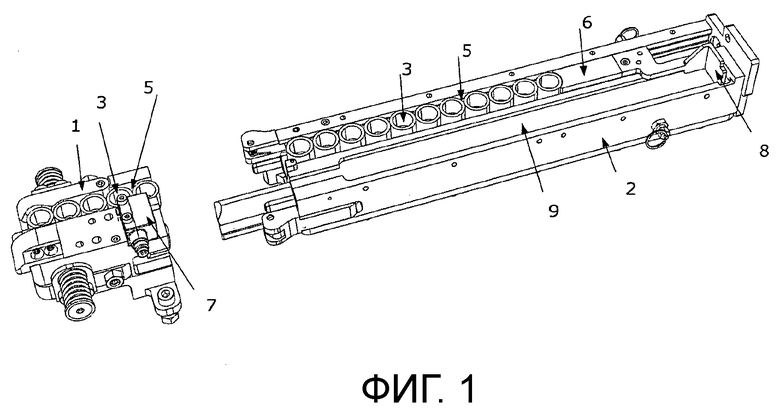
1. Система для определения уровня наполнения магазина для электродных колпачков сварочных электродов, состоящая из неподвижной магазинной головки (1) и сменного магазина (2), для соединения которых использовано быстрозажимное устройство (4 и 4a), а для обеспечения заданного положения магазинной головки (1) и сменного магазина (2) при их соединении использовано по меньшей мере одно направляющее устройство, причем сменный магазин (2) имеет по меньшей мере один канал (5) для электродных колпачков, в котором расположен с возможностью линейного движения, предпочтительно под воздействием силы пружины, по меньшей мере один конвейер (6) для перемещения электродных колпачков (3) в канале (5) в направлении заборного отверстия для доступа электрододержателя к электродным колпачкам,
отличающаяся тем,
что сменный магазин снабжен элементом, имеющим измерительную поверхность (8), который механически соединен с конвейером для перемещения электродных колпачков,
а в магазинной головке расположен сенсор (7), предназначенный для измерения перемещения электродных колпачков, который обеспечивает проецирование на измерительную поверхность (8) измерительного луча для регистрации дистанции между сенсором (7) и измерительной поверхностью (8) с возможностью определения точного количества содержащихся в магазине электродных колпачков (3) посредством оценки регистрируемой сенсором (7) дистанции их перемещения.
2. Система по п.1, отличающаяся тем, что она имеет расположенный параллельно каналу (5) для электродных колпачков измерительный канал (9), в котором расположен элемент с измерительной поверхностью (8), механически соединенный с конвейером (6) для колпачков, с возможностью измерения количества электродных колпачков в зависимости от положения измерительной поверхности (8) в измерительном канале (9).
3. Применение системы для определения уровня наполнения магазина для электродных колпачков сварочных электродов по п.1 в автоматизированном сварочном производстве.
| DE 102009058937 B3, 19.05.2011 | |||
| WO 2018069304 A1, 19.04.2018 | |||
| Робототехнический комплекс для контактной точечной сварки | 1985 |
|
SU1324799A1 |
| СЪЕМНИК ЭЛЕКТРОДОВ ТОЧЕЧНОЙ СВАРОЧНОЙ МАШИНЫ | 1995 |
|
RU2095214C1 |
| WO 2015036971 A1, 19.03.2015. | |||

