Настоящее изобретение относится к способу изготовления множества изделий, генерирующих аэрозоль, содержащих секцию субстрата с субстратом, образующим аэрозоль, и токоприемным элементом. Настоящее изобретение дополнительно относится к системе, выполненной с возможностью изготовления множества отдельных изделий, генерирующих аэрозоль. Настоящее изобретение дополнительно относится к изделию, генерирующему аэрозоль, содержащему секцию субстрата с субстратом, образующим аэрозоль, и токоприемный (сусцепторный) элемент.
Много изделий, генерирующих аэрозоль, в частности, изделия с нагревом без сжигания, содержат секцию субстрата, содержащую субстрат, образующий аэрозоль, и дополнительный токоприемный (сусцепторный) материал. Токоприемник (сусцептор) способен нагревать субстрат, образующий аэрозоль, до температуры ниже температуры сгорания субстрата при воздействии на него переменного электромагнитного поля. В процессе изготовления изделий, генерирующих аэрозоль, производится сплошная секция субстрата, содержащая соединенные отдельные секций субстрата, также содержащая сплошную полосу токоприемного (сусцепторного) материала, встроенную в субстрат, образующий аэрозоль. При разрезании сплошных секций субстрата для изготовления отдельных секций субстрата для изделий, генерирующих аэрозоль, вращающийся режущий инструмент часто воздействует на сплошную секцию субстрата с большим кинетическим моментом. Этот большой кинетический момент необходим для одновременного разрезания субстрата, образующего аэрозоль, и сплошной полосы токоприемного (сусцепторного) материала, который часто представляет собой металл или металлический сплав. Однако это может привести к деформации или смещению полосы токоприемного (сусцепторного) материала в отдельных изделиях, генерирующих аэрозоль. В секции субстрата длиной 12 мм воздействие вращающегося режущего инструмента может сдвинуть токоприемную (сусцепторную) полосу примерно на 1,8 мм и привести к деформации до 1 мм. Эти деформации и смещения могут влиять на способность токоприемного (сусцепторного) материала нагреваться при воздействии переменного электромагнитного поля. Кроме того, токоприемник (сусцептор) также может касаться оберточной бумаги, окружающей секцию субстрата. Это может привести к возгоранию оберточной бумаги токоприемником (сусцептором) во время использования, что может быть нежелательным. Смещенный токоприемник (сусцептор), выступающий из торцевых поверхностей секции субстрата может дополнительно влиять на процесс присоединения дополнительных секций, таких как заглушки фильтра или полые заглушки фильтра, к секции субстрата. Эксплуатация режущих инструментов с повышенной нагрузкой также может повлиять на срок службы режущих инструментов.
Было бы желательно представить способ изготовления множества изделий, генерирующих аэрозоль, и систему, выполненную с возможностью изготовления множества отдельных изделий, генерирующих аэрозоль, которые способны предотвратить или смягчить деформацию или смещение токоприемного (сусцепторного) элемента. Кроме того, было бы желательно представить способ и систему для изготовления изделий, генерирующих аэрозоль, что может увеличить срок службы режущих инструментов.
Согласно варианту осуществления настоящего изобретения предоставлен способ изготовления отдельных изделий, генерирующих аэрозоль, при этом каждое изделие содержит отдельную секцию субстрата и секция субстрата содержит субстрат, образующий аэрозоль, с токоприемником (сусцептором). Способ может включать этап А) способа предоставления сплошной полосы токоприемного (сусцепторного) материала. Способ может включать этап В) способа частичного разрезания сплошной полосы токоприемного (сусцепторного) материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы токоприемного (сусцепторного) материала. Может быть включен этап C) способа. Этот этап C) способа может включать изготовление изделий, генерирующих аэрозоль, с использованием частично полосы токоприемного (сусцепторного) материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга.
Согласно другому варианту осуществления настоящего изобретения предоставлен способ изготовления отдельных изделий, генерирующих аэрозоль. Каждое изделие, генерирующее аэрозоль, содержит отдельную секцию субстрата, и секция субстрата содержит субстрат, образующий аэрозоль, с токоприемным (сусцепторным) элементом. Способ включает следующие этапы способа:
A) обеспечение сплошной полосы токоприемного (сусцепторного) материала,
B) частичное разрезание сплошной полосы токоприемного (сусцепторного) материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы токоприемного (сусцепторного) материала, и
C) изготовление изделий, генерирующих аэрозоль, с использованием частично разрезанной полосы токоприемного (сусцепторного) материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга.
Частично разрезанная полоса токоприемного (сусцепторного) материала может быть более легко отделена режущим инструментом в месте предварительного надреза. Это может быть связано с частичным разрезом, выполненным в месте предварительного надреза. Полное разрезание частично разрезанной полосы токоприемного (сусцепторного) материала в месте предварительного надреза может требовать меньшего кинетического момента режущего инструмента. Это может уменьшить опасность деформации или смещения токоприемного (сусцепторного) материала внутри секции субстрата.
По меньшей мере два места предварительного надреза могут быть сформированы на этапе В) способа. Места предварительного надреза на сплошной полосе токоприемного (сусцепторного) материала могут быть размещены таким образом, чтобы одна отдельная секция субстрата была расположена между соседними местами предварительного надреза. Аналогично один отдельный токоприемный (сусцепторный) элемент, соответствующий одной отдельной секции субстрата, может быть расположен между соседними местами предварительного надреза.
Это позволяет легко формировать отдельные секции субстрата посредством разрезания соседними мест предварительного разреза на частично разрезанной полосе токоприемного (сусцепторного) материала. В частности, одна отдельная секция субстрата может содержать один отдельный токоприемный (сусцепторный) элемент. Один отдельный токоприемный (сусцепторный) элемент может быть расположен между соседними местами предварительного надреза.
Множество мест предварительного надреза могут быть сформированы на сплошной полосе токоприемного (сусцепторного) материала. Если один отдельный токоприемный (сусцепторный) элемент расположен между соседними местами предварительного надреза, множество мест предварительного надреза может обеспечивать легкое формирование множества отдельных токоприемных (сусцепторных) элементов посредством разрезания полосы токоприемного (сусцепторного) материала во множестве мест предварительного надреза.
Множество мест предварительного надреза может отделять по меньшей мере 50 отдельных токоприемных (сусцепторных) элементов, предпочтительно от 10 до 50 отдельных токоприемных (сусцепторных) элементов друг от друга. Наиболее предпочтительно множество мест предварительного надреза отделяет 10 отдельных токоприемных (сусцепторных) элементов друг от друга
На этапе С) способа субстрат, образующий аэрозоль, может быть расположен вокруг частично разрезанной полосы токоприемного (сусцепторного) материала в первом варианте осуществления. При этом может быть произведена сплошная секция субстрата, включающая частично разрезанную полосу токоприемного (сусцепторного) материала. Впоследствии сплошная секция субстрата может быть разрезана в месте предварительного надреза для изготовления отдельных изделий, генерирующих аэрозоль.
Сплошная секция субстрата, содержащая частично разрезанную полосу токоприемного (сусцепторного) материала, может быть с большей легкостью разрезана в местах предварительного надреза по сравнению со сплошной секцией субстрата, содержащей сплошную полосу токоприемного (сусцепторного) материала без предварительного надреза.
На этапе В) способа может быть сформировано множество предварительных надрезов. На этапе С) способа сплошная секция субстрата может потом быть разрезана во всех местах предварительного надреза. При этом может быть произведено множество отдельных секций субстрата, при этом каждая отдельная секция субстрата может содержать отдельный токоприемный (сусцепторный) элемент.
В противном случае на этапе С) способа сплошная секция субстрата может быть разрезана в некоторых местах предварительного надреза. Это может обеспечить множество соединенных секций субстрата. Эти соединенные секции субстрата могут быть дополнительно обработаны для изготовления изделий, генерирующих аэрозоль. Каждая из соединенных секций субстрата может содержать полосу токоприемного (сусцепторного) материала, которая также может содержать места предварительного надреза. Одна соединенная секция субстрата может содержать по меньшей мере две, более предпочтительно по меньшей мере 5 или по меньшей мере 10 отдельных секций субстрата.
В другом варианте осуществления способа согласно данному изобретению на этапе С) способа частично разрезанная полоса токоприемного (сусцепторного) материала может быть полностью разрезана в заданном месте предварительного надреза. При этом могут быть произведены отдельные токоприемные (сусцепторные) элементы. Впоследствии субстрат, образующий аэрозоль, может быть расположен вокруг отдельных токоприемных (сусцепторных) элементов. При этом может быть произведена сплошная секция субстрата, содержащая отдельные токоприемные (сусцепторные) элементы. Отдельные токоприемные (сусцепторные) элементы могут быть расположены на расстоянии друг от друга. Отдельные токоприемные (сусцепторные) элементы, следовательно, могут не контактировать друг с другом в сплошной секции субстрата.
На этапе С) способа все отдельные токоприемные (сусцепторные) элементы в сплошной секции субстрата могут быть расположены на расстоянии друг от друга с помощью зазоров. Впоследствии сплошная секция субстрата может быть разрезана в зазорах между отдельными токоприемными (сусцепторными) полосами, тем самым создавая отдельные секции субстрата.
Такая сплошная секция субстрата с отдельными токоприемными (сусцепторными) элементами также может облегчить окончательное разрезание сплошной секции субстрата. В частности, режущий инструмент может потребоваться только для разрезания субстрата, образующего аэрозоль, в сплошной секции субстрата между отдельными токоприемными (сусцепторными) элементами без одновременного разрезания полосы токоприемного (сусцепторного) материала. Это может облегчить процесс разрезания и может не требовать такого большого усилия для разрезания субстрата, образующего аэрозоль, и полосы токоприемного (сусцепторного) материала. Это может, таким образом, уменьшить риск деформации и смещения отдельных токоприемных (сусцепторных) элементов внутри отдельных секций субстрата. Это также может увеличить срок службы режущего инструмента.
На этапе В) способа сплошная полоса токоприемного (сусцепторного) материала может быть частично разрезана путем выполнения разрезов на краю полосы. Впоследствии на этапе С) способа частично разрезанная полоса может быть полностью разрезана в центральной части полосы, прилегающей к разрезам, для изготовления отдельных токоприемных (сусцепторных) элементов.
Это может обеспечить полное разрезание сплошной полосы токоприемного (сусцепторного) материала для изготовления отдельных токоприемных (сусцепторных) элементов. Это способ в частности может требовать меньшего усилия, прилагаемого режущим инструментом по сравнению со способом, в котором сплошная полоса токоприемного (сусцепторного) материала полностью разрезается в один этап. Этот способ позволяет избежать деформации отдельных токоприемных (сусцепторных) элементов. Отдельные токоприемные (сусцепторные) элементы впоследствии могут быть включены в сплошную секцию субстрата, содержащую отдельные токоприемные (сусцепторные) элементы.
Способ согласно настоящему изобретению в целом может предусматривать два различных альтернативных варианта осуществления. Может быть предоставлен один предпочтительный вариант осуществления, при этом частично разрезанная полоса токоприемного (сусцепторного) материала с предварительными надрезами включается в субстрат, образующий аэрозоль. Это создает сплошную секцию субстрата, содержащую частично разрезанную полосу токоприемного (сусцепторного) материала. Эта сплошная секция субстрата может легко быть дополнительно разрезана на отдельные секции субстрата благодаря местам предварительного надреза.
В другом варианте осуществления способа согласно настоящему изобретению может быть представлен способ, в котором частично разрезанная полоса токоприемного (сусцепторного) материала может быть полностью разрезана в местах предварительного надреза на отдельные токоприемные (сусцепторные) элементы. Эти отдельные токоприемные (сусцепторные) элементы впоследствии могут быть включены в субстрат, образующий аэрозоль. При этом может быть произведена сплошная секция субстрата, содержащая отдельные токоприемные (сусцепторные) элементы. Это способ также облегчает легкое разрезание сплошной секции субстрата, поскольку режущий инструмент должен разрезать только субстрат, образующий аэрозоль, секции субстрата, расположенной между отдельными токоприемными (сусцепторными) элементами. Это способ согласно данному изобретению может не разрезать токоприемный (сусцепторный) материал.
Отдельные токоприемные элементы, произведенные полным разрезанием частично разрезанной полосы токоприемного материала, могут иметь токоприемный элемент меньшей длины, чем длина секции субстрата готовых отдельных секций субстрата.
Например, длина токоприемного элемента может составлять на приблизительно 5 процентов, или на приблизительно 10 процентов меньше, чем длина секции субстрата. Это может обеспечить расположение отдельных токоприемных элементов внутри субстрата, образующего аэрозоль, секции субстрата без присутствия любого токоприемного материала на торцевых поверхностях отдельных секций субстрата. Отдельные токоприемные элементы, следовательно, могут быть размещены по центру внутри субстрата, образующий аэрозоль, секции субстрата.
Это может обеспечить изготовление секций субстрата, включающих меньше токоприемного материала. При этом также может образовываться меньше отходов после употребления изделий, генерирующих аэрозоль.
В варианте осуществления способа согласно данному изобретению, где частично разрезанная полоса токоприемного материала полностью разрезается в месте предварительного надреза для изготовления отдельных токоприемных элементов перед включением токоприемных элементов в субстрат, образующий аэрозоль, причем способ может дополнительно включать увеличение зазора между соседними токоприемными элементами. Это может быть сделано путем транспортировки отдельных токоприемных элементов на ускоряющей ленте. В частности, частично разрезанная полоса токоприемного материала может транспортироваться на первой ленте, а отдельные токоприемные элементы могут транспортироваться на ускоряющей ленте в качестве второй ленты. Скорость второй ленты может быть выше, чем скорость первой ленты. Скорость второй ленты может быть на 10-30 процентов, предпочтительно на 20 процентов выше, чем скорость первой ленты. Это может это может увеличить зазоры между отдельными соседними токоприемными элементами.
Если зазоры между отдельными соседними токоприемными элементами увеличены, то это может облегчить изготовление отдельных секций субстрата посредством разрезания в зазорах между отдельными соседними токоприемными элементами после того, как они были включены в сплошную секцию субстрата. В частности, если зазоры больше, расположение режущего инструмента относительно сплошной секции субстрата для разрезания в зазорах может быть не настолько критичным. В случае некоторых несовпадений между последним выполненным разрезом на этапе С) способа для изготовления отдельных секций субстрата и окончательным разрезом сплошной секции субстрата, зазоры большего размера между отдельными соседними токоприемными элементами внутри сплошной секции субстрата могут все еще обеспечить надежное разрезание сплошной секции субстрата в зазорах.
Частичное разрезание на этапе В) способа может включать одно или более из: изготовления перфорационных отверстий в сплошной полосе токоприемного материала, выполнения разрезов на одном или обоих краях сплошной полосы токоприемного материала или создания множества углублений в полосе токоприемного материала.
Эти способы частичного разрезания сплошной полосы токоприемного материала могут быть особенно подходящими для ослабления токоприемного материала в местах предварительного надреза. Это может дополнительно облегчить обеспечение окончательного разреза в местах предварительного надреза с уменьшенным усилием.
Сплошная полоса токоприемного материала может иметь ширину. Сплошная полоса токоприемного материала может иметь центральную продольную ось. Сплошная полоса токоприемного материала может проходить вдоль своей центральной продольной оси. Предварительный надрез или множество предварительных надрезов могут быть произведены в полосе в пределах между четвертью и половиной ширины сплошной полосы токоприемного материала. Предпочтительно, предварительный надрез может быть произведен в противоположных краях сплошной полосы токоприемного материала и может проходить в направлении центральной продольной оси полосы.
На этапе С) способа сплошная субстратная часть может быть обернута оберточным материалом, предпочтительно бумагой.
При обеспечении оберточного материала вокруг сплошной секции субстрата может быть произведена стержнеобразная сплошная секция субстрата, при этом оберточный материал стабилизирует секцию субстрата. Как уже упоминалось выше, сплошная секция субстрата также может содержать сплошную, частично разрезанную полосу токоприемного материала или отдельные токоприемные элементы, которые могут быть расположены на расстоянии друг от друга внутри сплошной секции субстрата.
На этапе С) способа одна из частично разрезанных сплошных полос токоприемного материала или отдельные токоприемные элементы могут транспортироваться через направляющий элемент воронкообразной формы. Направляющий элемент может быть выполнен с возможностью расположения субстрата, образующего аэрозоль, вокруг одной из частично разрезанных сплошных полос или отдельных токоприемных элементов.
Направляющий элемент воронкообразной формы может быть выполнен с возможностью сжатия субстрата, образующего аэрозоль, вокруг одной из частично разрезанных сплошных полос токоприемного материала или отдельных токоприемных элементов. При этом может быть произведена сплошная секция субстрата, которая может содержать либо частично разрезанную сплошную полосу токоприемного материала, либо отдельные токоприемные элементы.
На одном или обоих из этапов В) способа и этапе С) способа одна из частично разрезанных сплошных полос токоприемного материала или отдельные токоприемные элементы могут транспортироваться на устройстве для транспортировки. Устройство для транспортировки может содержать ленту, предпочтительно зубчатую ленту, более предпочтительно U-образную зубчатую ленту.
Такая лента, предпочтительно зубчатая лента, может быть особенно хорошо подходить для транспортировки либо частично разрезанной сплошной полосы токоприемного материала, либо отдельных токоприемных элементов. Эти специальные ленты также могут быть, в частности, хорошо выполнены с возможностью транспортировки сплошной секции субстрата после того, как полоса токоприемного материала или отдельные токоприемные элементы были включены в субстрат, образующий аэрозоль.
Зубчатая лента может содержать U-образные канавки, которые могут проходить параллельно направлению транспортировки зубчатой ленты. Эти U-образные канавки могут быть выполнены с возможностью вмещения сплошной секции субстрата, в частности стержнеобразной сплошной секции субстрата.
Зубчатая лента может быть произведена из гибких полимеров, таких как резина или другие гибкие полимеры, такие как нейлон или арамидные волокна.
На этапе В) способа сплошная полоса токоприемного материала может быть направлена через по меньшей мере один вращающийся ножевой барабан или вращающиеся барабаны с пробивными приспособлениями. Это может обеспечить частичное разрезание сплошной полосы токоприемного материала.
В частности, по меньшей мере одно из вращающегося ножевого барабана или вращающихся барабанов с пробивными приспособлениями могут быть способны частично разрезать сплошную полосу токоприемного материала в заданном месте предварительного надреза. Это место предварительного надреза может находиться на противоположных краях полосы или в предварительно заданных местах на полосе. Например, вращающийся ножевой барабан или вращающиеся барабаны с пробивными приспособлениями могут быть расположены на противоположных краях полосы, выполненной с возможностью выполнения предварительных надрезов в противоположных краях полосы токоприемного материала. Эти предварительные надрезы могут, как уже описано выше, покрывать только малую часть ширины полосы токоприемного материала, например, от четверти до половины ширины. В качестве альтернативы предварительный надрез может проходить вдоль большей части или через полную длину ширины полосы токоприемного материала. Например, перфорационная линия может быть образована в сплошной полосе токоприемного материала. Это может быть сделано путем использования вращающихся барабанов с пробивными приспособлениями.
На этапе С) способа отдельные токоприемные элементы могут оставаться размещенными по центру внутри отдельных секций субстрата после разрезания.
В частности, отдельная секция субстрата может содержать отдельную центральную продольную ось. Отдельная секция субстрата может быть стержнеобразной. Аналогично, сплошная секция субстрата может содержать сплошную центральную продольную ось. Отдельные токоприемные элементы могут быть размещены таким образом внутри сплошной секции субстрата, что отдельные токоприемные элементы размещены вдоль сплошной центральной продольной оси, предпочтительно при этом отдельные токоприемные элементы могут быть расположены в некой плоскости, при этом сплошная центральная продольная ось также проходит внутри этой плоскости.
Благодаря местам предварительного надреза отдельные секции субстрата могут быть получены посредством полного разрезания сплошной секции субстрата либо в зазорах между соседними отдельными токоприемными элементами, либо по предварительным надрезам без приложения слишком большого усилия. Таким образом, отдельные токоприемные элементы могут оставаться размещенными по центру внутри отдельных секций субстрата после разрезания.
Следовательно, отдельные токоприемные элементы внутри отдельной секция субстрата могут сохранять свое положение после разрезания. Следовательно, и отдельный токоприемный элемент после разрезания может быть расположен в некой плоскости, при этом отдельная центральная продольная ось секции субстрата также может проходить внутри этой плоскости.
Отдельные токоприемные элементы, расположенные по центру внутри отдельных секций субстрата, могут быть нагреты с большей легкостью и надежностью при применении внешнего переменного электромагнитного поля.
На этапе В) способа плоские участки на противоположных краях сплошной полосы токоприемного материала могут быть удалены в виде частичных разрезов. Это может создавать центральную соединительную часть, соединяющую различные соседние части частично разрезанной полосы токоприемного материала.
Это может создавать предварительные надрезы в частично разрезанной полосе токоприемного материала, которая может занимать большую площадь на частично разрезанной полосе. В случае несовпадений между предварительным надрезом и окончательным разрезом, окончательный разрез все еще может разрезать центральную соединительную часть. Таким образом, создание предварительных надрезов, занимающих большую площадь на частично разрезанной полосе может обеспечить большее допустимое отклонение несовпадений между предварительными надрезами и окончательными разрезами.
На этапе С) способа устройство обнаружения может быть применено для обнаружения одного из мест предварительного надреза на сплошной полосе токоприемного материала или для обнаружения положения зазоров между множеством отдельных токоприемных элементов. Устройство обнаружения может быть выбрано из группы, состоящей из: рентгеновского устройства, индукционного датчика, анализатора инфракрасной камеры, устройства для измерения импеданса.
Эти устройства обнаружения могут быть выполнены с возможностью обнаружения места предварительного надреза либо на сплошной полосе токоприемного материала, включенной в сплошную секцию субстрата, либо в зазорах между множеством отдельных токоприемных элементов в сплошной секции субстрата. В качестве альтернативы может присутствовать отмеченное устройство обнаружения. Вместо этого, главный привод машины системы для изготовления изделий, генерирующих аэрозоль, может обеспечить синхронизацию предварительных надрезов с окончательными надрезами.
На этапе С) способа сплошная секция субстрата может быть разрезана вращающимся лезвием. Это может обеспечить разрезание для изготовления соединенных секций субстрата, которые могут содержать, например, до 10 отдельных секций субстрата. В качестве альтернативы вращающееся лезвие может разрезать сплошную секцию субстрата на отдельные секции субстрата, содержащие отдельные токоприемные элементы.
Сплошная полоса токоприемного материала может иметь продолговатую плоскую форму. В частности, сплошная полоса токоприемного материала может содержать сплошную полосу с противоположными краями. Отдельные токоприемные элементы, отрезанные от сплошной полосы токоприемного материала, также могут иметь продолговатую плоскую форму. Отдельные токоприемные элементы могут иметь ширину и могут иметь длину. Отношение длины к ширине в отдельных токоприемных элементах может составлять от 1,5 до 4,5, предпочтительно от 1,8 до 3,5, более предпочтительно от 1,9 до 2,5. В одном варианте осуществления длина отдельного токоприемного элемента может составлять от 9 мм до 12 мм, а ширина может составлять от 3 мм до 6 мм, предпочтительно длина может составлять от 10 до 12 мм, а ширина может составлять от 4 до 5 мм.
Длина секции субстрата может составлять от 10 до 15 мм, предпочтительно 12 мм. Соединенная секция субстрата, содержащая 10 отдельных секций субстрата, следовательно, может иметь длину 120 мм, если одна единственная секция субстрата имеет длину 12 мм.
В целом, токоприемный элемент состоит или изготовлен из материала, способного выделять тепло при проникновении в него переменного магнитного поля. Если токоприемный элемент является проводящим, то, как правило, вихревые токи индуцируются переменным магнитным полем. Если токоприемный элемент является магнитным, то, как правило, другой эффект, который способствует нагреву, обычно связан с потерями на гистерезис. Потери на гистерезис возникают в основном из-за перемещения блоков магнитных доменов внутри материала токоприемного элемента, поскольку их магнитная ориентация выравнивается с магнитным индукционным полем, которое изменяется. Другой эффект, способствующий потерям на гистерезис, заключается в том, что магнитные домены увеличиваются или уменьшаются в пределах материала токоприемного элемента. Обычно все эти изменения в материале токоприемного элемента, происходящие на наноуровне или ниже, называются «потерями на гистерезис», поскольку они приводят к выделению тепла в материале токоприемного элемента. Следовательно, если токоприемник является как магнитным, так и электропроводящим, то потери на гистерезис и генерация вихревых токов будут способствовать нагреву токоприемного элемента. Если материал токоприемного элемента является магнитным, но не проводящим, потери на гистерезис будут единственным средством, с помощью которого токоприемный элемент будет нагреваться при проникновении в него переменного магнитного поля. Согласно настоящему изобретению материал токоприемного элемента может быть магнитным и электропроводящим.
Токоприемный материал может, например, содержать ферромагнитный материал. Предпочтительно токоприемный материал может содержать ферромагнитный сплав. Более предпочтительно, токоприемный материал может содержать ферритное железо, в частности, ферромагнитную сталь или нержавеющую сталь.
Токоприемный элемент, содержащий токоприемный материал, может нагревать субстрат, образующий аэрозоль, окружающий токоприемный элемент.
В контексте настоящего документа термин «субстрат, образующий аэрозоль» относится к субстрату, который способен высвобождать одно или более летучих соединений, которые могут образовывать аэрозоль. Такие летучие соединения могут высвобождаться путем нагрева субстрата, образующего аэрозоль. Субстрат, образующий аэрозоль, для удобства может представлять собой часть изделия, генерирующего аэрозоль, или курительного изделия.
Субстрат, образующий аэрозоль, может быть твердым субстратом, образующим аэрозоль. Субстрат, образующий аэрозоль, может содержать как твердые, так и жидкие компоненты. Субстрат, образующий аэрозоль, может содержать табакосодержащий материал, содержащий летучие табачные вкусоароматические соединения, которые высвобождаются из субстрата при нагреве. Субстрат, образующий аэрозоль, может содержать нетабачный материал. Субстрат, образующий аэрозоль, может содержать вещество для образования аэрозоля, которое способствует образованию плотного и стабильного аэрозоля. Подходящие вещества для образования аэрозоля хорошо известны в данной области техники и включают без ограничения: многоатомные спирты, такие как триэтиленгликоль, 1,3-бутандиол и глицерин; сложные эфиры многоатомных спиртов, такие как моно-, ди- или триацетат глицерина; и алифатические сложные эфиры моно-, ди- или поликарбоновых кислот, такие как диметилдодекандиоат и диметилтетрадекандиоат. Веществами для образования аэрозоля могут быть многоатомные спирты или их смеси, такие как триэтиленгликоль, 1,3-бутандиол и глицерин. Веществом для образования аэрозоля может быть пропиленгликоль. Вещество для образования аэрозоля может содержать как глицерин, так и пропиленгликоль.
На этапе D) способа после этапа C) способа одна или обе из секций фильтра и секций полой заглушки могут быть соединены с одной из: отдельных секций субстрата или соединенных секций субстрата. Этот этап D) способа может завершиться получением готового изделия, генерирующего аэрозоль. Это изделие, генерирующее аэрозоль, может содержать секцию субстрата, включающую субстрат, образующий аэрозоль, с токоприемным элементом и, кроме того, одну или обе из секции фильтра и секции полой заглушки.
Предпочтительно, секция фильтра и секция полой заглушки расположены дальше по ходу потока относительно секции субстрата в субстрате, образующем аэрозоль. При наличии обеих из секции фильтра и секции полой заглушки, секция полой заглушки может быть расположена между секцией фильтра и секцией субстрата в субстрате, образующем аэрозоль. В качестве альтернативы изделие, образующее аэрозоль, может быть образовано единственной секцией субстрата.
Изделие, образующее аэрозоль, может быть вставленным в полость устройства, генерирующего аэрозоль. Устройство, генерирующее аэрозоль также может содержать нагревательный элемент. Нагревательный элемент может содержать индукционную катушку для нагревания токоприемного материала посредством индукционного нагрева.
Индукционный нагрев может быть более эффективным, если токоприемный элемент, включенный в секцию субстрата изделия, образующего аэрозоль, не деформирован и размещен по центру внутри субстрата, образующего аэрозоль, секции субстрата. В частности, вихревые токи, индуцируемые в токоприемном элементе индукционной катушкой, также зависят от формы токоприемного элемента и его положения относительно нагревательного элемента устройства, генерирующего аэрозоль. Следовательно, изготовление изделия, генерирующего аэрозоль, содержащего токоприемный элемент с одной и тоже формой и положением внутри секции субстрата, может значительно повысить эффективность индукционного нагрева.
Используемые в настоящем документе термины «раньше по ходу потока» и «дальше по ходу потока» используются для описания относительных положений компонентов или частей компонентов изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль, по отношению к направлению, в котором воздух проходит через изделие, генерирующее аэрозоль, или устройство, генерирующее аэрозоль, во время его использования вдоль пути воздушного потока. Изделия, генерирующие аэрозоль, согласно изобретению, содержат ближний конец, через который при использовании аэрозоль выходит из устройства. Ближний конец изделия, генерирующего аэрозоль, может также называться мундштучным концом или расположенным дальше по ходу потока концом. Мундштучный конец находится дальше по ходу потока относительно дальнего конца. Мундштучный конец может содержать мундштук. Дальний конец изделия, генерирующего аэрозоль, также может называться расположенным раньше по ходу потока концом. Компоненты или части компонентов изделия, генерирующего аэрозоль, могут быть описаны как расположенные раньше по ходу потока или дальше по ходу потока относительно друг друга на основании их относительных положений относительно пути воздушного потока, проходящего через изделие, генерирующее аэрозоль.
Настоящее изобретение также предоставляет способ изготовления отдельных изделий, генерирующих аэрозоль, причем каждое из них содержит отдельную секцию субстрата, причем секция субстрата содержит субстрат, образующий аэрозоль, с токоприемным элементом, причем способ включает следующие этапы способа:
A) обеспечение сплошной полосы токоприемного материала,
B) частичное разрезание сплошной полосы токоприемного материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы токоприемного материала,
C) изготовление изделий, генерирующих аэрозоль, с использованием частично разрезанной полосы токоприемного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга, при этом на этапе C) способа частично разрезанную полосу токоприемного материала полностью разрезают в заданном месте предварительного надреза, тем самым создавая отдельные токоприемные элементы, и при этом субстрат, образующий аэрозоль, размещают вокруг полосы токоприемника, тем самым создавая сплошную секцию субстрата, содержащую отдельные, частично предварительно надрезанные токоприемные элементы.
Преимущество такого способа заключается в том, что сплошной участок субстрата может быть с легкостью полностью разрезан в местах предварительного надреза.
Данный способ может быть объединен с любым из дополнительных способов, раскрытых в настоящем документе.
В одном варианте осуществления данного способа на этапе С) способа все отдельные токоприемные элементы в сплошных секциях субстрата могут быть расположены на расстоянии друг от друга с помощью зазоров, и впоследствии сплошные секции субстрата могут быть разрезаны в зазорах между отдельными токоприемными элементами. При этом могут быть произведены отдельные секции субстрата.
В дополнительном варианте осуществления этого способа на этапе В) способа плоские участки на противоположных краях сплошной полосы токоприемного материала могут быть удалены как частичные разрезы. Это может создавать центральную соединительную часть, соединяющую различные части частично разрезанной полосы токоприемного материала.
Изобретение также предоставляет систему, выполненную с возможностью изготовления отдельных изделий, генерирующих аэрозоль, при этом каждое изделие содержит отдельную секцию субстрата с токоприемным элементом. Система может содержать устройство для предварительного надреза, выполненное с возможностью частичного разрезания сплошной полосы токоприемного материала для создания места предварительного надреза на сплошной полосе токоприемного материала. Место предварительного может отделять отдельные изделия, генерирующие аэрозоль, друг от друга. Система может содержать устройство для образования секций субстрата, выполненное с возможностью изготовления изделий, генерирующих аэрозоль. Устройство для образования секций субстрата может использовать частично разрезанную полосу токоприемного материала для изготовления изделий, генерирующих аэрозоль. Система может также содержать устройство для транспортировки, выполненное с возможностью транспортировки сплошной полосы токоприемного материала между устройством для предварительного надреза и устройством для образования секций субстрата.
Согласно другому варианту осуществления изобретение предоставляет систему, выполненную с возможностью изготовления отдельных изделий, генерирующих аэрозоль, при этом каждое изделие содержит отдельную секцию субстрата с токоприемным элементом. Система содержит устройство для предварительного надреза, выполненное с возможностью частичного разрезания сплошной полосы токоприемного материала для создания места предварительного надреза на сплошной полосе токоприемного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга Система, кроме того, содержит устройство для образования секций субстрата, выполненное с возможностью изготовления изделий, генерирующих аэрозоль, с использованием частично разрезанной полосы токоприемного материала. Система также содержит устройство для транспортировки, выполненное с возможностью транспортировки сплошной полосы токоприемного материала между устройством для предварительного надреза и устройством для образования секций субстрата.
Такая система хорошо подходит для изготовления изделий, генерирующих аэрозоль, включающих токоприемные элементы с одной и той же формой и точно определенным положением внутри секции субстрата для облегчения индукционного нагрева.
Устройство для предварительного надреза в системе, кроме того, может быть выполнено с возможностью выполнения по меньшей мере двух предварительных надрезов. В частности, устройство для предварительного надреза может быть дополнительно выполнено с возможностью устанавливать положение по меньшей мере двух предварительных надрезов на сплошной полосе токоприемного материала таким образом, чтобы одна отдельная секция субстрата располагалась между соседними местами предварительного надреза. Одна отдельная секция субстрата может соответствовать одному отдельному токоприемному элементу, расположенному между соседними местами предварительного надреза.
Устройство для предварительного надреза может содержать одно из: ножа, вращающегося барабана с пробивными приспособлениями или вращающегося ножевого барабана. Вращающийся ножевой барабан может содержать множество ножей, расположенных на окружности барабана. Предпочтительно шаг между соседними ножами на ножевом барабане или между соседними пробивными приспособлениями на вращающемся барабане является таким же как расстояние между соседними предварительными надрезами на частично разрезанной полосе токоприемного материала. Например, шаг может быть 12 мм, если расстояние между двумя соседними предварительными надрезами составляет 12 мм.
Согласно одному первому варианту осуществления изобретения устройство для образования секций субстрата может быть выполнено с возможностью изготовления сплошной секции субстрата, содержащей частично разрезанную полосу токоприемного материала. Система для изготовления изделий, генерирующих аэрозоль, дополнительно может содержать устройство для разрезания субстрата для разрезания сплошной секции субстрата в месте предварительного надреза.
В этом варианте осуществления, сплошная полоса токоприемного материала только частично разрезана для создания частично разрезанной полосы токоприемного материала. Эта частично разрезанная полоса токоприемного материала может впоследствии быть включенной в сплошную секцию субстрата. Сплошная секция субстрата затем может быть разрезана в местах предварительных надрезов частично разрезанной полосы токоприемного материала для изготовления отдельных или более крупных секций субстрата.
Это может обеспечить надежное изготовление отдельной секции субстрата, включающей отдельные токоприемные элементы с большей надежностью.
Устройство для разрезания субстрата может содержать режущий инструмент для разрезания сплошной секции субстрата в местах предварительного надреза. Это может обеспечить возможность разрезания субстрата, образующего аэрозоль, расположенного в месте предварительного надреза, а также может дополнительно разрезать частично разрезанную сплошную полосу токоприемного материала в месте предварительного надреза для изготовления отдельных секций субстрата.
Устройство для разрезания субстрата может быть выполнено с возможностью воздействия на сплошную секцию субстрата с меньшим кинетическим моментом, чтобы избежать или уменьшить деформации или смещения токоприемных элементов отдельных секций субстрата.
Устройство для разрезания субстрата может содержать вращающийся нож. Вращающийся нож может, например, представлять собой нож из нержавеющей стали. При скорости транспортировки 200 м/мин вращающийся нож может работать со скоростью вращения приблизительно 800 об/мин. Вращающийся нож может разрезать сплошную секцию субстрата под углом 45°.
В альтернативном варианте осуществления настоящего изобретения система для изготовления отдельных изделий, генерирующих аэрозоль, помимо устройства для предварительного надреза, также может содержать устройство для разрезания токоприемника. Устройство для разрезания токоприемника может быть выполнено с возможностью разрезания частично разрезанной полосы токоприемного материала на отдельные токоприемные элементы. Затем устройство для образования секций субстрата может быть выполнено с возможностью изготовления сплошной секции субстрата, содержащей отдельные токоприемные элементы.
В этом альтернативном варианте осуществления настоящего изобретения частично разрезанная полоса токоприемного материала дополнительно разрезается на отдельные токоприемные элементы. Благодаря меньшему воздействию устройства для разрезания токоприемника можно избежать деформаций отдельных токоприемных элементов.
Устройство для разрезания токоприемника может содержать вращающееся лезвие.
В этом альтернативном варианте осуществления настоящего изобретения система также может содержать устройство для разрезания субстрата, которое может быть выполнено с возможностью разрезания сплошной секции субстрата между отдельными токоприемными элементами.
Устройство для разрезания субстрата может работать со сниженным воздействием благодаря тому, что ему может потребоваться прорезать субстрат, образующий аэрозоль, только между соседними отдельными токоприемными элементами, включенными в сплошную секцию субстрата, а не через токоприемный материал. Устройство для транспортировки также может быть выполнено с возможностью транспортировки частично разрезанной полосы токоприемного материала от устройства для предварительного надреза к устройству для разрезания токоприемника. Как в первом, так и во втором варианте осуществления устройство для транспортировки также может быть выполнено с возможностью транспортировки сплошной секции субстрата от устройства для образования секций субстрата к устройству для разрезания субстрата.
Системы для изготовления отдельных изделий, генерирующих аэрозоль, также могут содержать катушку, выполненную с возможностью размотки сплошной полосы токоприемного материала. Катушка может работать со скоростью, достаточной для размотки сплошной полосы токоприемного материала и ее подачи через устройство для транспортировки.
Устройство для транспортировки может содержать ленту. Предпочтительно устройство для транспортировки может содержать зубчатую ленту, более предпочтительно U-образную зубчатую ленту.
Лента может работать со скоростью, достаточной для транспортировки сплошной полосы токоприемного материала между устройством для предварительного надреза и устройством для образования секций субстрата. Скорость может составлять от 150 м/мин до 400 м/мин, предпочтительно от 200 м/мин до 300 м/мин.
Устройство для образования секций субстрата может содержать направляющий элемент воронкообразной формы для размещения субстрата, образующего аэрозоль, вокруг одного из: частично разрезанной сплошной полосы токоприемного материала или множества отдельных токоприемных элементов.
Устройство для образования секций субстрата может сжимать субстрат, образующий аэрозоль, вокруг частично разрезанной полосы токоприемного материала или вокруг отдельных токоприемных элементов для изготовления сплошной секции субстрата.
Система для изготовления отдельных изделий, генерирующих аэрозоль, может содержать модифицированное доступное в продаже устройство. Доступное в продаже устройство может быть модифицировано благодаря вмещению устройства для предварительного надреза. Кроме того, доступное в продаже устройство может быть модифицировано посредством включения устройства для разрезания токоприемника. Одним из доступных в продаже устройств, которое может быть модифицировано согласно настоящему изобретению, может быть устройство Hauni KDF, изготовленное компанией Hauni Maschinenbau GmbH.
Настоящее изобретение также предоставляет изделие, генерирующее аэрозоль, содержащее секцию субстрата, содержащую субстрат, образующий аэрозоль, и токоприемный элемент. Токоприемный элемент может содержать первую и вторую токоприемные торцевые поверхности. По меньшей мере одна из первой и второй токоприемных торцевых поверхностей может иметь сужающуюся форму.
Первая и вторая токоприемные торцевые поверхности, имеющие сужающуюся форму, могут быть получены в результате разрезания центральной соединительной части между соседними токоприемными элементами в частично разрезанной полосе токоприемного материала. Эта центральная соединительная часть может быть образована, когда плоские участки на противоположных краях сплошной полосы токоприемного материала удаляют для создания предварительных надрезов, занимающих большую площадь.
Изделие, генерирующее аэрозоль, содержащее такой токоприемный элемент, можно с большей легкостью нагреть посредством индукционного нагрева благодаря отсутствию деформаций в токоприемном элементе.
Токоприемный элемент изделия, генерирующего аэрозоль, может иметь плоскую продолговатую форму. Такой токоприемный элемент, встроенный в субстрат, образующий аэрозоль, может обеспечивать равномерный нагрев субстрата, образующего аэрозоль при индукционном нагреве токоприемного элемента.
Одна или обе из первой и второй токоприемных торцевых поверхностей могут содержать закругленные края. Закругленные края могут быть получены в результате удаления более крупных плоских областей с противоположных краев сплошной полосы токоприемного материала при выполнении предварительных надрезов.
Токоприемный элемент может иметь плоскую поверхность. Поверхность токоприемного элемента не может быть согнута из-за уменьшенного воздействия устройства для разрезания субстрата или устройства для разрезания токоприемника из-за предварительных надрезов.
Изделие, генерирующее аэрозоль, может содержать первую торцевую поверхность изделия и противоположную вторую торцевую поверхность изделия. Первая и вторая токоприемные торцевые поверхности могут быть расположены на расстоянии от этих первой и второй торцевых поверхностей изделия.
Токоприемник, содержащий такие первую и вторую токоприемные торцевые поверхности, не может быть деформирован. Такой токоприемник не мог быть согнут во время разрезания сплошной секции субстрата. Первая и вторая токоприемные торцевые поверхности могут быть расположены на расстоянии от соответствующих торцевых поверхностей изделия, поскольку в секции сплошного субстрата субстрат, образующий аэрозоль, расположен между соседними отдельными токоприемными элементами. Разрез между соседними отдельными токоприемными элементами может обеспечить изделие, генерирующее аэрозоль, в котором токоприемные торцевые поверхности располагаются на расстоянии от соответствующих торцевых поверхностей изделия.
Токоприемный элемент может быть размещен по центру внутри секции субстрата изделия, генерирующего аэрозоль. Изделие, генерирующее аэрозоль, может иметь трубчатую продолговатую форму. Изделие, генерирующее аэрозоль, может содержать центральную продольную ось. Токоприемные элементы могут быть размещены внутри секции субстрата таким образом, что токоприемный элемент расположен вдоль сплошной центральной продольной оси, предпочтительно, при этом токоприемный элемент может быть расположен в некой плоскости, при этом сплошная центральная продольная ось также проходит внутри этой плоскости.
Такой размещенный по центру токоприемный элемент может быть способен надежно и равномерно нагревать окружающий субстрат, образующий аэрозоль. Кроме того, можно избежать любого вреда, который может быть причинен пользователю в результате смещений токоприемного элемента.
Изделие, генерирующее аэрозоль, может генерировать аэрозоль путем нагрева субстрата, образующего аэрозоль, до температуры ниже температуры сгорания посредством индукционного нагрева. Такое изделие, генерирующее аэрозоль, также может называться «изделием с нагревом без сжигания».
Настоящее изобретение также предоставляет изделие, генерирующее аэрозоль, изготовленное согласно любому из описанных в данном документе способов.
Ниже приведен неисчерпывающий список неограничивающих примеров. Любой один или более из признаков этих примеров могут быть объединены с любым одним или более признаками другого примера, варианта осуществления или аспекта, описанных в настоящем документе.
Пример A: Способ изготовления отдельных изделий, генерирующих аэрозоль, причем каждое из них содержит отдельную секцию субстрата, причем секция субстрата содержит субстрат, образующий аэрозоль, с токоприемным элементом, причем способ включает следующие этапы:
A) обеспечение сплошной полосы токоприемного материала,
B) частичное разрезание сплошной полосы токоприемного материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы токоприемного материала,
C) изготовление изделий, генерирующих аэрозоль, с использованием частично разрезанной полосы токоприемного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга.
Пример B: Способ согласно примеру А, в котором на этапе В способа образованы по меньшей мере два места предварительного надреза и при этом места предварительного надреза на сплошной полосе токоприемного материала заданы таким образом, что одна отдельная секция субстрата расположена между соседними местами предварительного надреза.
Пример C: Способ согласно любому из предыдущих примеров, в котором на этапе C) способа субстрат, образующий аэрозоль, размещен вокруг частично разрезанной полосы токоприемного материала, тем самым создавая сплошную секцию субстрата, содержащую частично разрезанную полосу, и при этом впоследствии сплошную секцию субстрата разрезают в месте предварительного надреза.
Пример D: Способ согласно предыдущему примеру, в котором на этапе B) способа образуется множество предварительных надрезов и
при этом на этапе C) способа сплошную секцию субстрата разрезают во всех местах предварительного надреза, тем самым создавая множество отдельных секций субстрата или при этом во время этапа C) способа сплошную секцию субстрата разрезают в некоторых местах предварительного надреза, тем самым обеспечивая множество соединенных секций субстрата, предпочтительно при этом одна соединенная секция субстрата содержит по меньшей мере две, более предпочтительно по меньшей мере 5 или по меньшей мере 10 отдельных секций субстрата.
Пример E: Способ согласно примеру A или примеру B, в котором на этапе C) способа частично разрезанную полосу токоприемного материала полностью разрезают в заданном месте предварительного надреза, тем самым создавая отдельные токоприемные элементы, и при этом впоследствии субстрат, образующий аэрозоль, размещают вокруг отдельных полос токоприемника, тем самым создавая сплошную секцию субстрата, содержащую отдельные токоприемные элементы.
Пример F: Способ согласно предыдущему примеру, в котором на этапе C) способа все отдельные токоприемные элементы в сплошной секции субстрата расположены на расстоянии друг от друга с помощью зазоров, и при этом впоследствии сплошную секцию субстрата разрезают в зазорах между отдельными токоприемными полосами, тем самым создавая отдельные секции субстрата.
Пример G: Способ согласно любому из предыдущего примера E или примера F, в котором на этапе B) способа сплошную полосу токоприемного материала частично разрезают путем выполнения разрезов по краям полосы, и при этом на этапе C) способа частично разрезанную полосу полностью разрезают в центральной части полосы, прилегающей к разрезам, для получения отдельных токоприемных элементов.
Пример H: Способ согласно любому из предыдущих примеров, в котором частичное разрезание на этапе B) способа предусматривает одно или более из: создания перфорационных отверстий в полосе, выполнения разрезов на одном или обоих краях полосы, создания множества углублений в полосе.
Пример I: Способ согласно любому из предыдущих примеров, в котором на этапе С) способа сплошная секция субстрата обернута оберточным материалом, предпочтительно бумагой.
Пример J: Способ согласно любому из предыдущих примеров, в котором на этапе C) способа одну из частично разрезанных сплошных полос или отдельные токоприемные элементы транспортируют через направляющий элемент воронкообразной формы для размещения субстрата, образующего аэрозоль, вокруг одного из частично разрезанной сплошной полосы или отдельного токоприемного элемента.
Пример K: Способ согласно любому из предыдущих примеров, в котором на одном или обоих из этапа B) способа и этапа C) способа одну из частично разрезанных сплошных полос или отдельных токоприемных элементов транспортируют на ленте, предпочтительно зубчатой ленте, более предпочтительно U-образной зубчатой ленте.
Пример L: Способ согласно любому из предыдущих примеров, в котором на этапе B) способа сплошную полосу токоприемного материала направляют через по меньшей мере один вращающийся ножевой барабан или вращающиеся барабаны с пробивными приспособлениями для частичного разрезания сплошной полосы токоприемного материала.
Пример M: Способ согласно любому из предыдущих примеров, в котором на этапе С) способа отдельные токоприемные элементы остаются размещенными по центру внутри отдельных секций субстрата после разрезания.
Пример N: Способ согласно любому из предыдущих примеров, в котором на этапе B) способа плоские участки на противоположных краях сплошной полосы токоприемного материала удаляются в виде частичных разрезов, тем самым создавая центральную соединительную часть, соединяющую различные части частично разрезанной полосы токоприемного материала.
Пример O: Способ согласно любому из предыдущих примеров, в котором на этапе C) способа используется устройство обнаружения для обнаружения одного из мест предварительного надреза на частично разрезанной полосе токоприемного материала или мест зазоров между множеством отдельных токоприемных элементов внутри сплошной секции субстрата, предпочтительно при этом устройство обнаружения выбирают из группы, состоящей из: рентгеновского устройства, индукционного датчика, анализатора инфракрасной камеры, устройства для измерения импеданса.
Пример P: Способ согласно любому из предыдущих примеров, в котором на этапе С) способа сплошная секция субстрата разрезается вращающимся лезвием, предпочтительно при этом вращающееся лезвие находится под управлением устройства обнаружения согласно примеру О.
Пример Q: Способ согласно любому из предыдущих примеров, в котором токоприемный материал содержит ферромагнитный материал, предпочтительно ферромагнитный сплав, более предпочтительно ферритное железо, ферромагнитную сталь или нержавеющую сталь.
Пример R: Способ согласно любому из предыдущих примеров, в котором на этапе D) способа после этапа C) способа одну или обе из секций фильтра и секций полой заглушки соединяют с одной из: отдельных секций субстрата или соединенных секций субстрата.
Пример S: Система, выполненная с возможностью изготовления отдельных изделий, генерирующих аэрозоль, причем каждое из них содержит отдельную секцию субстрата, причем секция субстрата содержит субстрат, образующий аэрозоль, с токоприемным элементом, содержащая:
- устройство для предварительного надреза, выполненное с возможностью частичного разрезания сплошной полосы токоприемного материала для создания места предварительного надреза на сплошной полосе токоприемного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга,
- устройство для образования секций субстрата, выполненное с возможностью изготовления изделий, генерирующих аэрозоль, с использованием частично разрезанной полосы токоприемного материала, и
- устройство для транспортировки, выполненное с возможностью транспортировки сплошной полосы токоприемного материала между устройством для предварительного надреза и устройством для образования секций субстрата.
Пример T: Система согласно предыдущему примеру, в которой устройство для предварительного нареза выполнено с возможностью создания по меньшей мере двух предварительных надрезов, при этом устройство для предварительного надреза дополнительно выполнено с возможностью задавать место по меньшей мере двух предварительных надрезов на сплошной полосе токоприемного материала таким образом, чтобы одна отдельная секция субстрата была расположена между соседними местами предварительного надреза.
Пример U: Система согласно любому из предыдущего примера S или примера T, в которой устройство для образования секций субстрата выполнено с возможностью изготовления сплошной секции субстрата, содержащей частично разрезанную полосу токоприемного материала, причем устройство дополнительно содержит устройство для разрезания субстрата для разрезания сплошной секции субстрата в месте предварительного надреза.
Пример V: Система согласно предыдущему примеру S или примеру T, причем устройство дополнительно содержит устройство для разрезания токоприемника для разрезания частично разрезанной полосы токоприемного материала на отдельные токоприемные элементы во множестве мест предварительного надреза, также при этом устройство для образования секций субстрата выполнено с возможностью изготовления сплошной секции субстрата, содержащей отдельные токоприемные элементы.
Пример W: Система согласно предыдущему примеру, также содержащая устройство для разрезания субстрата для разрезания сплошной секции субстрата между отдельными токоприемными элементами.
Пример X: Система согласно любому из предыдущих примеров S-W, также содержащая катушку, выполненную с возможностью размотки сплошной полосы токоприемного материала.
Пример Y: Система согласно любому из предыдущих примеров S- X, в которой устройство для транспортировки содержит ленту, предпочтительно зубчатую ленту, более предпочтительно U-образную зубчатую ленту.
Пример Z: Система согласно любому из предыдущих примеров S-Y, в которой устройство для образования секций субстрата содержит направляющий элемент воронкообразной формы для размещения субстрата, образующего аэрозоль, вокруг одного из: частично разрезанной сплошной полосы или множества отдельных токоприемных элементов.
Пример AA: Система согласно любому из предыдущих примеров S-Z, в которой устройство для предварительного надреза содержит ножевые барабаны, нож или барабаны с пробивными приспособлениями для обеспечения частичных разрезов.
Пример AB: Система согласно любому из предыдущих примеров S-AA, в которой одно или оба из устройства для разрезания токоприемника или устройства для разрезания субстрата содержат вращающееся лезвие.
Пример AC: Изделие, генерирующее аэрозоль, содержащее:
- секцию субстрата, содержащую субстрат, образующий аэрозоль, и токоприемный элемент, при этом токоприемный элемент содержит первую и вторую токоприемные торцевые поверхности, при этом по меньшей мере одна из первой и второй токоприемных торцевых поверхностей имеет сужающуюся форму.
Пример AD: Изделие, генерирующее аэрозоль, согласно предыдущему примеру, в котором одна или обе из первой и второй токоприемных торцевых поверхностей содержат закругленные края.
Пример AE: Изделие, генерирующее аэрозоль, согласно любому из предыдущих пунктов 29 или 30, в котором токоприемный элемент содержит плоскую поверхность, предпочтительно при этом поверхность не согнута.
Пример AF: Изделие, генерирующее аэрозоль, согласно любому из предыдущих примеров AC-AE, в котором токоприемный элемент размещен по центру внутри секции субстрата.
Пример AG: Изделие, генерирующее аэрозоль, изготовленное согласно способу по любому из примеров A-R.
Признаки, описанные применительно к одному варианту осуществления, могут в равной степени применяться к другим вариантам осуществления настоящего изобретения.
Настоящее изобретение будет далее описано только в качестве примера со ссылкой на прилагаемые графические материалы, на которых:
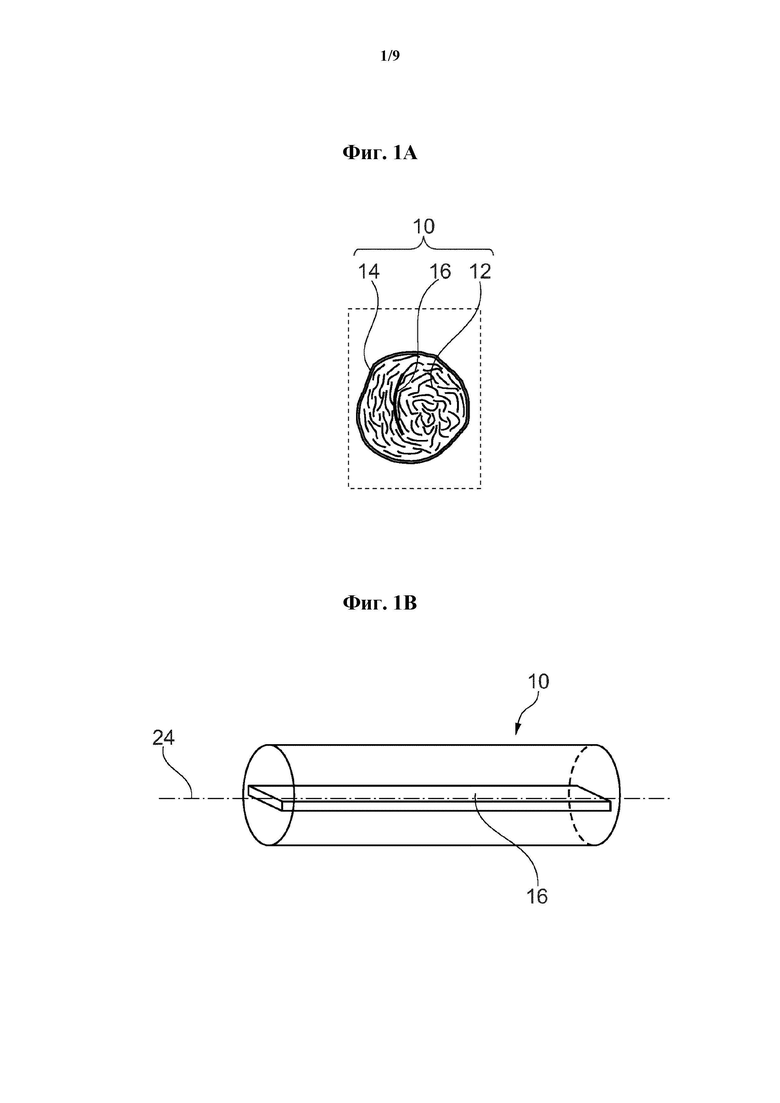
на фиг. 1A показан вид в поперечном сечении секции субстрата с деформированным токоприемным элементом;
на фиг. 1B показан схематический вид в перспективе секции субстрата, содержащей токоприемный элемент;
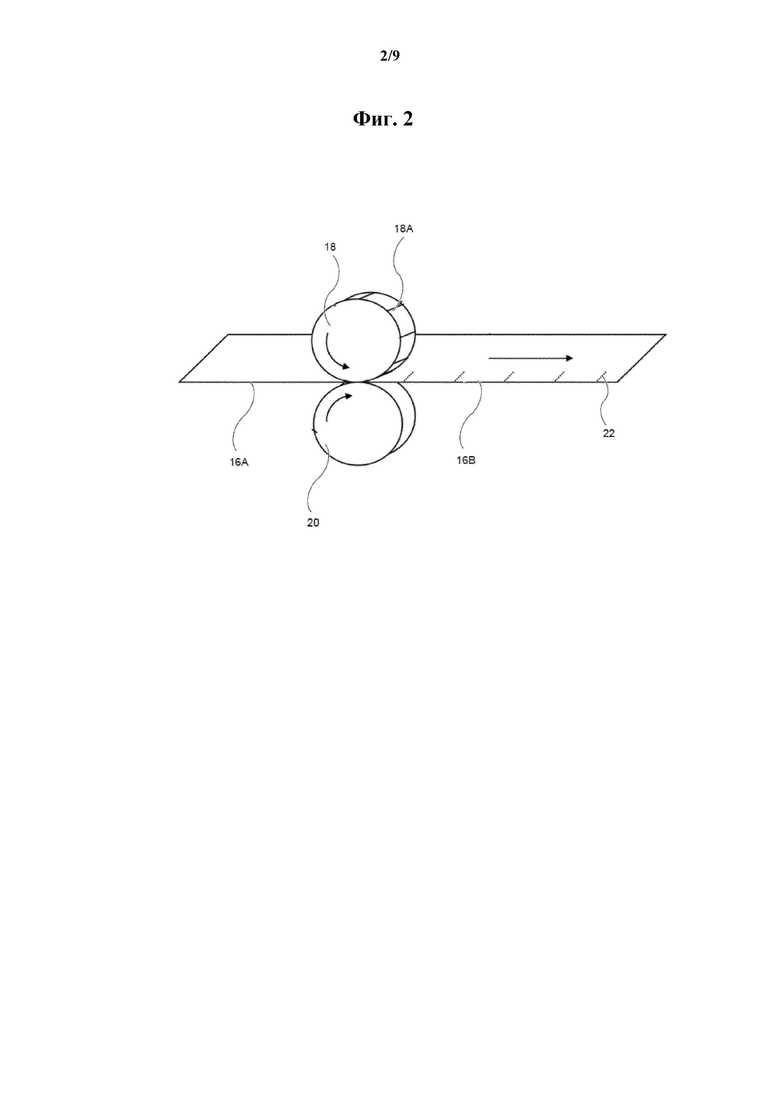
на фиг. 2 изображен схематический вид устройства для предварительного надреза, выполняющего предварительные надрезы на сплошной полосе токоприемного материала.
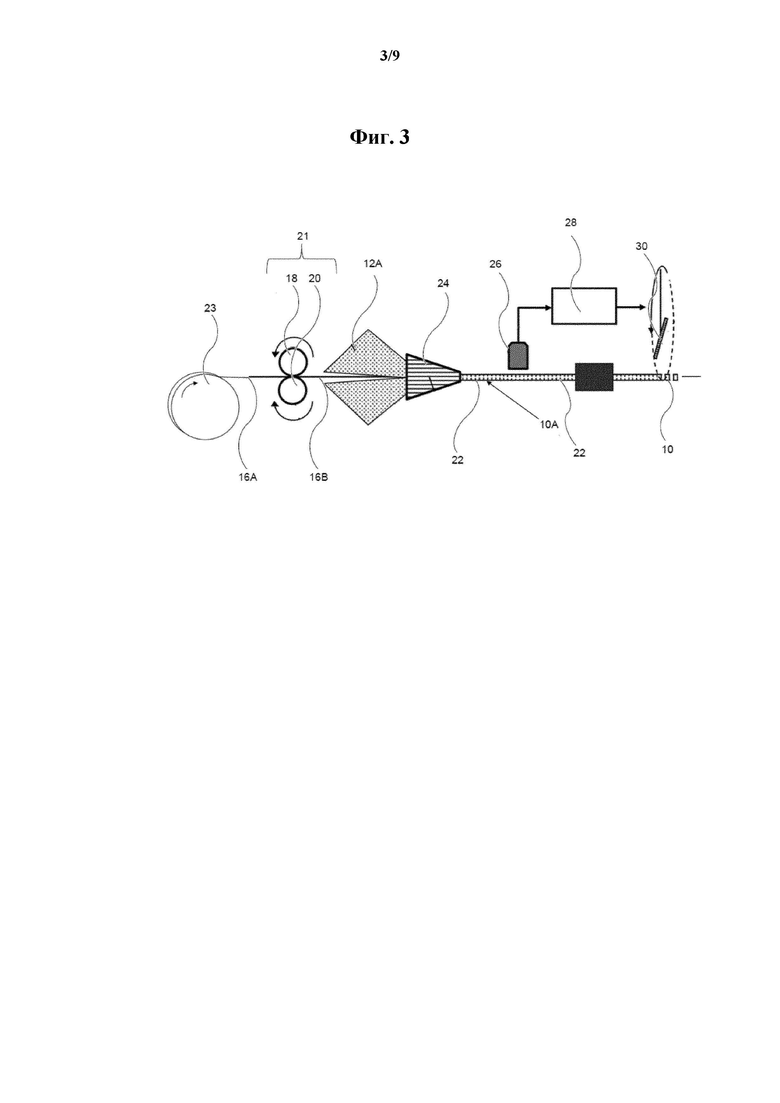
на фиг. 3 показан схематический вид системы, выполненной с возможностью изготовления изделий, генерирующих аэрозоль, с помощью устройства для предварительного надреза согласно первому варианту осуществления настоящего изобретения;
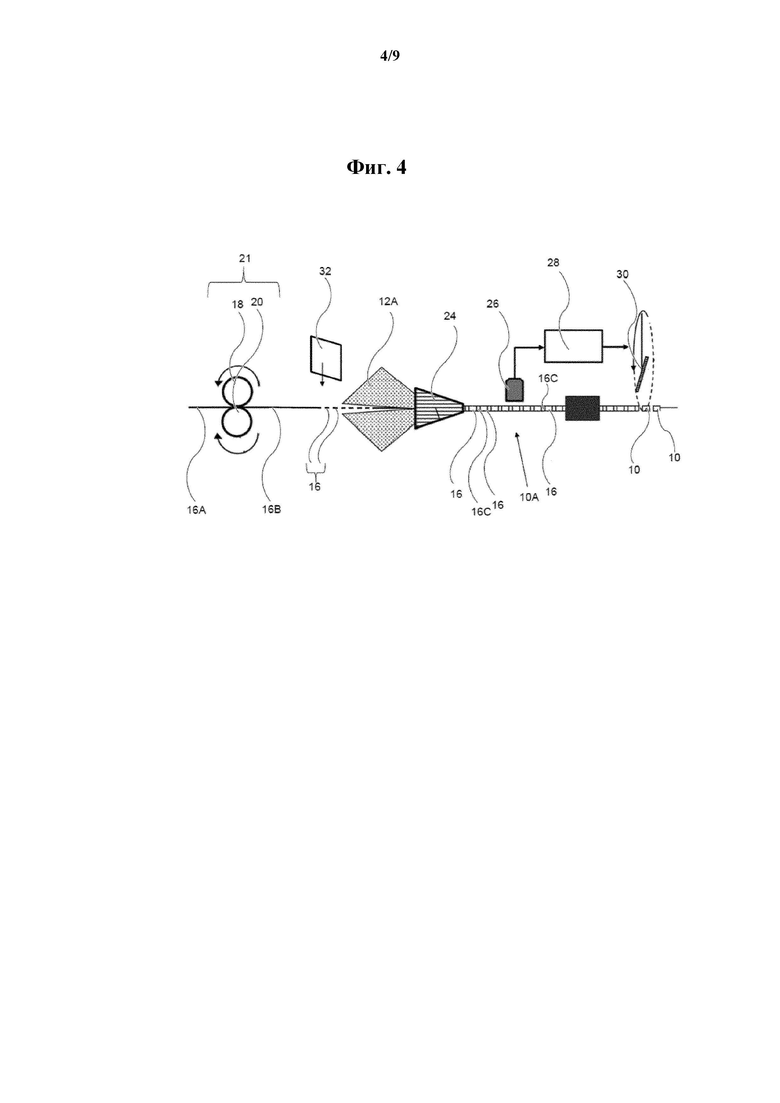
на фиг. 4 представлен схематический вид системы для изготовления изделий, генерирующих аэрозоль, с помощью устройства для предварительного надреза и устройства для разрезания токоприемника согласно второму варианту осуществления настоящего изобретения;
на фиг. 5 показан вид в разрезе вдоль центральной продольной оси сплошной секции субстрата, содержащей частично разрезанную сплошную полосу токоприемного материала, изготовленную согласно первому варианту осуществления настоящего изобретения;
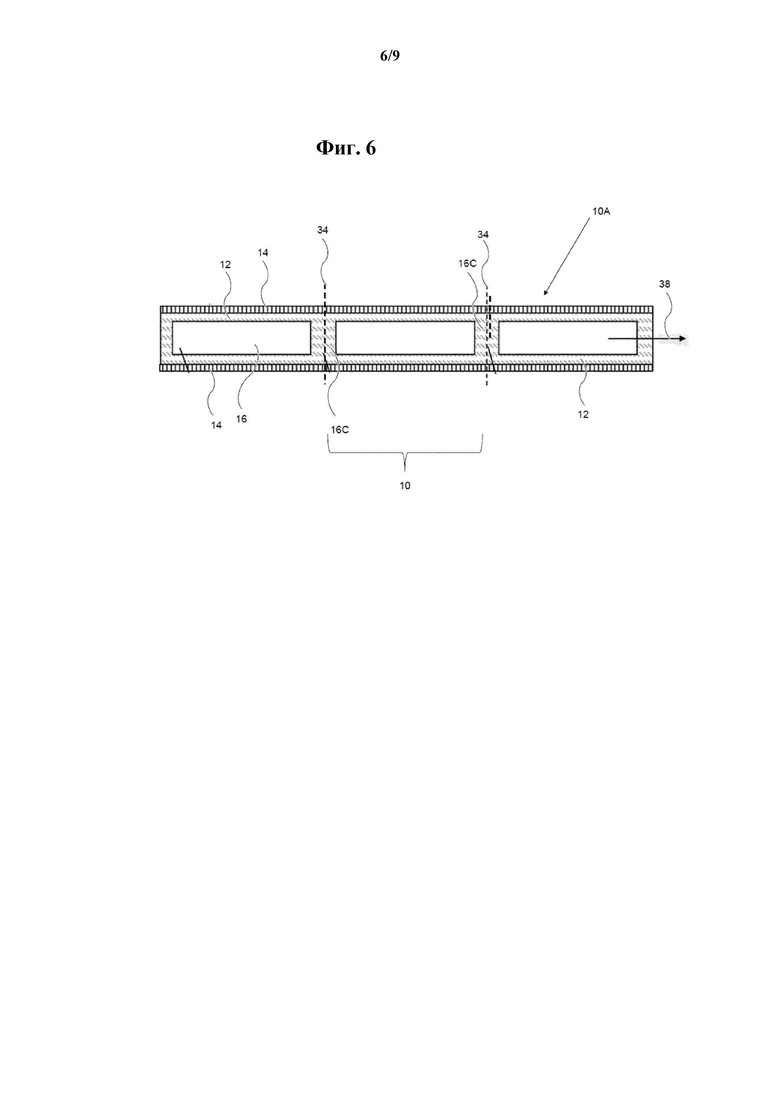
на фиг. 6 изображен вид в разрезе вдоль центральной продольной оси сплошной секции субстрата, содержащей отдельные токоприемные элементы, расположенные на расстоянии друг от друга с помощью зазоров согласно второму варианту осуществления;
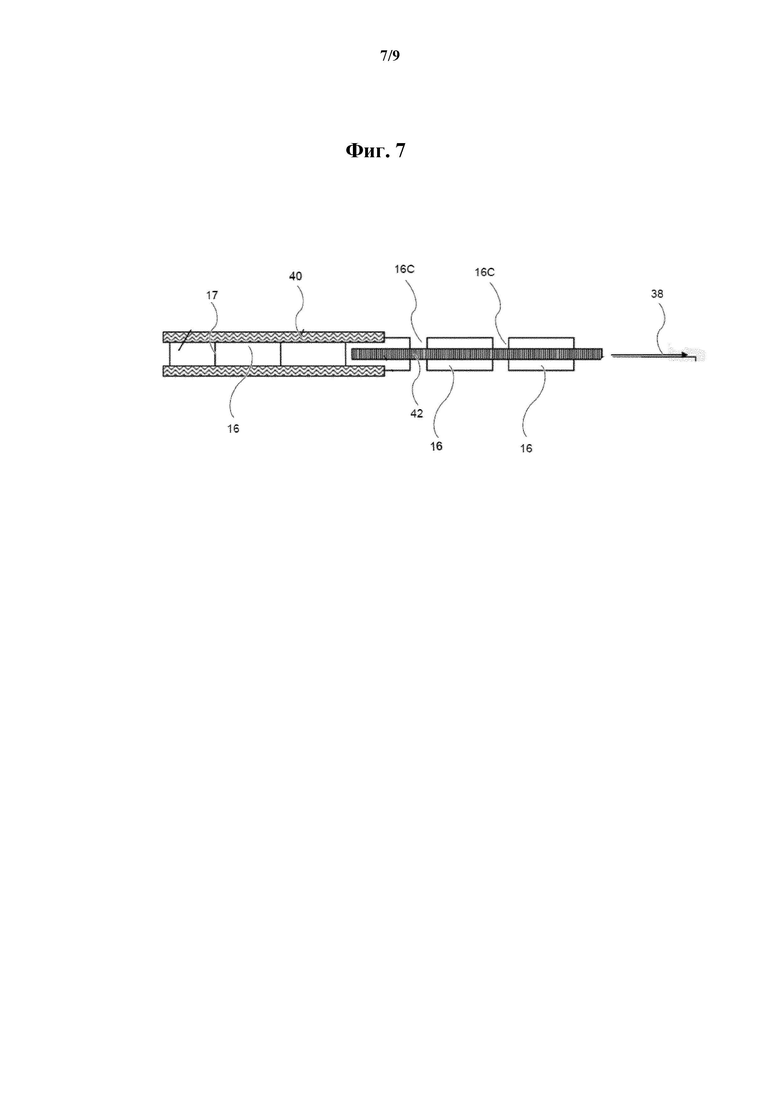
на фиг. 7 показан схематический вид устройства для транспортировки, содержащего первую ленту и вторую ленту;
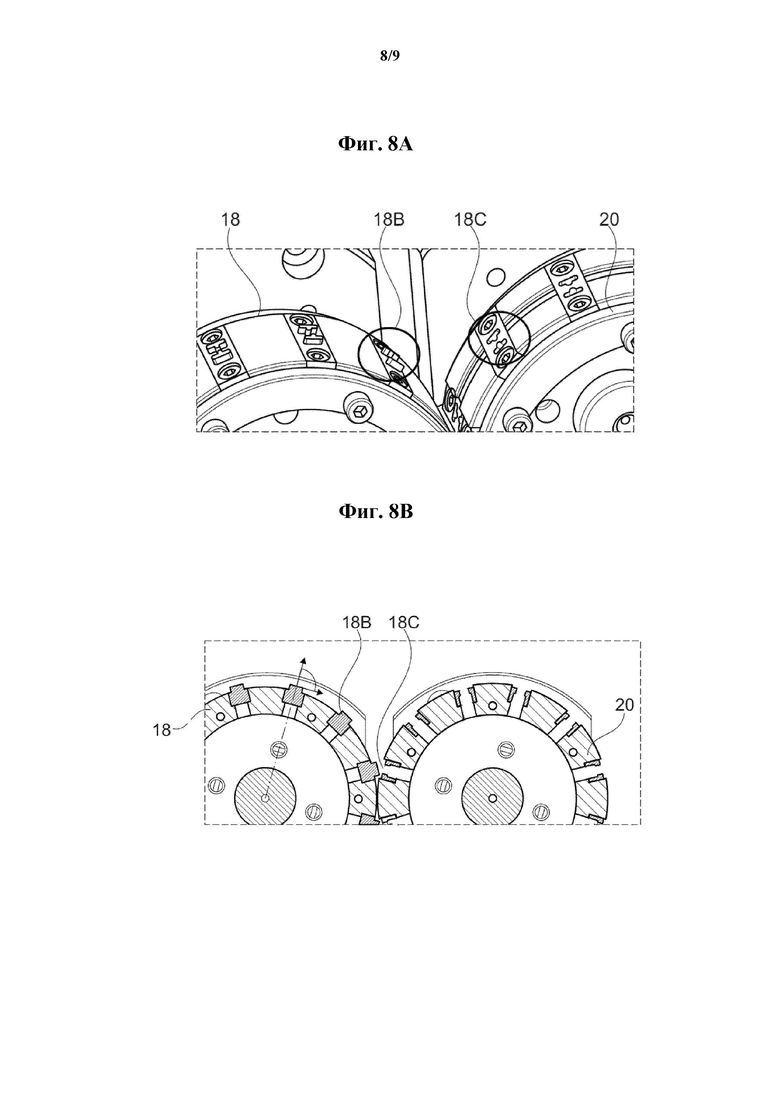
на фиг. 8А показано изображение в перспективе барабана с пробивными приспособлениями и его встречного барабана;
на фиг. 8B изображен вид в поперечном сечении барабана с пробивными приспособлениями и его встречного барабана;
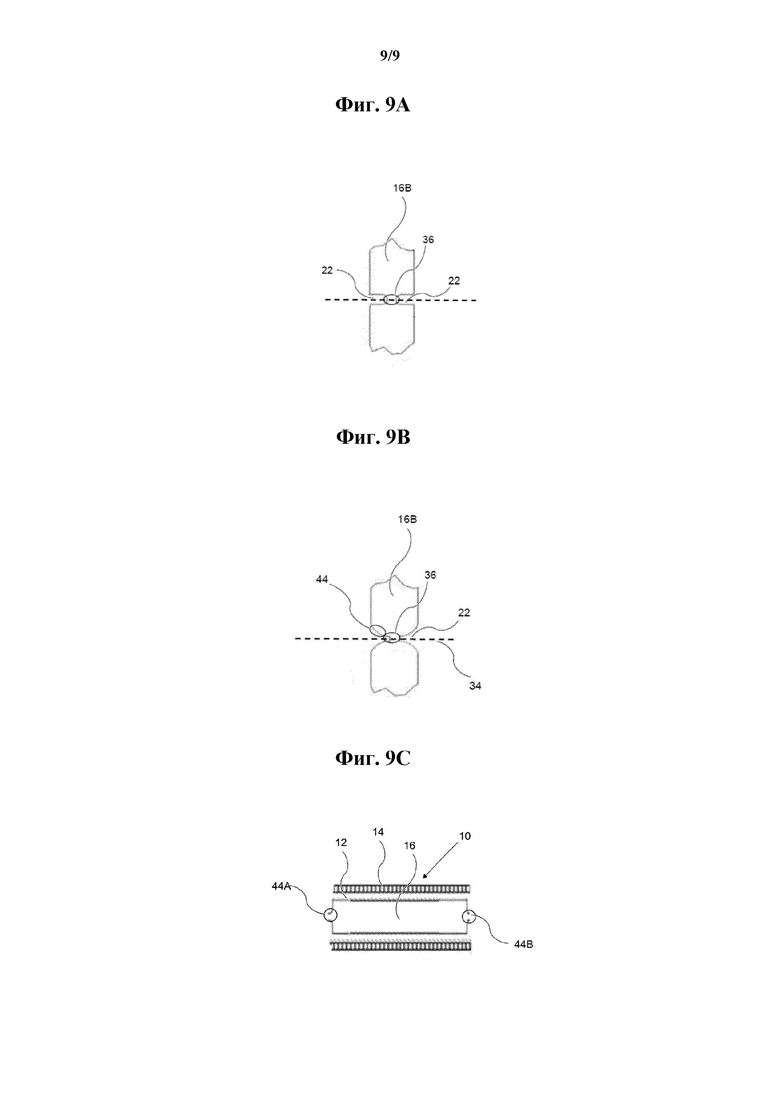
на фиг. 9А и 9В показаны различные варианты осуществления предварительных надрезов в частично разрезанной сплошной полосе токоприемного материала, при этом плоские участки на противоположных краях сплошной полосы токоприемного материала были удалены; и
на фиг. 9C показана секция субстрата с полностью разрезанным токоприемным материалом с сужающейся торцевой поверхностью.
Далее одинаковые элементы обозначены одинаковыми ссылочными позициями на всех фигурах.
На фиг. 1А показан вид в поперечном сечении секции 10 субстрата, которая была изготовлена на основе процесса без образования предварительных надрезов в токоприемных элементах. Этот процесс включает окончательный этап разрезания вращающимся ножом сплошной секции субстрата на отдельные секции субстрата с большим кинетическим моментом, чтобы одновременно прорезать субстрат 12, образующий аэрозоль, и металлический токоприемный элемент 16. Этот большой кинетический момент привел к изгибу токоприемного (сусцепторного) элемента 16 и одновременному его смещению от центра секции субстрата. Из-за деформации и смещения токоприемного (сусцепторного) элемента нагрев субстрата, образующего аэрозоль, индукционным нагревом может быть неудовлетворительным. Секция 10 субстрата обернута оберточным материалом 14.
На фиг. 1B изображен схематический вид в перспективе секции 10 субстрата, при этом токоприемный (сусцепторный) элемент 16, имеющий продолговатую и прямоугольную форму, расположен по центру внутри секции субстрата. Токоприемный (сусцепторный) элемент 16 расположен в некой плоскости внутри секции 10 субстрата, через которую также проходит центральная продольная ось 24 секции субстрата. Форма и положение токоприемного (сусцепторного) элемента 16 на фиг. 1В являются предпочтительными по сравнению с формой и положением токоприемного (сусцепторного) элемента, показанными на фиг. 1А.
На фиг. 2 изображен схематический вид в перспективе устройства 21 для предварительного надреза, выполненного с возможностью частичного разрезания сплошной полосы токоприемного (сусцепторного) материала. Устройство 21 для предварительного надреза содержит ножевой барабан 18, содержащий ножи 18А, и соответствующий встречный барабан 20. Сплошная полоса токоприемного (сусцепторного) материала 16А направлена между ножевым барабаном 18 и встречным барабаном 20. Ножевой барабан 18 создает предварительные надрезы 22 на одном крае сплошной полосы токоприемного (сусцепторного) материала 16А, в результате чего получается частично разрезанная сплошная полоса токоприемного (сусцепторного) материала 16В. Вторая пара из ножевого барабана и встречного барабана может присутствовать на противоположном крае сплошной полосы токоприемного (сусцепторного) материала 16А для создания соответствующих предварительных надрезов на противоположном крае полосы (не показано на фиг. 2). Два соседних предварительных надреза 22 отделяют один токоприемный (сусцепторный) элемент от следующего токоприемного (сусцепторного) элемента, так что можно облегчить выполнение окончательных надрезов, отделяющих отдельные токоприемные (сусцепторные) элементы друг от друга.
На фиг. 3 изображен схематический вид системы, выполненной с возможностью изготовления отдельных изделий, генерирующих аэрозоль, согласно первому варианту осуществления настоящего изобретения. Эта система в целом создает предварительные надрезы в сплошной полосе токоприемного (сусцепторного) материала 16А, используя устройство 21 для предварительного надреза с ножевым барабаном 18 и встречным барабаном 20, и впоследствии размещает субстрат 12А, образующий аэрозоль, вокруг частично разрезанной полосы токоприемного (сусцепторного) материала 16В. Это образует сплошную секцию 10А субстрата с частично разрезанной полосой токоприемного (сусцепторного) материала путем сжатия субстрата 12А, образующего аэрозоль, вокруг частично разрезанной полосы токоприемного (сусцепторного) материала с использованием устройства 24 для образования секций субстрата с направляющим элементом воронкообразной формы. Сплошная секция 10А субстрата содержит частично разрезанную полосу токоприемного (сусцепторного) материала с предварительным надрезами 22. Для ясности на фиг. 3 показана только токоприемная (сусцепторная) часть сплошной секции субстрата, а не субстрат, образующий аэрозоль, вокруг токоприемника (сусцептора). Устройство 30 для разрезания субстрата содержит вращающийся нож разрезает сплошную секцию субстрата на отдельные секции 10 субстрата в местах предварительного надреза. Необязательно может присутствовать устройство 26 обнаружения, которое в сочетании с вычислительной системой 28 может управлять устройством 30 для разрезания субстрата и которое может обеспечивать надежное разрезание сплошной секции 10А субстрата в предварительных надрезах 22. Кроме того, имеется катушка 23, которая разматывает сплошную полосу токоприемного (сусцепторного) материала 16А.
На фиг. 4 показан схематический вид системы, выполненной с возможностью изготовления отдельных изделий, генерирующих аэрозоль, согласно второму варианту осуществления настоящего изобретения. В отличие от первого варианта осуществления настоящего изобретения, показанного на фиг. 3, имеется дополнительное устройство 32 для разрезания токоприемника (сусцептора), которое разрезает частично разрезанную сплошную полосу токоприемного (сусцепторного) материала 16В на отдельные токоприемные (сусцепторные) элементы 16 перед размещением субстрата 12А, образующего аэрозоль, вокруг отдельных токоприемных (сусцепторных) элементов 16. Впоследствии устройство 24 для образования секций субстрата создает сплошную секцию 10A субстрата с отдельными токоприемными (сусцепторными) элементами 16. Соседние токоприемные (сусцепторные) элементы 16 расположены на расстоянии друг от друга с помощью зазоров 16С. Устройство 30 для разрезания субстрата в итоге разрезает сплошную секцию 10А субстрата на отдельные секции 10 субстрата, разрезая сплошную секцию субстрата в зазорах 16С между соседними токоприемными (сусцепторными) элементами.
На фиг. 5 изображен вид в разрезе сплошной секции 10А субстрата вдоль ее центральной продольной оси, причем сплошная секция субстрата содержит частично разрезанную сплошную полосу токоприемного (сусцепторного) материала 16B согласно первому варианту осуществления настоящего изобретения. В частично разрезанной сплошной полосе токоприемного (сусцепторного) материала 16B присутствуют предварительные надрезы 22, которые убирают плоские участки на противоположных краях сплошной полосы. Имеется только центральная соединительная часть 36 между соседними секциями субстрата. Частично разрезанная сплошная полоса токоприемного (сусцепторного) материала 16B встроена в субстрат 12, образующий аэрозоль, и окружена оберточным материалом 14. Центральные соединительные части 36, соединяющие различные токоприемные (сусцепторные) элементы, можно разрезать по линиям 34 разреза, тем самым получая отдельные секции 10 субстрата. Разрезание по линиям 34 разреза создаст отдельные секции 10 субстрата, при этом расположенные в них торцевые поверхности токоприемных (сусцепторных) элементов будут иметь сужающуюся форму. Стрелка 38 указывает направление транспортировки сплошной секции 10А субстрата через систему для создания отдельных изделий, генерирующих аэрозоль.
На фиг. 6 показана сплошная секция 10А субстрата, содержащая отдельные токоприемные (сусцепторные) элементы 16 согласно второму варианту осуществления настоящего изобретения. Устройство для разрезания субстрата может в итоге разрезать сплошную секцию 10А субстрата по линиям 30 разреза внутри зазоров 16С для создания отдельных секций 10 субстрата.
На фиг. 7 изображен схематический вид устройства для транспортировки, содержащего первую ленту 40 и вторую ленту 42 в качестве ускоряющейся ленты. После полного разрезания частично разрезанной сплошной полосы токоприемного (сусцепторного) материала на предварительных надрезах получают отдельные токоприемные (сусцепторные) элементы 16, которые разделены разрезами 17 между соседними токоприемными (сусцепторными) элементами. Эти полностью отделенные токоприемные (сусцепторные) элементы 16 транспортируются на первой ленте 40 и впоследствии перехватываются второй лентой 42. Скорость второго ремня 42 выше, чем скорость первого ремня 40, так что между соседними токоприемными (сусцепторными) элементами создаются зазоры 16C. Токоприемные (сусцепторные) элементы 16, расположенные на расстоянии друг от друга с помощью зазоров 16С, впоследствии включаются в сплошную секцию 10A субстрата, как показано на фиг. 4.
На фиг. 8А показан схематический вид в перспективе барабана 18 с пробивными приспособлениями 18B и его соответствующего встречного барабана 20. Встречный барабан 20 содержит дополнительные конструкции 18С, которые способны по меньшей мере частично вмещать пробивные приспособления 18В, когда барабан 18 и встречный барабан 20 вращаются. Сплошная полоса токоприемного (сусцепторного) материала может быть направлена между барабаном 18 и встречным барабаном 20, так что пробивные приспособления 18B могут создавать предварительные надрезы в полосе.
На фиг. 8А показан схематический вид в поперечном сечении барабана 18 с пробивными приспособлениями 18B и его соответствующего встречного барабана 20. Можно ясно видеть, что дополнительные конструкции 18C могут по меньшей мере частично вмещать пробивные приспособления 18B, так что предварительные надрезы могут быть созданы в полосе токоприемного (сусцепторного) материала, направляемого между обоими барабанами 18 и 20.
На фиг. 9А и фиг. 9В изображены схематические виды сверху частей частично разрезанной полосы токоприемного (сусцепторного) материала 16В. Различные предварительные надрезы 22 были выполнены на противоположных краях полосы. На фиг. 9А прямоугольные края образованы на предварительных надрезах 22, тогда как на фиг. 9В образованы закругленные края 44. Оба предварительных надреза 22 по фиг. 9А и фиг. 9В обеспечивают центральную соединительную часть 36, соединяющую два соседних токоприемных (сусцепторных) элемента.
На фиг. 9C показан схематический вид в сечении секции 10 субстрата, при этом обе центральные соединительные части, расположенные сбоку токоприемного (сусцепторного) элемента 16, были разрезаны, приводя к образованию сужающихся торцевых поверхностей 44A и 44B токоприемного (сусцепторного) элемента.

Группа изобретений относится к табачной промышленности, в частности к изготовлению курительных изделий для устройств, имитирующих процесс табакокурения. Для осуществления способа изготовления отдельных изделий, генерирующих аэрозоль и содержащих отдельные секции субстрата с сусцепторным элементом, на этапе а) обеспечивают сплошную полосу сусцепторного материала. На этапе b) частично разрезают сплошную полосу сусцепторного материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы сусцепторного материала. На этапе c) изготавливают изделия, генерирующие аэрозоль, с использованием частично разрезанной полосы сусцепторного материала. Место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга. На этапе c) частично разрезанную полосу сусцепторного материала полностью разрезают в заданном месте предварительного надреза, создавая отдельные сусцепторные элементы. Впоследствии субстрат, образующий аэрозоль, размещают вокруг отдельных полос сусцептора, создавая сплошную секцию субстрата, содержащую отдельные сусцепторные элементы. Система, выполненная с возможностью изготовления отдельных изделий, генерирующих аэрозоль, содержит: устройство для предварительного надреза, выполненное с возможностью частичного разрезания сплошной полосы сусцепторного материала для создания места предварительного надреза, причем место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга; устройство для разрезания частично разрезанной полосы сусцепторного материала на отдельные сусцепторные элементы во множестве мест предварительного надреза; устройство для образования секций субстрата, выполненное с возможностью изготовления сплошной секции субстрата, содержащей отдельные сусцепторные элементы; устройство для транспортировки, выполненное с возможностью транспортировки сплошной полосы сусцепторного материала между устройством для предварительного надреза и устройством для образования секций субстрата. Заявлено изделие, генерирующее аэрозоль, и вариант способа изготовления отдельных изделий, генерирующих аэрозоль. Достигается технический результат – предотвращение деформации и смещения сусцепторного элемента и повышение срока службы режущих инструментов. 4 н. и 8 з.п. ф-лы, 13 ил.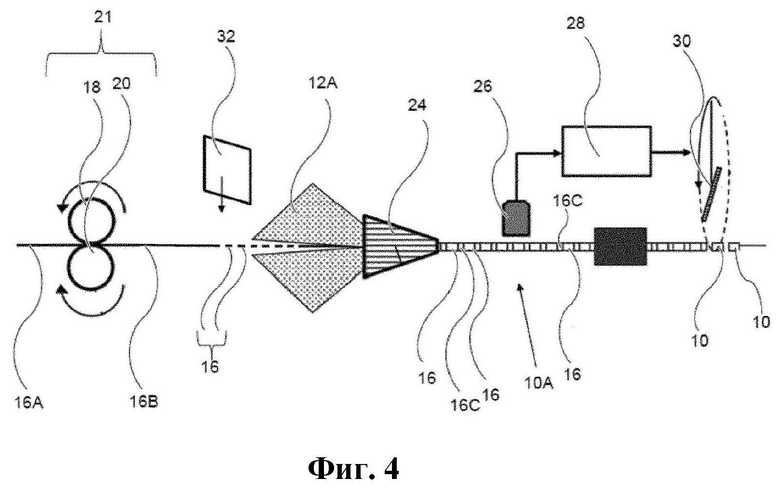
1. Способ изготовления отдельных изделий, генерирующих аэрозоль, причем каждое из них содержит отдельную секцию субстрата, причем секция субстрата содержит субстрат, образующий аэрозоль, с сусцепторным элементом, причем способ включает следующие этапы, на которых:
а) обеспечивают сплошную полосу сусцепторного материала,
b) частично разрезают сплошную полосу сусцепторного материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы сусцепторного материала,
c) изготавливают изделия, генерирующие аэрозоль, с использованием частично разрезанной полосы сусцепторного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга, при этом на этапе c) способа частично разрезанную полосу сусцепторного материала полностью разрезают в заданном месте предварительного надреза, тем самым создавая отдельные сусцепторные элементы, и при этом впоследствии субстрат, образующий аэрозоль, размещают вокруг отдельных полос сусцептора, тем самым создавая сплошную секцию субстрата, содержащую отдельные сусцепторные элементы.
2. Способ по п. 1, отличающийся тем, что на этапе b) способа образованы по меньшей мере два места предварительного надреза, и при этом места предварительного надреза на сплошной полосе сусцепторного материала заданы таким образом, что одна отдельная секция субстрата расположена между соседними местами предварительного надреза.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что на этапе c) способа все отдельные сусцепторные элементы в сплошной секции субстрата расположены на расстоянии друг от друга с помощью зазоров, и при этом впоследствии сплошную секцию субстрата разрезают между зазорами отдельных сусцепторных полос, тем самым создавая отдельные секции субстрата.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что частичное разрезание на этапе b) способа предусматривает одно или более из: создания перфорационных отверстий в полосе, выполнения разрезов на одном или обоих краях полосы, создания множества углублений в полосе.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что на этапе b) способа плоские участки на противоположных краях сплошной полосы сусцепторного материала удаляются как частичные разрезы, тем самым создавая центральную соединительную часть, соединяющую различные части частично разрезанной полосы сусцепторного материала.
6. Система, выполненная с возможностью изготовления отдельных изделий, генерирующих аэрозоль, причем каждое из них содержит отдельную секцию субстрата, причем секция субстрата содержит субстрат, образующий аэрозоль, с сусцепторным элементом, содержащая:
- устройство для предварительного надреза, выполненное с возможностью частичного разрезания сплошной полосы сусцепторного материала для создания места предварительного надреза на сплошной полосе сусцепторного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга,
- устройство для разрезания сусцептора для разрезания частично разрезанной полосы сусцепторного материала на отдельные сусцепторные элементы во множестве мест предварительного надреза,
- устройство для образования секций субстрата, выполненное с возможностью изготовления изделий, генерирующих аэрозоль, с использованием частично разрезанной полосы сусцепторного материала, при этом устройство для образования секций субстрата выполнено с возможностью изготовления сплошной секции субстрата, содержащей отдельные сусцепторные элементы, и
- устройство для транспортировки, выполненное с возможностью транспортировки сплошной полосы сусцепторного материала между устройством для предварительного надреза и устройством для образования секций субстрата.
7. Система по предыдущему пункту, отличающаяся тем, что устройство для предварительного надреза выполнено с возможностью создания по меньшей мере двух предварительных надрезов, при этом устройство для предварительного надреза дополнительно выполнено с возможностью установки места по меньшей мере двух предварительных надрезов на сплошной полосе сусцепторного материала таким образом, чтобы одна отдельная секция субстрата была расположена между соседними местами предварительного надреза.
8. Система по предыдущему пункту, отличающаяся тем, что дополнительно содержит устройство для разрезания субстрата для разрезания сплошной секции субстрата между отдельными сусцепторными элементами.
9. Система по любому из пп. 6-8, отличающаяся тем, что устройство для транспортировки содержит ленту, предпочтительно зубчатую ленту, более предпочтительно U-образную зубчатую ленту.
10. Изделие, генерирующее аэрозоль, содержащее:
секцию субстрата, содержащую субстрат, образующий аэрозоль, и сусцепторный элемент, при этом сусцепторный элемент содержит первую и вторую сусцепторные торцевые поверхности, при этом по меньшей мере одна из первой и второй сусцепторных торцевых поверхностей имеет сужающуюся форму,
при этом изделие, генерирующее аэрозоль, содержит первую торцевую поверхность изделия и противоположную вторую торцевую поверхность изделия, и
при этом первая и вторая сусцепторные торцевые поверхности расположены на расстоянии от указанных первой и второй торцевых поверхностей изделия.
11. Изделие, генерирующее аэрозоль, по предыдущему пункту, отличающееся тем, что одна или обе из первой и второй сусцепторных торцевых поверхностей содержат закругленные края.
12. Способ изготовления отдельных изделий, генерирующих аэрозоль, причем каждое из них содержит отдельную секцию субстрата, причем секция субстрата содержит субстрат, образующий аэрозоль, с сусцепторным элементом, причем способ включает следующие этапы, на которых:
a) обеспечивают сплошную полосу сусцепторного материала,
b) частично разрезают сплошную полосу сусцепторного материала в заданном месте предварительного надреза для изготовления частично разрезанной полосы сусцепторного материала,
c) изготовливают изделия, генерирующие аэрозоль, с использованием частично разрезанной полосы сусцепторного материала, при этом место предварительного надреза отделяет отдельные изделия, генерирующие аэрозоль, друг от друга, при этом на этапе c) способа частично разрезанную полосу сусцепторного материала полностью разрезают в заданном месте предварительного надреза, тем самым создавая отдельные сусцепторные элементы, и при этом субстрат, образующий аэрозоль, размещают вокруг полосы сусцептора, тем самым создавая сплошную секцию субстрата, содержащую отдельные, частично предварительно надрезанные сусцепторные элементы.
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ПРОИЗВОДСТВЕ СТЕРЖНЕОБРАЗНОГО ИЗДЕЛИЯ | 2013 |
|
RU2638520C2 |
| МАШИНА ДЛЯ СБОРКИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ, СОДЕРЖАЩИХ СЕГМЕНТНЫЕ ФИЛЬТРЫ | 2015 |
|
RU2653786C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОМЕЖУТОЧНОГО ХРАНЕНИЯ ПОЛУОБРАБОТАННЫХ ПРОДУКТОВ ДВОЙНОЙ ДЛИНЫ | 2015 |
|
RU2682415C2 |
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
