Изобретение относится к области металлургии, в частности к способам непрерывного литья цилиндрических слитков в электромагнитном поле и интенсификации технологических процессов при формировании слитков.
Известен способ непрерывного литья металлов, в основу которого положена подача металла из распределительного насадка непосредственно в область действия электромагнитного поля индуктора и формирование слитка в электромагнитном поле индуктора (SU 1339959, 15.12.1994 г.).
Недостатком данного способа является сложность его реализации, низкая скорость затвердевания, наличие дополнительного устройства при дозировании расплава в рабочую зону кристаллизации.
Наиболее близким к предлагаемому способу является решение, в котором регулирование струи металла осуществляют путем изменения силы тока индуктора, под действием которого жидкий металл, находящийся в индукторе, формируется в слиток (RU 48836, 10.11.2005 г.).
Недостатком данного способа является повышенный расход энергии при литье слитков, неустойчивость процесса и низкая скорость литья, низкое качество слитка из-за наличия примесей окислов в слитке.
В основу изобретения положена задача управления скоростью литья слитка для интенсификации тепломассообменных процессов и повышения качества выплавляемого слитка.
Поставленная задача решается тем, что в способе непрерывного литья цилиндрического слитка, включающем подачу жидкого металла (например, алюминия) через литейную оснастку в кристаллизатор, кристаллизацию под воздействием электромагнитного поля и вытягивание слитка, согласно изобретению при кристаллизации под воздействием электромагнитного поля жидкую фазу слитка формируют посредством одновременного изменения величины аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру, расположенного в переходной области «жидкая-твердая фаза» столба слитка, и его частоты, а скорость вытягивания К слитка определяют из условия
K=h,H,Q/D,
где h - высота аксиального цилиндрического пульсирующего магнитного поля,
Н≡1/f - величина, а f - частота аксиального цилиндрического
пульсирующего магнитного поля,
Q - интенсивность охлаждения слитка,
D - диаметр слитка.
На чертеже представлена схема, поясняющая осуществление заявляемого способа непрерывного литья цилиндрического слитка.
В раздаточной воронке 1 находится жидкий металл 2 (например, алюминий). Под раздаточной воронкой 1 размещен источник 3 аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности 4, ниже которого расположен источник охлаждения 5, под воздействием которого формируется верхний 6 уровень кристаллизации, средний 7 или нижний 8 уровень кристаллизации слитка 9.
Предлагаемый способ реализуется следующим образом. На источник 3 высокочастотного пульсирующего магнитного поля 4 подается напряжение высокой частоты, под действием которого в источнике 3 протекает ток высокой частоты. Ток высокой частоты, протекая по источнику 3 высокочастотного пульсирующего магнитного поля 4, индуцирует магнитное поле Н, линии которого в области слитка расположены аксиально и равномерно по периметру и замыкаются вокруг источника 3 высокочастотного пульсирующего поля. Питание источника 3 высокочастотного пульсирующего магнитного поля напряжением с изменяемой частотой позволяет аксиальному цилиндрическому пульсирующему магнитному полю равномерной интенсивности по периметру источника 3 индуцировать в поверхностном слое слитка вихревые токи и электромагнитные силы, удерживающие жидкий металл во взвешенном состоянии. Высокая частота позволяет индуцировать вихревые токи только в поверхностном слое отливаемого слитка 9, что снижает тепловыделение в нем и повышает скорость охлаждения и вытягивания. Далее на источник охлаждения 5 подается охлаждающая жидкость, например вода, которая под давлением в виде воздушно-водяной смеси направляется в центр охлаждаемой области. Жидкий металл 2 из раздаточной воронки 1 поступает в область действия аксиального цилиндрического пульсирующего магнитного поля Н равномерной интенсивности по периметру слитка источника 3 высокочастотного пульсирующего магнитного поля 4. Увеличением или уменьшением величины Н аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру слитка и его частоты f формируют слиток 9 заданного диаметра.
Частота аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру слитка является важным параметром для процесса литья, так как она влияет на устойчивость жидкой фазы слитка, формирование структуры слитка, потребляемую активную мощность при литье. С увеличением частоты магнитного поля жидкая фаза становится более устойчивой, ее неравномерность подавляется: на частоте 50 герц внешние возмущения (ослабление магнитного поля) могут приводить к временной потере устойчивого состояния жидкой фазы слитка и прорыву жидкого металла. При увеличении частоты, например, более 500 герц геометрия слитка приобретает более правильную форму и исключаются прорывы металла. При повышении частоты улучшается также однородность структуры слитка.
При литье и вытягивании слитка одного диаметра величина аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру слитка может меняться в широких пределах, что влияет на энергетические затраты, связанные с формированием слитка. Так, возрастание величины магнитного поля при формировании слитка на более низких частотах приводит к выравниванию энергетических затрат.
Поэтому силовое воздействие аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру, под действием которого формируется жидкая фаза слитка, в совокупности зависит от частоты поля и его величины.
Изменением высоты, величины аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру и его частоты, интенсивности охлаждения при помощи источника охлаждения 5 формируется переходная зона среднего 6 уровня кристаллизации, верхнего 7 уровня кристаллизации или нижнего 8 уровня кристаллизации слитка 9.
Например, для вытягивания (литья) слитка из алюминия диаметром D=15 мм параметры литья будут следующими: высота аксиального цилиндрического пульсирующего магнитного поля h=20 миллиметров; интенсивность охлаждения Q=7 л/м; частота аксиального цилиндрического пульсирующего магнитного поля f=60 кГц; величина аксиального цилиндрического пульсирующего магнитного поля H=105 А/м. При таких параметрах скорость вытягивания слитка составит К=6 мм/с, а переходная область будет определена зоной среднего 6 уровня.
При снижении скорости вытягивания слитка 9 и интенсивном охлаждении, например Q=14 л/мин, при помощи источника охлаждения 5 уровень кристаллизации находится в верхней части кристаллизующегося слитка, образуя верхний 7 уровень кристаллизации. Однако скорость литья при этом несколько замедляется. При повышении скорости вытягивания слитка, например К-10-14 мм/с, область кристаллизации перемещается вниз, формируя нижний 8 уровень кристаллизации. Скорость литья при этом существенно повышается и возрастает вероятность прорывов металла. Наиболее прогрессивным литьем является литье со скоростью, при которой происходит формирование среднего 6 уровня кристаллизации в слитке 9. В этом случае наиболее полно обеспечивается охлаждение слитка и формирование устойчивой корочки.
Скорость вытягивания существенно влияет на качество слитка, а также на технико-экономические показатели процесса литья в целом. С увеличением скорости вытягивания растет скорость кристаллизации - один из основных параметров, определяющих качество слитка. Скорость вытягивания также оказывает наибольшее влияние на производительность процесса, определяемого как количество массы металла, отлитого в единицу времени. В производственных условиях стремятся к возможно более высоким скоростям вытягивания, что предопределяет высокую плотность слитка, равномерность его структуры, улучшенные механические свойства и т.д. Но ограничивающими факторами выступают возникающие термические напряжения в слитке и его возможное повреждение.
Изменяя величину и частоту пульсирующего магнитного поля, добиваются наибольшей эффективности процесса литья. Повышение качества слитка обеспечивается воздействием пульсирующего высокочастотного магнитного поля, в результате чего
- достигается мелкозернистая структура слитка;
- происходит очистка от примесей и включений;
- исключаются осевые ликвации и раковины.
Таким образом, для заявляемого способа можно указать ряд преимуществ перед известными, а именно
- уменьшается количество операций технологического процесса, состава оборудования;
- увеличивается производительность процесса получения слитка;
- возможен быстрый переход от литья слитка из одного сплава к литью из другого сплава;
- легкость управления процессом регулирования скорости литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2455106C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| Устройство для подачи металла в кристаллизатор установки непрерывной разливки | 1973 |
|
SU549242A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА ИЗ СПЛАВОВ ЦВЕТНЫХ МЕТАЛЛОВ | 2011 |
|
RU2477193C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
| Устройство для электромагнитного перемешивания жидкой сердцевины слитка в кристаллизаторе | 2020 |
|
RU2743437C1 |
Способ включает подачу жидкого металла из раздаточной воронки, кристаллизацию с формированием жидкой фазы слитка и вытягивание слитка. Кристаллизацию и вытягивание слитка осуществляют под воздействием электромагнитного поля. Слиток заданного диаметра формируют посредством одновременного изменения частоты и величины напряженности аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру слитка. Обеспечивается повышение эффективности процесса и качества слитка. 1 ил.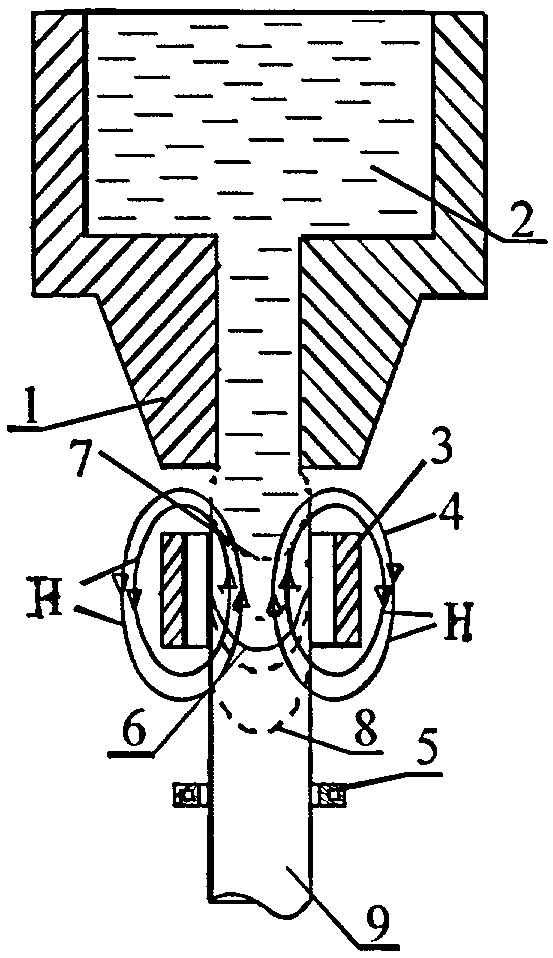
Способ непрерывного литья цилиндрического слитка, включающий подачу жидкого металла через литейную оснастку, кристаллизацию с формированием жидкой фазы слитка под воздействием электромагнитного поля и вытягивание слитка, отличающийся тем, что кристаллизацию и вытягивание слитка осуществляют под воздействием электромагнитного поля посредством одновременного изменения частоты и величины напряженности аксиального цилиндрического пульсирующего магнитного поля равномерной интенсивности по периметру расположенного в переходной области «жидкая -твердая фаза» столба слитка.
| Реле | 1936 |
|
SU48836A1 |
| СПОСОБ И УСТРОЙСТВО ДИСКОВОГО ДОННОГО СЛИВА СИСТЕМЫ ВОЛКОВА | 2004 |
|
RU2338622C2 |
| ФОГЕЛЬ А.А | |||
| Индукционный метод удержания жидких металлов во взвешенном состоянии | |||
| - Л.: Машиностроение, 1979, с.15, рис.10, с.16, §3, рис.11, рис.17 | |||
| Способ регулирования уровня мениска металла в кристаллизаторе при непрерывном вертикальном литье заготовок | 1986 |
|
SU1473700A3 |
| RU 2055680 C1 10.03.1996 | |||
| ОБОРУДОВАНИЕ ДЛЯ ПИТАНИЯ РАСПЛАВЛЕННЫМ МЕТАЛЛОМ КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2001 |
|
RU2248859C2 |
| Способ крашения тканей | 1922 |
|
SU62A1 |

