Изобретение относится к рельсовому транспорту, в частности к технологии восстановления изношенных поверхностей крестовины стрелочного перевода трамвайного пути с восстановлением геометрических параметров на участке производства работ электродуговой наплавкой самозащитной порошковой проволокой, уложенных во всех климатических районах.
Известен способ восстановления изношенных поверхностей стрелочных переводов, включающий нагрев, наплавку электродуговым методом изношенных поверхностей остряка стрелочного перевода, последующее охлаждение и механическую обработку восстановленных поверхностей, при этом выполняют многослойную наплавку путем наложения буферного слоя из материала, обладающего демпферным свойством, и износостойких слоев с выполнением проковки каждого слоя и его черновой механической обработки, причем после наплавки весь наплавленный участок стрелочного перевода накрывают теплоизоляционным материалом для медленного охлаждения, а затем выполняют чистовую механическую обработку и проводят дефектоскопию восстановленных поверхностей стрелочного перевода (см. патент РФ №2675306, МПК В23Р 6/00 (2006.01), Е01В 7/28 (2006.01), B23K 9/04 (2006.01), B23K 101/26 (2006.01), опуб.18.12.2018 г).
Данный способ не может быть использован для восстановления изношенных поверхностей крестовины стрелочного перевода трамвайного пути, так как при применении нагрева крестовины происходит деформация крестовины с последующим образованием поперечных трещин от поверхности катания до подошвы, что отрицательно сказывается на прочностных характеристиках восстановленных поверхностей крестовины.
Наиболее близким к предлагаемому изобретению по совокупности существенных признаков является способ ремонта эксплуатационных повреждений поверхностей острых крестовин стрелочных переводов, при котором осуществляют обмер крестовин перед наплавкой, в процессе наплавки и после обработки наплавленного слоя, зачистку поврежденных поверхностей, имеющих дефекты, послойную наплавку зачищенных участков, при которой сначала проводят послойную наплавку сердечника, наплавляя контурные сварочные валики по краям сердечника для обозначения размеров и направления наплавки от вершины сердечника, механическую обработку наплавленных поверхностей, капиллярную дефектоскопию (см. патент РФ №2733022, МПК Е01В 31/18 (2006.01), B23D 19/10 (2006.01), B23K 9/04 (2006.01), Е01В 7/10 (2006.01), опуб. 28.09.2020 г.).
Известный способ не может быть использован для восстановления изношенных поверхностей крестовины стрелочного перевода трамвайного пути, так как количество изношенных поверхностей крестовины стрелочного перевода трамвайного пути значительно больше изношенных поверхностей железнодорожных крестовин, поэтому способ наплавки железнодорожных крестовин не может обеспечить прочностные характеристики всех восстановленных поверхностей крестовины стрелочного перевода трамвайного пути.
Задачей предлагаемого изобретения является повышение долговечности использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
Техническим результатом при осуществлении изобретения является повышение долговечности использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
Указанный технический результат достигается тем, что в предложенном способе осуществляют обмер крестовины перед наплавкой, в процессе наплавки и после обработки наплавленного слоя, зачистку поврежденных поверхностей, имеющих дефекты, послойную наплавку зачищенных участков, при которой сначала проводят послойную наплавку сердечника, наплавляя контурные сварочные валики по краям сердечника для обозначения размеров и направления наплавки от вершины сердечника, механическую обработку наплавленных поверхностей, капиллярную дефектоскопию, а перед послойной наплавке сердечника и горловины для сохранения геометрии желоба крестовины в желоб устанавливают медные пластины, по завершению наплавки сердечника и горловины медные пластины убирают из желобов, и приступают к послойной наплавке бокового износа головки рельса в горловине крестовины, начиная с низа желоба, и послойной наплавке вертикального износа плоскости катания головки рельса, после восстановления поверхности катания крестовины в средней части крестовины не менее, чем по 100 мм. в обе стороны от математического центра крестовины, наплавляют горизонтальную площадку на 11-12 мм. ниже верхней плоскости катания, затем производят наплавку наката в ее желобах, наплавку желобов производят от центра к концам крестовины следующим порядком: наплавив первый слой в одном желобе, переходят к наплавке в другом желобе, в таком же порядке, производят наплавку и последующих слоев, длина наплавки в каждом желобе крестовины составляет 900-1000 мм. до полного устранения дефекта.
Кроме того, предпочтительно, что длина участка зачистки поврежденных поверхностей, имеющих дефекты, должна соответствовать длине участка наплавки, с допуском на увеличение до 10 мм.
Кроме того, предпочтительно, что перед послойной наплавкой сердечника для сохранения геометрии желоба крестовины медные пластины устанавливают в каждый желоб с двух сторон сердечника, причем первые медные пластины сначала устанавливают в желоб горизонтально, затем вторые медные пластины устанавливают под углом к первым по боковым поверхностям сердечника.
Кроме того, предпочтительно, что перед послойной наплавкой горловины для сохранения геометрии желоба крестовины сердечника медные пластины устанавливают в каждый желоб по краям каждой горловины причем первые медные пластины сначала устанавливают в желоб горизонтально, затем вторые медные пластины устанавливают под углом к первым по боковым поверхностям горловины.
Кроме того, предпочтительно, что при послойной наплавке бокового износа головок рельсов в горловине крестовины сварочные валики накладывают на боковые грани головки со стороны рабочего канта до верха головки рельса.
Кроме того, предпочтительно, что наплавку слоев в желобах производят от центра к концам крестовины.
После проведения работ по наплавке и шлифовке крестовины, данная крестовина продлевает срок полезного использования на 2 года.
Способ восстановления изношенных поверхностей крестовины стрелочного перевода трамвайного пути поясняется чертежами.
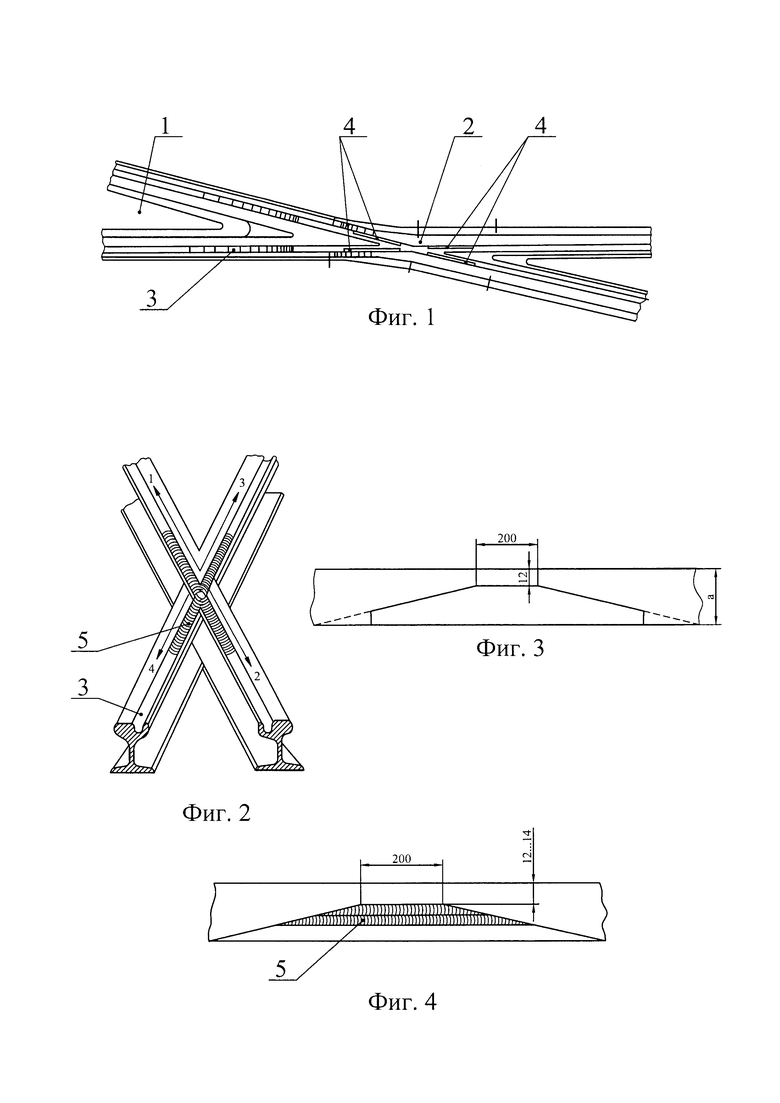
На фиг. 1 изображен изношенная крестовина стрелочного перевода трамвайного пути с медными пластинами;
на фиг. 2 - изображена крестовина стрелочного перевода с последовательностью наложения швов в желобах;
на фиг. 3 изображена схема наплавки продольного профиля наката с горизонтальной площадкой;
на фиг. 4 изображена схема наплавки продольного профиля наката с наплавленной частью профиля.
Предлагаемый способ поясняется чертежами (фиг. 1-4), на которых изображены изношенная крестовина стрелочного перевода трамвайного пути с медными пластинами и схема наплавки желоба крестовины.
Крестовина стрелочного перевода трамвайного пути содержит сердечник 1, горловину 2, желоба 3, на которых образованы при эксплуатации наплывы и износы. Для сохранения геометрии желоба крестовины в желоб 3 устанавливают медные пластины 4 (фиг. 1). На сердечник 1, горловину 2, желоба 3 наплавляют валики 5 (фиг.2, 4).
Восстановление изношенных поверхностей крестовины стрелочного перевода трамвайного пути может производиться на месте их расположения без демонтажа. Передвижная станция обеспечивает все необходимые технологические операции как днем, так и в ночное время, что существенно экономит время.
Способ восстановления изношенных поверхностей крестовины стрелочного перевода трамвайного пути осуществляется следующим образом.
Для выполнения работ по электродуговой наплавке изношенных поверхностей крестовины стрелочного перевода трамвайного пути применяется стандартное оборудование для восстановления геометрических размеров изношенных поверхностей крестовины стрелочного перевода самозащитной порошковой проволокой с применением способов частично механизированной, полностью механизированной и автоматической наплавками (ГОСТ Р 58904-2020).
Ремонт изношенных поверхностей крестовины стрелочного перевода трамвайного пути производят в пути в пути без перерыва движения с ограничением по скорости движения до 10 км/ч или при полном закрытии движения.
Ремонт крестовины стрелочного перевода электродуговой наплавкой разрешается производить как при отрицательной, так и при положительной температуре, при отсутствии атмосферных осадков (дождя, снега, тумана и т.д.). Наплавка допускается при незначительных осадках, если используются специализированных средств защиты от осадков (тент и т.п.).
Ремонту подлежат крестовины трамвайные сварные, крестовины трамвайные цельнолитые проекта ПТК50.300 и ПТКЛ30.300.00 с сердечником типа общей отливки с изнашиваемыми частями усовиков всех типов и марок.
Перед наплавкой осуществляют зачистку поврежденных поверхностей крестовины стрелочного перевода - на сердечнике 1, горловине 2 и в желобе 3 для устранения дефектов (выкрашивания и раковин), а также очищают от грязи.
Длина участка зачистки абразивным инструментом должна соответствовать длине участка восстановления, с допуском на увеличение до 10 мм.
При необходимости, после вышлифовки дефектного места до чистого металла проводят визуальную капиллярную дефектоскопию и в случае выявления поверхностных трещин, раковин, пор - они дополнительно вышлифовываются.
После вышлифовки дефектного металла крестовины стрелочного перевода, крестовину следует насухо протереть для удаления остатков средств капиллярной дефектоскопии с поверхности.
Обмер крестовин перед наплавкой, в процессе наплавки и после обработки наплавленного слоя осуществляют штангенциркулем путевым тип ПШВ, шаблоном путевым тип ПШ-1520, ЦУП-3 и ПШ-02, при выполнении замеров определяют, например, ширину колеи, ширину желобов, глубину желобов у острия сердечника крестовины, износ по высоте головки рельсов крестовин, боковой износ головки рельсов крестовин. Проверку прямолинейности проводят с помощью линейки длиной 1000 мм.
Послойную наплавку зачищенных участков крестовины стрелочного перевода начинают с послойной наплавкой сердечника, предварительно в каждый желоб с двух сторон сердечника устанавливают медные пластины для сохранения геометрии желоба крестовины, причем первые медные пластины сначала устанавливают в желоб горизонтально, затем вторые медные пластины устанавливают под углом к первым по боковым поверхностям сердечника.
Медные пластины служат для более плотного и равномерного распределения наплавляемых слоев, что в свою очередь увеличивает качество наплавленного металла, позволяет избегать появления пор, несплавлений в наплавленном металле, а также для отвода тепла от наплавляемого слоя в целях исключения деформации самой крестовины, что позволяет повысить долговечность использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления, а также для упрощения работы при наплавке.
Установка медных пластин обеспечивает заданный профиль сердечника наплавляемой крестовины, после установки медных пластин производят наплавку сердечника: сначала производят наплавку по краям сердечника для обозначения геометрии и размеров сердечника, затем проводят наплавку оставшейся части сердечника, общее количество наплавленных валков составляет, например, 7 штук.
По завершению наплавки сердечника, медные пластины убираются из желобов.
Перед послойной наплавкой горловины для сохранения геометрии желоба крестовины медные пластины устанавливают в каждый желоб по краям каждой горловины, причем первые медные пластины сначала устанавливают в желоб горизонтально, затем вторые медные пластины устанавливают под углом к первым по боковым поверхностям горловины.
Установка медных пластин обеспечивает заданный профиль горловины наплавляемой крестовины, после установки медных пластин производят наплавку приступают к послойной наплавке бокового износа головки рельса в горловине крестовины, начиная с низа желоба, накладывая сварочные валики на боковые грани головки со стороны рабочего канта до верха головки рельса для более плотного формирования слоев, во избежание несплавлений и для качественного формирования наплавленного слоя, что позволяет повысить долговечность использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
После этого производят восстановление вертикального износа наплавкой плоскости катания головки рельсов, при наплавке вертикального износа головки рельсов в горловине крестовины соблюдается порядок наложения сварочных валиков, как и в сердечниках крестовин, для более плотного формирования слоев, во избежание несплавлений и для качественного формирования наплавленного слоя, что позволяет повысить долговечность использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
Общее количество наплавленных валков на горловине составляет, например, 7 штук.
По завершению наплавки горловины медные пластины убираются из желобов.
Сердечники и головки рельсов в горловине крестовины, для плавного перекатывания колес вагонов, наплавляются до одинаковой высоты.
После восстановления поверхности катания крестовины производят наплавку наката в ее желобах.
Для этого в средней части крестовины не менее как по 100 мм. в обе стороны от математического центра крестовины наплавляют горизонтальную площадку на 12 мм. ниже верхней плоскости катания, во избежание схода трамвая, что позволяет повысить долговечность использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
От средней части крестовины к концам на протяжении 350-400 мм. с каждой стороны наплавку производят с уклоном 1/30 (понижение 1 мм на длине 30 мм пока глубина желоба не станет равна 25 мм). За пределами этого участка крестовины дну желоба придают уклон 1/4-1/5, пока наплавка не сойдет на нет.
При таком виде наката длина наплавки в каждом желобе крестовины составляет 900-1000 мм. до полного устранения дефекта, при этом количество валиков, наплавленных в желобе составляет, например, не менее 4, а глубина желоба по центру крестовины составляет от 10 до 19 мм, что позволяет поддерживать оптимальный температурный режим с целью исключения перегрева крестовины и недопущения деформации. В следствие чего образуется однородная структура наплавленного металла, которая соответствует структуре металла наплавленной крестовины, т.е. получается однородный металл по структуре, крепости и твердости, который позволяет повысить долговечность использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
Схема продольного профиля наката для крестовин из желобчатых и железнодорожных рельсов приведены на фиг. 3, 4. Наплавку желобов производят от центра к концам крестовины следующим порядком: наплавляют первый слой в одном желобе, переходят к наплавке в другом желобе (1-2 фиг. 2), в таком же порядке, производят наплавку и последующих слоев (3-4 фиг. 2) для получения более оптимального температурного режима крестовины, что позволяет повысить долговечность использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
После производства всех этапов изношенных поверхностей крестовины стрелочного перевода трамвайного пути крестовину зашлифовывают до ее изначальных параметров, которые тождественны поперечному профилю новой (не наплавленной) крестовины и соответствуют заданным размерам чертежа на данную крестовину.
По завершению шлифовальных работ данную крестовину необходимо протереть от всех загрязнений и дождаться ее остывания до 50°С, затем произвести цветную капиллярную дефектоскопию.
Для наплавки крестовины стрелочного перевода применяют самозащитные порошковые проволоки диаметром от 1,2 до 2,6 мм., которые обеспечивают требуемые прочностные характеристики.
Используют следующий режим наплавки порошковой проволоки:

После каждого нанесения первого и последующих валиков на всех этапах наплавки изношенных поверхностей крестовины стрелочного перевода трамвайного пути отбивают шлак сварочным молотком и зачищают место наплавки металлической щеткой.
При необходимости, после вышлифовки дефектного места до чистого металла, проводят визуальную капиллярную дефектоскопию и в случае выявления поверхностных трещин, раковин, пор - они дополнительно вышлифовываются.
Наплавленный слой должен быть ровным, плотным, без пропусков, полостей и раковин, не иметь бугров, выступов или подтеков. На границе выполнения работ должен быть выполняют плавный отвод по путевому шаблону и уровню.
Твердость наплавленного металла в исходном состоянии после сварки должна составлять не менее 20 HRC, после механического упрочнения (наклепа) - не менее 40 HRC, в соответствии с ГОСТ 26101.
При необходимости, на всех этапах после наплавки выявляют с помощью цветной капиллярной дефектоскопии по ГОСТ 18442 с соблюдением следующих требований: при цветной капиллярной дефектоскопии температура контролируемой поверхности должна быть не более 50°С; на контролируемой поверхности не допускается наличие масла и загрязнений и в случае выявления поверхностных трещин, раковин, пор - они дополнительно вышлифовываются.
Капиллярную дефектоскопию проводят с использованием красной проникающей жидкости, например, пенетранта, белой проявляющей краски, например, проявителя, и очистителя, позволяющие выявить поверхностные дефекты до и после наплавки.
При использовании заявленного изобретения каждый отличительный существенный признак формулы изобретения влияет на достижение технического результата, т.к. выявлена и описана причинно-следственная связь между техническим результатом и совокупностью отличительных существенных признаков изобретения.
Наличие отличительных существенных признаков изобретения в техническом решении позволяет достичь при использовании, заявленный технический результат: повышение долговечности использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления.
Изобретение относится к методам восстановления изношенных поверхностей крестовины стрелочного перевода трамвайного пути. В способе, перед послойной наплавкой сердечника (1) и горловины (2) для сохранения геометрии желоба (3) крестовины в желоб устанавливают медные пластины (4), по завершению наплавки сердечника (1) и горловины (2) медные пластины (4) убирают из желобов (3). После восстановления поверхности катания крестовины в средней части крестовины не менее, чем по 100 мм в обе стороны от математического центра крестовины, наплавляют горизонтальную площадку на 12 мм ниже верхней плоскости катания, затем производят наплавку наката в ее желобах (3). Достигается повышение долговечности использования восстановленной крестовины стрелочного перевода трамвайного пути с сохранением прочностных характеристик крестовины после восстановления. 5 з.п. ф-лы, 4 ил.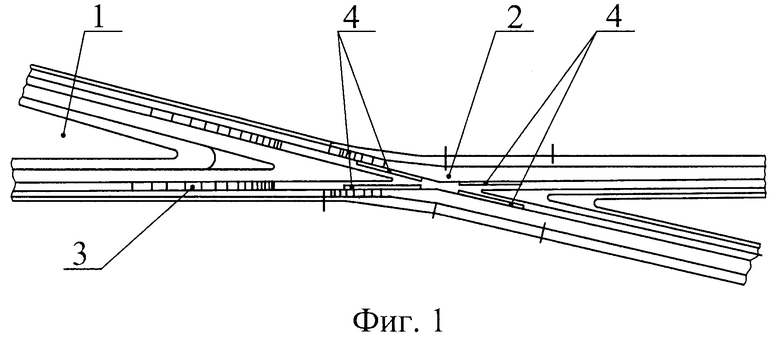
1. Способ восстановления изношенной поверхности крестовины стрелочного перевода трамвайного пути, при котором осуществляют обмер крестовин перед наплавкой, в процессе наплавки и после обработки наплавленного слоя, зачистку поврежденных поверхностей, имеющих дефекты, послойную наплавку зачищенных участков, при которой сначала проводят послойную наплавку сердечника, наплавляя контурные сварочные валики по краям сердечника для обозначения размеров и направления наплавки от вершины сердечника, механическую обработку наплавленных поверхностей, капиллярную дефектоскопию, отличающийся тем, что перед послойной наплавке сердечника и горловины для сохранения геометрии желоба крестовины в желоб устанавливают медные пластины, по завершению наплавки сердечника и горловины медные пластины убирают из желобов, и приступают к послойной наплавке бокового износа головки рельса в горловине крестовины, начиная с низа желоба, и послойной наплавке вертикального износа плоскости катания головки рельса, после восстановления поверхности катания крестовины в средней части крестовины не менее, чем по 100 мм в обе стороны от математического центра крестовины, наплавляют горизонтальную площадку на 12 мм ниже верхней плоскости катания, затем производят наплавку наката в ее желобах, наплавку желобов производят от центра к концам крестовины следующим порядком: наплавив первый слой в одном желобе, переходят к наплавке в другом желобе, в таком же порядке производят наплавку и последующих слоев, длина наплавки в каждом желобе крестовины составляет 900-1000 мм до полного устранения дефекта.
2. Способ ремонта по п. 1, отличающийся тем, что длина участка зачистки поврежденных поверхностей, имеющих дефекты, должна соответствовать длине участка наплавки, с допуском на увеличение до 10 мм.
3. Способ ремонта по п. 1, отличающийся тем, что перед послойной наплавкой сердечника для сохранения геометрии желоба крестовины медные пластины устанавливают в каждый желоб с двух сторон сердечника, причем первые медные пластины сначала устанавливают в желоб горизонтально, затем вторые медные пластины устанавливают под углом к первым по боковым поверхностям сердечника.
4. Способ ремонта по п. 1, отличающийся тем, что перед послойной наплавкой горловины для сохранения геометрии желоба крестовины медные пластины устанавливают в каждый желоб по краям каждой горловины причем первые медные пластины сначала устанавливают в желоб горизонтально, затем вторые медные пластины устанавливают под углом к первым по боковым поверхностям горловины.
5. Способ ремонта по п. 1, отличающийся тем, что при послойной наплавке бокового износа головок рельсов в горловине крестовины сварочные валики накладывают на боковые грани головки со стороны рабочего канта до верха головки рельса.
6. Способ ремонта по п. 1, отличающийся тем, что наплавку слоев в желобах производят от центра к концам крестовины.

