ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
Данная заявка претендует на приоритет и эффект изобретения в соответствии с заявкой на патент США с номером US 16/904819, поданной 18 июня 2020 г., которая является частичным продолжением заявки на патент США с номером US 15/965363, поданной 27 апреля 2018 г., в которой заявлен приоритет и эффект в соответствии с предварительной заявкой на патент США с номером US 62/492054, поданной 28 апреля 2017 г., и предварительной заявкой на патент США с номером US 62/500262, поданной 2 мая 2017 г., содержание каждой из которых полностью включено в данную работу посредством ссылки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Прилагаемые графические материалы являются частью раскрытия настоящего изобретения и включены в описание. Графические материалы изображают иллюстративные варианты осуществления изобретения и вместе с описанием и формулой изобретения служат для пояснения различных принципов, признаков или аспектов изобретения. Некоторые варианты осуществления изобретения более подробно описаны ниже со ссылкой на прилагаемые графические материалы. Однако различные аспекты изобретения могут быть реализованы во многих различных формах, и их не следует рассматривать как ограничивающиеся вариантами осуществления, изложенными в настоящем документе. На всех рисунках подобные номера позиций относятся к подобным, но не обязательно одинаковым или идентичным элементам.
Фиг. 1 является изометрическим видом сверху ситового элемента согласно варианту осуществления настоящего изобретения.
Фиг. 1А является видом сверху ситового элемента, изображенного на Фиг. 1, согласно варианту осуществления настоящего изобретения.
Фиг. 1В является изометрическим видом снизу ситового элемента, изображенного на Фиг. 1, согласно варианту осуществления настоящего изобретения.
Фиг. 1С является видом снизу ситового элемента, изображенного на Фиг. 1, согласно варианту осуществления настоящего изобретения.
Фиг. 2 является увеличенным видом сверху вырезанного участка ситового элемента, изображенного на Фиг. 1, согласно варианту осуществления настоящего изобретения.
Фиг. 3 является изометрическим видом концевого подситника, демонстрирующим ситовые элементы до их крепления к концевому подситнику, согласно варианту осуществления настоящего изобретения.
Фиг. 3А является разнесенным изометрическим видом концевого подситника, изображенного на Фиг. 3, содержащего прикрепленные к нему ситовые элементы, согласно варианту осуществления настоящего изобретения.
Фиг. 4 иллюстрирует пример сита в сборе, полученного из ситовых элементов и подситниковых структур, описанных ниже со ссылкой на Фиг. с 1 по 3А, согласно варианту осуществления настоящего изобретения.
Фиг. 5 иллюстрирует результаты реальных полевых испытаний сит в сборе согласно варианту осуществления настоящего изобретения.
Фиг. 6А иллюстрирует вид сверху ситового элемента, который включает отверстия сита (отверстия для просеивания), имеющие скругленные углы, согласно варианту осуществления настоящего изобретения.
Фиг. 6В иллюстрирует вид сбоку ситового элемента по Фиг. 6А согласно варианту осуществления настоящего изобретения.
Фиг. 6С иллюстрирует вид сверху в разобранном виде участка поверхности ситового элемента, показанного на Фиг. 6А, показывающий отверстия сита, имеющие скругленные углы, согласно варианту осуществления настоящего изобретения.
Фиг. 7А иллюстрирует вид сверху ситового элемента, который включает выровненные в поперечном направлении отверстия сита согласно варианту осуществления настоящего изобретения.
Фиг. 7В иллюстрирует вид сверху в разобранном виде части ситового элемента, показанного на Фиг. 7А, показывающий детали выровненных в поперечном направлении отверстий сита согласно варианту осуществления настоящего изобретения.
Фиг. 7С иллюстрирует вид сверху ситового элемента, который включает выровненные в продольном направлении отверстия сита согласно варианту осуществления настоящего изобретения.
Фиг. 7D иллюстрирует вид сверху в разобранном виде части ситового элемента, показанного на Фиг. 7С, показывающий детали выровненных в продольном направлении отверстий сита согласно варианту осуществления настоящего изобретения.
Фиг. 8А иллюстрирует вид в поперечном сечении элемента поверхности, имеющего толщину примерно 0,007 дюйма, в согласно варианту осуществления настоящего изобретения.
Фиг. 8В иллюстрирует вид в поперечном сечении первого элемента поверхности, имеющего толщину примерно 0,005 дюйма, согласно варианту осуществления настоящего изобретения.
Фиг. 8С показан вид в поперечном сечении второго элемента поверхности, имеющего толщину примерно 0,005 дюйма, согласно варианту осуществления настоящего изобретения.
Фиг. 9 иллюстрирует вид сверху ситового элемента и рамы в сборе с различными областями, которые могут быть приварены лазером к нижележащему (т.е. расположенному под ним) подситнику, согласно варианту осуществления настоящего изобретения.
Фиг. 10 иллюстрирует профиль амплитуды колебаний ситового элемента, который частично соединен с подситником, согласно варианту осуществления настоящего изобретения.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом относится к композициям, устройствам, способам и применениям термопластичных полиуретанов (TPU; от англ.: thermoplastic polyurethane). Варианты TPU композиций по настоящему изобретению можно использовать в способах инжекционного формования (литья под давлением) для получения ситовых элементов для использования в вибрационных просеивающих машинах. Вибрационные просеивающие машины обеспечивают возможность возбуждения вибраций установленного в них сита, так что материалы, помещенные на сито, можно разделить до желаемого уровня. Материалы слишком большого размера при этом отделяются от материалов слишком маленького размера. Раскрытые композиции и ситовые элементы можно использовать в технологических областях, относящихся к нефтедобывающей промышленности, разделению нефти и газа, горнодобывающей промышленности, водоочистке, и в других родственных промышленных применениях.
Раскрытые варианты осуществления настоящего изобретения обеспечивают ситовые элементы, которые удовлетворяют высоким требованиям: мелкие отверстия, размер которых лежит в диапазоне от примерно 43 мкм до примерно 100 мкм, которые эффективно пропускают частицы сходного размера; сита с большой площадью поверхности порядка нескольких квадратных футов, имеющие большую открытую площадь просеивания, лежащую в диапазоне от 30% до 35%; сита, являющиеся термически и механически стабильными, которые могут выдерживать жесткие условия во время эксплуатации, такие как компрессионная нагрузка (например, силы, лежащие в диапазоне от 1500 фунтов до 3000 фунтов (что составляет примерно от 560 кг до 1120 кг), приложенные к краям ситовых элементов, и вибрационные ускорения до 10д) и загрузка высокотемпературными материалами (например, имеющими температуру, лежащую в диапазоне от 37°С до 94°С) со значительными весовыми нагрузками и жесткие химические и абразивные состояния материалов, подлежащих просеиванию.
Варианты осуществления материалов и способов по настоящему изобретению обеспечивают гибридный подход, в котором маленькие ситовые элементы получают посредством микроформования с использованием TPU материалов по настоящему изобретению, чтобы гарантированно изготовить мелкие структуры с размером, лежащим в диапазоне от примерно 43 мкм до примерно 100 мкм, для получения ситовых элементов, имеющих большую открытую площадь просеивания. TPU материалы по настоящему изобретению, как более подробно обсуждается ниже, включают варианты осуществления, отличающиеся оптимизированными количествами наполнителя, термостабилизатора и агента, повышающего текучесть, в качестве добавок к соответствующему термопластичному полиуретану. Эти добавки, в свою очередь, обеспечивают надежное крепление мелких ситовых элементов, например - посредством лазерной сварки, к подситниковым структурам для обеспечения механической стабильности, позволяющей выдерживать большие механические нагрузки и ускорения, указанные выше. Например, в качестве материала-наполнителя можно использовать стекловолокна, которые обеспечивают упрочнение TPU материала и, в свою очередь, позволяют надежное крепление ситовых элементов к подситниковым структурам с повышенной структурной стабильностью. Однако добавление больших количеств стекловолокон может привести к повышенной трудности лазерной сварки, обусловленной тем, что преломляющие свойства стекла создают помехи для лазерных систем. Любое количество добавки также обязательно приведет к разбавлению термопластичного уретана. Сходным образом, следует добавлять минимальное, но эффективное количество термостабилизатора, причем количество добавки должно быть достаточным для того, чтобы конечная структура могла выдерживать добавление высокотемпературных материалов, как описано выше.
Как более подробно обсуждается ниже, количество добавок в TPU композициях по настоящему изобретению можно также варьировать в зависимости от желаемой толщины Т элементов поверхности ситовых элементов, что подробно обсуждено в заявках на патент US 15/965195 и 62/648771, содержание которых полностью включено в данную публикацию посредством ссылки. Например, как обсуждается в заявке на патент US 15/965195 в абзацах с [00366] по [00373] и соответствующих таблицах с 1 по 4, толщину Т элементов поверхности ситовых элементов можно варьировать с целью максимального увеличения открытой площади просеивания сита в сборе, что обеспечит повышенную эффективность сита в сборе во время эксплуатации.
Множество (совокупность) таких оптимизированных подситниковых структур можно затем собрать в ситовые структуры, имеющие большие площади поверхности порядка нескольких квадратных футов. Сита в сборе, основанные на TPU композициях по настоящему изобретению, можно использовать, например, способом, описанным в заявках на патенты US 15/965195 и US 62/648771. Например, как описано в заявке на патент US 15/965195 в абзацах с [0017] по [0021] описания, решетчатый каркас, основанный на TPU композициях по настоящему изобретению, может обеспечить необходимую устойчивость против повреждения или деформации при значительных вибрационных нагрузках, которым он подвергается, будучи прикрепленным к вибрационной просеивающей машине. Подситники, будучи собранными с образованием полного сита в сборе, являются достаточно прочными не только для того, чтобы выдерживать силы, необходимые для крепления сита в сборе к вибрационной просеивающей машине, но и для того, чтобы выдерживать экстремальные условия, которые могут существовать при вибрационной нагрузке. Как подробно обсуждается в абзацах с [00280] по [00282] описания заявки на патент US 15/965195, способ крепления ситовых элементов к подситнику может включать лазерную сварку плавких брусков, расположенных на подситниках. Поэтому TPU композиции по настоящему изобретению можно использовать для изготовления указанных вибрационных просеивающих устройств, способных выдерживать экстремальные условия, которые обсуждаются в данной публикации и в заявке на патент US 15/965195.
Ситам в сборе, основанным на TPU композициях по настоящему изобретению, также можно придать конфигурацию, позволяющую установить их в вибрационных просеивающих машинах, описанных в заявках на патент US 7578394; US 5332101; US 6669027; US 6431366 и US 6820748. Такие сита в сборе могут включать: боковые участки или соединительные бруски, включающие U-образные элементы, предназначенные для приема установленных сверху натяжных элементов, как описано в патенте US 5332101; боковые участки или соединительные бруски, включающие отверстия для приема штырей, предназначенные для приема нижних натяжных элементов, как описано в патенте US 6669027; боковые элементы или соединительные бруски для компрессионной нагрузки, как описано в патенте US 7578394; или они могут иметь конфигурацию, обеспечивающую крепление и загрузку в многоярусных машинах, таких как машины, описанные в патенте US 6431366.
Сита в сборе и/или ситовые элементы, основанные на TPU композициях по настоящему изобретению, могут иметь конфигурацию, включающую признаки, описанные в патенте US 8443984, в том числе описанные в нем технологии направленной сборки и технологии заводского изготовления панелей. Кроме того, сита в сборе и ситовые элементы, основанные на TPU композициях по настоящему изобретению, могут иметь конфигурацию, позволяющую их включение в технологии предварительного просеивания и совместимую с конфигурациями монтажных конструкций и сит, описанными в патентах US 7578394; US 5332101; US 4882054; US 4857176; US 6669027; US 7228971; US 6431366; US 6820748; US 8443984 и US 8439203. Содержания всех этих патентных публикаций, совместно с семействами аналогичных патентов и заявок на патенты, а также патентов и заявок на патенты, на которые даны ссылки в этих документах, полностью включены в данную публикацию посредством ссылки.
ПРИМЕРЫ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ СИТ
Ситовые элементы, изготовленные из термореактивных и термопластичных полимеров, описаны в указанных выше патентных документах (то есть в предварительных заявках на патент США с регистрационными номерами US 61/652039 и US 61/714882; в заявке на патент US 13/800826; в патенте US 9409209; в патенте US 9884344; и в заявке на патент US 15/851099), содержание которых полностью включено в данную публикацию посредством ссылок.
Фиг. с 1 по 3А иллюстрируют пример варианта осуществления ситовых элементов, изготовленных способами инжекционного формования с использованием TPU композиций по настоящему изобретению. Фиг. с 1 по 1С демонстрируют вариант осуществления ситового элемента 416, имеющего по существу параллельные концевые участки 20 ситового элемента и по существу параллельные боковые участки 22 ситового элемента, которые являются по существу перпендикулярными концевым участкам 20 ситового элемента. Ситовый элемент 416 может включать совокупность (множество) суживающихся к концу конических отверстий 470, которые могут облегчать извлечение ситового элемента 416 из формы, как более подробно описано в указанных выше патентных документах. Ситовый элемент 416 может дополнительно включать направляющие отверстия 424, которые могут быть расположены в центре ситового элемента 416 и на каждом из четырех углов ситового элемента 416. Направляющие отверстия 424 предназначены для крепления ситового элемента 416 к подситниковым структурам, как описано более подробно ниже со ссылками на Фиг. 3 и Фиг. 3А.
Как показано на Фиг. 1 и Фиг. 1А, ситовый элемент 416 имеет просеивающую поверхность 13, которая включает твердые элементы 84 поверхности, проходящие параллельно концевым участкам 20 ситового элемента и формирующие отверстия 86 сита, что также показано в виде крупным планом на Фиг. 2 и более подробно описано ниже.
Фиг. 1В и Фиг. 1С демонстрируют вид снизу ситового элемента 416, имеющего первый опорный элемент 28 ситового элемента, проходящий между концевыми участками 20 и являющийся по существу перпендикулярным конечным участкам 20. Фиг. 1 В также демонстрирует второй опорный элемент 30 ситового элемента, перпендикулярный первому опорному элементу 28 ситового элемента, который проходит между боковыми краевыми участками 22, является приблизительно параллельным концевым участкам 20 и является по существу перпендикулярным боковым участкам 22. Ситовый элемент может дополнительно включать первую серию усиливающих элементов 32, по существу параллельных боковым краевым участкам 22, и вторую серию усиливающих элементов 34, по существу параллельных концевым участкам 20. Концевые участки 20, боковые краевые участки 22, первый опорный элемент 28 ситового элемента, второй опорный элемент 30 ситового элемента, первая серия усиливающих элементов 32 и вторая серия усиливающих элементов 34 структурно стабилизируют элементы 84 поверхности и отверстия 86 сита во время различных нагрузок, включая распределение компрессионной силы и/или условия вибрационной нагрузки.
Как показано на Фиг. 1В и Фиг. 1С, ситовый элемент 416 может включать одно или более соединительных устройств 472, которые могут включать множество выступов, полостей или комбинацию выступов и полостей. В данном примере соединительное устройство 472 является множеством полостей. Соединительное устройство 472 имеет конфигурацию, соответствующую комплементарным соединительным устройствам подситниковой структуры. Например, подситниковая структура 414 (изображенная на Фиг. 3 и Фиг. 3А) имеет множество соединительных брусков 476 и 478, которые соответствуют полостям 472 ситового элемента 416, что более подробно описано ниже со ссылкой на Фиг. 3 и Фиг. 3А.
Как проиллюстрировано на Фиг. 2, отверстия 86 сита могут быть удлиненными щелями, имеющими длину L вдоль первого направления и ширину W вдоль второго направления, которые разделены элементами 84 поверхности, имеющими толщину Т вдоль второго направления. Толщину Т можно варьировать в зависимости от применения сита и конфигурации отверстий 86 сита. Толщину Т можно выбрать в диапазоне от примерно 0,003 дюйма до примерно 0,020 дюйма (то есть от примерно 76 мкм до примерно 508 мкм), в зависимости от желаемой открытой площади просеивания и ширины отверстий 86 сита. В примере варианта осуществления настоящего изобретения толщина Т элементов поверхности может быть равна 0,015 дюйма (то есть 381 мкм). Однако свойства композиций по настоящему изобретению позволяют получение более тонких элементов поверхности, например - элементов поверхности, имеющих толщину Т, равную 0,007 дюйма (то есть 178 мкм). Чем меньше толщина Т элементов поверхности, тем больше площадь просеивания ситового элемента. Например, толщина Т, равная 0,014 дюйма (что соответствует примерно 356 мкм), обеспечит ситовый элемент, открытый примерно на 10-15%, тогда как толщина Т, равная 0,003 дюйма (что соответствует примерно 76 мкм), обеспечит ситовый элемент, открытый примерно на 30-35%, за счет чего увеличится открытая площадь просеивания.
Как указано выше, отверстия 86 сита имеют ширину W. В примерах вариантов осуществления настоящего изобретения ширина W может лежать в диапазоне от примерно 38 мкм до примерно 150 мкм (то есть от примерно 0,0015 дюймов до примерно 0,0059 дюймов) между внутренними поверхностями каждого элемента 84 поверхности сита. Отношения длины к ширине отверстий могут лежать в диапазоне от 1:1 (что соответствует круглым порам) до 120:1 (то есть длинные узкие щели). В примерах вариантов осуществления настоящего изобретения отверстия предпочтительно могут быть прямоугольными и могут иметь отношение длины к ширине, лежащее в диапазоне от примерно 20:1 (например - длина равна 860 мкм, ширина равна 43 мкм) до примерно 30:1 (то есть длина равна примерно 1290 мкм, и ширина равна примерно 43 мкм). Отверстия сита необязательно должны быть прямоугольными, но могут быть сформованы посредством инжекционного формования термопластичного материала так, чтобы они имели любые формы, подходящие для конкретного применения, связанного с просеиванием, в том числе - приблизительно квадратные, круглые и/или овальные.
Как более подробно описано ниже, для повышения стабильности элементы 84 поверхности сита могут включать встроенные волокнистые материалы (например, стекловолокна), которые могут проходить по существу параллельно концевым участкам 20. Ситовый элемент 416 может быть единой деталью, сформованной посредством инжекционного формования. Также ситовый элемент 416 может также включать несколько деталей, сформованных посредством инжекционного формования термопластичного материала, каждая из которых имеет конфигурацию, вмещающую одно или более отверстий сита. Использование мелких ситовых элементов 416, сформованных посредством инжекционного формования термопластичного материала, которые прикреплены к каркасу сита, как описано ниже, обеспечивает значительные преимущества перед ситами в сборе согласно предшествующему уровню техники, что более подробно описано в указанных выше патентных документах.
Фиг. 3 и Фиг. 3А иллюстрируют способ крепления ситовых элементов 416 к концевому блоку 414 подситника согласно варианту осуществления настоящего изобретения. Ситовые элементы 416 можно выровнять относительно концевого блока 414 подситника с помощью удлиненных крепежных элементов 444 (подситника 414), которые совмещают с направляющими отверстиями 424 на нижней стороне ситового элемента 416 (например, см. Фиг. с 1 по 1С). При этом удлиненные крепежные элементы 444 подситника 414 входят в направляющие отверстия 424 ситового элемента 416. Удлиненные крепежные элементы 444 концевого подситника 414 можно затем расплавить для заполнения конусообразных просветов направляющих отверстий 424 ситового элемента, чтобы тем самым прикрепить ситовый элемент 416 к блоку 414 подситника. Крепление с помощью удлиненных крепежных элементов 444 и направляющих отверстий 424 ситового элемента является всего лишь одним из способов крепления ситового элемента 416 к подситнику 414.
Альтернативно, ситовый элемент 416 можно прикрепить к концевому подситнику 414 с использованием клеев, крепежных деталей и крепежных отверстий, лазерной сварки и т.п. Как описано выше, соединительные бруски 476 и 478 подситника 414 (см., например, Фиг. 3 и Фиг. 3А) могут иметь конфигурацию, позволяющую их введение в полости 472 ситового элемента 416 (см., например, Фиг. с 1 по 3С). После подачи тепла (например, при лазерной сварке и т.п.) соединительные бруски 476 и 478 могут расплавиться с образованием соединения между ситовым элементом 416 и подситником 414 после охлаждения.
Размещение ситовых элементов 416 на подситниках (например, на подситнике 414), которые также могут быть сформованы посредством инжекционного формования термопластичного материала, обеспечивает легкую сборку полных сит в сборе с очень мелкими отверстиями для просеивания. Размещение ситовых элементов 416 на подситниках также позволяет значительные вариации общего размера и/или конфигурации сита 10 в сборе, которые можно изменять, включая большее или меньшее количество подситников или подситники, имеющие различные формы, и т.п. Кроме того, можно собрать сито в сборе, имеющее различные размеры отверстий сита или градиент размеров отверстий сита посредством простого размещения ситовых элементов 416 с отверстиями сит различного размера на подситниках и соединения подситников с получением желаемой конфигурации.
Сита, описанные выше со ссылкой на Фиг. с 1 по 3 и раскрытые в указанных выше патентных документах, имеют маленькие отверстия для просеивания, пригодные для использования в качестве ситовых элементов. TPU композиции по настоящему изобретению дополнительно обеспечивают эффективные характеристики этих сит в каждой из следующих ключевых областей: структурная стабильность и долговечность; способность выдерживать нагрузку компрессионного типа; способность выдерживать высокие температуры; длительный срок службы несмотря на потенциальное истирание, надрезы или разрывы; и способы изготовления, которые не являются слишком сложными, требующими длительного времени или ненадежными.
Поэтому существует потребность в усовершенствованных TPU композициях, имеющих улучшенные химические свойства, которые можно было бы формовать посредством инжекционного формования с получением ситовых элементов и сит в сборе, обладающих улучшенными физическими свойствами.
Композиции по настоящему изобретению обычно включают TPU материал, термостабилизатор, выбранный для оптимизации термостойкости композиции, агент, повышающий текучесть, выбранный для оптимизации использования композиции в инжекционном формовании, и материал-наполнитель, выбранный для оптимизации жесткости полученного композитного материала. Наполнитель может быть включен в количестве, составляющем менее примерно 10% от массы TPU. В варианте осуществления настоящего изобретения наполнитель использован в количестве, равном примерно 7% от массы TPU. В других иллюстративных вариантах осуществления настоящего изобретения наполнитель использован в количествах, составляющих менее примерно 7% от массы TPU, менее примерно 5% от массы TPU или менее примерно 3% от массы TPU.
Пример материала-наполнителя включает стекловолокна. Стекловолокна могут быть включены в количестве, которое позволяет использовать композицию в инжекционном формовании, улучшает жесткость композиции при отвердевании, повышает термостойкость конечного продукта и не препятствует лазерной сварке композиции с другими материалами.
Начальная длина стекловолокон может лежать в диапазоне от примерно 1,0 мм до примерно 4,0 мм. В варианте осуществления настоящего изобретения стекловолокна могут иметь начальную длину, равную примерно 3,175 мм (то есть 1/8 дюйма). Стекловолокна могут также иметь диаметр менее примерно 20 мкм, например - лежащий в диапазоне от примерно 2 мкм до примерно 20 мкм. В иллюстративном варианте осуществления настоящего изобретения стекловолокна имеют диаметр, лежащий в диапазоне от примерно 9 мкм до примерно 13 мкм. В дополнительных вариантах осуществления стеклянные волокна имеют диаметр от примерно 10 мкм до примерно 14 мкм. В дополнительных вариантах осуществления стеклянные волокна могут иметь начальную длину 1/8 дюйма или менее. Например, стеклянные волокна могут иметь начальную длину 1/8 дюйма, 1/16 дюйма, 1/32 дюйма, 1/64 дюйма и т.д. В других вариантах осуществления стеклянные волокна могут иметь начальную длину в диапазоне от примерно 200 мкм до примерно 800 мкм. После обработки стеклянные волокна могут иметь длину, значительно меньшую исходной длины. Например, стеклянные волокна могут иметь конечную длину менее 1 мкм. В дополнительных вариантах осуществления стеклянные волокна могут иметь начальную длину примерно 4 мм и конечную длину после обработки примерно 0,5 мм.
TPU материал может быть изготовлен из преполимера (форполимера) с низким содержанием свободных изоцианатных мономеров. В примере варианта осуществления настоящего изобретения в качестве преполимера с низким содержанием свободных изоцианатных мономеров может быть выбран п-фенилендиизоцианат.В других вариантах осуществления настоящего изобретения могут быть выбраны другие преполимеры. TPU можно вначале получить посредством реакции уретанового преполимера с отверждающим агентом. Может быть выбран уретановый преполимер, имеющий содержание свободных полиизоцианатных мономеров менее 1 масс. %. В дополнительных вариантах осуществления материал TPU может представлять собой сложнополиэфирный полиуретан, модифицированный метилендифенилдиизоцианатом (MDI, от англ. methylene diphenyl di-isocyanate) или толуолдиизоцианатом (TDI, от англ. toluene di-isocyanate). В различных вариантах осуществления модифицированный сложный полиэфир представляет собой материал, в котором боковые цепи были модифицированы для повышения устойчивости к гидролизу.
Полученный материал можно затем подвергнуть термической обработке посредством экструзии при температурах, равных 150°С или выше, с получением TPU полимера. Уретановый преполимер можно получить из полиизоцианатного мономера и полиола, включающего алкандиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактоновый полиол, поликарбонатный полиол, диамин или производное диамина.
Согласно варианту осуществления настоящего изобретения, термостабилизатор, указанный выше, может быть включен в количестве, лежащем в диапазоне от примерно 0,1% до примерно 5% от массы TPU. Термостабилизатор может быть стерически затрудненным фенольным антиоксидантом. Стерически затрудненный фенольный антиоксидант может быть пентаэритритола тетракис(3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионатом) (регистрационный номер CAS 6683-19-8). Необязательно может быть включен стабилизатор против ультрафиолетового (УФ) излучения. В некоторых вариантах осуществления настоящего изобретения термостабилизатор также служит стабилизатором против УФ излучения.
Согласно варианту осуществления настоящего изобретения, агент, повышающий текучесть, указанный выше, может быть включен в количестве, лежащем в диапазоне от примерно 0,1% до примерно 5% от массы TPU. В качестве агента, повышающего текучесть, может быть выбран этиленстеарамидный воск. Этиленстеарамидный воск может включать N,N'-1,2-этандиил-бис-октадеканамид (регистрационный номер CAS 110-30-5) и стеариновую кислоту (регистрационный номер CAS 57-11-4). В других вариантах осуществления настоящего изобретения могут быть выбраны другие агенты, повышающие текучесть.
Согласно варианту осуществления настоящего изобретения, стекловолокна, указанные выше, могут иметь диаметр или ширину, лежащие в диапазоне от примерно 2 мкм до примерно 20 мкм, от примерно 9 мкм до примерно 13 мкм, или они могут иметь диаметр или ширину, равные примерно 11 мкм. Стекловолокна могут иметь начальную длину, лежащую в диапазоне от примерно 3,1 мм до примерно 3,2 мм. Конечная средняя длина стекловолокон в отвержденном состоянии после инжекционного формования может быть менее примерно 1,5 мм из-за разламывания волокон во время обработки. В конечном отвержденном состоянии после инжекционного формования волокна могут отличаться распределением по длине, лежащим в диапазоне от примерно 1,0 мм до примерно 3,2 мм, причем некоторые волокна остаются не сломанными (целыми). В других вариантах осуществления стеклянные волокна могут иметь меньшую начальную и конечную длину. Например, стеклянные волокна после обработки могут иметь начальную длину 1/8 дюйма, 1/16 дюйма, 1/32 дюйма, 1/64 дюйма и т.д. В других вариантах осуществления стеклянные волокна могут иметь начальную длину в диапазоне от примерно 200 мкм до примерно 800 мкм. После обработки стеклянные волокна могут иметь длину, значительно меньшую исходной длины. Например, стеклянные волокна могут иметь конечную длину менее 1 мм, менее 1 мкм и т.д.
Описываемые варианты осуществления настоящего изобретения включают способы получения и применения TPU композиций, пригодных для использования в инжекционном формовании промышленных изделий, имеющих мелкие поры. Способы по настоящему изобретению включают проведение реакции TPU, термостабилизатора, агента, повышающего текучесть, и материала-наполнителя при температуре, превышающей примерно 150°С, с получением TPU композиции. В других вариантах осуществления материал может быть получен путем включения меньшего количества компонентов. Например, может быть получена композиция, в которой отсутствует этот термостабилизатор, отсутствует агент, повышающий текучесть, отсутствует наполнитель или в которой отсутствуют два или более из этих компонентов. Наполнитель может включать стекловолокно, имеющее диаметр, лежащий в диапазоне от примерно 2 мкм до примерно 20 мкм, в количестве, выбранном для оптимизации жесткости промышленных изделий, сформованных из TPU композиции. TPU может быть поли карбонатным TPU, или может быть сложнополиэфирным или модифицированным сложнополиэфирным TPU (т.е. TPU на основе сложного полиэфира или модифицированного сложного полиэфира). TPU перед стадией проведения реакции может быть преполимером. Стекловолокно может присутствовать в количестве, лежащем в диапазоне от примерно 1% до примерно 10% от массы TPU. В варианте осуществления настоящего изобретения стекловолокно может присутствовать в количестве, равном примерно 7% от массы TPU.
Промышленные изделия, сформованные из композиций по настоящему изобретению, пригодны для соединения различными способами, включая лазерную сварку. В связи с этим полученные изделия можно сварить посредством лазерной сварки с другими изделиями, например - с опорными конструкциями.
Примеры промышленных изделий включают ситовые элементы для вибрационных сит, описанные выше. TPU материал по настоящему изобретению, описанный выше, можно затем использовать в способе инжекционного формования для получения ситового элемента. Для этого TPU материал можно ввести/инжектировать в соответствующим образом сконструированную форму при повышенной температуре. Температуру можно выбрать равной температуре, при которой TPU материал имеет достаточно низкую вязкость, позволяющую материалу затекать в форму. После охлаждения полученный отвержденный ситовый элемент можно вынуть из формы.
Полученный ситовый элемент может быть сконструирован так, чтобы он имел множество отверстий, имеющих ширину отверстий, лежащую в диапазоне от примерно 38 мкм до примерно 150 мкм. Сита с такими отверстиями можно использовать для удаления частиц из различных промышленных жидкостей с целью их фильтрации/очистки. Можно эффективно удалять частицы, размеры которых больше ширины отверстий. Желаемые термические свойства TPU материала позволяют ситовым элементам, изготовленным из TPU материала, эффективно удалять частицы при повышенных температурах (например, при рабочих температурах, лежащих в диапазоне от примерно 82°С до примерно 94°С).
Характеристики TPU композиций по настоящему изобретению и изготовленных из них изделий включают температурные характеристики и характеристики текучести, которые способствуют изготовлению очень тонких структур с высоким разрешением с использованием таких способов, как инжекционное формование. Полученные конечные продукты также обладают превосходной термической стабильностью при повышенных рабочих температурах (например - при температурах до примерно 94°С). Полученные структуры также проявляют достаточную структурную жесткость для того, чтобы выдерживать компрессионную нагрузку с сохранением мелких отверстий, позволяющих просеивание частиц микрометрового (микронного) размера. Структуры, изготовленные из TPU материалов по настоящему изобретению, также проявляют устойчивость к надрезам, надрывам и износостойкость, а также химическую стойкость в средах с высоким содержанием углеводородов (например, в таких средах, содержащих углеводороды, как дизельное топливо).
Термопластичные полиуретаны
Раскрытые варианты осуществления настоящего изобретения обеспечивают термопластичные композиции, включающие полиуретаны, которые являются классом макромолекулярных пластмасс, известных под названием полимерных материалов. Обычно полимеры, например - полиуретаны, включают более мелкие повторяющиеся элементы, известные под названием мономеров. Мономеры могут быть химически соединены конец-в-конец с образованием первичной длинноцепочечной каркасной молекулы с присоединенными или не присоединенными к ней боковыми группами. В примере варианта осуществления настоящего изобретения полиуретановые полимеры могут отличаться молекулярным каркасом, содержащим, например, карбонатные группы (-NHCO2).
Хотя их обычно относят к пластмассам, термопластичные композиции включают полимерные цепи, которые не являются ковалентно связанными или сшитыми друг с другом. Это отсутствие поперечного сшивания полимерных цепей придает термопластичным полимерам способность плавиться при воздействии повышенных температур. Более того, термопластичные полимеры являются обратимо термоформуемыми, что означает, что их можно расплавить, сформовать с получением желаемой структуры и в дальнейшем повторно полностью или частично расплавить. Способность термопластичных полимеров к повторному плавлению дает возможность необязательной дальнейшей переработки (например, вторичного использования) изделий, изготовленных из термопластичных материалов. Такие изделия на основе TPU можно также расплавить на дискретных участках, прикладывая источник тепла к конкретному месту на изделии. Поэтому изделия, изготовленные из TPU композиции по настоящему изобретению, можно соединять с использованием сварки (например, лазерной сварки) с целью эффективного крепления ситовых элементов на основе TPU к подходящим каркасам (рамам) сит.
TPU материалы по настоящему изобретению проявляют желаемые свойства при экстремальных температурных условиях и в жестких химических средах. В иллюстративных вариантах осуществления настоящего изобретения такие TPU материалы могут быть получены из преполимера. Примером LF преполимера может быть парафенилендиизоцианат (PPDI; от англ.: p-phenylene di-isocyanate) с низким содержанием свободного изоцианата. В других вариантах осуществления настоящего изобретения могут быть использованы другие подходящие преполимеры.
Здесь описаны термопластичные полиуретаны, пригодные для использования при изготовлении описанных ситовых элементов. Описанные полиуретаны содержат твердые и мягкие сегменты, с которыми изготовитель может искусно манипулировать для получения конечных полиуретанов, обладающих желаемыми свойствами, например устойчивостью к истиранию, текучестью во время инжекционного формования, свойствами защиты от разрушения и т.п. В одном аспекте описанные полиуретаны, как описано в настоящем документе, имеют твердость по Шору от 85 А до 59 D.
Описанные здесь термопластичные полиуретаны могут быть изготовлены из преполимера и отверждающего агента. Преполимер, а также отверждающий агент можно приобрести у поставщиков химикатов, или преполимер и отверждающий агент могут быть синтезированы изготовителем.
Преполимеры
Описанный преполимер может содержать любой фрагмент, образующий уретан. Уретанобразующие фрагменты включают два типа: арилдиизоцианаты и алифатические диизоцианаты. Обычно уретанобразующий фрагмент взаимодействует с полиолом, который служит для соединения двух диизоцианатных фрагментов. Например, преполимер может быть получен по следующей реакции:

где R представляет собой углеродный скелет из 2-15 атомов углерода и/или двухвалентный ароматический радикал из 6-18 атомов углерода.
В одном варианте осуществления R представляет собой алкиленовое звено, содержащее от 2 до 15 атомов углерода, то есть от 2 до 15 метиленовых звеньев, от -(СН2)2- до -(CH2)15-. Таким образом, R может содержать от 2 до 15 метиленовых звеньев, например, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 или 15 метиленовых звеньев. Неограничивающие примеры ONC-R-NCO включают 1,6-гексаметилендиизоцианат, 1-изоцианато-3-изоцианатометил-3,5,5-триметил-циклогексан (изофорондиизоцианат, IPDI, от англ. isophorone diisocyanate) и 4,4'-диизоцианатодициклогексилметан.
В другом варианте осуществления R представляет собой двухвалентный ароматический радикал, содержащий от 6 до 18 атомов углерода. В одном варианте осуществления R образован из метилендифенилдиизоцианата (MDI), где R имеет формулу:

В другом варианте осуществления R может представлять собой звено 1,2-фенилена 1,3-фенилена 1,4-фенилена, имеющее формулу:
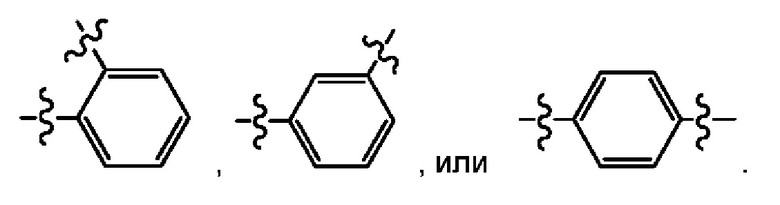
Использование этих звеньев R приводит к образованию преполимерных звеньев полифенилендиизоцианата.
Связывание звеньев R1
Описанные здесь звенья R1 могут быть алкиленовыми звеньями, имеющими от 2 до 10 атомов углерода, т.е. от 2 до 10 метиленовых звеньев, от -(СН2)2- до -(СН2)10-. Таким образом, R1 может содержать от 2 до 10 метиленовых звеньев, например, 2, 3, 4, 5, 6, 7, 8, 9 или 10 метиленовых звеньев. Неограничивающие примеры HO-R-OH включают 1,2-этандиол, 1,3-пропандиол, 1,4-бутандиол, 1,5-пентандиол, 1,6-гександиол, 1,7-гептандиол, 1-8-октандиол, 1,9-нонандиол и 1,10-декандиол.
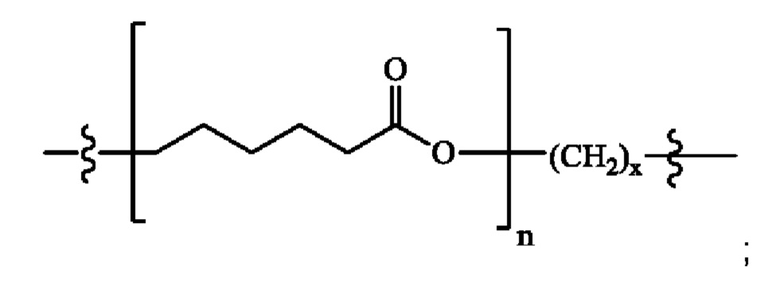
Сложнополиэфирные преполимеры на основе поликапролактондиола
Описанные здесь звенья R1 могут быть получены из звена капролактондиола, имеющего формулу: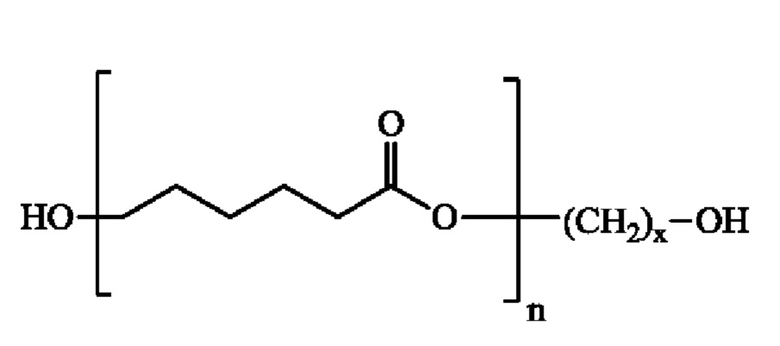
Неограничивающий пример преполимера поликапролактондиола имеет формулу:

где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
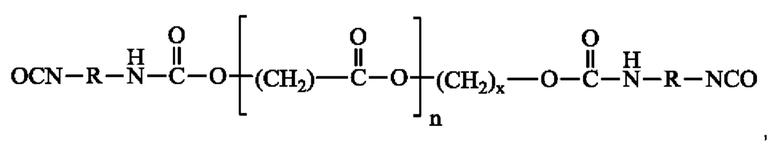
Еще один неограничивающий пример преполимера, полученного из звена поликапролактондиола, имеет формулу:

где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
Полиглицидилдиольные преполимеры
Описанные здесь звенья R1 могут быть получены из полиглицидилдиола, имеющего формулу:
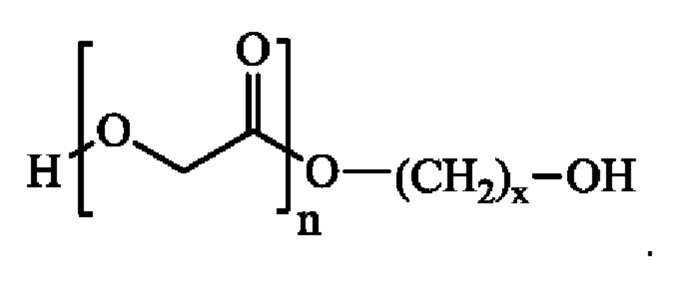
Неограничивающий пример преполимера полиглицидилдиола имеет формулу:

где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
Еще один неограничивающий пример преполимера, полученного из звена полиглицидилдиола, имеет формулу:
где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
Полилактиддиольные преполимеры
Описанные здесь звенья R1 могут быть получены из полилактиддиола, имеющего формулу:
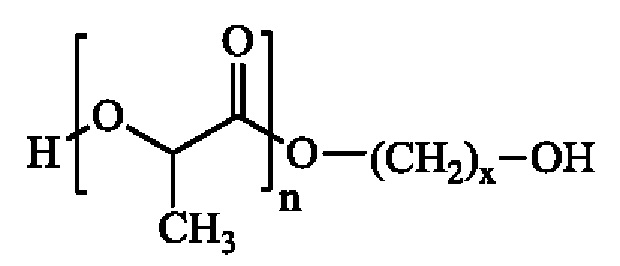
Неограничивающий пример полилактиддиольного преполимера имеет формулу:

где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
Еще один неограничивающий пример преполимера, полученного из звена полилактиддиола, имеет формулу:
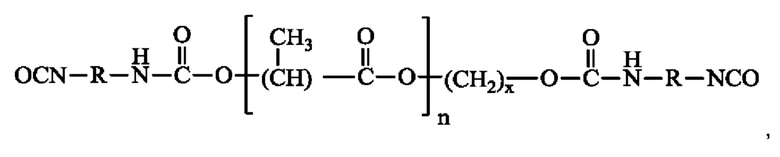
где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
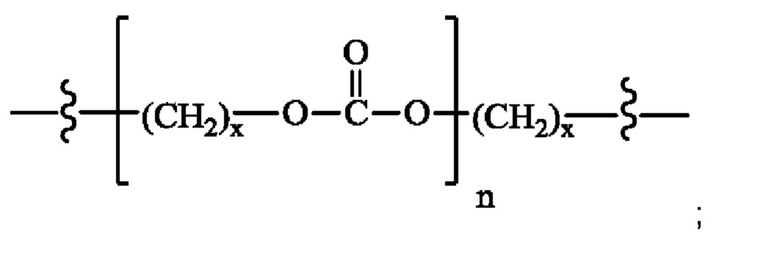
Поликарбонатные преполимеры
Описанные здесь звенья R1 могут быть получены из диолов, имеющих формулу:
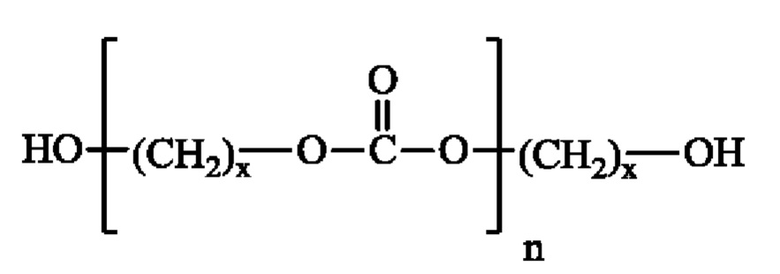
Неограничивающий пример поликарбонатдиольного преполимера имеет формулу:
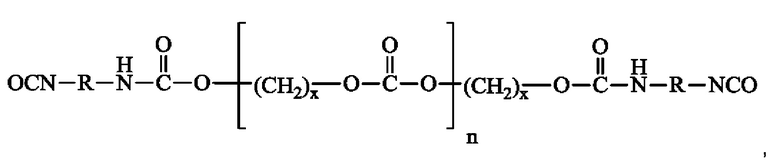
где индекс х составляет от 2 до примерно 6, индекс n составляет от 2 до примерно 8.
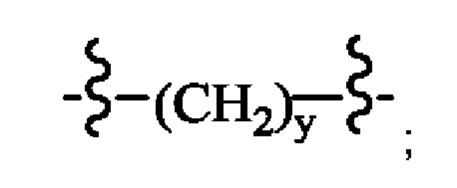
Полиалкилендиольные преполимеры
Описанные здесь звенья R1 могут быть получены из полиалкилендиолов, имеющих формулу:

где индекс z составляет от примерно 4 до примерно 25.
Один вариант описанных здесь полиалкилендиольных преполимеров имеет формулу:

Неограничивающий пример полиалкилендиольного преполимера имеет формулу:

Полиэфирдиольные преполимеры
1. Полиэтиленгликолевые преполимеры
Описанные здесь звенья R1 могут быть получены из диола простого полиэфира. В одном варианте осуществления R1 содержит полиэтиленгликоль (PEG, от англ. polyethylene glycol), имеющий формулу:

где индекс у составляет от примерно 4 до примерно 25. Ниже приводится неограничивающий вариант описанных преполимеров PEG:

2. Полипропиленгликолевые преполимеры
В другом варианте описанных здесь полиэфирдиольных преполимеров описанные звенья R1 могут быть получены из полипропиленгликоля, имеющего формулу:

где индекс у составляет от примерно 4 до примерно 25. Ниже приводится неограничивающий вариант осуществления описанных полипропиленгликолевых (PPG) преполимеров:

Отверждающие агенты
Описанные преполимеры далее реагируют с одним или более отверждающими агентами с образованием описываемых термопластичных полиуретанов, имеющих формулу:

где индекс m составляет от 3 до 20. Отверждающие агенты выбирают из поликапролактондиолов, полиглицидилдиолов, полилактиддиолов, поликарабонатдиолов, полиэтиленгликолей, полипропиленгликолей или полиалкилендиолов.
Описываемые звенья R2 выбраны из следующих:
i) Звено, образующее сложный полиэфир-полиуретан:
ii) Звено, образующее сложный полиэфир-полиуретан:

iii) Звено, образующее сложный полиэфир-полиуретан:

iv) Звено, образующее поликарбонат-полиуретан:
v) Звено, образующее полиалкилен-полиуретан:
vi) Звено, образующее простой полиэфир-полиуретан:
 или
или
vii) Звено, образующее простой полиэфир-полиуретан: 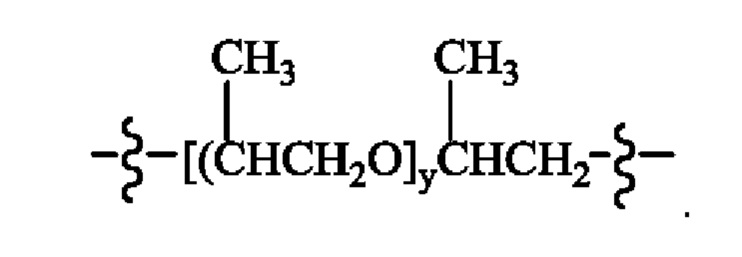
В некоторых вариантах осуществления отверждающий агент может представлять собой повторяющийся или неповторяющийся полиол. Например, разветвленный полиол, имеющий формулу:
может реагировать с тремя звеньями преполимера, тем самым обеспечивая средство для сшивания полиуретановых цепей. В одном варианте осуществления нестехиометрическое количество первого отверждающего агента может быть объединено с полиолом в количестве, которое обеспечивает необходимые гидроксильные звенья для поглощения доступных изоцианатных групп.
Как указано здесь выше, в одном аспекте описанные полиуретаны, как описано здесь, имеют твердость по Шору от 85А до 59D по дюрометру. Требуемая твердость получаемых термопластичных полиуретанов может быть достигнута за счет искусного подбора описанных звеньев R, R1 и R2 вместе с правильным подбором индексов х, у, m и n. Другой возможный способ состоит в том, чтобы выбрать два полимера, имеющих разные значения твердости по Шору D, измеренных с помощью дюрометра, и смешать два полимера для получения промежуточного значения твердости по Шору D, лежащую между значениями твердости двух полимеров. Кроме того, твердость по Шору 95А может быть преобразована в твердость по Шору 45D, которая может быть скомбинирована с твердостью по Шору 56D для получения полимера, имеющего промежуточную твердость.
В настоящем документе предложен ситовый элемент, содержащий:
i) первый термопластичный полиуретан, имеющий первую твердость; и
ii) второй термопластичный полиуретан, имеющий вторую твердость;
причем первый и второй полиуретаны объединены с образованием конечного термопластичного полиуретана, имеющего твердость по Шору примерно от 85А до 59D; при этом ситовый элемент представляет собой единую деталь, сформованную посредством инжекционного формования, имеющую множество отверстий размером от 43 мкм до 100 мкм; и
причем количество отверстий составляет от 10% до 35% ситового элемента.
Первый полиуретан и второй полиуретан получают реакцией преполимера, имеющего формулу, выбранную из: 

где индекс х составляет от 2 до примерно 6, индекс у составляет от примерно 4 до примерно 25, индекс z составляет от примерно 4 до примерно 25, а индекс n составляет от 2 до примерно 8;
и причем преполимер дополнительно содержит менее 0,1 мас. % избыточных изоцианатных фрагментов;
с отверждающим агентом, при этом отверждающий агент выбирают из поликапролактондиолов, полиглицидилдиолов, полилактиддиолов, поликарабонатдиолов, полиэтиленгликолей, полипропиленгликолей или полиалкилендиолов.
Примеры TPU материалов можно получить следующим образом. TPU полимер можно получить посредством проведения реакции уретанового преполимера, имеющего содержание свободного полиизоцианатного моономера менее 1 масс. %, с отверждающим агентом. Затем полученный материал можно подвергнуть термической обработке посредством экструзии при температурах, равных 150°С (или выше) с получением TPU материала. Уретановый преполимер можно получить из полиизоцианатного мономера и полиола, включающего алкандиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактоновый полиол и/или поликарбонатный полиол. Отверждающий агент может включать диол, триол, тетрол, алкиленполиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактоновый полиол, поликарбонатный полиол, диамин или производное диамина.
TPU материалы по настоящему изобретению затем можно объединить с термостабилизатором, агентом, повышающим текучесть, и материалом-наполнителем согласно различным вариантам осуществления настоящего изобретения. В других вариантах осуществления настоящего изобретения могут быть включены другие добавки.
В целом описанные варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые можно получить посредством проведения реакции полиола с полиизоцианатом и удлинителем цепи полимера. Примеры вариантов осуществления настоящего изобретения включают синтетические способы производства и способы получения TPU композиций. Способы по настоящему изобретению могут включать проведение реакции мономеров, отверждающих агентов и удлинителей цепей в реакционном резервуаре с получением преполимеров. Способы по настоящему изобретению могут также включать получение преполимеров посредством проведения реакции диизоцианата (OCN-R-NCO) с диолом (HO-R-OH). Образование преполимера включает химическое связывание двух молекул реагентов с получением химического продукта, имеющего спиртовую группу (ОН) в одном положении и изоцианатную группу (NCO) в другом положении в молекуле продукта. В варианте осуществления настоящего изобретения раскрытый преполимер включает химически активную спиртовую группу (ОН) и химически активную изоцианатную группу (NCO). Изделия, изготовленные с использованием TPU композиций, раскрытых в данной публикации, могут быть полностью отвержденными полимерными смолами, которые можно хранить как твердые пластмассы.
Раскрытые варианты осуществления настоящего изобретения обеспечивают преполимеры, которые можно получить из полиизоцианатного мономера и отверждающего агента. Не ограничивающие настоящее изобретение примеры отверждающих агентов могут включать этандиол, пропандиол, бутандиол, циклогександиметанол, гидрохинон-бис-гидроксиалкил (например, гидрохинон-бис-гидроксиэтиловый эфир), диэтиленгликоль, дипропиленгликоль, дибутиленгликоль, триэтиленгликоль, и т.п., диметилтио-2,4-толуолдиамин, ди-пара-аминобензоат, смесь аминов фенилдиэтанола, комплекс метилендианилина с хлоридом натрия и т.д.
В примерах вариантов осуществления настоящего изобретения полиол может включать алкандиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактоновый полиол и/или поликарбонатный полиол. В некоторых вариантах осуществления настоящего изобретения полиол может включать поликарбонатный полиол отдельно или в комбинации с другими полиолами.
Термостабилизаторы
Раскрытые термостабилизаторы/тепловые стабилизаторы могут включать такие добавки, как сероорганические соединения, которые являются эффективными разрушителями гидропероксидов, в результате чего полимеры термостабилизируются. Неограничивающие примеры термостабилизаторов включают: органофосфиты, такие как трифенилфосфит, трис-(2,6-диметилфенил)фосфит, трис-(смешанный моно- и ди-нонилфенил)фосфит и т.п.; фосфонаты, такие как диметилбензолфосфонат и т.п.; фосфаты, такие как триметилфосффат и т.п.; дигексилтиодиформиат; дицикпогексил-10,10'-тиодидецилат; дицеротилтиодиформиат; дицеротил-10,10'-тиодидецилат; диоктил-4,4-тиодибутират; дифенил-2,2'-тиодиацетат; (тиодигликолят)дилаурил-3,3'-тиодипропионат; дистеарил-3,3'-тиодипропионат; ди(п-толил)-4,4'-тиодибутират; лаурилмиристил-3,3'-тиодипропионат; пальмитилстеарил-2,2'-тиодиацетат; дилаурил-2-метил-2,2'-тиодиацетатдодецил 3-(додецилоксикарбонилметилтио)-пропионат; стеарил-4-(миристилоксикарбонилметилтио)бутират; дигептил-4,4-тиодибензоат; дициклогексил-4,4'-тиодицикпогексаноат; дилаурил-5,5'-тио-4-метилбензоат; и их смеси. Если они присутствуют, то термостабилизаторы могут быть включены в количествах, лежащих в диапазоне от примерно 0,0001 масс. % до примерно 5 масс. % в пересчете на массу основного полимерного компонента, использованного в TPU композиции. Включение сероорганических соединений может также повысить термостабильность TPU композиций и изготовленных из них изделий.
В иллюстративном варианте осуществления настоящего изобретения термостабилизатор может быть стерически затрудненным фенольным антиоксидантом, например - пентаэритритола тетракис(3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионатом) (регистрационный №CAS 6683-19-8). В примерах вариантов осуществления настоящего изобретения термостабилизатор может быть включен в количествах, лежащих в диапазоне от примерно 0,1% до примерно 5% от массы TPU.
Агенты, повышающие текучесть
Агенты, повышающие текучесть, используют для улучшения характеристик текучести TPU материалов, чтобы такие TPU материалы можно было легко инжектировать в форму. Время инжекции для TPU материалов по настоящему изобретению предпочтительно лежит в диапазоне от примерно 1 секунды до примерно 2 секунд. В варианте осуществления настоящего изобретения достигнуты средние времена затекания, равные примерно 1,6 секунды. Для достижения таких значений времени инжекции используют агенты, повышающие текучесть.
TPU композиции по настоящему изобретению могут включать агенты, повышающие текучесть, которые улучшают смазывание с целью увеличения потока расплавленной полимерной композиции вдоль наружной поверхности (то есть для увеличения внешнего потока). Агенты, повышающие текучесть, также могут увеличивать поток отдельных полимерных цепей внутри термопластичного расплава (то есть увеличивать внутренний поток).
Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут включать агент, увеличивающий внутренний поток, который хорошо совместим с полимерной матрицей. Например, агент, увеличивающий внутренний поток, может иметь сходную полярность, что облегчает течение расплава за счет снижения внутреннего трения между отдельными частицами полимера. В некоторых вариантах осуществления настоящего изобретения TPU композиции, содержащие агенты, увеличивающие внутренний поток, могут улучшать характеристики формования. Например, в специфическом варианте осуществления настоящего изобретения TPU композиции можно использовать для получения изделий, имеющих мелкие или очень мелкие отверстия. В другом варианте осуществления настоящего изобретения TPU композиции можно использовать для получения изделий, имеющих очень мелкие отверстия, посредством инжекционного формования. В других вариантах осуществления настоящего изобретения улучшенное течение TPU композиций позволяет получение изделий с высоким разрешением, имеющих мелкие или очень мелкие отверстия.
Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут включать агент, увеличивающий внешний поток, который может быть более или менее совместимым с полимерной матрицей TPU композиции. Например, агент, увеличивающий внешний поток, может иметь другую полярность, нежели полимер TPU композиции. Поскольку агенты, увеличивающие внешний поток, могут быть несовместимыми с полимерной матрицей TPU композиции, то агенты, увеличивающие внешний поток, могут действовать как наружная смазывающая пленка между полимером и горячими металлическими поверхностями перерабатывающих машин. Поэтому внешние смазки могут предотвращать прилипание расплава полимера к деталям машин (например, к экструдеру) и могут также снижать силу, необходимую для извлечения отвержденного полимера из формы (то есть могут облегчать расформовку) в случае инжекционного формования.
Неограничивающие примеры агентов, повышающих текучесть, которые могут быть включены в TPU композиции, включают амины (например - этилен-бис(стеарамид)), воски, смазки, тальк и диспергирующие агенты. Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут также включать один или более неорганических агентов, повышающих текучесть, таких как гидроокиси кремния, аморфный оксид алюминия, сплавленный кварц, сплавленные фосфаты, сплавленные бораты, сплавленные оксиды, диоксид титана, тальк, слюда, пирогенный диоксид кремния, каолин, аттапульгит, силикаты кальция, оксид алюминия и силикаты магния. Количество агента, повышающего текучесть, может варьироваться в зависимости от природы и размера частиц конкретного выбранного агента, повышающего текучесть.
В иллюстративных вариантах осуществления настоящего изобретения агент, повышающий текучесть, может быть воском, например - этиленстеарамидным воском. Этиленстеарамидный воск может включать N,N'-1,2-этандиил-бис-октадеканамид (C38H76N2O2; регистрационный номер CAS 100-30-5) и стеариновую кислоту [СН3(СН2)16СООН; регистрационный номер CAS 57-11-4). В иллюстративных вариантах осуществления настоящего изобретения агент, повышающий текучесть, может присутствовать в количествах, лежащих в диапазоне от примерно 0,1% до примерно 5% от массы TPU.
Улучшенные характеристики текучести TPU композиций могут быть достигнуты посредством снижения содержания или исключения определенных соединений, например - таких как стеарат кальция.
Наполнители
Как описано выше, раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут также включать наполнители, которые могут включать неорганические материалы. Наполнители повышают прочность и жесткость материала на основе TPU, улучшая свойства объектов, сформованных из TPU материала посредством инжекционного формования. Например, наполнители способствуют сохранению формы мелких отверстий, перфораций или пор, образовавшихся в объектах, сформованных из TPU материала посредством инжекционного формования. Например, в некоторых вариантах осуществления настоящего изобретения волокна обеспечивают пропускание света, используемого во время приваривания сформованных TPU деталей к опорным конструкциям посредством лазерной сварки.
В иллюстративных вариантах осуществления настоящего изобретения в качестве материала-наполнителя могут быть использованы стекловолокна, как описано выше. Стекловолокна могут иметь форму сплошных или полых стеклянных трубок. В иллюстративных вариантах осуществления настоящего изобретения стеклянные трубки могут иметь диаметр (или ширину, если они не являются круглыми), лежащий в диапазоне от примерно 2 мкм до примерно 20 мкм. В иллюстративном варианте осуществления настоящего изобретения стекловолокна могут иметь диаметр (или ширину, если они не являются круглыми), лежащий в диапазоне от примерно 9 мкм до примерно 13 мкм. В варианте осуществления настоящего изобретения стекловолокна могут иметь диаметр (или ширину), равный 11 мкм. Стекловолокна могут иметь начальную длину, лежащую в диапазоне от примерно 3,0 мм до примерно 3,4 мм. В иллюстративном варианте осуществления настоящего изобретения стекловолокна могут иметь начальную длину, равную примерно 1/8 дюйма (то есть 3,175 мм). В дополнительных вариантах осуществления стеклянные волокна могут иметь начальную длину, которая составляет 1/16 дюйма, 1/32 дюйма, 1/64 дюйма и т.д. Однако во время переработки TPU материала стекловолокна могут ломаться и поэтому укорачиваться. В отвержденном состоянии после инжекционного формования стекловолокна могут иметь среднюю длину менее примерно 1,5 мм, причем длина большинства волокон лежит в диапазоне от примерно 1,0 мм до примерно 3,2 мм. После обработки стеклянные волокна могут иметь длину, значительно меньшую исходной длины. Например, стеклянные волокна могут иметь конечную длину менее 1 мкм. Некоторые волокна сохраняют свою исходную длину, однако большинство волокон разламываются на более мелкие куски.
Для того чтобы обеспечить возможность лазерной сварки TPU композиции, желательно использовать как можно меньше стекловолокон. Слишком большое количество стекловолокон приводит к недопустимо высокому уровню отражения/преломления лазерного излучения. Кроме того, с увеличением содержания стекловолокон могут ухудшаться желаемые свойства TPU композиции. Стекловолокна, имеющие достаточно большой диаметр, могут лучше работать в композициях, пригодных для лазерной сварки. Такие волокна большого диаметра также могут обеспечивать желаемые свойства повышения прочности и жесткости. Однако диаметр стекловолокон не должен быть слишком большим, поскольку с увеличением диаметра стекловолокон могут ухудшиться желаемые свойства текучести, что снизит пригодность полученной композиции для инжекционного формования.
Стекловолоконные материалы-наполнители не должны содержать волокон, имеющих диаметр более 50 мкм, и предпочтительно они должны иметь диаметр менее 20 мкм в композициях, разработанных для инжекционного формования конструкций, имеющих элементы субмиллиметрового размера. Следует избегать углеродных волокон, поскольку они могут создавать помехи для лазерной сварки, поскольку они являются непрозрачными. Объекты на основе TPU, которые предназначены для соединения посредством лазерной сварки, могут иметь оптические свойства, позволяющие прохождение лазерного излучения через TPU материал. Как таковое, лазерное излучение может проходить через объект, состоящий из TPU, и попадать на соседнюю структуру, например - на подситник из нейлона. Нейлоновый материал подситника является термопластичным материалом, имеющим черный цвет, который поглощает лазерное излучение и за счет этого может нагреваться лазером. За счет поглощения лазерного излучения TPU и соседний нейлон могут нагреться до температуры, превышающей их соответствующие температуры плавления. При этом оба материала могут расплавиться, и после охлаждения на поверхности раздела между TPU и нейлоном может сформироваться механическая связь, за счет которой оба компонента будут сварены друг с другом.
Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут также включать наполнители в форме частиц, которые могут иметь любую конфигурацию, включающую, например, сферы, пластинки, волокна, остроконечные (то есть игольчатые) структуры, хлопья, нити или неправильные формы. Подходящие наполнители могут иметь средний наибольший размер, лежащий в диапазоне от примерно 1 нм до примерно 500 мкм. Некоторые варианты осуществления настоящего изобретения могут включать материалы-наполнители со средним наибольшим размером, лежащим в диапазоне от примерно 10 нм до примерно 100 нм. Некоторые волокнистые, игольчатые или нитевидные материалы-наполнители (например, стекло или волластонит) могут иметь среднее характеристическое отношение (то есть отношение длины к диаметру), лежащее в диапазоне от примерно 1,5 до примерно 1000. В других вариантах осуществления настоящего изобретения могут быть использованы более длинные волокна.
Пластинчатые материалы-наполнители (например, слюда, тальк или каолин) могут иметь среднее характеристическое отношение (то есть отношение среднего диаметра круга той же площади к средней толщине), которое больше примерно 5. В варианте осуществления настоящего изобретения такие пластинчатые материалы могут иметь характеристическое отношение, лежащее в диапазоне от примерно 10 до примерно 1000. В другом варианте осуществления настоящего изобретения такие пластинчатые материалы могут иметь характеристическое отношение, лежащее в диапазоне от примерно 10 до примерно 200. Также можно использовать бимодальное, тримодальное или более высокие смеси характеристических отношений. В некоторых вариантах осуществления настоящего изобретения можно также использовать комбинации наполнителей.
Согласно варианту осуществления настоящего изобретения, TPU композиция может включать натуральные, синтетические, минеральные или неминеральные материалы-наполнители. Подходящие материалы-наполнители можно выбрать так, чтобы они имели достаточную термостойкость, чтобы твердая физическая структура материала-наполнителя могла сохраняться по меньшей мере при температуре переработки TPU композиции, с которой он объединен. В некоторых вариантах осуществления настоящего изобретения подходящие наполнители могут включать глины, наноглины, газовую сажу, древесную муку (с маслом или без масла) и различные формы диоксида кремния. Материалы на основе диоксида кремния могут быть осажденными или гидратированными, высокодисперсными или пирогенными, стекловидными, сплавленными или коллоидальными. Такие материалы на основе диоксида кремния могут включать обычный песок, стекло, металлы и неорганические оксиды. Неорганические оксиды могут включать оксиды металлов 2, 3, 4, 5 и 6 периодов групп IB, IIB, IIIA, IIIB, IVA, IVB (кроме углерода), VA, VIA, VIIA и VIII периодической таблицы.
Материалы-наполнители могут также включать оксиды металлов, такие как оксид алюминия, оксид титана, оксид циркония, диоксид титана, наноразмерный оксид титана, тригидрат алюминия, оксид ванадия, оксид магния, триоксид сурьмы, гидроксиды алюминия, аммония или магния. Материалы-наполнители могут также включать карбонаты щелочных и щелочноземельных металлов, такие как карбонат кальция, карбонат бария и карбонат магния. Материалы на минеральной основе могут включать силикат кальция, диатомит, фуллоновую землю, кизельгур, слюду, тальк, сланцевую муку, вулканическую золу, очесы хлопка, асбест и каолин.
Материалы-наполнители также могут включать сульфаты щелочных и щелочноземельных металлов, например - сульфаты бария и сульфат кальция, титан, цеолиты, волластонит, борид титана, борат цинка, карбид вольфрама, ферриты, дисульфид молибдена, кристобалит, алюмосиликаты, включая вермикулит, бентонит, монтмориллонит, Na-монтмориллонит, Са-монтмориллонит, гидратированные силикаты натрия, кальция, алюминия, магния, пирофиллит, силикаты магния и алюминия, силикаты лития и алюминия, силикаты циркония и комбинации указанных выше материалов-наполнителей.
Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут включать волокнистые наполнители, такие как стекловолокна (описанные выше), базальтовые волокна, арамидные волокна, углеродные волокна, углеродные нановолокна, углеродные нанотрубки, углеродные фуллерены, ультравысокомолекулярные полиэтиленовые волокна, меламиновые волокна, полиамидные волокна, целлюлозные волокна, металлические волокна, нитевидные кристаллы титаната калия и нитевидные кристаллы бората алюминия.
В некоторых вариантах осуществления настоящего изобретения TPU композиции могут включать стекловолоконные наполнители, описанные выше. Стекловолоконные наполнители могут состоять из Е-стекла, S-стекла, AR-стекла, Т-стекла, D-стекла и R-стекла. В некоторых вариантах осуществления настоящего изобретения диаметр стекловолокон может лежать в диапазоне от примерно 5 мкм до примерно 35 мкм. В других вариантах осуществления настоящего изобретения диаметр стекловолокон может лежать в диапазоне от примерно 9 мкм до примерно 20 мкм. В других вариантах осуществления настоящего изобретения стекловолокна могут иметь длину, равную примерно 3,2 мм или менее. Как описано выше, TPU композиции, содержащие стекловолокна, могут придать повышенную термостабильность TPU композициям и изготовленным из них изделиям.
Раскрытые варианты осуществления настоящего изобретения могут включать композиции, содержащие стеклянный наполнитель в концентрациях, лежащих в диапазоне от примерно 0,1 масс. % до примерно 7 масс. %. Варианты осуществления настоящего изобретения также могут включать стеклянный наполнитель в концентрациях, лежащих в диапазоне от примерно 1% до примерно 2%; от примерно 2% до примерно 3%; от примерно 3% до примерно 4%; от примерно 4% до примерно 5%; от примерно 5% до примерно 6%; от примерно 6% до примерно 7%; от примерно 7% до примерно 8%; от примерно 8% до примерно 9%; от примерно 9% до примерно 10%; от примерно 10% до примерно 11%; от примерно 11% до примерно 12%; от примерно 12% до примерно 13%; от примерно 13% до примерно 14%; от примерно 14% до примерно 15%; от примерно 15% до примерно 16%; от примерно 16% до примерно 17%; от примерно 17% до примерно 18%; от примерно 18% до примерно 19%; и от примерно 19% до примерно 20%. В некоторых вариантах осуществления настоящего изобретения концентрация стеклянного наполнителя может быть равна примерно 1%. В некоторых вариантах осуществления настоящего изобретения концентрация стеклянного наполнителя может быть равна примерно 3%. В некоторых вариантах осуществления настоящего изобретения концентрация стеклянного наполнителя может быть равна примерно 5%. В некоторых вариантах осуществления настоящего изобретения концентрация стеклянного наполнителя может быть равна примерно 7%. В некоторых вариантах осуществления настоящего изобретения концентрация стеклянного наполнителя может быть равна примерно 10%.
Как описано выше, варианты осуществления настоящего изобретения могут включать стеклянный материал-наполнитель, в котором отдельные стекловолокна могут иметь диаметр или ширину, лежащие в диапазоне от примерно 1 мкм до примерно 50 мкм. В некоторых вариантах осуществления настоящего изобретения стеклянный наполнитель может отличаться узким распределением волокон по диаметру, например - по меньшей мере 90% стекловолокон имеют специфический диаметр или ширину. Другие варианты осуществления настоящего изобретения могут включать стеклянный наполнитель, имеющий более широкое распределение по диаметру или ширине, лежащее в диапазоне от примерно 1 мкм до примерно 20 мкм. Другие варианты осуществления настоящего изобретения могут включать стеклянный наполнитель, имеющий распределение стекловолокон по диаметру или ширине, лежащее в диапазоне от примерно 1 мкм до примерно 2 мкм; от примерно 2 мкм до примерно 3 мкм; от примерно 3 мкм до примерно 4 мкм; от примерно 4 мкм до примерно 5 мкм; от примерно 5 мкм до примерно 6 мкм; от примерно 6 мкм до примерно 7 мкм; от примерно 7 мкм до примерно 8 мкм; от примерно 8 мкм до примерно 9 мкм; от примерно 9 мкм до примерно 10 мкм; от примерно 10 мкм до примерно 11 мкм; от примерно 11 мкм до примерно 12 мкм; от примерно 12 мкм до примерно 13 мкм; от примерно 13 мкм до примерно 14 мкм; от примерно 14 мкм до примерно 15 мкм; от примерно 15 мкм до примерно 16 мкм; от примерно 16 мкм до примерно 17 мкм; от примерно 17 мкм до примерно 18 мкм; от примерно 18 мкм до примерно 19 мкм; и от примерно 19 мкм до примерно 20 мкм. В некоторых вариантах осуществления настоящего изобретения стеклянный наполнитель может иметь распределение по диаметру или ширине, центрированное около конкретного значения. Например, конкретное значение диаметра или ширины может быть равно 10 мкм±2 мкм, согласно варианту осуществления настоящего изобретения.
TPU композиции могут включать стекловолоконные наполнители, которые включают агент для обработки поверхности и, необязательно, сшивающий агент, согласно варианту осуществления настоящего изобретения. Многие подходящие материалы можно использовать в качестве сшивающего агента. Примеры включают сшивающие агенты на основе силана, сшивающие агенты на основе титаната или их смесь. Применимые сшивающие агенты на основе силана могут, например, включать аминосилан, эпоксисилан, амидосилан, азидосилан и акрилосилан.
Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые также могут включать другие подходящие неорганические волокна, например: углеродные волокна, углеродно-стеклянные гибридные волокна, борные волокна, графитовые волокна и т.п. Также можно использовать различные керамические волокна, такие как волокна из оксида алюминия и диоксида кремния, волокна из оксида алюминия, волокна из карбида кремния и т.п. Также можно использовать металлические волокна, например - алюминиевые волокна, никелевые волокна, стальные волокна, волокна из нержавеющей стали и т.п.
Раскрытые TPU композиции могут быть получены способом, в котором TPU реагенты могут быть объединены с материалами-наполнителями (например, волокнистыми наполнителями) и другими необязательными добавками. Затем комбинацию материалов можно физически перемешать в перемешивающем или смесительном аппарате.
Примеры перемешивающих или смесительных аппаратов могут включать: смеситель Бенбери, двухшнековый экструдер, смесительную машину «Бусс» и т.п. В некоторых вариантах осуществления настоящего изобретения материал-наполнитель и основной материал TPU композиции можно перемешать или смешать с получением смеси TPU композиции, содержащей включенные в нее волокна. Полученную TPU композицию, содержащую наполнители (например, стекловолокна) и, необязательно, другие дополнительные добавки, можно охладить с получением твердой массы. Полученную твердую массу можно затем гранулировать или другим способом разделить на частицы подходящего размера (например, гранулы) для использования в способе инжекционного формования. Способ инжекционного формования можно использовать для получения промышленного изделия, например - сита или ситового элемента.
Необязательные добавки к TPU композициям, указанные выше, могут включать диспергирующие агенты. В некоторых вариантах осуществления настоящего изобретения диспергирующие агенты могут способствовать получению однородной дисперсии базовой TPU композиции и дополнительных компонентов, таких как наполнители. В некоторых вариантах осуществления настоящего изобретения диспергирующий агент также может улучшать механические и оптические свойства полученной TPU композиции, которая включает наполнители.
В некоторых вариантах осуществления настоящего изобретения в качестве диспергирующих агентов можно использовать воски. Неограничивающие примеры восковых диспергирующих агентов, пригодных для использования в TPU композициях по настоящему изобретению, включают: полиэтиленовые воски, амидные воски и монтанные воски. TPU композиции по настоящему изобретению могут включать диспергирующий агент на основе амидного воска, например - на основе N,N'-бис-стеарилэтилендиамина. Использование такого воскового диспергирующего агента может повысить термостабильность TPU композиции, оказав малое влияние на прозрачность полимера. Само по себе, включение диспергирующих агентов в TPU композиции по настоящему изобретению может оказать по меньшей мере два желательных эффекта: (1) повышенная термостабильность композиций и изготовленных из них изделий, и (2) желаемые оптические свойства, которые являются подходящими для последующей переработки, включая лазерную сварку.
TPU композиции по настоящему изобретению могут дополнительно включать антиоксиданты согласно варианту осуществления настоящего изобретения. Антиоксиданты могут быть использованы для прекращения реакций окисления, которые могут возникать из-за различных атмосферных условий, и/или они могут быть использованы для снижения разложения TPU композиции. Например, изделия, изготовленные из синтетических полимеров, во время их эксплуатации могут реагировать с атмосферным кислородом. Кроме того, изделия, изготовленные из синтетических полимеров, могут подвергаться аутоокислению из-за свободнорадикалыных цепных реакций. Источники кислорода (например, атмосферный кислород, сам по себе или в комбинации со свободнорадикальным инициатором) могут реагировать с субстратами, включенными в TPU композиции по настоящему изобретению. Такие реакции могут нарушать целостность TPU композиции и изготовленных из нее изделий. Поэтому включение антиоксидантов может повысить химическую стабильность TPU композиций, а также повысить химическую стабильность изготовленных из нее изделий.
Полимеры могут испытывать атмосферное старение в ответ на поглощение УФ излучения, которое вызывает аутоокисление, инициированное свободными радикалами. Такое аутоокисление может привести к расщеплению гидропероксидов и карбонильных соединений. Варианты осуществления TPU композиций могут включать антиоксиданты, являющиеся донорами протонов (АН; от англ.: hydrogen donating antioxidants), такие как пространственно затрудненные фенолы и вторичные ароматические амины. Такие АН добавки могут ингибировать окисление TPU композиций посредством конкуренции с органическими субстратами за пероксидные радикалы. Такая конкуренция за пероксидные радикалы может прекращать цепные реакции и поэтому стабилизировать композиции или препятствовать дальнейшим реакциям окисления. Включение антиоксидантов в TPU композиции по настоящему изобретению может ингибировать образование свободных радикалов. Кроме того, что АН являются светостабилизаторами, АН могут обеспечивать термостабильность при включении в TPU композиции по настоящему изобретению. Соответственно, некоторые варианты осуществления настоящего изобретения могут включать добавки (например, АН), которые повышают стабильность полимеров, подвергающихся воздействию УФ излучения и тепла. Поэтому изделия, изготовленные из TPU композиций по настоящему изобретению, содержащих антиоксиданты, могут быть устойчивыми к атмосферному старению и обладают улучшенной функциональностью и/или сроком службы, если их эксплуатируют в высокотемпературных условиях, по сравнению с изделиями, изготовленными из TPU композиций, не содержащих антиоксидантов.
TPU композиции по настоящему изобретению могут дополнительно включать поглотители УФ излучения согласно варианту осуществления настоящего изобретения. Поглотители УФ излучения преобразуют поглощенное УФ излучение в тепло посредством обратимых реакций внутримолекулярного переноса протонов. В некоторых вариантах осуществления настоящего изобретения поглотители УФ излучения могут поглощать УФ излучение, которое в противном случае было бы поглощено TPU композицией. Результирующее сниженное поглощение УФ излучения TPU композицией может способствовать снижению атмосферного старения TPU композиции, вызванного УФ излучением. Неограничивающие примеры поглотителей УФ излучения могут включать оксанилиды для полиамидов, бензофеноны для поливинилхлорида (PVC; от англ.: polyvinyl chloride) и бензотриазолы и гидроксифенилтриазины для поликарбонатных материалов. В варианте осуществления настоящего изобретения 2-(2'-гидрокси-3'-втор-бутил-5'-трет-бутилфенил)бензотриазол может обеспечить стабилизацию против УФ излучения для поликарбоната, сложного полиэфира, полиацеталя, полиамидов, TPU материалов, гомополимеров на основе стирола и сополимеров. Эти и другие поглотители УФ излучения могут повышать стабильность TPU композиций по настоящему изобретению и изготовленных из них изделий согласно различным вариантам осуществления настоящего изобретения.
TPU композиции могут дополнительно включать антиозонанты, которые могут предотвращать или замедлять деградацию TPU материалов, вызванную газообразным озоном, содержащимся в воздухе (то есть могут снижать озонное растрескивание). Неограничивающие иллюстративные варианты осуществления антиозонантов могут включать: пара-фенилендиамины, такие как 6PPP (N-(1,3-диметилбутил)-N'-фенил-пара-фенилендиамин) или IPPD (N-изопропил-N'-фенил-пара-фенилендиамин); 6-этокси-2,2,4-триметил-1,2-дигидрохинолин (ETMQ; от англ.: 6-ethoxy-2,2,4-trimethyl-1,2-dihydroquinoline); этилендимочевину (EDU; от англ.: ethylene diurea) и парафиновые воски, которые могут образовывать поверхностный барьер. Эти и другие антиозонанты могут повысить стабильность TPU композиций по настоящему изобретению и изготовленных из них изделий согласно различным вариантам осуществления настоящего изобретения.
Согласно варианту осуществления настоящего изобретения пример смеси можно приготовить следующим образом. В качестве исходного материала может быть выбран термопластичный полиуретан на основе поликарбоната. В качестве материала-наполнителя могут быть выбраны стекловолокна малого диаметра (как описано выше), включенные в количестве, лежащем в диапазоне от примерно 3 масс. % до примерно 10 масс. %. Затем может быть выбран агент, повышающий текучесть, для включения в количестве, лежащем в диапазоне от примерно 0,1 масс. % до примерно 5 масс. %. В этом примере агентом, повышающим текучесть, может быть смесь N,N'-1,2-этандиил-бис-октадеканамида и стеариновой кислоты. В качестве термостабилизирующего агента может быть выбран пентаэитритола тетракис(3-(3,5-ди-трет-бутил-4-гидроксифенил)пропионат), включенный в количестве, лежащем в диапазоне от примерно 0,1 масс. % до примерно 5 масс. %. Описанная термопластичная смесь затем может быть инжектирована с получением объемных термопластичных брусков, которые затем гранулируют для последующего инжекционного формования.
Способы
Варианты осуществления настоящего изобретения обеспечивают способы и процессы получения TPU композиций. Способы по настоящему изобретению могут включать проведение реакции (то есть сшивание) преполимерных элементов, содержащих спиртовую группу (ОН) и изоцианатную группу (NCO), для эффективного «наращивания» и/или удлинения полимерной цепи или каркаса. Например, в варианте осуществления настоящего изобретения TPU композиция может быть получена посредством проведения реакции полиуретанового преполимера и отверждающего агента, в характерном случае - при температурах, лежащих, например, в диапазоне от примерно 50°С до примерно 150°С или от примерно 50°С до примерно 100°С. В некоторых вариантах осуществления настоящего изобретения можно также использовать температуры, лежащие за пределами этих диапазонов.
TPU композиции по настоящему изобретению можно расплавить и сформовать, придав им желаемую форму, например - посредством инжекционного формования. Способы по настоящему изобретению могут также включать стадию последующего отверждения, включающую нагревание TPU материала при температурах, лежащих в диапазоне от примерно 50°С до примерно 200°С или от примерно 100°С до примерно 150°С, в течение предварительно заданного периода времени. Например, TPU материалы можно нагревать в течение периода времени, лежащего в диапазоне от примерно 1 часа до примерно 24 часов. Альтернативно, различные способы могут включать стадию экструзии, во время которой подвергнутые последующему отверждению TPU композиции могут быть экструдированы при температурах, лежащих в диапазоне от примерно 150°С до примерно 270°С или от примерно 190°С или выше, для перевода TPU композиции в промежуточную форму. Промежуточная форма может быть подходящей для последующей переработки с получением конечной формы, например - ситового элемента на основе TPU.
Способы по настоящему изобретению могут включать множество дополнительных технологических операций. Например, способ или процесс по настоящему изобретению может включать: проведение реакции полиуретанового преполимера и отверждающего агента (то есть полимеризацию); последующее отверждение полиуретана; необязательное измельчение материала с получением постотвержденного полиуретанового полимера в гранулированной форме; экструзию постотвержденного и/или необязательно гранулированного полиуретанового полимера; и необязательное гранулирование экструдировэнного TPU.
В варианте осуществления настоящего изобретения TPU композиция может быть получена способом, в котором преполимер смешивают с отверждающим агентом при температуре, лежащей в диапазоне от примерно 50°С до примерно 150°С, с получением полимера. Способ может затем включать нагревание полимера при температурах, лежащих в диапазоне от примерно 50°С до примерно 200°С в течение периода времени, лежащего в диапазоне от примерно 1 часа до примерно 24 часов, с получением постотвержденного полимера. Постотвержденный полимер затем необязательно можно измельчить с получением гранулированного полимера. Способ необязательно может дополнительно включать переработку постотвержденного полимера или гранулированного полимера в экструдере при температурах, лежащих в диапазоне от примерно 150°С или выше, с получением TPU композиции. Дополнительные операции могут необязательно включать гранулирование TPU композиции, повторное плавление гранулированной TPU композиции и экструзию расплавленной TPU композиции.
Способы по настоящему изобретению могут дополнительно включать получение TPU композиций, содержащих необязательные добавки. В варианте осуществления настоящего изобретения необязательные добавки могут включать антиоксиданты (включая фенольные соединения, фосфиты, сложные тиоэфиры и/или амины), антиозонанты, термостабилизаторы, инертные наполнители, смазывающие агенты, ингибиторы, стабилизаторы против гидролиза, светостабилизаторы, светостабилизаторы в форме стерически затрудненных аминов, поглотители УФ излучения (например - бензотриазолы), тепловые стабилизаторы, стабилизаторы для предотвращения обесцвечивания, красящие вещества, пигменты, неорганические и органические наполнители, сероорганические соединения, термостабилизаторы, армирующие агенты и их комбинации.
Способы по настоящему изобретению включают получение TPU композиций, содержащих необязательные добавки в эффективных количествах, специально подобранных для каждой соответствующей добавки. В различных вариантах осуществления настоящего изобретения такие необязательные дополнительные добавки могут быть включены в компоненты реакционной смеси или в реакционную смесь для получения TPU композиции. В других вариантах осуществления настоящего изобретения можно получить и необязательно переработать базовую TPU композицию, не содержащую дополнительных добавок. Необязательные технологические операции могут включать измельчение TPU материалов для получения гранулированного материала или для получения порошкообразного материала базовой TPU композиции, к которому затем могут быть примешаны необязательные добавки перед дальнейшей переработкой.
В других вариантах осуществления настоящего изобретения порошкообразные смеси, содержащие базовую TPU композицию и необязательные добавки, можно перемешать, расплавить и экструдировать с получением композиции. В других вариантах осуществления настоящего изобретения TPU композицию можно получить способом химически активной экструзии, в котором преполимер, отверждающий агент и любые необязательные добавки подают прямо в экструдер и затем их смешивают, проводят реакцию и экструдируют при повышенной температуре. В различных вариантах осуществления настоящего изобретения можно также использовать различные альтернативные комбинации этих технологических операций.
Дополнительные варианты осуществления могут включать множество различных типов полимерных добавок. Такие добавки могут включать поглотитель кислоты, антиадгезив, агент против запотевания, антиоксидант / термостабилизатор, вспенивающий агент, агент для улучшения совместимости / стимулятор адгезии, усилитель проводимости, антипирен, отдушку, модификатор ударопрочности, рассеиватель света, зародышеобразующий / осветляющий агент, оптический отбеливатель, пигмент, скользящий агент / смазка / антиадгезионная смазка для форм/технологическая добавка, УФ-защита / светостабилизатор, наполнитель, армирующие / связующие агенты и т.д.
Антиоксидант / термостабилизатор, как описано выше, помогает предотвратить деградацию в результате окисления, особенно при повышенных температурах. Антистатик помогает рассеивать статическое электричество. Такие добавки могут быть выгодны для использования на нефтяных месторождениях. Вспенивающий агент создает внутри полимера ячеистую (вспененную) структуру, которая снижает плотность, повышает тепло- и звукоизоляцию и увеличивает жесткость. Агент для улучшения совместимости / стимулятор адгезии помогает создать более стабильную фазовую морфологию между смешанными полимерами. Такой агент для улучшения совместимости / стимулятор адгезии может быть полезен для вариантов осуществления, в которых TPU смешивают с полимером другого типа. Скользящий агент / смазка / антиадгезионная смазка для форм/технологическая добавка, как описано выше, помогает полимеру втекать в форму и высвобождаться из формы во время обработки. Такие материалы могут включать фторполимеры, которые можно использовать для отливки уретанов. УФ-защита / светостабилизатор, как описано выше, помогает предотвратить фотодеградацию при взаимодействии УФ-излучения с материалами TPU. Наполнители, армирующие / связующие агенты, как описано выше, используются для усиления, придания жесткости и повышения технологичности материала TPU. Наполнители могут включать стекловолокно, арамидное волокно, углеродное волокно и т.д. Использование арамидных и углеродных волокон может повлиять на оптические свойства материала и, таким образом, может повлиять на степень использования конкретного материала для лазерной сварки.
Промышленные изделия
Раскрытые варианты осуществления настоящего изобретения включают устройства, промышленные изделия и продукты, изготовленные с использованием TPU композиций. Неограничивающие иллюстративные варианты осуществления настоящего изобретения могут включать покрытия или адгезивы (клеящие вещества) и/или изделия, имеющие предварительно заданную трехмерную структуру после отверждения после литья или экструзии в форму. Раскрытые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут обладать значительно более высокой способностью выдерживать нагрузки, нежели другие материалы, например - на основе натурального или синтетического каучука.
В различных вариантах осуществления настоящего изобретения изделия, полученные из TPU композиций по настоящему изобретению, могут быть термостабильными. В связи с этим, несмотря на то, что термопластичные материалы обычно можно повторно расплавить и переформовать, изделия, изготовленные из TPU композиций по настоящему изобретению, могут проявлять устойчивость к эффектам, обусловленным термическим напряжением при температурах, значительно более низких, чем температура плавления. Например, изделия, изготовленные из TPU композиций по настоящему изобретению, могут сохранять свою форму (то есть они могут проявлять сохранение модуля упругости) при повышенных температурах, соответствующих условиям эксплуатации, включая температуры, лежащие в диапазоне от примерно 170°С до примерно 200°С. TPU композиции по настоящему изобретению можно использовать для изготовления изделий, которые могут сохранять свою структуру, механическую прочность и общие эксплуатационные характеристики при повышенных температурах.
TPU композиции по настоящему изобретению могут проявлять термостабильность в диапазоне температур от примерно 160°F (71°С) до примерно 210°F (99°С). Варианты осуществления TPU композиций также могут проявлять термостабильность при температурах, лежащих в диапазоне от примерно 170°F (77°С) до примерно 200°F (93°С), тогда как другие варианты осуществления могут проявлять термостабильность при температурах, лежащих в диапазоне от примерно 175°F (79°С) до примерно 195°F (91°С). Варианты осуществления настоящего изобретения могут также обеспечить TPU композицию, которая может проявлять термостабильность при температурах, близких к 180°F (82°С). В одном варианте осуществления изобретения полимерные композиции имеют теплостойкость (температуру размягчения) по Вика (Vicat), измеренную согласно стандарту ISO 306 или стандарту ASTM D1525, составляющую более 220°F (104°С)
Варианты осуществления настоящего изобретения включают TPU композиции, обладающие благоприятными механическими свойствами, которые подтверждаются данными по устойчивости к надрезам, разрывам и истиранию, по сравнению с известными термопластичными композициями. В некоторых вариантах осуществления настоящего изобретения улучшенные свойства могут включать: большую прочность на разрыв, лучшее сохранение модуля жесткости при высокой температуре, меньшее сокращение при сжатии, улучшенное сохранение физических свойств с течением времени и при воздействии вредных сред. Некоторые варианты осуществления настоящего изобретения обеспечивают TPU композиции, которые могут обладать комбинацией улучшенных характеристик, таких как превосходная термическая стабильность, устойчивость к истиранию и химическая стойкость (например - к маслам и смазкам). В некоторых вариантах осуществления настоящего изобретения изделия, изготовленные из TPU композиций по настоящему изобретению, могут иметь характеристики, в высшей степени желательные для нефтяной, газовой, химической, горнодобывающей, автомобильной и других отраслей промышленности.
В иллюстративном варианте осуществления настоящего изобретения пример TPU композиции, полученной в гранулированной форме, можно загрузить в цилиндр инжекционного пресса. После загрузки в цилиндр гранулы можно нагреть в течение периода времени, необходимого для плавления материала TPU композиции. Затем из инжекционного пресса можно экструдировать расплавленный иллюстративный материал TPU композиции в полость формы с предварительно заданной скоростью инжекции. Инжекционный пресс можно адаптировать так, чтобы он содержал специализированные насадки и/или форсунки, имеющие конфигурацию, необходимую для достижения желаемого выхода инжекции.
Для получения желаемых результатов можно отрегулировать или настроить различные параметры. Эти параметры могут включать, но не ограничиваются ими, температуру цилиндра, температуру форсунки, температуру формы, инжекционное давление, скорость инжекции, время инжекции, температуру охлаждения и время охлаждения.
В варианте осуществления способа по настоящему изобретению температура цилиндра аппарата для инжекционного формования может быть выбрана в диапазоне от примерно 148°С до примерно 260°С, от примерно 176°С до примерно 233°С, от примерно 204°С до примерно 233°С, от примерно 210°С до примерно 227°С, и от примерно 215°С до примерно 235°С. Температуры форсунки аппарата для инжекционного формования могут быть выбраны в диапазоне от примерно 204°С до примерно 260°С, от примерно 218°С до примерно 246°С, от примерно 234°С до примерно 238°С, и от примерно 229°С до примерно 235°С.
В варианте осуществления способа по настоящему изобретению инжекционное давление аппарата для инжекционного формования может быть выбрано в диапазоне от примерно 10000 фунтов/кв. дюйм до примерно 15000 фунтов/кв. дюйм. В дополнительных вариантах осуществления давление впрыска может быть значительно выше. В других вариантах осуществления давление впрыска составляет примерно 30000 фунтов/кв. дюйм. Скорость инжекции аппарата для инжекционного формования может быть выбрана в диапазоне от примерно 1,0 кубического дюйма в секунду до примерно 3,0 кубических дюймов в секунду, от примерно 1,5 кубических дюймов в секунду до примерно 2,5 кубических дюймов в секунду, от примерно 1,75 кубических дюймов в секунду до примерно 2,5 кубических дюймов в секунду, и от примерно 2,1 кубических дюймов в секунду до примерно 2,4 кубических дюймов в секунду. Для получения сита с мелкими отверстиями скорость впрыска составляет от примерно 5,0 кубических дюймов в секунду до примерно 7,0 кубических дюймов в секунду, от примерно 5,5 кубических дюймов в секунду до примерно 6,5 кубических дюймов в секунду, от примерно 5,0 кубических дюймов в секунду до примерно 6,0 кубических дюймов в секунду.
В варианте осуществления способа по настоящему изобретению время инжекции может быть выбрано в диапазоне от примерно 0,25 секунд до примерно 3,00 секунд, от примерно 0,50 секунд до примерно 2,50 секунд, от примерно 0,75 секунд до примерно 2,00 секунд, и от примерно 1,00 секунд до примерно 1,80 секунд. Кроме того, время инжекции можно изменить так, чтобы включить «выдерживание» в течение определенного периода времени, во время которого инжекция приостанавливается. Периоды выдерживания могут быть любым конкретным периодом времени. В иллюстративном варианте осуществления настоящего изобретения время выдерживания может лежать в диапазоне от 0,10 секунд до 10,0 минут. В других вариантах осуществления настоящего изобретения могут быть использованы другие периоды выдерживания.
В варианте осуществления способа по настоящему изобретению температуры формы могут быть выбраны в диапазоне от примерно 37°С до примерно 94°С, от примерно 43°С до примерно 66°С, и от примерно 49°С до примерно 60°С. Температуры охлаждения могут постепенно снижаться для регулирования отверждения TPU композиции по настоящему изобретению. Температура может постепенно снижаться от температуры формы до температуры окружающей среды в течение определенного периода времени. В качестве периода времени для охлаждения может быть выбран по существу любой период времени, лежащий в диапазоне от нескольких секунд до нескольких часов. В варианте осуществления настоящего изобретения период времени для охлаждения может лежать в диапазоне от примерно 0,1 минуты до примерно 10 минут.
Приведенный ниже способ описывает способ инжекционного формования, в котором получают ситовые элементы, основанные на TPU композициях по настоящему изобретению. Как описано выше, TPU композиции могут быть получены в форме TPU гранул. Материал TPU композиции можно вначале инжектировать в форму, которая предназначена для изготовления ситового элемента. Затем TPU композицию можно нагреть до температуры, подходящей для инжекционного формования, чтобы при этом расплавить TPU материал. Затем расплавленный TPU материал можно загрузить в машину для инжекционного формования. В варианте осуществления настоящего изобретения форма может быть двухкамерной формой для изготовления ситового элемента. Затем форме, содержащей инжектированный расплавленный TPU материал, дают возможность остыть. После охлаждения TPU материал отверждается с образованием ситового элемента, имеющего форму, определенную формой. Затем полученные ситовые элементы можно вынуть из формы для дальнейшей обработки.
Варианты осуществления настоящего изобретения обеспечивают сформованные способом инжекционного формования (отлитые под давлением) ситовые элементы, которые имеют приемлемые размер и конфигурацию для изготовления узлов вибрационного сита и для использования в устройствах вибрационного сита. При конструировании отдельных ситовых элементов было принято во внимание несколько важных соображений. Предусмотрены ситовые элементы, которые:
- имеют оптимальный размер (достаточно большой для эффективной сборки всей конструкции сита в сборе, но при этом достаточно малый для инжекционного формования (микроформа в некоторых вариантах осуществления) чрезвычайно малых структур, образующих отверстия сита, избегая при этом застывания (т.е. затвердевания материала в форме до полного заполнения формы));
- имеют оптимальную открытую площадь просеивания (структуры, образующие отверстия и поддерживающие отверстия, имеют минимальный размер для увеличения общей открытой площади, используемой для просеивания, при сохранении, в некоторых вариантах осуществления, очень маленьких отверстий сита, необходимых для надлежащего разделения материалов в соответствии с указанным стандартом);
- обладают долговечностью и прочностью, могут работать в самых разных температурных диапазонах;
- являются химически стойкими;
- являются структурно стабильными;
- являются высоко универсальными в производственных процессах сборки сита; и
- являются приспосабливаемыми в конфигурациях, адаптируемых для конкретных применений.
Варианты осуществления настоящего изобретения обеспечивают ситовые элементы, которые изготавливаются с использованием чрезвычайно точного инжекционного формования (литья под давлением). Чем больше элемент сита, тем легче собрать полный узел вибрационного сита (сито в сборе). Проще говоря, чем меньше деталей нужно собрать, тем проще будет собрать систему. Однако чем больше ситовый элемент, тем труднее отливать методом инжекционного формования чрезвычайно малые структуры, т.е. структуры, образующие отверстия сита. Важно свести к минимуму размер структур, образующих отверстия сита, чтобы максимально увеличить количество отверстий сита на отдельном ситовом элементе и таким образом оптимизировать открытую площадь просеивания для ситового элемента и, таким образом, всего сита в сборе. В некоторых вариантах осуществления предусмотрены достаточно большие ситовые элементы (например, один дюйм на один дюйм, один дюйм на два дюйма, два дюйма на три дюйма, один дюйм на шесть дюймов и т.д.), чтобы было удобно собрать полную просеивающую поверхность сита в сборе (например, два фута на три фута, три фута на четыре фута и т.д.). Относительно «небольшой размер» (например, один дюйм на один дюйм, один дюйм на два дюйма, два дюйма на три дюйма и т.д.) является довольно большим при микроформовании чрезвычайно малых структурных элементов (например, такие как отверстия и структурные элементы размером до 43 мкм). Чем больше размер всего ситового элемента и чем меньше размер отдельных конструктивных элементов, образующих отверстия сита (отверстия для просеивания), тем больше вероятность таких ошибок в процессе инжекционного формования, как застывание. Таким образом, размер ситовых элементов должен быть приемлемым для изготовления сита в сборе, и в то же время достаточно малым, чтобы исключить такие проблемы, как застывание при микроформовании чрезвычайно малых структур. Размеры ситовых элементов могут варьироваться в зависимости от материала, формируемого способом инжекционного формования, размера требуемых отверстий сита и желаемой общей открытой площади просеивания.
В вариантах осуществления настоящего изобретения термопластичный материал (термопласт) используется для изготовления ситовых элементов методом инжекционного формования. В отличие от полимеров термореактивного типа, к которым часто относят жидкие материалы, химически реагирующие и отверждающиеся под действием температуры, использование термопластичных материалов часто проще и может быть обеспечено, например, расплавлением однородного материала (часто в виде твердых гранул) и последующим инжекционным формованием расплавленного материала. Авторами изобретения было обнаружено, что не только физические свойства термопластичных материалов оптимальны для применения в вибрационном сите, но и использование термопластичных жидкостей упрощает производственные процессы, особенно при микроформовании деталей. Использование термопластичных материалов в настоящем изобретении обеспечивает превосходную прочность на изгиб и усталостную прочность на изгиб, и идеально подходит для деталей, подвергающихся периодическим перегрузкам или постоянным перегрузкам, как это происходит с вибрационными ситами, используемыми в вибрационных просеивающих машинах. Поскольку вибрационные просеивающие машины подвержены движению, низкий коэффициент трения термопластичных материалов, полученных методом инжекционного формования, обеспечивает оптимальные характеристики износа. Действительно, износостойкость некоторых термопластов превосходит многие металлы. Кроме того, как описано в настоящем документе, использование термопластов обеспечивает оптимальный материал при изготовлении «защелкивающейся посадки» благодаря его характеристикам ударной вязкости и удлинения. Использование термопластов в вариантах осуществления настоящего изобретения также обеспечивает устойчивость к растрескиванию под напряжением, старению и экстремальным атмосферным воздействиям. Теплостойкость при изгибе термопластичных материалов находится в диапазоне 200°F (93°С). С добавлением стекловолокна она увеличится примерно с 250°F (121°С) до примерно 300°F (149°С) или выше и повысит жесткость, измеряемую модулем упругости при изгибе, примерно с 400000 фунтов на квадратный дюйм до примерно 1000000 фунтов на квадратный дюйм. Все эти свойства идеально подходят для окружающей среды, с которой сталкиваются при использовании вибрационных сит на вибрационных просеивающих машинах в сложных условиях, возникающих в полевых условиях.
Таким образом, обеспечиваются ситовые элементы, которые:
- имеют оптимальный размер (достаточно большой для эффективной сборки всей конструкции сита в сборе, но при этом достаточно малый для инжекционного формования (микроформа в некоторых вариантах осуществления) чрезвычайно малых структур, образующих отверстия сита, избегая при этом застывания (т.е. затвердевания материала в форме до полного заполнения формы));
- имеют оптимальную открытую площадь просеивания (структуры, образующие отверстия и поддерживающие отверстия, имеют минимальный размер для увеличения общей открытой площади, используемой для просеивания, при сохранении, в некоторых вариантах осуществления, очень маленьких отверстий сита, необходимых для надлежащего разделения материалов в соответствии с указанным стандартом);
- обладают долговечностью и прочностью, могут работать в самых разных температурных диапазонах;
- являются химически стойкими;
- являются структурно стабильными;
- являются высоко универсальными в производственных процессах сборки сита; и
- являются приспосабливаемыми в конфигурациях, адаптируемых для конкретных применений.
Кроме того, ситовые элементы, подситники и сита в сборе могут иметь различные формы и размеры, постольку, поскольку конструктивные опорные элементы подситников предусмотрены для поддержки соответствующих усиливающих элементов ситовых элементов.
Сита, подситники и сита в сборе рассчитаны на высокие вибрационные нагрузки (например, ускорения в диапазоне от Зд до 9д), абразивные материалы (например, жидкости, содержащие от нескольких процентов до 65 процентов абразивных твердых частиц) и высокие нагрузки (например, жидкости с удельным весом до 3 фунтов на галлон). Сита в сборе также рассчитаны на то, чтобы выдерживать сжимающую нагрузку до 2000-3000 фунтов на края сита в сборе, как описано, например, в патентах US 7578394 и US 9027760, полное описание каждого из которых включено в настоящую работу посредством ссылок. Кроме того, описанные сита в сборе сконструированы таким образом, что размер просеивающих отверстий сита сохраняется в условиях эксплуатации, включающих вышеупомянутую сжимающую нагрузку, высокие вибрационные силы, и в присутствии тяжелых жидкостей.
Разработка подходящих композиций
Варианты осуществления настоящего изобретения, описанные выше, обеспечивают TPU композиции с указанными диапазонами различных компонентов. Посредством варьирования композиций TPU материалов и процентных содержаний наполнителей, агентов, повышающих текучесть, и других добавок были получены усовершенствованные материалы. Ситовые элементы изготовили с использованием способов инжекционного формования на основе различных композиций. Ситовые элементы прикрепили к подситниковым структурам и собрали с получением сит в сборе большой площади, которые использовали в полевых испытаниях.
Фиг. 4 иллюстрирует пример сита в сборе, которое изготовили из ситовых элементов и подситниковых структур, описанных выше со ссылкой на Фиг. с 1 по 3А, согласно вариантам осуществления настоящего изобретения.
Фиг. 5 иллюстрирует результаты реальных полевых испытаний сит в сборе согласно варианту осуществления настоящего изобретения. Данные, представленные на Фиг. 5, являются результатами испытания сит в сборе согласно варианту осуществления настоящего изобретения посредством просеивания материалов, полученных во время добычи нефти и газа на глубинах, равных по меньшей мере 100000 футов±5000 футов. Композиция ВВ с наилучшими эксплуатационными свойствами имела содержание стекловолокон (диаметром 10 мкм), равное примерно 7%, тогда как следующая по эксплуатационным свойствам композиция ВА имела содержание стекловолокон (диаметром 10 мкм), равное примерно 5%. Обе композиции также имели содержание агента, повышавшего текучесть, равное примерно 0,5%, и содержание термостабилизатора, равное примерно 1,5%. Элементы 84 поверхности ситового элемента (см., например, Фиг. 2) имели толщину Т, равную примерно 0,014 дюйма (примерно 356 мкм), во всех испытаниях, результаты которых представлены на Фиг. 5.
В дополнительных вариантах осуществления настоящего изобретения изготовили ситовые элементы, имевшие элементы 84 поверхности с меньшей толщиной, в том числе равной Т=0,007 дюйма (178 мкм), 0,005 дюйма (127 мкм) и 0,003 дюйма (76 мкм). Для брусков большой толщины, например, 0,014 дюйма (примерно 356 мкм), можно добавить большее количество стеклянного наполнителя, тогда как для промежуточных толщин, т.е. 0,005 дюйма и 0,007 дюйма, необходимо меньшее количество наполнителя, чтобы обеспечить достаточную жесткость конструкции, но при этом обеспечить легкое инжекционное формование. Для элементов, имеющих небольшую толщину бруска, например, 0,003 дюйма, необходимо небольшое количество наполнителя. В этих вариантах осуществления настоящего изобретения было выгодно использовать более низкие концентрации наполнителя, агента, повышающего текучесть, и термостабилизаторов, как показано в Таблице 1 ниже.
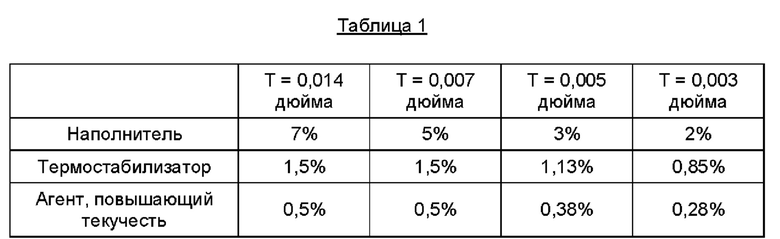
По мере уменьшения размеров элементов может оказаться предпочтительным включить более высокое процентное содержание наполнителя, чтобы позволить материалу лучше заполнить все пространства в форме. В Таблицах 2, 3, 4 и 5 показаны процентные содержания наполнителя, которые оказались предпочтительными для различных значений ширины отверстия сита W, для каждого из четырех значений Т, показанных выше в Таблице 1.
В Таблице 2 показано процентное содержание наполнителя в зависимости от ширины отверстия сита W для толщины отверстия сита Т=0,014 дюйма.
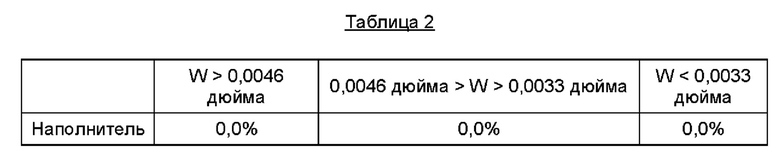
Таким образом, для Т=0,0014 дюйма все значения W в указанных выше диапазонах могут быть изготовлены из исходного материала (т.е. без наполнителя).
В Таблице 3 показано процентное содержание наполнителя в зависимости от ширины отверстия сита W для толщины отверстия сита Т=0,007 дюйма.
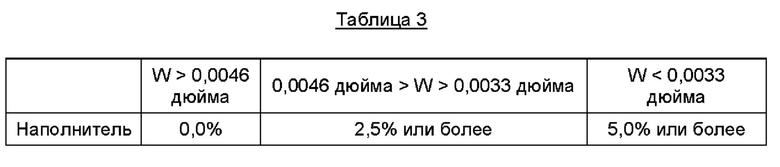
В Таблице 4 показано процентное содержание наполнителя в зависимости от ширины отверстия сита W для толщины отверстия сита Т=0,005 дюйма.
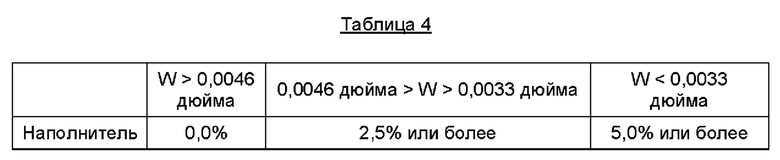
В Таблице 5 показано процентное содержание наполнителя в зависимости от ширины отверстия сита W для толщины отверстия сита Т=0,003 дюйма.
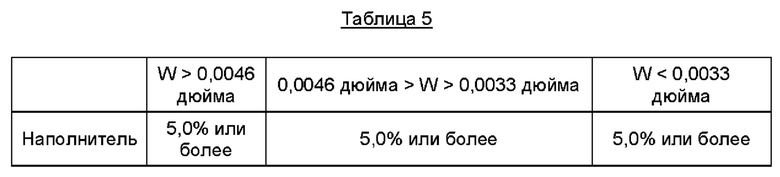
С использованием вышеописанных композиций были созданы различные ситовые элементы, имеющие диапазон размеров по длине L, ширине W и толщине Т, как показано ниже в Таблицах 6-9.
Таблица 6 иллюстрирует процент открытой площади иллюстративных вариантов осуществления ситовых элементов с фиксированной толщиной Т=0,014 дюйма, фиксированной длиной L=0,076 дюйма и переменной шириной W.
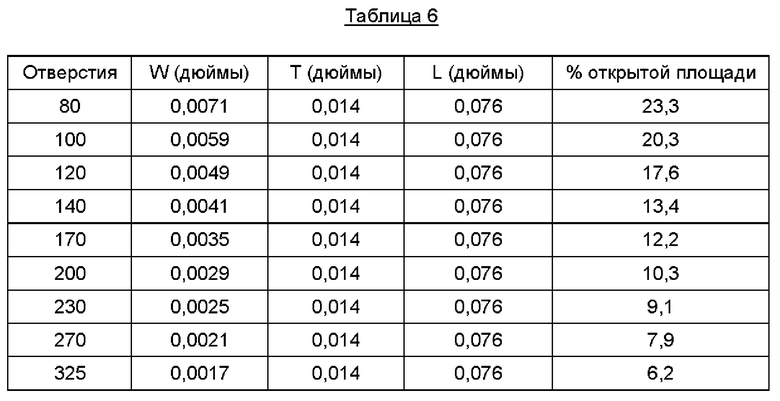
Таблица 7 иллюстрирует процент открытой площади иллюстративных вариантов осуществления ситовых элементов с фиксированной толщиной Т=0,007 дюйма, фиксированной длиной L=0,046 дюйма и переменной шириной W.
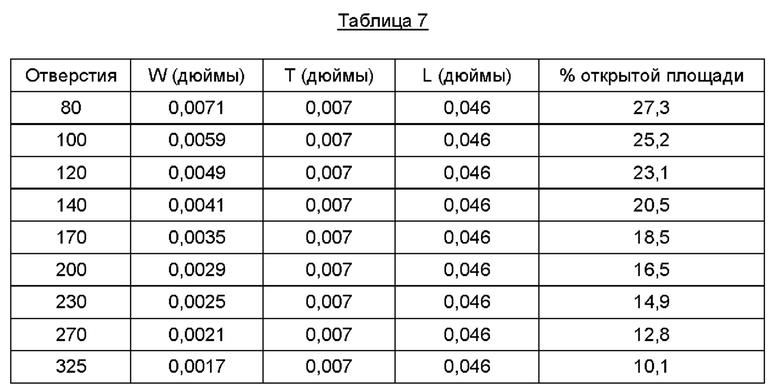
Таблица 8 иллюстрирует процент открытой площади иллюстративных вариантов осуществления ситовых элементов с фиксированной толщиной Т=0,005 дюйма, фиксированной длиной L=0,032 дюйма и переменной шириной W.
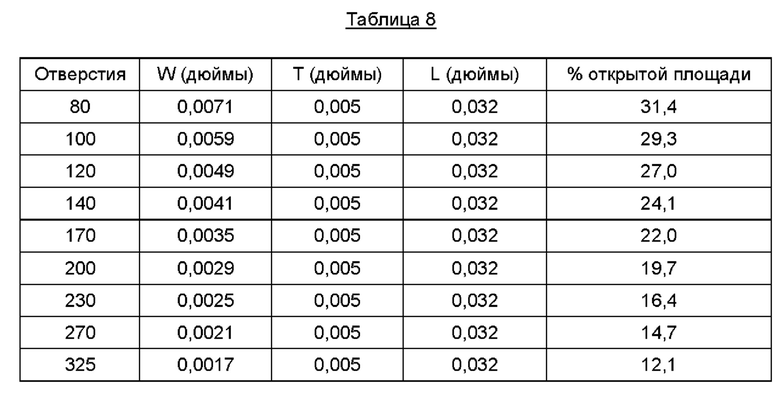
Таблица 9 иллюстрирует процент открытой площади иллюстративных вариантов осуществления ситовых элементов с фиксированной толщиной Т=0,003 дюйма, фиксированной длиной L=0,028 дюйма и переменной шириной W.

Вышеописанные варианты осуществления относятся к изменению процентного содержания наполнителя в зависимости от размеров Т, L и W отверстий сита. В дополнительных вариантах осуществления длина и диаметр волокна могут варьироваться для определения оптимальных значений длины и диаметра в зависимости от Т, L, и В.
В некоторых вариантах осуществления присутствие наполнителя может повлиять на долговечность материалов с течением времени. В некоторых вариантах осуществления больший процент наполнителя может привести к более короткому сроку службы материала. Таким образом, для данного применения может быть найден компромисс между свойствами материала и концентрацией наполнителя. Например, увеличение процентного содержания наполнителя может упрочнить материал, помочь избежать усадки материала и сделать материал менее склонным к прилипанию к форме. Однако улучшение механических свойств необходимо сопоставлять с возможностью сокращения срока службы материала из-за большего процентного содержания наполнителя.
Кроме того, увеличение процентного содержания материала наполнителя может изменить оптические свойства материалов, что может повлиять на пригодность материалов для использования с лазерной сваркой. Помимо процентного содержания наполнителя, выбор наполнителя также может влиять на оптические свойства материалов. Например, использование углеродных волокон может привести к большему оптическому поглощению по сравнению с материалом, в котором используются стеклянные волокна. Кроме того, оптическое поглощение обычно зависит от частоты/длины волны. В связи с этим более темные материалы (например, материалы с углеродными волокнами) могут потребовать использования более длинноволнового лазерного излучения для лазерной сварки по сравнению с более светлыми материалами (например, материалами со стеклянными волокнами).
Кроме того, могут быть предусмотрены композиции, не содержащие наполнителей, дополнительных термостабилизаторов и/или агентов, повышающих текучесть. Кроме того, твердость и другие свойства полученной композиции можно регулировать путем соответствующего смешивания различных материалов, имеющих разные значения твердости и других свойств. Например, может быть предусмотрена композиция, которая включает смесь первого термопластичного полиуретана, имеющего первую твердость, и второго термопластичного полиуретана, имеющего вторую твердость. В иллюстративном варианте осуществления каждый из первого и второго термопластичных полиуретанов может включать модифицированный сложный эфир, и первый и второй термопластичные полиуретаны могут быть выбраны так, чтобы они имели различные значения твердости. Например, первый термопластичный полиуретан может иметь измеренную с помощью дюрометра твердость по Шору примерно 59D, а второй термопластичный полиуретан может иметь измеренную с помощью дюрометра твердость по Шору примерно 95А. Таким образом, может быть получена композиция, содержащая смесь первого и второго термопластичных полиуретанов, которая имеет твердость по Шору в диапазоне от примерно 95А до 59D.
Другие композиции, например, могут иметь твердость по Шору в диапазоне примерно от 48D до 53D единиц или могут иметь твердость по Шору в диапазоне примерно от 54D до 58D единиц. Дополнительные варианты осуществления могут иметь различные значения твердости в зависимости от значений твердости материалов в смеси и относительных пропорций таких материалов. Например, может быть получена композиция, содержащая смесь 50/50 первого и второго полиуретанов, или она может иметь любое подходящее соотношение первого и второго полиуретанов в зависимости от желаемых свойств получаемого материала.
Каждый из первого и второго термопластичных полиуретанов может быть получен способом, в котором уретановый преполимер, имеющий содержание свободных полиизоцианатных мономеров менее 1 масс. %, взаимодействует с отверждающим агентом, а затем полученный материал подвергают экструзии при температуре 150°С и выше. Полученная композиция может быть пригодна для применения в инжекционном формовании изделий с размером пор в диапазоне от примерно 35 мкм до примерно 150 мкм. Такие изделия могут включать ситовые элементы, имеющие открытую площадь просеивания в диапазоне от примерно 10% до примерно 35%.
Уретановый преполимер, упомянутый выше, может быть получен из полиизоцианатного мономера и полиола, включающего алкандиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактонполиол и/или поликарбонатполиол, а отверждающий агент включает диол, триол, тетрол, алкиленполиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактонполиол, поликарбонатполиол, диамин или производное диамина.
Описанный способ изготовления ситового элемента может включать создание композиции, содержащей термопластичный полиуретан, и инжекционное формование ситового элемента с использованием полученной композиции.
Ситовый элемент может быть отлит под давлением (методом инжекционного формования) так, чтобы он имел отверстия, имеющие размер в диапазоне от примерно 35 мкм до примерно 150 мкм, и имел открытую площадь просеивания ситового элемента в диапазоне от примерно 10% до примерно 35%.
В этом способе композиция может быть получена реакцией первого термопластичного полиуретана, имеющего первую твердость, со вторым термопластичным полиуретаном, имеющим вторую твердость, при температуре выше примерно 150°С. Первый и второй полиуретаны могут быть выбраны таким образом, чтобы каждый из них содержал модифицированный сложный эфир и имел определенное значение твердости. Например, первый термопластичный полиуретан может иметь измеренную с помощью дюрометра твердость по Шору примерно 59D, а второй термопластичный полиуретан может иметь измеренную с помощью дюрометра твердость по Шору примерно 95А. Таким образом, может быть получена композиция, содержащая смесь первого и второго термопластичных полиуретанов, которая имеет твердость по Шору в диапазоне примерно от 95А до 59D единиц.
В различных вариантах осуществления получающийся ситовый элемент может иметь отверстия, имеющие примерно прямоугольную, квадратную, круглую или овальную форму. В других вариантах осуществления ситовый элемент может иметь отверстия, которые представляют собой удлиненные щели (прорези), имеющие длину L и ширину W, разделенные элементами поверхности, имеющими толщину Т, как описано выше со ссылкой на Фиг. 2, и со ссылкой на Таблицы 6-9. Толщина Т элементов поверхности, например, может находиться в диапазоне примерно от 0,003 дюйма до 0,020 дюйма, или толщина Т может составлять примерно 0,014 дюйма, 0,007 дюйма, 0,005 дюйма, 0,003 дюйма и т.д. Ширина W элементов поверхности, например, может находиться в диапазоне от примерно 0,0015 дюйма до примерно 0,0059 дюйма в некоторых вариантах осуществления, а в дополнительных вариантах осуществления отношение L/W длины удлиненных щелей к ширине может иметь значение в диапазоне примерно от 1:1 до примерно 30:1. Другие геометрические параметры ситовых элементов могут варьироваться, как описано ниже со ссылкой на Фиг. 6А-8С и Таблице 10, и могут быть разработаны соответствующие подходящие композиции, обладающие свойствами, адаптированными к конкретной геометрии изделий, предназначенных для получения методом инжекционного формования.
Фиг. 6А-6С иллюстрируют различные виды ситового элемента 600, который включает отверстия сита, имеющие скругленные углы, в соответствии с вариантом осуществления изобретения. На Фиг. 6А показан вид сверху ситового элемента 600, а на Фиг. 6В показан вид сбоку 604 ситового элемента 600 по Фиг. 6А, согласно варианту осуществления изобретения. Небольшая часть 602 ситового элемента 600 на Фиг. 6А показана в разобранном виде 606 на Фиг. 6С, согласно варианту осуществления изобретения. Как показано на Фиг. 6С, каждое из отверстий 608 сита имеет скругленные углы. Скругленные углы отверстий 608 сита снижают концентрацию локальных напряжений, обычно образующихся вблизи острых углов, таких как углы отверстий сита в других вариантах осуществления.
Например, в некоторых других вариантах осуществления острые углы могут создавать повышенный коэффициент концентрации напряжений вблизи точек пересечения элементов поверхности сита и стенок ситового элемента. Эти факторы концентрации напряжений могут привести к преждевременному выходу панели из строя. Общая точка отказа может возникнуть, когда элемент поверхности отрывается от стенки ситового элемента. Для увеличения срока службы сита к на каждой из острых кромок в вариантах осуществления, показанных на Фиг. 6А-6С, добавлено скругление, чтобы получить скругленные углы, как показано. Наличие этого дополнительного скругления уменьшает геометрические неоднородности и приводит к уменьшению интенсивности локального поля напряжений в местах соединения брусков со стенками. Дополнительные преимущества включают улучшенную простоту инжекционного формования за счет обеспечения более широкого пути, по которому материал может проходить во время заполнения. Уменьшение количества острых углов также обещает уменьшить сдвиг материала во время инжекционного формования, который в противном случае может быть причиной преждевременной деградации материала. Преимущества вариантов осуществления, имеющих закругленные углы, возможно, могут быть компенсированы недостатками, в том числе слегка уменьшенной открытой площадью, вызванной округлениями. Также потенциально возможно повышенное забивание вследствие уменьшения ширины щели из-за наличия скруглений.
Фиг. 7A-7D иллюстрируют варианты осуществления, в которых отверстия сита могут иметь различную ориентацию в соответствии с вариантом осуществления. На Фиг. 7А показан вид сверху ситового элемента 700, который включает выровненные в поперечном направлении отверстия сита в соответствии с вариантом осуществления изобретения. На Фиг. 7В показан вид сверху в разобранном виде части ситового элемента 700, показанного на Фиг. 7А, показывающий детали выровненных в поперечном направлении отверстий сита в соответствии с вариантом осуществления изобретения. На Фиг. 7С показан вид сверху ситового элемента 702, который включает выровненные в продольном направлении отверстия сита, а на Фиг. 7D показан вид сверху в разобранном виде части ситового элемента 702, показанного на Фиг. 7С, показывающий детали выровненных в продольном направлении отверстий сита в соответствии с вариантом осуществления изобретения.
Фиг. 8А-8С иллюстрируют виды в поперечном сечении нескольких элементов 84 поверхности варианта осуществления (например, см. Фиг. 2). Каждый элемент 84 поверхности имеет верхнюю плоскую поверхность 802, имеющую толщину Т. Тогда как на Фиг. 2 представлен вид сверху ситового элемента, имеющего элементы 84 поверхности, каждый из Фиг. 8А-8С представляет вид поперечного сечения по кромке одного элемента 84 поверхности, если смотреть с направления справа налево в плоскости Фиг. 2. Таким образом, направление снизу вверх на каждой из Фиг. 8А-8С соответствует направлению, перпендикулярному поверхности ситового элемента на Фиг. 2. Элементы поверхности на Фиг. 8А-8С имеют толщину Т соответственно 0,007 дюйма, 0,005 дюйма и 0,005 дюйма. Элементы 84 поверхности могут иметь различные геометрические формы, простирающиеся вглубь поверхности (т.е. вниз на Фиг. 8А-8С). Элементы 84 поверхности на каждой из Фиг. 8А-8А имеют коническую форму, хотя элементы 84 поверхности могут иметь множество других форм в других вариантах осуществления.
Каждый из элементов 84 поверхности на Фиг. 8А и 8В имеет коническую форму с плоскими боковыми поверхностями 804, которые наклонены под углом относительно вертикального направления (т.е. направления вверх-вниз на Фиг. 8А, 8В и 8С). В этом отношении поверхности 804 на Фиг. 8А образуют угол 806 примерно 15 градусов, тогда как поверхности 804 на Фиг. 8В, образуют угол 806 примерно 12 градусов. В геометрии на Фиг. 8А и 8В, толщина Т поверхности и угол 806 боковых краев 804 элемента 84 поверхности определяют глубину 808 в поверхности элементов 84 поверхности. В этом примере элемент 84 поверхности на Фиг. 8А проходит на глубину 808 примерно 0,015 дюйма, в то время как элемент 84 поверхности на Фиг. 8 В проходит на глубину 808 примерно 0,009 дюйма. Нижние края 810 элементов 84 поверхности на Фиг. 8А и 8В могут иметь различную геометрию. В этом примере каждый из элементов 84 поверхности на Фиг. 8А и 8В имеет закругленную форму, характеризующуюся радиусом кривизны. Радиус кривизны элементов 84 поверхности на Фиг. 8А и 8В составляет примерно 0,0018 дюйма.
На Фиг. 8С показан элемент поверхности, имеющий другую геометрию, чем на Фиг. 8А и 8В. В связи с этим боковые края элемента 84 поверхности на Фиг. 8С могут иметь конструкцию с двойным скосом. Первая часть 812 боковых краев элемента 84 поверхности на Фиг. 8С может образовывать первый угол 814, в то время как вторая часть 816 боковых краев элемента 84 поверхности на Фиг. 8С, может образовывать второй угол 818. Например, первая часть 812 может образовывать угол 814 примерно 15 градусов и проходить на глубину 820 примерно 0,004 дюйма. Точно так же вторая часть 816 может образовывать угол примерно 4 градуса и проходить на глубину 822 примерно 0,008 дюйма. В этом примере первая 812 и вторая 816 части вместе проходят на глубину 824 примерно 0,012 дюйма. Как и в случае элементов 84 поверхности на Фиг. 8А и 8 В, элемент 84 поверхности на Фиг. 8С, может иметь закругленный нижний край 810, характеризующийся радиусом кривизны. В этом примере нижний край 810 элемента 84 поверхности на Фиг. 8С имеет радиус кривизны примерно 0,0018 дюйма.
Сравнение Фиг. 8В и 8С показывает, что элемент 84 поверхности на Фиг. 8С проходит на большую глубину (т.е. примерно 0,012 дюйма), чем элемент 84 поверхности на Фиг. 8В (т.е. простирающийся примерно до 0,008 дюйма). Большая глубина элемента 84 поверхности на Фиг. 8С, может позволить элементу 84 поверхности по Фиг. 8С иметь большую прочность, чем имеет элемент 84 поверхности на Фиг. 8В. Вторая часть 816 имеет меньшую ширину, чем ширина первой части 812. Таким образом, смежные элементы 84 поверхности, имеющие форму двойного скоса, показанную на Фиг. 8С, обеспечивают большее расстояние между соседними элементами 84 поверхности по сравнению с элементами 84 поверхности на Фиг. 8В. Таким образом, ситовый элемент, имеющий элементы 84 поверхности, имеющие конфигурацию, показанную на Фиг. 8С, может быть прочнее и может быть менее склонным к забиванию (т.е. блокированию отверстий 86 сита согласно Фиг. 2) по сравнению с ситовым элементом, имеющим элементы 84 поверхности согласно Фиг. 8В, благодаря дополнительному зазору между соседними элементами 84 поверхности согласно Фиг. 8С.
В некоторых применениях просеивания может быть полезно адаптировать или изменить количество и расположение прикрепления ситовых элементов к подситникам. Как описано выше со ссылкой на Фиг. 3 и 3А, ситовый элемент 416 может быть присоединен к подситнику 414. Например, ситовый элемент 416 может быть прикреплен к подситнику 414 с помощью лазерной сварки. В этом случае плавкие бруски 476 и 478 могут входить в зацепление с соответствующими полостями 472 (например, см. Фиг. 1В и 1С) ситового элемента 416. Затем можно использовать лазерное излучение для плавления плавких брусков 476, чтобы тем самым образовать связь между ситовым элементом 416 и подситником 414. В некоторых вариантах осуществления может быть предпочтительно расплавить все плавкие бруски 476, чтобы таким образом образовать плотное соединение между ситовым элементом 416 и подситником 414. В других вариантах осуществления может быть предпочтительно сваривать лазером только часть плавких брусков 476, чтобы тем самым сформировать менее плотное соединение между ситовым элементом 416 и подситником 414. Точки, в которых плавкие бруски 476 не приварены лазером к подситнику 414, обеспечивают перемещение ситового элемента 416 относительно подситника 414, как более подробно описано ниже.
Фиг. 9 показан вид сверху ситового элемента и рамы 900 в сборе с различными областями 901-920, которые могут быть приварены лазером к нижележащему подситнику согласно варианту осуществления изобретения. Как описано выше, лазерная сварка всех областей с 901 по 920 приводит к прочному соединению между ситовым элементом 900 и подситником. Такая полностью сварная конфигурация допускает незначительное относительное перемещение между ситовым элементом 900 и нижележащим подситником. В дополнительных конфигурациях некоторые из возможных мест лазерной сварки (т.е. некоторые из областей 901-920) можно оставить несваренными, чтобы обеспечить относительное движение между ситовым элементом 900 и нижележащим подситником.
В первом примере применения ситовый элемент, полностью соединенный с подситником, был бы желателен для ситуации, в которой необходимо выполнить операцию просеивания для обезвоживания суспензии с высоким содержанием твердых частиц. В таком применении желательно обеспечить полное и надежное присоединение сита к нижележащему подситнику. В связи с этим ситовый элемент 900 может быть приварен лазером к нижележащему подситнику по периметру и посередине ситового элемента, включая лазерную сварку всех областей 901-920. Такая конфигурация позволила бы сборке (ситу и подситнику) двигаться как жесткому блоку в унисон с вибрационным движением вибрационной просеивающей машины. Это особенно полезно при обезвоживании тяжелых твердых частиц при высоких расходах и высоких ускорениях (т.е. при больших перегрузках). Такие твердые частицы должны быстро перемещаться по просеивающей поверхности. Иногда это происходит при больших перегрузках или больших амплитудах движения поверхности сита. В такой ситуации любое относительное движение подситника и поверхности сита, которое не синхронизировано с вибрационной просеивающей машиной, может привести к снижению подачи твердых частиц и, в свою очередь, к уменьшению потока материала через сито.
В других ситуациях может быть желательным иметь ситовый элемент, который не полностью приварен лазером к нижележащему подситнику. Таким образом, во время работы может быть полезным относительное движение (т.е. движение 2-го порядка) между ситовым элементом и подситником. Например, при сухом просеивании или отсеивании (т.е. при истирании) движение 2-го порядка или вибрация ситового элемента или поверхности сита относительно подситника может способствовать предотвращению забивания сита (т.е. удалению частиц, которые в определенных ситуациях могут застрять в отверстиях сита). Небольшой вертикальный удар или сила могут быть приложены для того, чтобы выбить частицы, которые временно задерживаются в сужающихся отверстиях сита. Такая ситуация может возникнуть, например, в квадратных или щелевых отверстиях сита.
Для этого типа применения может быть полезно создать частично присоединенный ситовый элемент в сборке ситового элемента и рамы 900 в сборе (например, см. Фиг. 9) путем соединения (например, с помощью лазерной сварки) областей 905, 906, 907, 901, 909, 910, 912, 913, 915, 916, 917 и 920, оставляя области 902, 903, 904, 908, 911, 914, 918 и 919 несвязанными. Такая конфигурация позволила бы вертикальное перемещение поверхности ситового элемента и способствовала бы перемещению частиц, удерживаемых на переходном этапе, из отверстий ситового элемента вследствие ударов между ситовым элементом 900 и поверхностью подситника.
На Фиг. 10 показан профиль амплитуды колебаний ситового элемента 900, частично соединенного с подситником 1000, в соответствии с вариантом осуществления изобретения. В этом примере ситовый элемент 900 связан с подситником 1000, чтобы обеспечить движение только в одном направлении, перпендикулярном поверхности подситника 1000. В этой конфигурации колебательное движение ситового элемента 900 относительно подситника 1000 происходит в направлении, перпендикулярном поверхности подситника 1000, так что амплитуда имеет максимум в первом 1002а и втором 1002b местоположениях, как показано на Фиг. 10. Кроме того, ситовый элемент 900 соединен так, чтобы обеспечить нулевую амплитуду относительного движения в первом 1004а, втором 1004b и третьем 1004 с местоположениях, так что ситовый элемент 900 в этих местоположениях перемещается жестко с подситником 1000. В этом примере вертикальное движение заставляет ситовый элемент 900 отрываться от подситника 1000 при движении вверх и ударять подситник 1000 при ходе вниз. Как описано выше, такое движение может быть полезно при сухом просеивании для облегчения устранения забивания.
Помимо конфигурации соединения ситового элемента 900 с подситником 1000 (например, см. Фиг. 9 и 10), на относительное движение ситового элемента 900 и подситника могут влиять свойства материала подситника 1000. Например, подситники 1000 могут быть более или менее жесткими в зависимости от толщины и типов материалов, используемых для создания подситника 1000. Таким образом, может быть желательным иметь подситник 1000, который является более жестким для применений, в которых ситовый элемент 900 плотно соединен с подситником 1000. В качестве альтернативы, в других применениях может быть предпочтительно иметь подситники 1000, которые являются менее жесткими, чтобы обеспечить большее относительное движение между подситником 1000 и частично скрепленным с ним ситовым элементом 900. Кроме того, ударная вязкость материалов подситника может влиять на относительное движение ситового элемента 900 и подситника 1000 из-за относительной склонности материалов подситника поглощать больше / меньше энергии вибрации для материалов, имеющих большую / меньшую ударную вязкость.
Помимо механических свойств подситника, для данного варианта осуществления изобретения в зависимости от необходимости могут варьироваться механические свойства ситовых элементов. Например, как описано выше, твердость материала, используемого для создания ситовых элементов, может быть выбрана на основе композиции. Для применений, требующих плотного прикрепления ситового элемента к подситнику для предотвращения относительного перемещения ситового элемента может быть желателен более твердый материал. Напротив, более мягкий материал может быть более подходящим для применений, в которых ситовый элемент частично прикреплен к подситнику, тем самым допуская относительное движение между ситовым элементом и подситником (например, см. Фиг. 10). Таким образом, более мягкий материал может допускать повышенное относительное колебательное движение между ситовым элементом и подситником по сравнению с более твердым материалом.
Как описано выше, твердость и другие свойства полученной композиции можно регулировать путем соответствующего смешивания различных материалов, имеющих разные значения твердости и другие свойства. Например, может быть предложена композиция, которая включает смесь первого термопластичного полиуретана, имеющего первую твердость, и второго термопластичного полиуретана, имеющего вторую твердость. Например, первый термопластичный полиуретан может иметь твердость по Шору примерно 59D, а второй термопластичный полиуретан может иметь твердость по Шору примерно 95А. Таким образом, может быть получена композиция, содержащая смесь первого и второго термопластичных полиуретанов, которая имеет твердость по Шору в диапазоне от примерно 95А до 59D. Другие варианты осуществления могут иметь различные значения твердости в зависимости от значений твердости материалов в смеси и относительных пропорций таких материалов. Например, другие композиции могут иметь твердость по Шору в диапазоне примерно от 48D до 53D или могут иметь твердость по Шору в пределах примерно от 54D до 58D, как описано выше.
Примеры вариантов осуществления настоящего изобретения описаны выше. Однако эти примеры вариантов осуществления не следует интерпретировать как ограничивающие настоящее изобретение. В связи с этим могут быть произведены различные модификации и изменения без отклонения от более широкого смысла и объема изобретения. Соответственно, описание и графические материалы также следует считать иллюстративными, а не ограничивающими настоящее изобретение. Широта и объем вариантов осуществления изобретения не должны ограничиваться каким-либо из вышеописанных иллюстративных вариантов осуществления, а должны определяться только в соответствии со следующей формулой изобретения и ее эквивалентами.
Условные формулировки, такие как «может», «могут», «можно» или «мог бы», если специально не указано иное или иным образом не понимается в используемом контексте, обычно предназначены для передачи того, что некоторые варианты осуществления могут включать, в то время как другие варианты осуществления не включают определенные признаки, элементы и/или операции. Таким образом, такой условный язык, как правило, не подразумевает, что признаки, элементы и/или операции каким-либо образом требуются для одного или более вариантов осуществления или что один или более вариантов осуществления обязательно включают разумность выбора того, включают ли они эти признаки, элементы и/или операции, или они должны выполняться в каком-либо конкретном варианте осуществления, с участием или подсказкой пользователя, или без них.
| название | год | авторы | номер документа |
|---|---|---|---|
| СШИВАЕМЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2007 |
|
RU2436808C2 |
| УСТРОЙСТВО В ВИДЕ СИТОВОЙ КОРЗИНЫ (ВАРИАНТЫ) И ОТСЕИВАЮЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2018 |
|
RU2749859C1 |
| СШИВАЕМЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2011 |
|
RU2545457C2 |
| КОМПОЗИТ С ВЫСОКОЙ МЯГКОСТЬЮ И БОЛЬШОЙ ТОЛЩИНОЙ ИЗОЛИРУЮЩЕГО СЛОЯ ДЛЯ САЛФЕТОК | 2008 |
|
RU2429285C2 |
| ПОЛЫЕ ЧАСТИЦЫ ИЗ ТЕРМОПЛАСТИЧНЫХ ЭЛАСТОМЕРОВ И ПОРИСТЫЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ | 2017 |
|
RU2743348C1 |
| ТЕРМОСТАБИЛИЗАТОР ДЛЯ СЛОЖНОГО ПОЛИЭФИРА | 2020 |
|
RU2816952C1 |
| РЕАКЦИОННО-СПОСОБНАЯ ПОЛИУРЕТАНОВАЯ КОМПОЗИЦИЯ, СОДЕРЖАЩАЯ УСТОЙЧИВЫЕ К ИСТИРАНИЮ НАПОЛНИТЕЛИ | 2011 |
|
RU2594735C2 |
| ТЕРМОПЛАСТИЧНЫЙ ПОЛИУРЕТАН | 2015 |
|
RU2712178C2 |
| СПОСОБ ЗАКАНЧИВАНИЯ СКВАЖИНЫ (ВАРИАНТЫ) И ПРОТИВОПЕСОЧНОЕ ФИЛЬТРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2020 |
|
RU2803583C2 |
| ИМПЛАНТИРУЕМОЕ УСТРОЙСТВО ДЛЯ ДОСТАВКИ ОКТРЕОТИДА И СПОСОБЫ ЕГО ПРИМЕНЕНИЯ | 2009 |
|
RU2549473C2 |
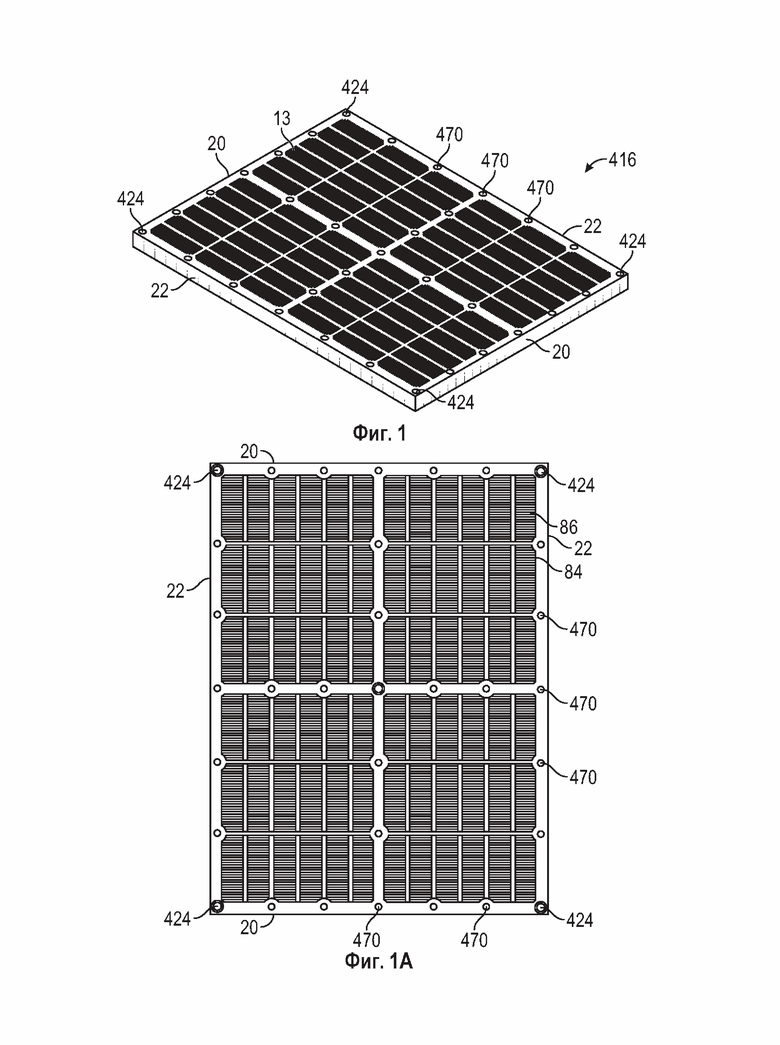
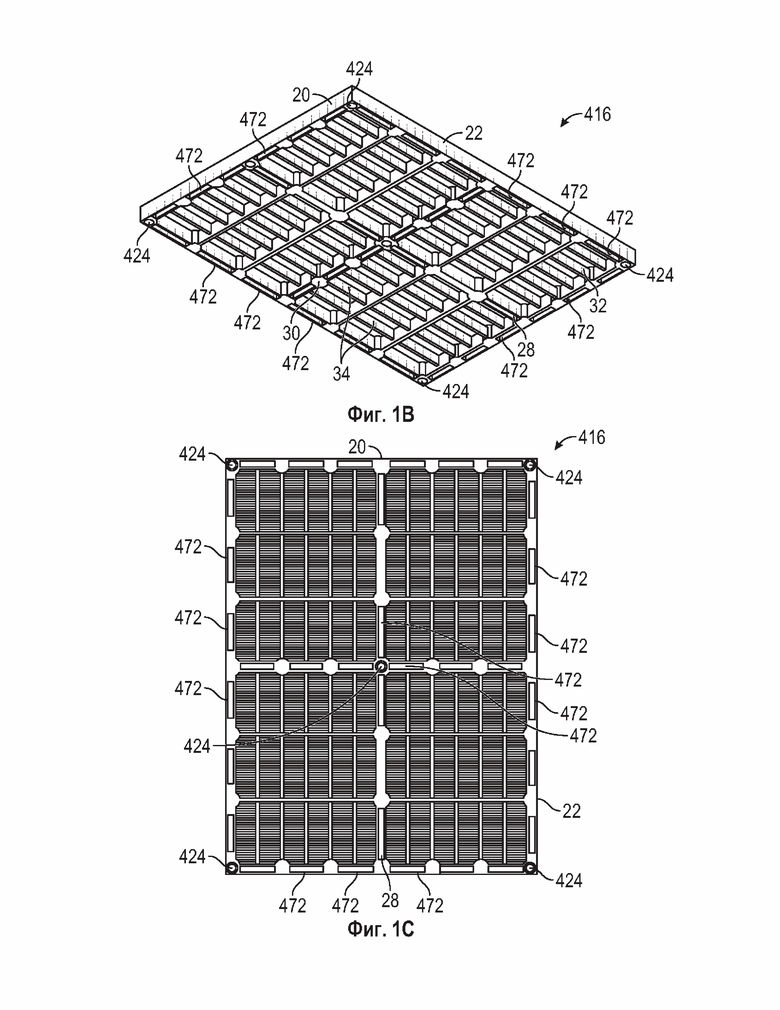
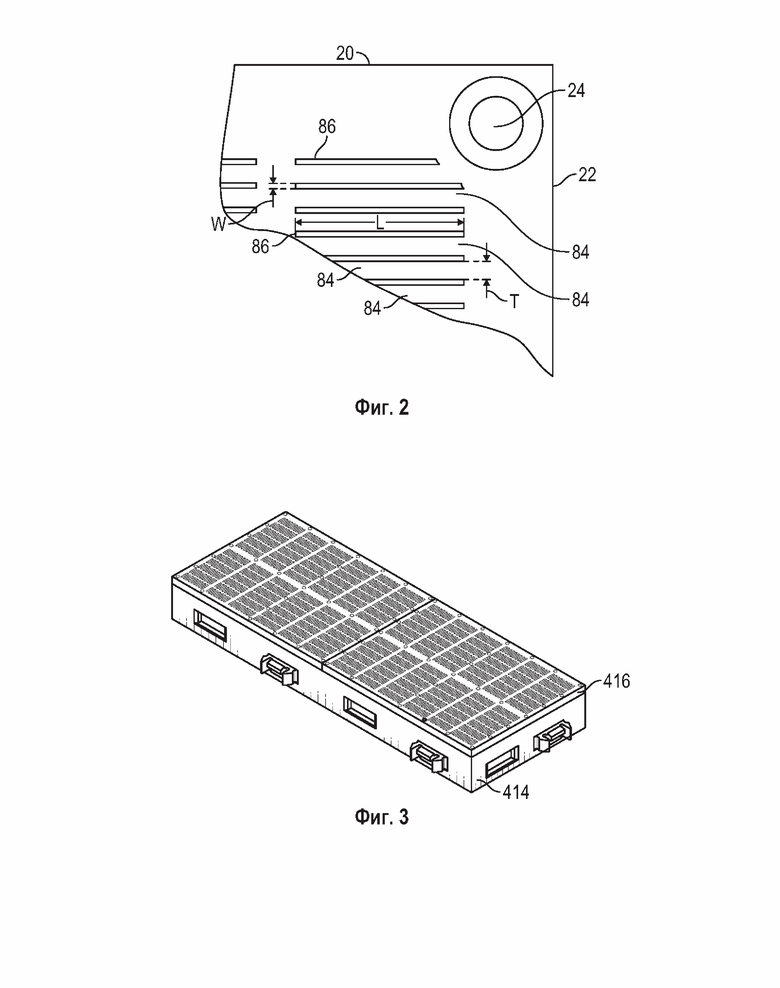
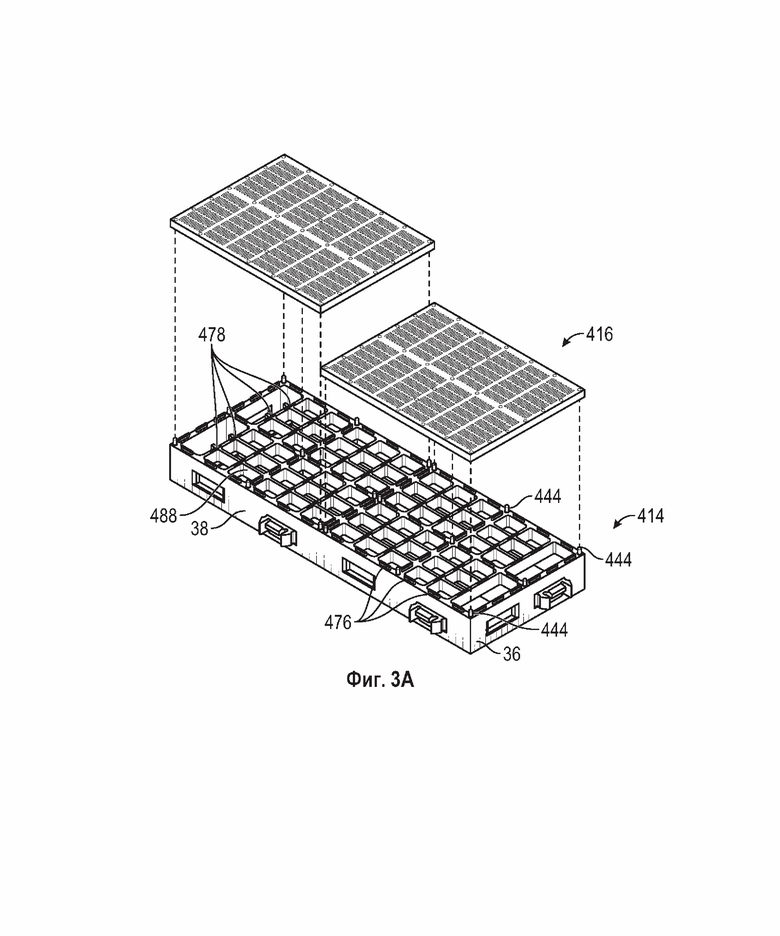
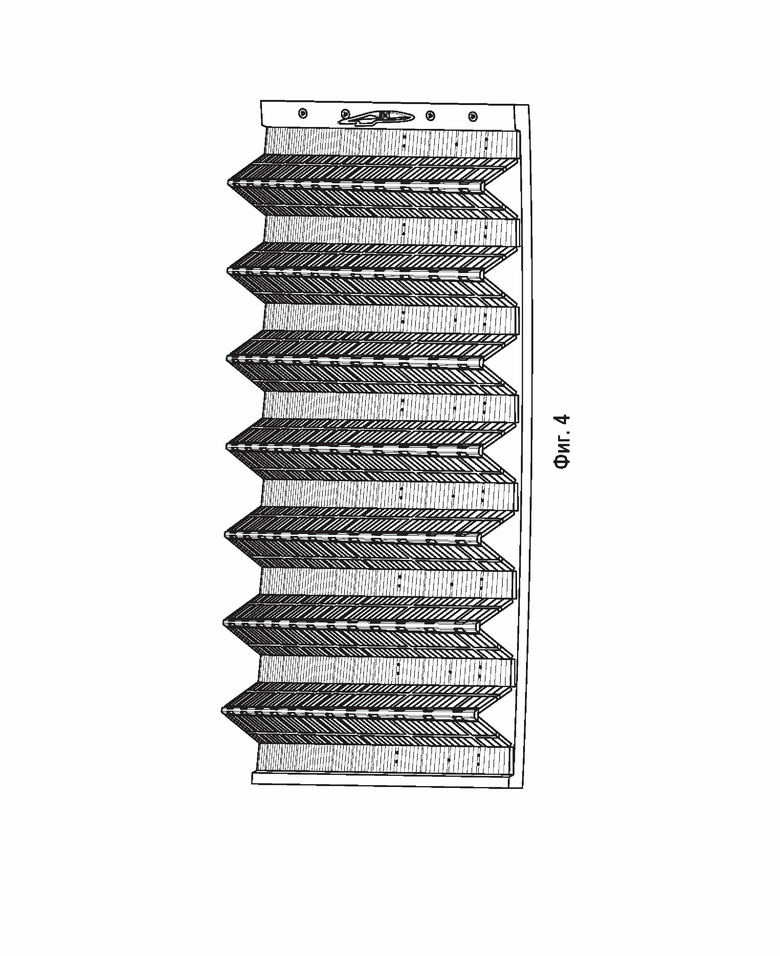

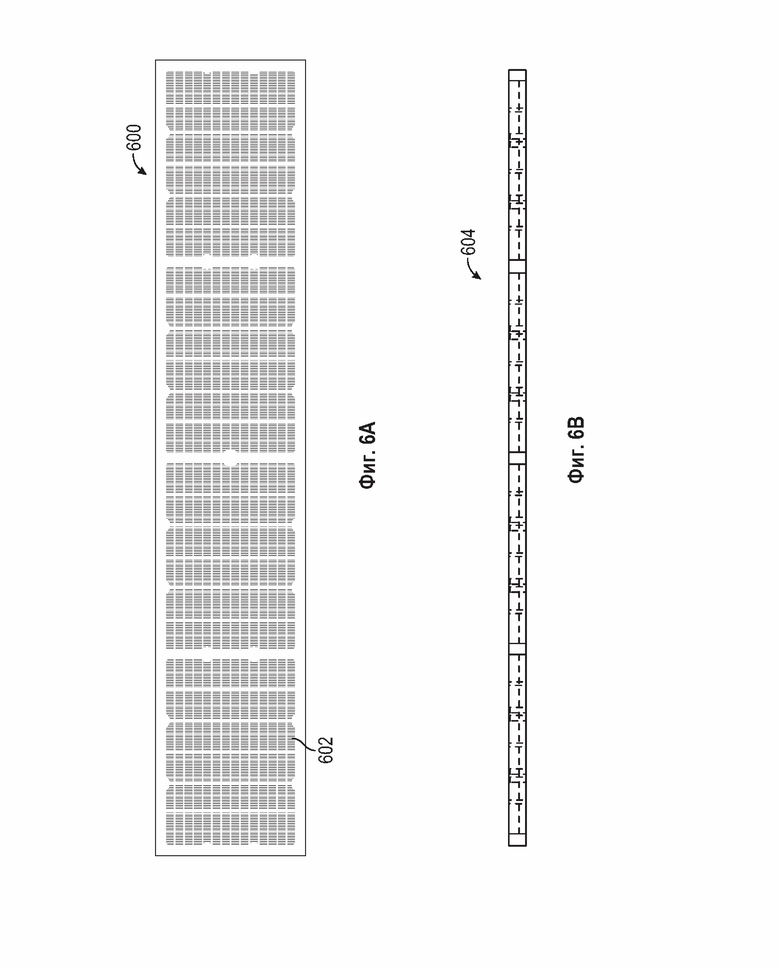
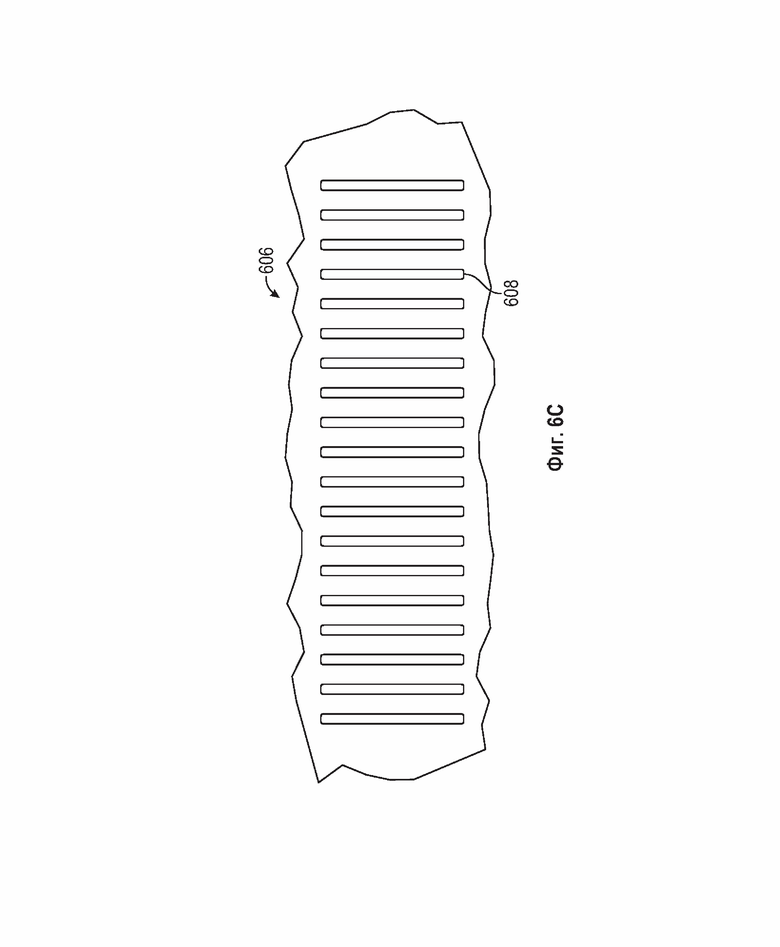
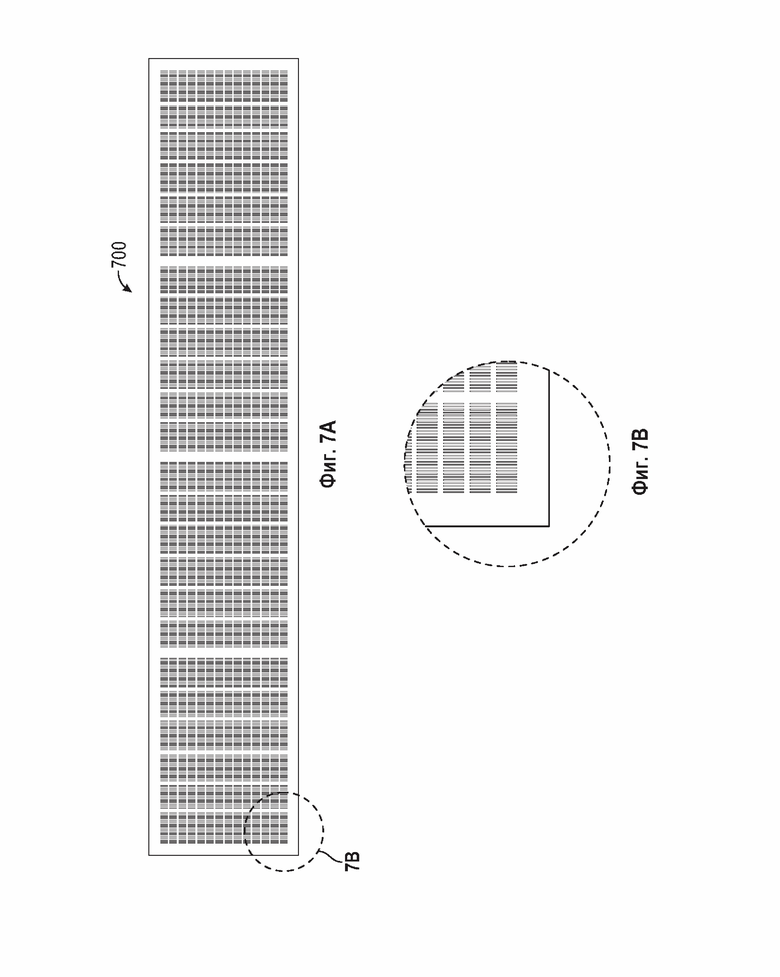
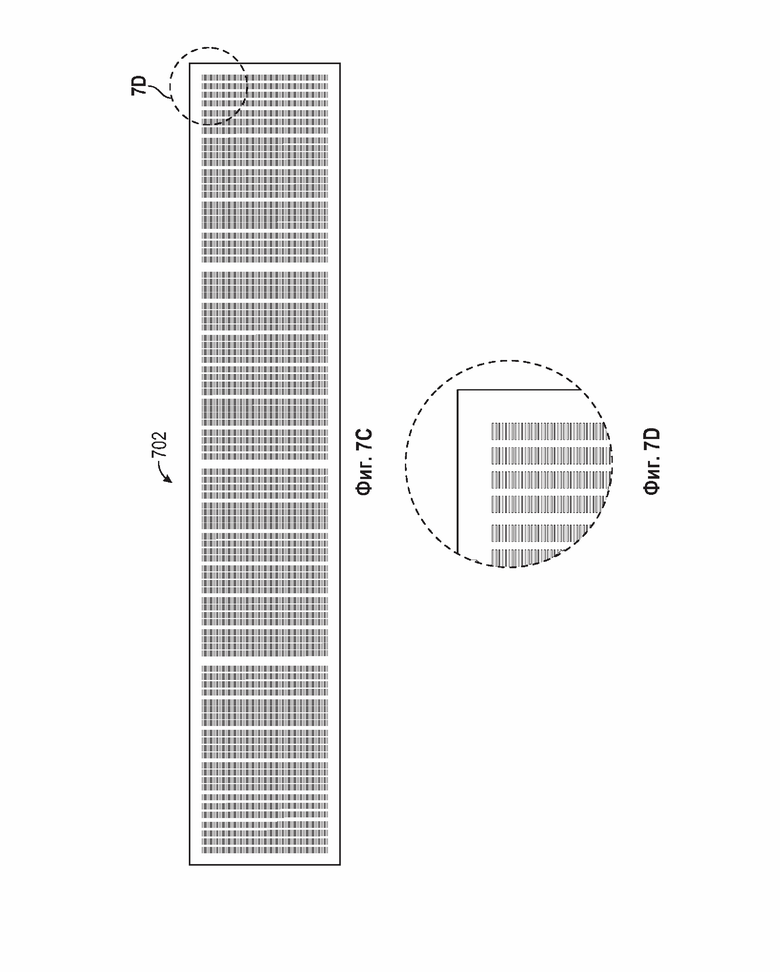
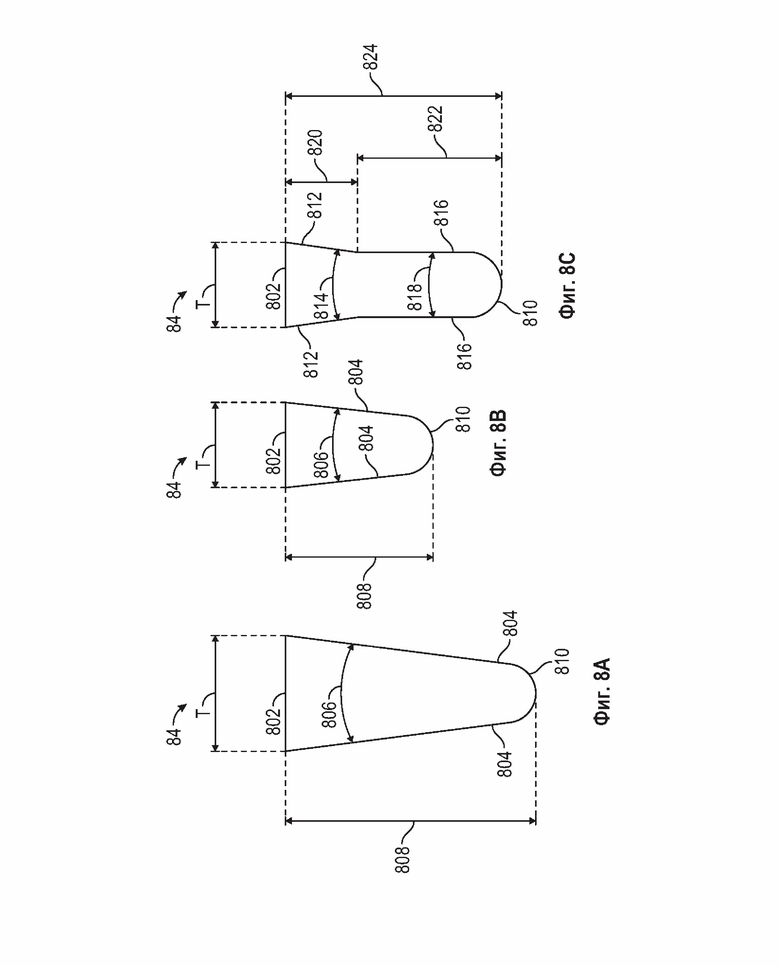

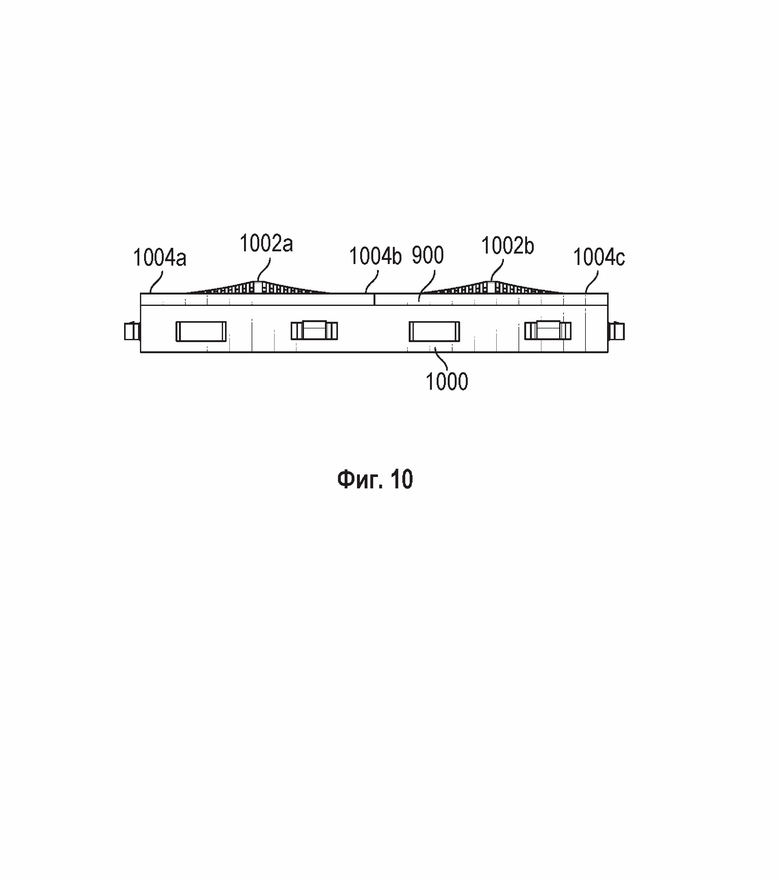
Настоящее изобретение относится к ситовому элементу для использования в вибрационных просеивающих машинах, содержащему: композицию, включающую термопластичный полиуретан и модифицированный сложнополиэфирный термопластичный полиуретан, где композиция имеет твердость по Шору от 90А до 59D, при этом ситовый элемент представляет собой единую деталь, выполненную методом инжекционного формования, включающую отверстия, имеющие размер в диапазоне от 35 до 150 мкм, и при этом ситовый элемент имеет открытую площадь просеивания от 10 до 35% от общей площади просеивания. Также описано сито для использования в вибрационных просеивающих машинах, содержащее совокупность выполненных методом инжекционного формования в виде единых деталей ситовых элементов в комбинации; где каждый ситовый элемент представляет собой элемент, описанный выше. Описана вибрационная просеивающая машина, содержащая сито, имеющее просеивающую поверхность и образованное из совокупности выполненных методом инжекционного формования в виде единых деталей ситовых элементов в комбинации; где каждый ситовый элемент представляет собой элемент, описанный выше. Технический результат - обеспечение большей открытой площади просеивания для ситового элемента и всего сита в сборе в вибрационных просеивающих машинах, а также обеспечение долговечности, прочности, химической стойкости, структурной стабильности ситовых элементов, улучшение термической и механической стабильности, прочности сита и улучшение просеивания и эксплуатационных характеристик в вибрационных просеивающих машинах. 4 н. и 27 з.п. ф-лы, 21 ил., 9 табл.
1. Ситовый элемент для использования в вибрационных просеивающих машинах, содержащий:
композицию, включающую термопластичный полиуретан и модифицированный сложнополиэфирный термопластичный полиуретан, где композиция имеет твердость по Шору от 90А до 59D,
при этом ситовый элемент представляет собой единую деталь, выполненную методом инжекционного формования, включающую отверстия, имеющие размер в диапазоне от 35 до 150 мкм, и
при этом ситовый элемент имеет открытую площадь просеивания от 10 до 35% от общей площади просеивания.
2. Ситовый элемент по п. 1, отличающийся тем, что при надежном прикреплении к структуре подситника ситовый элемент выдерживает прилагаемые компрессионные нагрузки от 1500 до 3000 фунтов, что соответствует от 560 до 1120 кг, при вибрационных ускорениях до 10g и температурах до 94°С.
3. Ситовый элемент по п. 1, отличающийся тем, что ситовый элемент получен посредством микроформования.
4. Ситовый элемент по п. 1, отличающийся тем, что термопластичный полиуретан содержит модифицированный сложный эфир.
5. Ситовый элемент по п. 4, отличающийся тем, что термопластичный полиуретан содержит сложнополиэфирный полиуретан, модифицированный толуолдиизоцианатом (TDI).
6. Ситовый элемент по п. 1, отличающийся тем, что термопластичный полиуретан содержит поликарбонатный термопластичный полиуретан.
7. Ситовый элемент по п. 1, отличающийся тем, что отверстия имеют приблизительно прямоугольную, квадратную, круглую или овальную форму.
8. Ситовый элемент по п. 1, отличающийся тем, что отверстия представляют собой продолговатые щели, имеющие по существу одинаковую длину L в первом направлении и по существу одинаковую ширину W во втором направлении, разделенные элементами поверхности, имеющими толщину Т во втором направлении.
9. Ситовый элемент по п. 8, отличающийся тем, что толщина Т элементов поверхности находится в диапазоне от 0,003 до 0,020 дюйма, что соответствует от 76 до 508 мкм.
10. Ситовый элемент по п. 8, отличающийся тем, что ширина W элементов поверхности находится в диапазоне от 0,0015 до 0,0059 дюйма, что соответствует от 38 до 150 мкм.
11. Ситовый элемент по п. 8, отличающийся тем, что отношение длины к ширине L/W удлиненных щелей имеет значение в диапазоне от 1:1 до 30:1.
12. Ситовый элемент по п. 8, отличающийся тем, что элементы поверхности имеют толщину Т, которая составляет 0,014 дюйма, что соответствует 356 мкм.
13. Ситовый элемент по п. 1, отличающийся тем, что ситовый элемент имеет открытую площадь просеивания в диапазоне от 10 до 15% от общей площади просеивания.
14. Ситовый элемент по п. 1, отличающийся тем, что открытая площадь просеивания ситового элемента составляет от 16 до 35% от общей площади просеивания.
15. Ситовый элемент по п. 8, отличающийся тем, что элементы поверхности имеют толщину Т, которая составляет 0,007 дюйма, что соответствует 178 мкм.
16. Ситовый элемент по п. 8, отличающийся тем, что элементы поверхности имеют толщину Т, которая составляет 0,005 дюйма, что соответствует 127 мкм.
17. Ситовый элемент по п. 8, отличающийся тем, что элементы поверхности имеют толщину Т, которая составляет 0,003 дюйма, что соответствует 76 мкм.
18. Ситовый элемент по п. 1, отличающийся тем, что ситовый элемент имеет открытую площадь просеивания в диапазоне от 30 до 35% от общей площади просеивания.
19. Ситовый элемент по п. 1, отличающийся тем, что термопластичный полиуретан получен способом, в котором полиуретановый преполимер, имеющий содержание свободного полиизоцианатного мономера менее 1 мас. %, взаимодействует с отверждающим агентом, а затем подвергается экструзии при температуре 150°С или выше.
20. Ситовый элемент по п. 19, отличающийся тем, что уретановый преполимер получен из полиизоцианатного мономера и полиола, включающего алкандиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактоновый полиол и/или поликарбонатный полиол, а отверждающий агент включает диол, триол, тетрол, алкиленполиол, простой полиэфирполиол, сложный полиэфирполиол, поликапролактоновый полиол, поликарбонатный полиол, диамин или производное диамина.
21. Ситовый элемент по п. 1, отличающийся тем, что композиция имеет твердость по Шору от 48D до 53D.
22. Ситовый элемент по п. 1, отличающийся тем, что композиция имеет твердость по Шору от 54D до 58D.
23. Сито для использования в вибрационных просеивающих машинах, содержащее совокупность выполненных методом инжекционного формования в виде единых деталей ситовых элементов в комбинации;
где каждый ситовый элемент содержит композицию, включающую термопластичный полиуретан и модифицированный сложнополиэфирный термопластичный полиуретан, где композиция имеет твердость по Шору от 90А до 59D,
при этом сито включает отверстия, имеющие размер в диапазоне от 35 до 150 мкм, и имеет открытую площадь просеивания от 10 до 35% от общей площади просеивания; и
отверстия образованы при микроформовании выполненных в виде единых деталей ситовых элементов.
24. Сито по п. 23, отличающееся тем, что сито выдерживает прилагаемые компрессионные нагрузки от 1500 до 3000 фунтов, что соответствует от 560 до 1120 кг, при вибрационных ускорениях до 10g и температурах до 94°С.
25. Сито по п. 23, отличающееся тем, что открытая площадь просеивания составляет от 30 до 35% от общей площади просеивания.
26. Сито по п. 23, отличающееся тем, что размер отверстий составляет от 43 до 100 мкм.
27. Вибрационная просеивающая машина, содержащая сито, имеющее просеивающую поверхность и образованное из совокупности выполненных методом инжекционного формования в виде единых деталей ситовых элементов в комбинации;
где каждый ситовый элемент содержит композицию, включающую термопластичный полиуретан и модифицированный сложнополиэфирный термопластичный полиуретан, где композиция имеет твердость по Шору от 90А до 59D,
при этом сито включает отверстия, имеющие размер в диапазоне от 35 до 150 мкм, и имеет открытую площадь просеивания от 10 до 35% от общей площади просеивания; и
отверстия образованы при микроформовании выполненных в виде единых деталей ситовых элементов.
28. Вибрационная просеивающая машина по п. 27, отличающаяся тем, что сито выполнено с возможностью вибрирования в направлении, приблизительно перпендикулярном площади просеивания.
29. Способ разделения материалов, включающий следующие этапы: обеспечение вибрационной просеивающей машины, оснащенной ситом; размещение разделяемых материалов на сите; и
возбуждение вибраций сита для разделения материалов до желаемого уровня;
где сито содержит совокупность выполненных методом инжекционного формования в виде единых деталей ситовых элементов в комбинации;
каждый ситовый элемент содержит композицию, включающую термопластичный полиуретан и модифицированный сложнополиэфирный термопластичный полиуретан, где композиция имеет твердость по Шору от 90А до 59D;
при этом сито включает отверстия, имеющие размер в диапазоне от 35 до 150 мкм, и имеет открытую площадь просеивания от 10 до 35% от общей площади просеивания; и
отверстия образованы при микроформовании выполненных в виде единых деталей ситовых элементов.
30. Способ по п. 29, отличающийся тем, что вибрационная просеивающая машина возбуждает вибрации сита с вибрационным ускорением от 3g до 10g.
31. Способ по п. 29, отличающийся тем, что указанный способ используют по меньшей мере в одной из следующих отраслей: нефтяная промышленность, разделение газа/нефти, горнодобывающая промышленность и водоочистка.
| US 2018312667 A1, 01.11.2018 | |||
| US 2014262978 A1, 18.09.2014 | |||
| ТЕРМОПЛАСТИЧНЫЙ ПОЛИУРЕТАН И ЕГО КОМПОЗИЦИИ | 2013 |
|
RU2615137C2 |
| US 2005137376 A1, 23.06.2005 | |||
| US 9010539 B2, 21.04.2015. | |||

