Изобретение относится к порошковой металлургии и касается способов заполнения герметичных капсул металлическим порошком перед компактированием.
Известен способ заполнения капсул гранулированным порошком сплавов RU 2002578 C1 B22F 1 [1] при котором капсула размещается на вибростоле с порционной подачей гранул в загрузочный патрубок через воронку и прикладыванием пульсирующего давления в капсулу вводимым в нее через патрубок стержнем, после чего капсулу помещают в вакуумную печь, нагревают и герметизируют электроннолучевой сваркой. Недостатком способа является длительность процесса заполнения т.к. загрузка производится порциями, сложность устройства виброуплотнения порошка и последующей герметизации капсулы в вакуумной печи электроннолучевой сваркой. Известен также способ получения герметичных капсул для горячего изостатического прессования изделий RU 2650375 B22F [2] в котором капсулу нагревают и вакуумируют, затем осуществляют подачу порошка одновременно с виброуплотнением, далее производят механическое сжатие засыпной горловины над уровнем засыпанных в капсулу гранул и создают герметичное сварное соединение на участке сжатой засыпкой горловины.
Общий недостаток указанных способов заключается в больших затратах на реализацию т.к. они используются только в производства высокоответственных изделий специального применения.
Для изделий общемашиностроительного назначения из порошковых сталей и сплавов, типа нержавеющих и быстрорежущих сталей, известна и используются более дешевая технология заполнения капсул порошком на открытом воздухе или в среде азота.
Известен способ заполнения капсул порошком быстрорежущей стали в котором капсулу без верхней крышки наполняют порошком, виброуплотняют, приваривают верхнюю крышку с патрубком для вакуумирования (SU 914181 A1) [3].
Недостатками данного способа являются низкая производительность процесса и сложности технологического сочетания разнородных операций заполнения капсул порошком и приварки крышки с патрубком для вакуумирования, которое производят одновременно с нагревом капсулы. В настоящее время в порошковой металлургии используются поточные технологии с разделением производства порошков, изготовления герметичных капсул, заполнения и герметизации капсул, компактирование.
Наиболее близким к заявленному техническому решению по технической сущности и достигаемому техническому результату является способ заполнения капсул металлическим порошком на открытом воздухе или заполненных азотом через воронку и трубчатый патрубок, расположенный в крышке верхней части капсулы, с одновременным виброуплотнением порошка, последующего вакуумирования и герметизации капсулы.
При заполнении герметичной капсулы порошком в этом случае из нее необходимо удалять (стравливать) воздух или азот, которые сжимаясь при уменьшении свободного объема капсулы препятствуют встречному потоку порошка в загрузочном патрубке, что затрудняет процесс гравитационного течения порошка вплоть до его заклинивания в трубчатом патрубке. Для устранения этого явления используют порционную подачу порошка [1], увеличение диаметра патрубка, вибрацию, стравливание воздуха из капсулы.
Стравливание воздуха из свободного объема капсулы при ее наполнении порошком в серийной технологии производится через дополнительный патрубок, на сложнопрофильных капсулах может быть несколько стравливающих патрубков размещенных в «мертвых зонах» капсулы. Преимущественно в массовом производстве используются капсулы с двумя трубчатыми патрубками одного размера: один для заполнения капсулы порошком и другой для выхода воздуха. Данный способ заполнения капсул металлическим порошком в действующем производстве как наиболее близкий к заявленному техническому решению выбран в качестве прототипа, так как является наиболее близким к заявленному техническому решению по технической сущности и достигаемому техническому результату.
Заполнение, виброуплотнение и герметизацию капсул по прототипу осуществляют следующим образом. После заполнения капсулы и виброуплотнения порошка стравливающий патрубок механически пережимают над уровнем порошка в нем и герметизируют сварным швом. Загрузочный патрубок подключают к вакуумной системе и производят откачку воздуха. При достижении необходимого по технологии вакуума, патрубок аналогично пережимается и герметично заваривается несколько выше его пережима. Капсула готова к компактированию методом ГИП.
Недостатками известного и принятого в серийном производстве способа является использование двух патрубков, трудоемкость герметизации капсулы и повышенная вероятность дефектов на сварных швах патрубков.
Опыт производства показывает, что слабым звеном в капсулах являются сварные швы и пережимы трубчатых патрубков, которые имеют диаметр на большинстве капсул 18-20 мм и выполняются ручным способом.
Малейшая негерметичность любого шва в капсуле и патрубках приводит к ее браку в процессе ГИП из-за проникновения в капсулу инертного газа высокого давления из газостата. По этой причине не происходит компактирования порошка и капсула после проведения ГИП может раздуться из-за нахождения в ней газа под давлением вплоть до ее разрушения. Кроме этого наличие двух патрубков увеличивает трудоемкость изготовления капсул и расход материалов, повышает вероятность негерметичности капсулы. Очевидным техническим решением устранения указанных недостатков известного способа было бы использование одного патрубка, как при вакуумном способе заполнения [2]. Однако в этом случае возникают указанные выше трудности заполнения, связанные с эвакуацией воздуха из капсулы. Для лучшей герметизации как пережима, так и заварки торца патрубка целесообразно использовать трубку относительно небольшого диаметра 14-16 мм, но она создает воздушное противодавление потоку порошка и заклинивание его в патрубке. Увеличение диаметра трубки патрубка улучшает условия засыпки порошка, но не устраняет их полностью и приводит к проблеме его надежного механического пережима и заварки торца. Таким образом возникает техническое противоречие: для надежного пережима и герметичности патрубка необходим относительно небольшой диаметр подающей трубки, а для стравливания воздуха не мешающего засыпке порошка иметь большой диаметр патрубка.
Целью изобретения является повышение герметичности капсул, снижение трудоемкости и затрат на их изготовление.
Цель достигается тем, что в способе заполнения капсул металлическим порошком, включающем подачу порошка из бункера в капсулу через загрузочный патрубок с воронкой, виброуплотнение порошка, удаление воздуха из капсулы и герметизацию капсулы, согласно изобретению заполнение капсулы порошком и удаление из нее воздуха осуществляют через один патрубок путем разделения их потоков по отдельным трактам, для чего в загрузочный патрубок устанавливают трубку для выхода воздуха, при этом ее верхний конец выводят из загрузочного патрубка наружу, а нижний конец устанавливают заподлицо с загрузочным патрубком в крышке капсулы.
Таким образом, заполнение капсулы порошком и удаление из нее воздуха осуществляют через один патрубок, но путем разделения их потоков в нем по отдельным трактам, для чего в патрубок устанавливают трубку меньшего диаметра для выхода воздуха и выводят ее верхний конец из тракта подачи порошка наружу, а нижний коней устанавливают на одном уровне (заподлицо) с патрубком в крышке капсулы. Возможность осуществления данного технического решения и надежность его функционирования обуславливается тем, что воздух, в отличие от металлического порошка, может сжиматься при уменьшении свободного объема капсулы при заполнении ее порошком и может выходить из капсулы через более тонкую трубку не мешая при этом движению порошка в зазоре между патрубком и воздушной трубкой. Вибрация капсулы и трубки, свободно размещенной в патрубке, дополнительно способствует процессу течения порошка. Размещение нижнего конца воздушной трубки на одном уровне (заподлицо) с концом патрубка, приваренного к крышке капсулы, обусловлено необходимостью полного заполнения верхней части капсулы порошком при завершении засыпки. При установке конца трубки ниже уровня крышки капсулы возникают затруднения для 100% заполнения свободного объема верха капсулы, т.е. если конец трубки будет утоплен в объем порошка. При установке конца воздушной трубки в патрубке выше уровня крышки, возможно заклинивание порошка в патрубке из-за затруднений удаления воздуха из оставшегося свободного объема вверху капсулы. В зависимости от фракционного состава и массы засыпки порошка в капсулу площадь отверстия трубки воздушного тракта принимают не менее 20% от площади порошкового тракта. Если это отношение менее 20%, то возможно заклинивание порошка в зазоре между патрубком и трубкой. В производственной практике это отношение составляет 30-50%. Для удобства работы при заполнении капсулы тракт удаления воздуха выполнен в виде съемного промежуточного патрубка, размещенного в тракте подачи порошка.
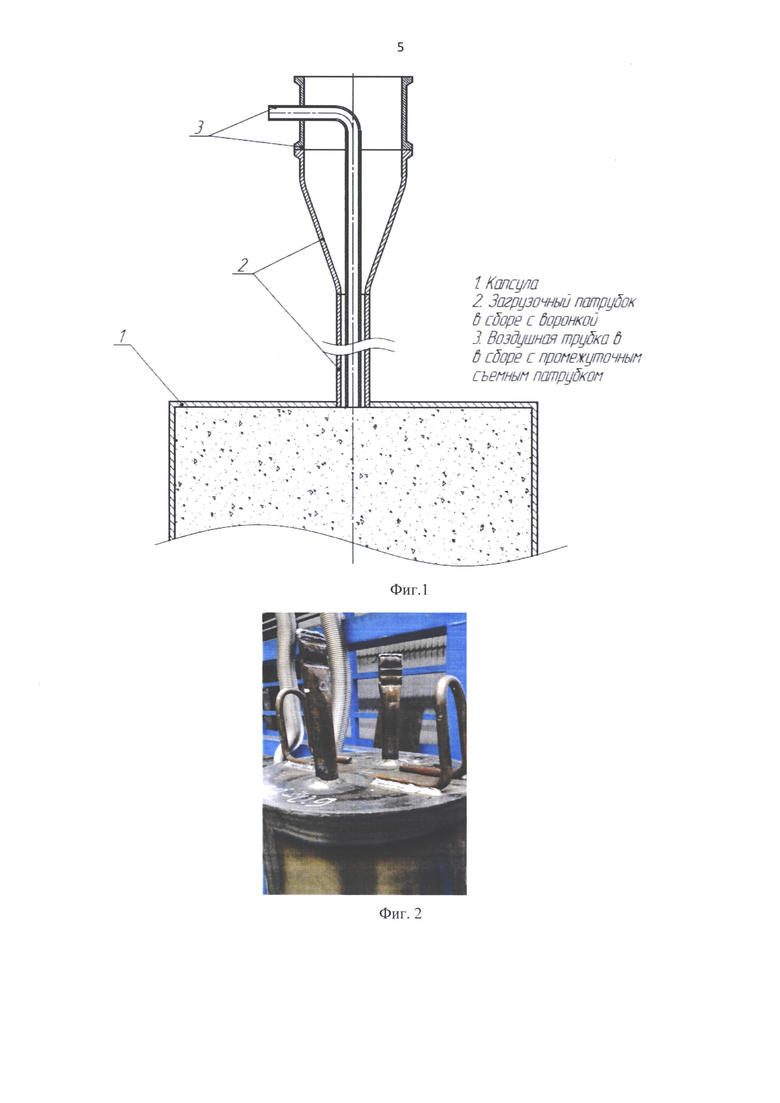
Предлагаемый способ поясняется Фиг. 1 в котором позиция 1-капсула, 2-загрузочный патрубок с воронкой, 3-воздушная трубка с промежуточным съемным патрубком.
Осуществление заявленного способа производят следующим образом. Изготавливают капсулу из листового материала или трубы и приваривают к ее верхней крышке засыпной патрубок с воронкой для подключения к системе засыпки порошка из бункера. Воронка патрубка конструктивно выполнена с возможностью герметичного подключения капсулы как к гелиевому течеискателю, так и к системе заполнения ее порошком и вакуумной системе. После проверки герметичности капсулу устанавливают на вибростол. Далее на воронку патрубка устанавливают съемный патрубок с воздушной трубкой, которую вводят в питающий патрубок, причем нижний конец трубки устанавливают на одном уровне (заподлицо) с концом патрубка, приваренного к верхней крышке капсулы. Включают подачу порошка из бункера и вибростол. После полного заполнения капсулы, виброуплотнения и выхода порошка в питающий патрубок на технологическую высоту заполнение капсулы прекращают. Капсулу перемещают на стенд вакуумирования и после откачки воздуха производят механический пережим питающего патрубка несколько выше уровня порошка в нем, удаляют воронку и герметично заваривают конец патрубка. Капсула готова компактированию.
Заявленный способ был опробован в условиях АО «Русполимет». На Фиг. 2 изображена капсула с двумя патрубками, соответствующая старой технологии, а на Фиг. 3-5 изображены засыпной патрубок с внутренним каналом, капсула в процессе дегазации и готовая капсула.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНОЙ ТЕРМИЧЕСКОЙ ДЕГАЗАЦИИ ГРАНУЛ ЖАРОПРОЧНЫХ, ТИТАНОВЫХ СПЛАВОВ И СТАЛЕЙ В ПОДВИЖНОМ СЛОЕ И УСТРОЙСТВО | 2019 |
|
RU2720008C1 |
| Установка для получения герметичных капсул с металлическим порошком для горячего изостатического прессования (ГИП) изделий и способ получения герметичных капсул с металлическим порошком для ГИП изделий | 2017 |
|
RU2650375C1 |
| Способ заполнения капсул гранулами порошка | 2022 |
|
RU2802842C2 |
| СПОСОБ ПРЕССОВАНИЯ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2370342C1 |
| УСТАНОВКА ДЛЯ ЗАПОЛНЕНИЯ И ГЕРМЕТИЗАЦИИ КАПСУЛ С МЕТАЛЛИЧЕСКИМ ПОРОШКОМ | 2013 |
|
RU2536021C1 |
| ПОРОШКОВАЯ КОМПОЗИЦИОННАЯ ЗАГОТОВКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2017847C1 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2007275C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛ | 1993 |
|
RU2038194C1 |
| Установка для создания вакуумно-порошковой теплоизоляции | 1990 |
|
SU1806304A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ, ГРАНУЛ И БРИКЕТОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ЕГО ОСУЩЕСТВЛЕНИЮ | 1997 |
|
RU2122926C1 |
Изобретение относится к порошковой металлургии, а именно к способам заполнения герметичных капсул металлическим порошком перед компактированием. Способ включает подачу порошка из бункера в капсулу через загрузочный патрубок с воронкой, виброуплотнение порошка, удаление воздуха из капсулы и герметизацию капсулы. Причем заполнение капсулы порошком и удаление из нее воздуха осуществляют через один патрубок путем разделения их потоков по отдельным трактам, для чего в загрузочный патрубок устанавливают трубку для выхода воздуха, при этом ее верхний конец выводят из загрузочного патрубка наружу, а нижний конец устанавливают заподлицо с загрузочным патрубком в крышке капсулы. Обеспечивается повышение герметичности капсул, снижение трудоёмкости на их изготовление. 2 з.п. ф-лы, 5 ил.
1. Способ заполнения капсул металлическим порошком, включающий подачу порошка из бункера в капсулу через загрузочный патрубок с воронкой, виброуплотнение порошка, удаление воздуха из капсулы и герметизацию капсулы, отличающийся тем, что заполнение капсулы порошком и удаление из нее воздуха осуществляют через один патрубок путем разделения их потоков по отдельным трактам, для чего в загрузочный патрубок устанавливают трубку для выхода воздуха, при этом ее верхний конец выводят из загрузочного патрубка наружу, а нижний конец устанавливают заподлицо с загрузочным патрубком в крышке капсулы.
2. Способ по п. 1, отличающийся тем, что трубку для выхода воздуха используют в качестве воздушного тракта и устанавливают с зазором для порошка в качестве порошкового тракта, при этом площадь отверстия трубки для выхода воздуха составляет не менее 20% от площади порошкового тракта.
3. Способ по п. 1 или 2, отличающийся тем, что трубка для выхода воздуха выполнена в виде воздушной трубки с промежуточным съемным патрубком.
| RU 20002578 C1, 15.11.1992 | |||
| Установка для получения герметичных капсул с металлическим порошком для горячего изостатического прессования (ГИП) изделий и способ получения герметичных капсул с металлическим порошком для ГИП изделий | 2017 |
|
RU2650375C1 |
| US 11707782 B2, 25.07.2023 | |||
| JP 60245702 A, 05.12.1985 | |||
| Способ группового изготовления полупроводниковых чувствительных тензоэлементов | 1983 |
|
SU1259104A1 |
| СПОСОБ ГОРЯЧЕГО ИЗОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 1990 |
|
RU2007275C1 |
| ZHILIN P.L | |||
| et.al | |||
| The problem of capsule manufacturing for hot isostatic pressing | |||
| IOP Conf | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАСТРАИВАНИЯ СТРУН В АВТОМАТИЧЕСКИХ СТРУННЫХ ИНСТРУМЕНТАХ | 1925 |
|
SU971A1 |
| ЛЕУШИН И.О | |||
| и др | |||

