Область применения
Изобретение относится к прессовому производству цветных металлов и может быть использовано при изготовлении материалов и изделий из магния и его сплавов, применяемых в машиностроении, приборостроении, автомобилестроении, ракетостроении, авиации, а также для нужд строительства.
Уровень техники
Из уровня техники известны многочисленные способы получения прессованных полуфабрикатов (труб, прутков, полос, профилей) из магниевых сплавов путем прессования литой заготовки-слитка.
Из гранул магниевых сплавов можно получать деформированные металлические полуфабрикаты, которые имеют принципиально новый химический состав, улучшенную структуру и обладают повышенными механическими свойствами. Условия получения гранул, имеющих весьма малые размеры, благоприятны для равномерного распределения химического состава по всему микрообъему частицы и получения таких композиций из различных химических элементов, которые невозможно создать обычными способами легирования при литье слитков.
По свойствам полученных брикетов (плотность, степень газонасыщенности и прочность), обусловленным различными свойствами исходных гранул (размеры гранул, состояние поверхостных пленок, адгезионная способность и др.), из существующих технологий можно выделить прессование материала, засыпанного непосредственно в контейнер пресса (Патент Int. Cl.: B22F 9/08; B22D 23/08. «Способ прессования труб из порошковых материалов». В этом случае на качество пресс-изделия, т.е. на схватывание гранул магниевых сплавов при прессовании, оказывает влияние фракционный состав гранул магниевых сплавов, величина подпрессовки при брикетировании, а также степень и температура деформации - основные факторы. На основании исследований по влиянию степени деформации на качество полуфабрикатов, прессованных непосредственно из гранул, установлено, что для обеспечения высокого качества полуфабрикатов необходимо вести прессование с высокими степенями деформации, в большинстве случаев превышающей 90%. При прессовании с меньшими степенями деформации, ввиду большой газонасыщенности, полного схватывания гранул не происходит. Высокое газосодержание в брикете или насыщение его газами в процессе прессования приводят к возникновению пузырей, трещин и других дефектов.
Для исследования влияния коэффициента вытяжки и газонасыщенности прессованных полуфабрикатов из гранул магниевых сплавов, на их свойства и качество проводились исследовательские работы по анализу структуры и свойств полученных прессованных полуфабрикатов. Для этих целей использовались гранулы магниевых сплавов МА14 и МА2-1, а также горизонтальный гидравлический пресс усилием 12000 мН (12000 т.с.), имеющим диаметр контейнера 650 мм. Брикетирование и прессование осуществляли с одного нагрева. Т.е. гранулы помещали в контейнер пресса методом прямой засыпки и проводили брикетирование при максимальном удельном давлении пресса с использованием заглушки (глухой матрицы). Далее, заменяли заглушку на рабочую матрицу и прессовали прутки диаметром 190 мм и 140 мм.
Эксперименты показали, что горячее брикетирование при температуре нагрева гранул и контейнера пресса 330-340 С°, а также давлениях до 100 кгс/мм2 еще не приводят к схватыванию отдельных гранул, разделенных поверхостной оксидной пленкой, не разрушившийся при брикетировании. Из-за отсутствия схватывания сила сцепления между отдельными гранулами брикета сравнительно невелика и обуславливается в основном механическим зацеплением гранул. Излом брикета подтверждает отсутствие сварки между отдельными гранулами. Однако последующие деформационные усилия, характерные для прессования, обеспечивают необходимое схватывание гранул. Анализ макроструктуры прутков диаметром 190 мм (коэффициент вытяжки 11,7) и прутков 140 мм (коэффициент вытяжки 21,6) показал, что принятая степень деформации при прессовании прутков непосредственно из гранул недостаточна для обеспечения качественного схватывания гранул в процессе их совместной деформации. На макроструктуре были видны четко выраженные границы раздела между отдельными гранулами, представляющие собой поверхостные окисные пленки и несплошности. Отсутствие качественного схватывания гранул в прессованных прутках, значительная анизотропия механических свойств в долевом и поперечном направлениях являются следствием малой вытяжки; прутки могут использоваться только в качестве промежуточной заготовки для последующего прессования.
Как указывалось выше, при брикетировании происходит лишь частичное уплотнение массы брикета и механическое соприкосновение отдельных гранул по контактным поверхностям. Следовательно, необходимо вести прессование с большими вытяжками, так как только при интенсивном обновлении поверхностей гранул возможно хорошее межгранульное схватывание и получение прочных и качественных пресс-изделий. Минимально допустимая степень деформации при прессовании брикетов должна быть значительно более высокой, чем монолитных заготовок. Например, при прессовании гранул из магниевых сплавов для получения пресс-изделия хорошего качества необходим коэффициент вытяжки не менее 60. Такая большая деформация объясняется не только необходимостью разрушения хрупких окисных пленок, покрывающих поверхность отдельных частиц брикета и легко разрушающихся уже при небольших деформациях. По видимому, столь высокие вытяжки обусловлены повторным, дополнительным окислением ювенильных поверхностей металла, образующихся при разрушении окисных пленок в результате взаимодействия с кислородом воздуха, заключенного в объеме брикета. Повторное окисление прекращается только после того, как весь кислород в объеме брикета будет израсходован. Исходя из величины минимальной вытяжки, необходимой для получения пресс-изделия хорошего качества, можно предположить, что для полного поглощения кислорода, заключенного в объеме брикета, требуется многократное обновление поверхности отдельных частиц заготовки.
Следовательно, уменьшение степени деформации, необходимой для получения высококачественного прессованного изделия, можно осуществить прессованием брикета, уплотненного в вакууме.
Наиболее близким из уровня техники является устройство по патенту РФ на полезную модель №68943 на устройство для непрерывной прокатки ленты из гранул магниевых сплавов в инертной среде, содержащее профилированные валки для горячей прокатки, отличающееся тем, что представляет собой подвесной или пристыкованный бункер с нагревательным устройством и засыпной воронкой, закрепленные на станине рабочей клети, причем бункер установлен на рабочей клети прокатного стана так, чтобы он соприкасался с прокатными валками, бункер выполнен с возможностью нагрева до температуры предварительного нагрева гранул, составляющей 60-90% от температуры плавления сплава гранул; также устройство содержит подведенный к бункеру патрубок, выполненный с возможностью подвода по нему инертного газа таким образом, чтобы он через расчетное время заполнял бункер.
Данное устройство позволяет получать ленту из магниевых гранул, но не служит для получения прессованных брикетов из гранул магниевых сплавов и не в состоянии их производить.
Техническим результатом заявленного изобретения является улучшение качества прессованного изделия из гранул магниевых сплавов, снижение газонасыщенности.
Краткое описание чертежей
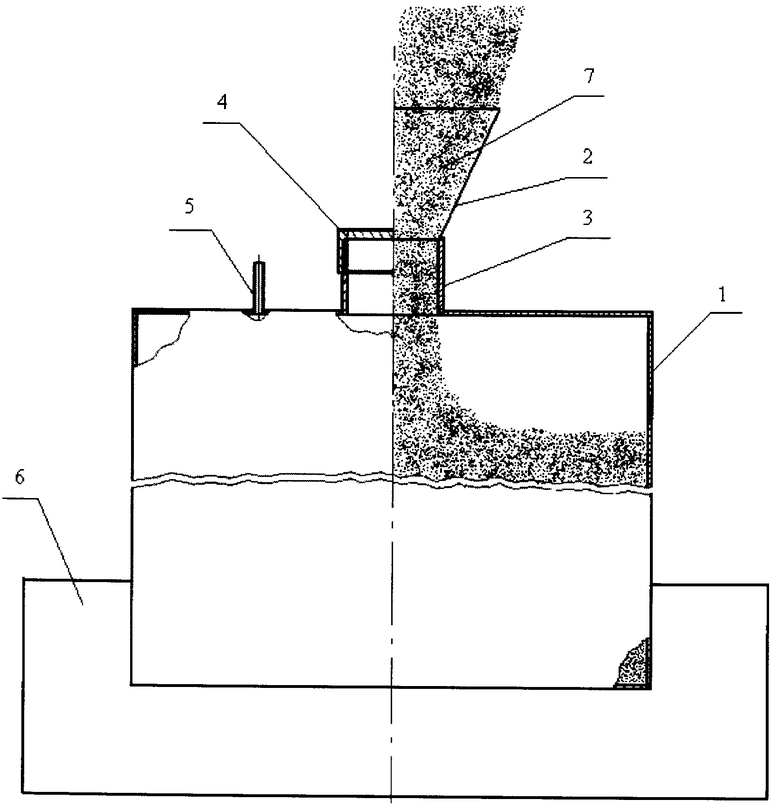
На Фиг.1 показано конструктивное устройство для реализации способа, где 1 - оболочка, 2 - засыпная воронка, 3 - горловина, 4 - крышка, 5 - трубка на шланг вакуумного насоса, 6 - вибростенд, 7 - гранулы.
Сущность способа
Заявленный технический результат достигается за счет того, что способ прессования гранул магниевых сплавов, включающий непосредственную засыпку магниевых гранул в контейнер пресса и последующее их прессование, отличающийся тем, что гранулы предварительно засыпают в оболочку, которую затем вакуумируют, далее уплотняют оболочку с гранулами на прессе, при максимальном давлении пресса в брикет, обтачивают оболочку и прессуют брикет в горячем состоянии в заготовку, причем прессование брикетов в заготовку проводят при температуре нагрева брикетов и контейнера пресса, не превышающей 350°С, с коэффициентом вытяжки λ не менее 20 и скоростью прессования не более 1,0 м/мин.
На одном из торцов оболочки изготавливают дополнительную трубку для подвода газа, а перед вакуумированием и после засыпки гранул в оболочку, находящуюся под действие вибрации, герметично завинчивают крышку горловины, которая установлена на засыпной воронке оболочки, а после вакуумирования и перед брикетированием производят пережатие трубки вакуумного насоса, заполнение оболочки нейтральным газом и пережатие трубки подвода газа.
Оболочку с гранулами перед брикетированием на прессе предварительно нагревают в печи до температуры, не превышающей температуру рекристаллизации магниевого сплава.
Способ может быть реализован при помощи оболочки, представляющей собой цилиндр, на одном торце которого размещается засыпная горловина и трубка подсоединения вакуумного шланга (см. Фиг.1). Оболочка изготавливается в соответствии размерам контейнера пресса таким образом, чтобы она свободно помещалась в нем. Оболочка (1), имеющая засыпную воронку (2), установленную на горловину (3), а также трубку под вакуумный шланг (5) устанавливается на вибрационный стенд (6). Одним из обязательных условий получения плотного брикета является непрерывное вибрационное действие над оболочкой в процессе ее заполнения гранулами, а также применение гранул, имеющих фракционный состав от 0,3 до 3 мм. Такой фракционный состав способствует более плотной засыпке гранул.
Технологический процесс заключается в постепенном заполнении гранулами (7) оболочки, находящейся под вибрационным воздействием, после чего герметично завинчивается крышка горловины (4), далее осуществляется вакуумирование оболочки при помощи трубки для подсоединения вакуумного шланга и последующего пережатия этой трубки. Отвакуумированная оболочка с холодными гранулами поступает в контейнер пресса для деформирования. При максимальном давлении пресса происходит деформация оболочки с гранулами, находящимися в вакууме, в плотный брикет. Возможно для получения более плотного брикета отвакуумированную оболочку перед брикетированием подвергать нагреву до температуры, не превышающей температуру рекристаллизации магниевого сплава.
Соблюдение температурного режима нагрева брикетов и контейнера пресса не более 350°С важно исходя из того, что оно обеспечивает получение максимальных механических свойств прессованных полуфабрикатов, а если режим нарушить более высокой температурой, то наступает распад пересыщенного твердого раствора и частичная коагуляция упрочняющих фаз, в связи с чем прочностные характеристики полуфабрикатов будут снижаться.
Коэффициент вытяжки λ не менее 20 позволяет обеспечить получение значительных сдвиговых деформаций, которые способствуют интенсивному разрушению окисных пленок гранул, образованию ювенильных поверхностей в зоне контакта и их сближению на расстояния, близкие к межатомным, а при скоростях прессования более 1,0 м/мин происходит разогрев заготовки до температуры солидуса, что отрицательно сказывается на механических свойствах и качестве поверхности прессованных полуфабрикатов.
Возможно деформирование оболочки с гранулами магниевых сплавов, заполненной нейтральным газом (аргон, азот, гелий и др.). Для чего на одном из торцов оболочки изготавливают дополнительную трубку для подвода газа. В этом случае технологический процесс будет состоять из засыпки гранул в оболочку, находящуюся под действием вибрации, далее в герметичном завинчивании крышки горловины, вакуумировании оболочки с гранулами, пережатии трубки вакуумного насоса, заполнении оболочки нейтральным газом и пережатии трубки подвода газа. Оболочка с гранулами магниевых сплавов, заполненная нейтральным газом, поступает в контейнер пресса для последующей деформации в брикет. При деформации оболочки нейтральный газ, вытесняясь из оболочки, способствует защите от проникновения в оболочку кислорода и, как следствие, окислению гранул.
Пример
Для испытания применялись гранулы магниевых сплавов МА14 и МА2-1. Гранулы имели округлую форму диаметром 0,3-3,0 мм. Полученные гранулы засыпали в алюминиевые оболочки, имеющие диаметр 630 мм и высоту 1500 мм. Масса оболочек с гранулами после виброуплотнения составляла 500-540 кг.
Вакуумирование оболочек с гранулами осуществляли при остаточном давлении 10-3 мм рт.ст. Давление воздуха в оболочках замеряли с помощью вакуумметра. После дегазации оболочек, с целью их герметизации, пережимали трубки подвода вакуумного насоса. Брикетирование и прессование осуществляли на горизонтальном гидравлическом прессе усилием 12.000 т.с. с диаметром контейнера 650 мм.
Оболочки с холодными гранулами уплотнялись на прессе в брикет в глухую матрицу при максимальном давлении пресса и при температуре нагрева контейнера пресса 340°С. Уплотненные в брикеты оболочки подвергались обточке с целью удаления алюминиевой рубашки.
Нагрев брикетов осуществляли в печи при температуре 330°С в течение 6 ч. Температура контейнера пресса составляла 340°С. Скорость прессования прутков составляла 0,8 м/мин. Прессовали прутки диаметром 140 мм (коэффициент вытяжки 21,6) и прутки диаметром 100 мм (коэффициент вытяжки 42,3).
Исследование прутков показало их хорошее качество. Механические свойства партии полученных полуфабрикатов превосходили серийную прессованную продукцию, изготовленную из литой заготовки (данные ГОСТа) (см. Таблицу 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕССОВАНИЯ ТРУБ ИЗ МАГНИЕВЫХ ГРАНУЛ | 2012 |
|
RU2486991C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2288075C1 |
| Способ изготовления полуфабрикатов из порошков и гранул алюминиевых сплавов | 1990 |
|
SU1748944A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ МЕТОДОМ ЦЕНТРОБЕЖНОГО ЛИТЬЯ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2012 |
|
RU2520249C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ БЫСТРОЗАКРИСТАЛЛИЗОВАННЫХ МАГНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2035261C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПОЛУФАБРИКАТОВ ИЗ ГРАНУЛИРОВАННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2571974C2 |
| Способ получения заготовок из сыпучих материалов на основе алюминия и его сплавов | 1990 |
|
SU1713739A1 |
| Способ изготовления прутков и профилей из металлической стружки и устройство для его осуществления | 1985 |
|
SU1247160A1 |
Изобретение относится к порошковой металлургии, в частности к получению полуфабрикатов из гранул магния и его сплавов. Может использоваться для изготовления изделий, применяемых в машиностроении, приборостроении, автомобилестроении, ракетостроении, авиации, строительстве. Техническим результатом заявленного изобретения является улучшение качества прессованного изделия из гранул магниевых сплавов, снижение газонасыщенности. Оболочку, находящуюся под действием вибрации, заполняют гранулами магниевого сплава размером 0,3-3 мм, вакуумируют, размещают в контейнере пресса и брикетируют при максимальном усилии пресса. Затем оболочку обтачивают, брикет и контейнер нагревают не более 350°С и прессуют с коэффициентом вытяжки не менее 20 и скоростью прессования не более 1,0 м/мин. Способ позволяет повысить качество изделий и уменьшить газонасыщенность. 2 з.п. ф-лы, 1 ил., 1 табл.
1. Способ получения полуфабрикатов из гранул магниевых сплавов, включающий заполнение оболочки, находящейся под действием вибрации, гранулами фракционного состава 0,3-3 мм, вакуумирование оболочки, размещение оболочки с гранулами в контейнере пресса, брикетирование при максимальном усилии пресса, обтачивание оболочки, нагрев брикета и контейнера до температуры не более 350 С° и последующее прессование брикета с коэффициентом вытяжки не менее 20 и скоростью прессования не более 1 м/мин с получением полуфабриката.
2. Способ по п.1, отличающийся тем, что перед брикетированием оболочку с гранулами заполняют нейтральным газом.
3. Способ по п.1, отличающийся тем, что перед брикетированием оболочку с гранулами нагревают до температуры, не превышающей температуру рекристаллизации магниевого сплава.
| Способ получения изделий из гранулированных алюминиевых сплавов | 1982 |
|
SU1119777A1 |
| SU 1697341 A1, 10.02.1996 | |||
| Способ изготовления полуфабрикатов из порошков и гранул алюминиевых сплавов | 1990 |
|
SU1748944A1 |
| Способ получения полуфабрикатов из гранулируемых сплавов системы алюминий - цинк - магний - медь с добавками переходных металлов | 1987 |
|
SU1497863A1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 4217140 A, 12.08.1980 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 4155756 A, 22.05.1979. | |||

