Предлагаемое изобретение относится к способам отделочно-упрочняющей обработки наружных поверхностей тел вращения, основанных на поверхностном пластическом деформировании (ППД) при использовании деформирующего элемента рабочего инструмента с новой кинематикой рабочего движения, и предназначено для использования в различных отраслях металлообрабатывающей промышленности.
Из уровня техники широко известны методы обкатывания поверхностей деталей свободно вращающимися роликами или шариками, соприкасающимися с вращающейся деталью под давлением. Недостатком известных способов является сложность точной установки оси деформирующего элемента параллельно оси детали. При вибрационном обкатывании деформирующий инструмент в виде шарика быстро изнашивается, так как подвергается трению скольжения и работает практически одной локальной зоной.
Известен способ упрочнения деталей поверхностным пластическим деформированием (RU №2163863 С2, МПК В24В 39/00, опубликовано 10.03.2001), при котором заготовке сообщают крутящий момент и обкатывают поверхность детали цилиндрическим роликом с приложением постоянной радиальной силы и тормозного момента. Приложение к ролику тормозного момента осуществляют с увеличением тангенциального переноса металла заготовки.
Признаками аналога, совпадающими с существенными признаками заявляемого способа, являются продольная подача рабочего инструмента параллельно оси заготовки. Заготовке сообщают вращательное движение вокруг своей продольной оси. Обработка поверхности детали выполняется рабочим инструментом в виде тороидального ролика.
Недостатком данного способа является снижение качества поверхности заготовки из-за проскальзывания ролика относительно поверхности заготовки, а также недостаточная износостойкость инструмента.
Известен способ поверхностного пластического деформирования наружных поверхностей тел вращения (RU №2758713 С1, МПК В24В 39/04, опубликовано 01.11.2021, Бюл. №31), при котором заготовке сообщают вращательное движение относительно собственной продольной оси, а рабочему инструменту, имеющему два профильных радиуса, сообщают продольную подачу, с созданием давления на поверхность заготовки. Признаками аналога, совпадающими с существенными признаками заявляемого способа, являются вращательное движение заготовки вокруг своей оси, продольная подача инструмента параллельная оси заготовки, инструмент оказывает давление на поверхность обрабатываемой детали в направлении перпендикулярном оси детали.
Недостатком известного способа обработки является сложность получения необходимого качества поверхностного слоя за счет повышенного износа рабочего инструмента, так как ролики соприкасаются с деталью в одной локальной зоне при обработке поверхности заготовки.
Известен инструмент для чистовой обработки поверхностей (SU №1323354 А2, S1 В24В 39/04, опубликовано 15.07.87 Бюл. №26), который содержит вилкообразную державку с закрепленной в ней оправкой, установленной с возможностью вращения, и деформирующий элемент, установленный на оправке. Деформирующий элемент состоит из ролика с возможностью регулирования угла наклона с целью расширения технологических возможностей. Деформирующему элементу обеспечивается регулирование величины максимального угла наклона в пределах от 0 до 2α, благодаря чему получают на поверхности обрабатываемой детали наиболее оптимальную сетку регулярного микрорельефа при различных условиях обработки, что расширяет технологические возможности инструмента.
Указанный способ обработки является наиболее близким способом и может быть принят в качестве прототипа способа для осуществления поверхностного пластического деформирования наружных поверхностей тел вращения.
Признаками аналога, совпадающими с существенными признаками заявляемого способа, является деформирующий элемент в виде ролика, обкатывающий поверхность обрабатываемой детали, при обработке деформирующий элемент располагается под углом относительно оси заготовки. Продольная подача рабочего инструмента параллельно оси заготовки. Заготовке сообщают вращательное движение вокруг своей продольной оси.
Недостатками данного аналога является сложность конструкции устройства и низкое качество обработки поверхности детали, а также повышенное изнашивание деформирующего инструмента.
Задача заявляемого изобретения заключается в интенсификации напряженного состояния обработанной поверхности и расширении технологических возможностей при локальном поверхностном пластическом деформировании, а также в повышении эксплуатационных качеств деформирующего инструмента.
Технический результат заключается в увеличении напряженного состояния в очаге деформации за счет усложнения кинематики деформирующего инструмента с винтовой формой профиля рабочей поверхности. За счет увеличения протяженности поверхности контакта рабочего инструмента с заготовкой снижается степень его изнашивания и повышается качество поверхностного слоя.
Указанный технический результат достигается тем, что способ поверхностного пластического деформирования наружных поверхностей тел вращения, при котором заготовке сообщают вращательное движение относительно собственной продольной оси, а инструменту, имеющему деформирующий элемент с двумя рабочими профильными радиусами, оказывающему давление на поверхность обрабатываемой заготовки, сообщают продольную подачу, согласно изобретению рабочая поверхность деформирующего инструмента представляет собой винтовую поверхность, состоящую из 2 и более витков, расположенных в горизонтальной плоскости под углом α (α<90°) к оси инструмента, которая повернута к оси заготовки в вертикальной плоскости под углом β (β<90°).
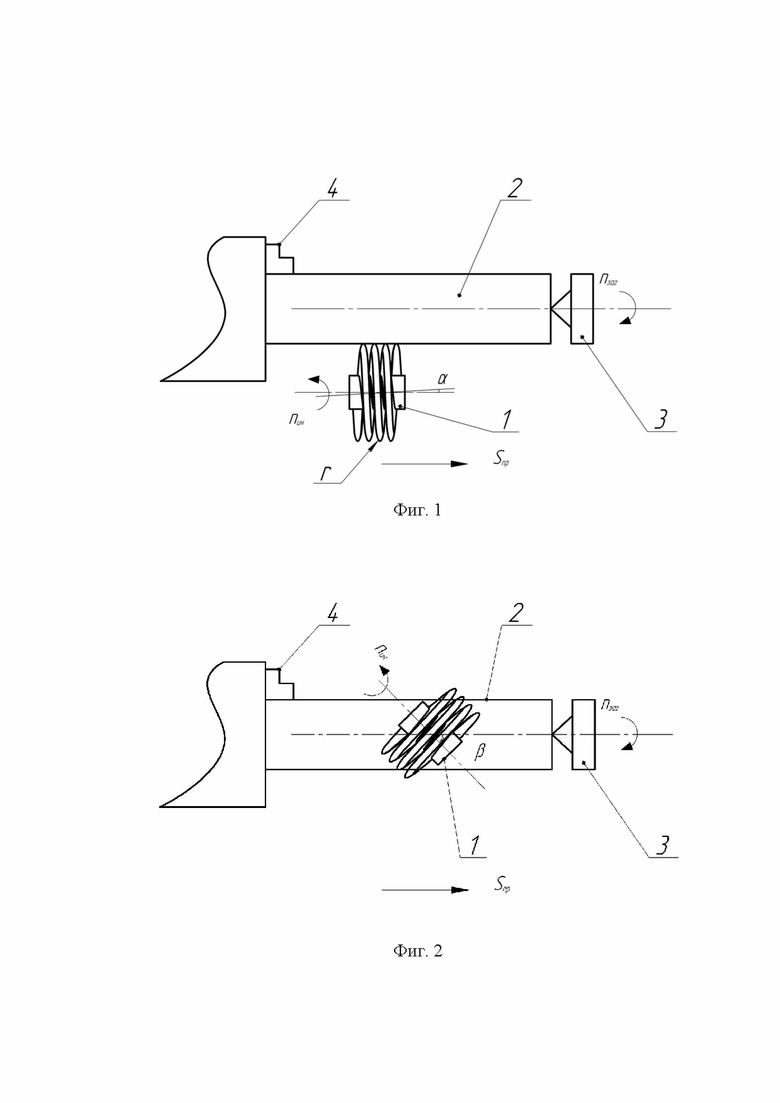
Способ поясняется чертежами, где на фиг. 1 показана схема обработки по предложенному способу поверхностного пластического деформирования заготовки в горизонтальной плоскости; на фиг. 2 показана схема обработки по предложенному способу поверхностного пластического деформирования заготовки в вертикальной плоскости; на фиг. 3 показано влияние наклона витков в горизонтальной плоскости (угол α) и влияние поворота рабочего инструмента относительно оси заготовки (угол β) на временные напряжения в очаге деформации и остаточные напряжения в готовых изделиях после упрочнения.
Отличительные признаки предлагаемого способа заключаются в том, что рабочая поверхность деформирующего инструмента представляет собой винтовую поверхность, состоящую из двух и более витков, расположенных в горизонтальной плоскости под углом α (α<90°) к оси инструмента, которая повернута к оси заготовки в вертикальной плоскости под углом β (β<90).
Рабочая поверхность деформирующего инструмента в отличие от тороидального ролика представляет собой винтовую форму в виде геликоида. Для интенсификации напряженного состояния в очаге деформации каждый виток рабочего инструмента наклонен к оси заготовки в горизонтальной плоскости на некоторый угол α, а осевая линия геликоида развернута относительно оси заготовки в вертикальной плоскости на угол β. При такой ориентации рабочего инструмента происходит усиленный сдвиг кристаллов, что способствует росту дислокаций, измельчению микроструктуры и повышения механических свойств поверхностного слоя.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого способа условию патентоспособности «новизна».
Предлагаемый способ осуществляется следующим образом: как видно из схемы обработки (фиг. 1 и 2) заготовку 2 устанавливают на токарно-винторезном станке, закрепляют в трехкулачковом патроне 4, подпирают вращающимся центром задней бабки 3. Заготовке придают вращательное движение с частотой nзаг (об/мин). Инструменту 1 одновременно сообщают продольную подачу Sпр, и вращательное движение nинст вокруг своей оси.
Режимы и параметры поверхностного пластического деформирования на основе вращательного движения рабочего инструмента соответствуют режимам при обработке шариком, роликом. Так, профильный радиус каждого витка у инструмента R и составляет 1-3 мм, сила прижатия инструмента P при обработке составляет 50-300 Н, частота вращения инструмента nинст=60-100 мин-1, частота вращения детали nзаг=100-300 мин-1, подача рабочего инструмента S=0,05-0,3 мм/об.
Сущность повышения эффективности упрочнения в очаге деформации состоит в том, что обработка производится путем целенаправленных технологических воздействий на структуру металлов для увеличения плотности дислокаций и создания дислокационной субструктуры, увеличивающей сопротивление сдвигу. Это происходит благодаря ориентации и кинематики рабочего инструмента. С этой целью каждый виток инструмента повернут к оси заготовки в горизонтальной плоскости на некоторый угол α, а ось деформирующего инструмента повернута относительно вертикальной плоскости оси заготовки на угол β меньше 90°.
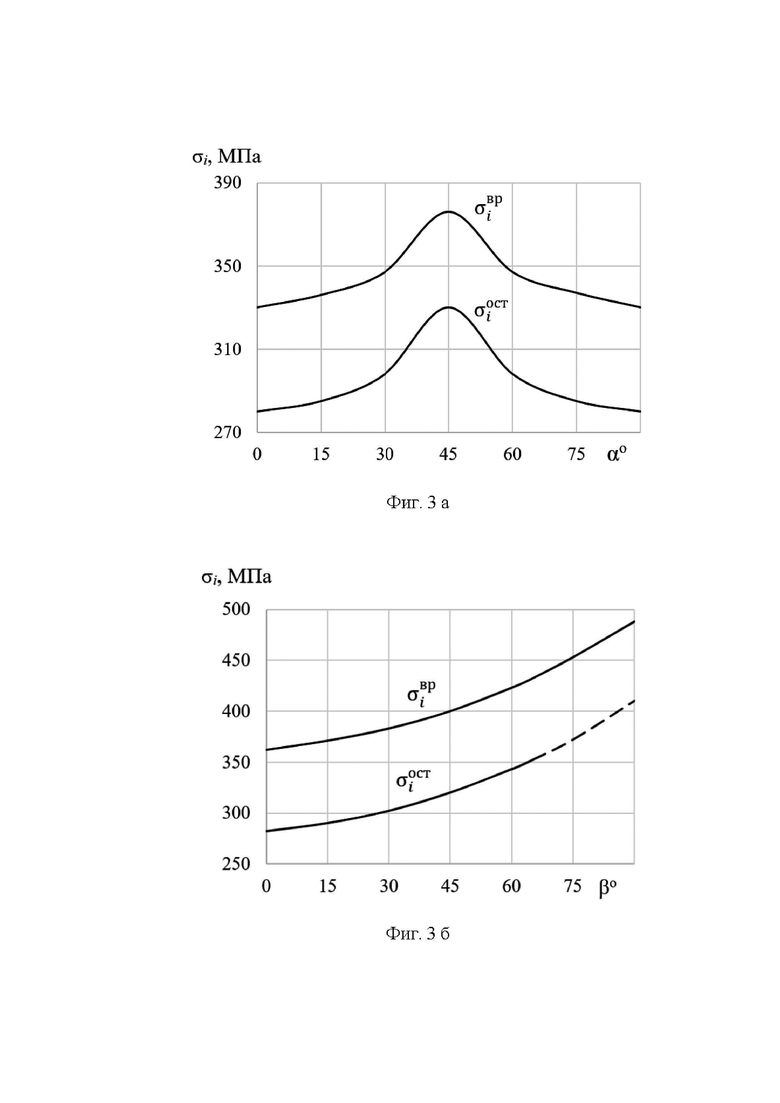
На фиг. 3а показаны результаты моделирования по определению влияния угла наклона рабочего инструмента α (α<90°) на максимальные значения интенсивности напряжений в очаге деформации и максимальную интенсивность остаточных напряжений. При α=0° происходит минимальное искажение микроструктуры материала заготовки и формируется минимальное значение интенсивности напряжений. С увеличением угла наклона рабочего инструмента α увеличивается значение интенсивности напряжений в очаге деформации, так как при увеличении угла наклона ролика повышается сопротивление материала к деформации сдвига на поверхности детали. При α=45° остаточные напряжения достигают наибольшего значения, близкого к пределу текучести материала заготовки.
На фиг. 3б представлена зависимость интенсивности остаточных напряжений от величины угла поворота рабочего инструмента β относительно оси заготовки. С увеличением этого угла напряженное состояние в очаге деформации и остаточные напряжения растут, за счет искажения материала деформацией сдвига. Оптимальной величиной угла поворота является угол β =60-65°. При угле выше этого значения, материал достигает предел текучести, что приводит к снижению остаточных напряжений.
Таким образом, способ поверхностного пластического деформирования наружных поверхностей тел вращения при использовании деформирующего инструмента с новой кинематикой рабочего инструмента обеспечивает значительное увеличение механических характеристик упрочненного слоя с повышением интенсивности напряженного состояния в очаге деформации, равномерность износа рабочей поверхности деформирующего элемента по его длине и создает более высокое давление в зоне контакта. Это увеличивает срок его службы, так как износу подвергается не одна локальная область, как при обработке шаром, а вся рабочая поверхность винтового сектора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного пластического деформирования наружных поверхностей тел вращения | 2021 |
|
RU2758713C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2666205C1 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |
| СПОСОБ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447983C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ НАРУЖНЫХ ВИНТОВЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2447964C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| СПОСОБ УПРОЧНЕНИЯ | 2008 |
|
RU2367562C1 |
Изобретение относится к способам отделочно-упрочняющей обработки наружных поверхностей тел вращения и может быть использовано для поверхностного пластического деформирования наружных поверхностей тел вращения в различных отраслях металлообрабатывающей промышленности. Способ включает сообщение заготовке вращательного движения относительно собственной продольной оси, а инструменту, оказывающему давление на обрабатываемую поверхность заготовки, сообщают продольную подачу. Используют инструмент, деформирующий элемент которого выполнен с рабочими профильными радиусами и рабочей поверхностью в виде винтовой поверхности, состоящей из двух и более витков, расположенных в горизонтальной плоскости под углом α к оси инструмента, при α<90°. Инструмент устанавливают с расположением его оси под углом β к оси заготовки в вертикальной плоскости, при β<90°. Повышается качество поверхностного слоя обрабатываемой заготовки. 3 ил.
Способ поверхностного пластического деформирования наружных поверхностей тел вращения, включающий сообщение заготовке вращательного движения относительно собственной продольной оси, а инструменту, имеющему деформирующий элемент с рабочими профильными радиусами, оказывающий давление на обрабатываемую поверхность заготовки, сообщают продольную подачу, отличающийся тем, что используют инструмент, деформирующий элемент которого выполнен с рабочей поверхностью в виде винтовой поверхности, состоящей из двух и более витков, расположенных в горизонтальной плоскости под углом α, при α<90°, к оси инструмента, которую поворачивают к оси заготовки в вертикальной плоскости на угол β, при β<90°.
| Инструмент для чистовой обработки поверхностей | 1986 |
|
SU1323354A2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических поверхностей | 1982 |
|
SU1013239A2 |
| ПРУЖИННОЕ УПРОЧНЯЮЩЕЕ УСТРОЙСТВО | 2008 |
|
RU2367563C1 |
| US 3795956 A1, 12.03.1974. | |||

