Предлагаемое изобретение относится к способам отделочно-упрочняющей обработки наружных поверхностей тел вращения, основанных на поверхностном пластическом деформировании (ППД) при использовании деформирующего элемента рабочего инструмента с новой кинематикой рабочего движения, и предназначено для использования в различных отраслях металлообрабатывающей промышленности.
Наиболее эффективное деформационное упрочнение металлов может быть реализовано путем целенаправленных технологических воздействий на структуру металлов для увеличения плотности дислокаций и создания дислокационной субструктуры, увеличивающей сопротивление сдвига.
Таким образом, пути повышения прочностных свойств металлов заключаются в разработке упрочняющих технологий, обеспечивающих формирование такого структурного состояния материала, при котором максимально реализуются основные принципы дислокационной теории упрочнения. Интенсификация напряженного состояния может быть повышена, если будет усилено деформационное искажение зерен материала.
В практике поверхностного пластического деформирования известны и широко используют две схемы упрочняющей обработки: упрочнение по схеме качения рабочего инструмента и упрочнение по схеме скольжения. При этом заготовке сообщают вращательное движение относительно собственной продольной оси, а рабочему инструменту, оказывающему давление на поверхность обрабатываемой заготовки, сообщают продольную подачу. Упрочнение по схеме скольжения значительно реже используют на практике, так как трение скольжения по поверхности обрабатываемой заготовки вызывает выделение тепла в зоне контакта, что в свою очередь приводит к снижению величины формируемых сжимающих остаточных напряжений, а сами рабочие инструменты интенсивно изнашиваются. Однако, если оценить эти две схемы упрочнения с точки зрения механики процесса и возможности деформационного искажения микроструктуры, то обработка по схеме скольжения должна быть более эффективной.
Из уровня техники известен способ обработки наружной поверхности вращения (Справочник технолога-машиностроителя. В 2-х томах. Т. 1 / Под ред. В.М. Кована. - 2-е изд. - М.: Машиностроение, 1963. С. 513, фиг. 464а), при котором поверхностное пластическое деформирование вращающейся детали осуществляют шариком с постоянным радиальным усилием при сообщении ему движения подачи вдоль оси детали. Причем шарик устанавливается перпендикулярно оси обрабатываемой детали. Признаками аналога, совпадающими с существенными признаками заявляемого способа, являются вращательное движение заготовки вокруг своей оси, продольная подача инструмента параллельная оси заготовки.
Недостатком известного способа обработки является отсутствие возможности усиления искажения зеренной структуры материала, что не позволяет формировать в поверхностном слое детали более повышенную плотность дислокаций и увеличить максимально достижимые значения параметров механического состояния металла при механической обработке.
Известен способ упрочнения деталей поверхностным пластическим деформированием (Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием / Справочник. - М.: Машиностроение, 1987, с. 70-116), заключающийся в том, что заготовке сообщают вращение и обкатывают поверхность детали цилиндрическим роликом с приложением постоянной радиальной силы и тормозного момента за счет осуществления продольной подачи рабочего инструмента.
Признаками аналога, совпадающими с существенными признаками заявляемого способа, являются продольная подача рабочего инструмента параллельно оси заготовки. Заготовке сообщают вращательное движение вокруг своей продольной оси. Инструмент вращается свободно вокруг оси, параллельной продольной оси заготовки.
Недостатком известного способа является снижение качества поверхности заготовки из-за проскальзывания ролика относительно поверхности заготовки, недостаточно высокая износостойкость, прочность и долговечность заготовки, а также наличие некруглости и эксцентриситета заготовки из-за биения при механической обработке.
Известен способ упрочнения деталей поверхностным пластическим деформированием (Патент РФ №266605, МПК В24 39\04, Опубликовано 06.09.2018), при котором заготовке сообщают вращательное движение относительно собственной продольной оси, а инструменту, оказывающему давление на поверхность обрабатываемой заготовки, сообщают продольную подачу, инструменту дополнительно сообщают вращательное движение относительно оси, проходящей через плоскость, соединяющую деформирующий элемент и перпендикулярно к оси заготовки, при этом используют деформирующий элемент в виде двух деформирующих роликов.
Указанный способ обработки является наиболее близким аналогом и может быть принят в качестве прототипа способа для осуществления поверхностного пластического деформирования наружных поверхностей тел вращения.
Признаками аналога, совпадающими с существенными признаками заявляемого способа, являются продольная подача рабочего инструмента параллельно оси заготовки. Заготовке сообщают вращательное движение вокруг своей продольной оси. Инструменту дополнительно сообщают вращательное движение относительно оси, проходящей через плоскость, соединяющую два деформирующих ролика деформирующего элемента и перпендикулярную оси заготовки.
Недостатком известного способа является снижение качества поверхности заготовки из-за проскальзывания ролика в тот момент, когда ось его вращения совпадает с направлением оси детали. Вращение рабочего инструмента в одном направлении производит слабое искажение зеренной структуры материала, что снижает степень и глубину упрочненного слоя.
Задача заявляемого изобретения заключается в интенсификации напряженного состояния обработанной поверхности и расширении технологических возможностей при локальном поверхностном пластическом деформировании.
Технический результат заключается в увеличении напряженного состояния в очаге деформации за счет изменения кинематики деформирующего инструмента со специальной формой профиля рабочей поверхности, при котором усиливается искажение структуры материала поверхностного слоя. Это объясняется тем, что пластические отпечатки от рабочего инструмента на поверхности детали, представляющие собой фигуру в виде эллипса, постоянно, циклически изменяют ориентацию большой и малой оси. При осциллирующем вращении ролика вокруг оси, перпендикулярной оси заготовки, происходит искажение кристаллической структуры материала за счет сдвига зерен в разных направлениях, что способствует росту дислокаций и повышению прочности поверхностного слоя.
Указанный технический результат достигается тем, что способ поверхностного пластического деформирования наружных поверхностей тел вращения, включающий сообщение заготовке вращательного движения относительно собственной продольной оси и сообщение продольной подачи рабочему инструменту с деформирующим элементом, имеющим два рабочих профильных радиуса, с созданием им давления на поверхности заготовки, согласно изобретению используют деформирующий элемент в виде двух деформирующих роликов, при этом ось вращения деформирующего элемента располагают перпендикулярно оси заготовки, а рабочему инструменту сообщают осциллирующее вращение относительно оси, проходящей через плоскость, соединяющую два деформирующих ролика деформирующего элемента и перпендикулярную оси заготовки, с амплитудой угла α, равного -90°≤α≤90°.
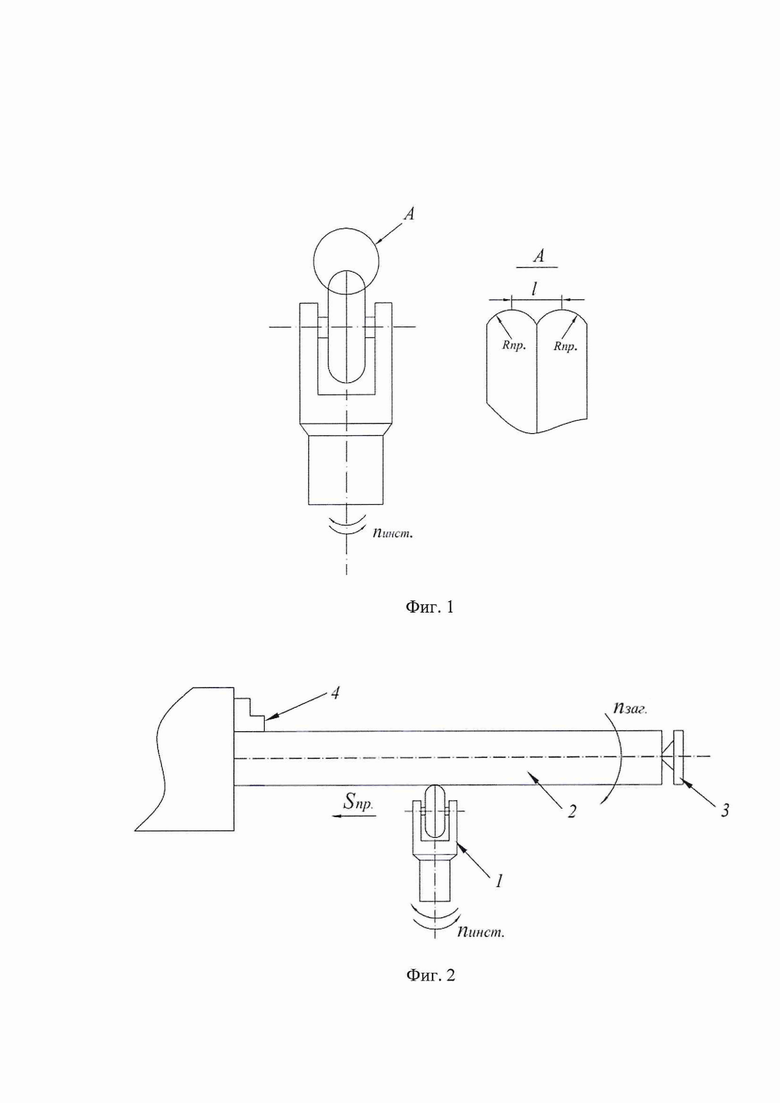
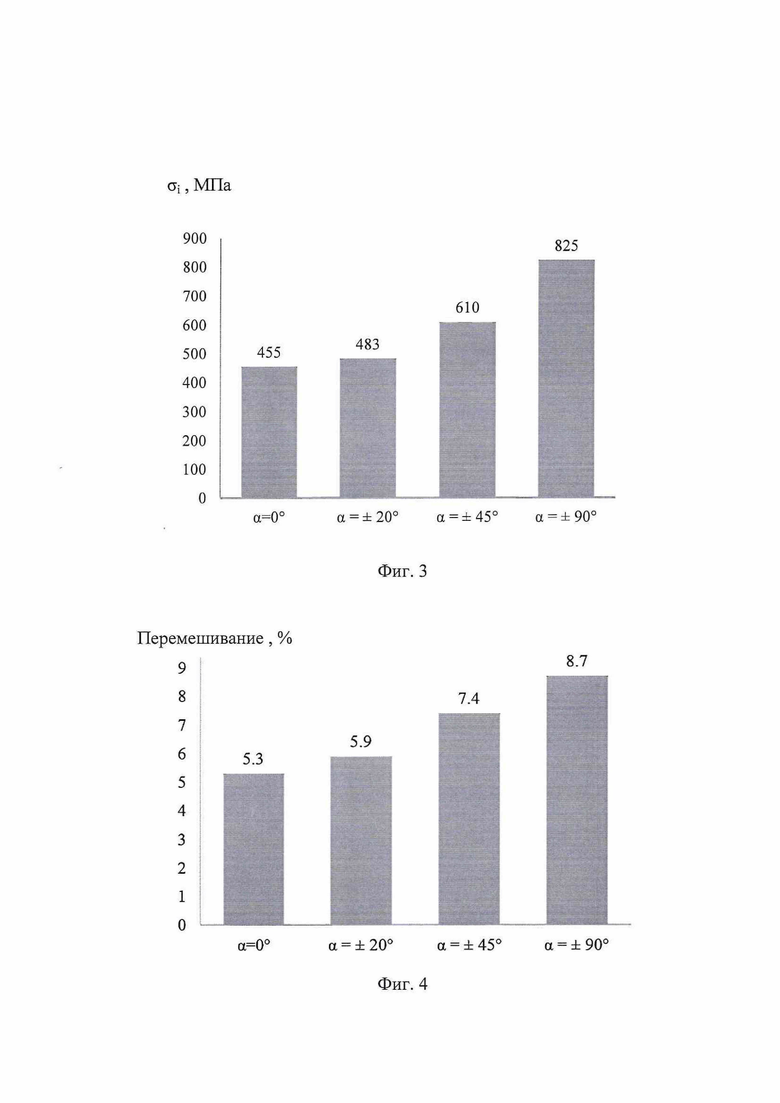
Способ поясняется чертежами, где на фиг. 1 показана конструкция деформирующего элемента, реализующего предлагаемый способ, на фиг. 2 представлена схема обработки по предложенному способу поверхностного пластического деформирования заготовки - вала.
Отличительные признаки предлагаемого способа заключаются в том, что деформирующий элемент выполнен в виде двух деформирующих роликов, при этом ось вращения деформирующего элемента располагают перпендикулярно оси заготовки, а рабочему инструменту сообщают осциллирующее вращение относительно оси, проходящей через плоскость, соединяющую два деформирующих ролика деформирующего элемента и перпендикулярную оси заготовки, с амплитудой угла α, равного -90°≤α≤90°.
Рабочий инструмент (фиг. 1) содержит деформирующий элемент в виде двух деформирующих роликов, вершины которых располагается относительно друг друга на расстоянии 1. В процессе обработки первый деформирующий ролик полностью работает в зоне очага деформации, создаваемой вторым деформирующим роликом. При осциллирующем вращении роль деформирующих роликов меняется, происходит усиленный сдвиг кристаллов в разных направлениях, что способствует росту дислокаций, искажению структуры, приводящие к повышению механических характеристик металла в поверхностном слое изделия.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого изобретения условию патентоспособности «новизна».
Как видно из схемы обработки (фиг. 2) параметрами режима, определяющими кинематику процесса, являются: частота вращения заготовки (nзаг), подача деформирующего элемента (Sпр), осциллирующая частота деформирующего элемента (nинст). Заготовку 2 устанавливают на токарно-винторезном станке, закрепляют в трехкулачковом патроне 4, подпирают вращающимся центром задней бабки 3. Заготовке придают вращательное движение с частотой nзаг. об/мин. Инструменту 1 одновременно сообщают продольную подачу Sпр, и осциллирующее движение nинст вокруг своей оси. Сущность повышения эффективного упрочнения в очаге деформации состоит в том, что процесс производится путем целенаправленных технологических воздействий на структуру металлов для увеличения плотности дислокаций и создания дислокационной субструктуры, увеличивающей сопротивление сдвигу.
На фиг. 3 и 4 показаны результаты моделирования влияния амплитуды угла осциллирующего вращения α (-90°≤α≤90°) на максимальные значения интенсивности напряжений очаге деформации и степень перемешивания структуры в поверхностном слое. При α=0° происходит минимальное искажение структуры. При α=±20° возникает осциллирующие сдвиговые деформации, растет сила трения, что приводит к повышению интенсивности напряжения в зоне деформации. При α=±45° интенсивность напряжения в зоне деформации усиливается. Наиболее эффективный результат получен при поверхностном пластическом деформировании с α=±90°. В результате внедрения инструмента с осциллирующим вращением металл поверхностного слоя детали при обработке находится в условиях сложного напряженного состояния, испытывает пластическую деформацию с накоплением большого числа искажений.
На фиг. 4 представлены результаты экспериментальных исследований по установлению влияния угла осцилляции рабочего инструмента на степень перемешивания зерненой структуры, которые качественно подтверждают результаты моделирования.
Повышение угла осцилляции свыше 90 градусов приводит к снижению степени упрочнения, так как при наличии продольной подачи рабочего инструмента эффективность сдвига конкретных кристаллов снижается, за счет того, что инструмент переходит к деформации другой группы кристаллов.
Таким образом, способ поверхностного пластического деформирования наружных поверхностей тел вращения при использовании деформирующего инструмента с новой кинематикой рабочего движения обеспечивает значительное увеличение механических характеристик упрочненного слоя с повышением интенсивности напряженного состояния в очаге деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Способ поверхностного пластического деформирования наружных поверхностей тел вращения | 2024 |
|
RU2824641C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2666205C1 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| Способ поверхностного пластического деформирования | 2019 |
|
RU2707844C1 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕЙ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2005 |
|
RU2282528C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2440232C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2437750C1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2332296C1 |
Изобретение относится к способу поверхностного пластического деформирования наружных поверхностей тел вращения. Осуществляют сообщение заготовке вращательного движения относительно собственной продольной оси и сообщение продольной подачи рабочему инструменту с деформирующим элементом, имеющим два рабочих профильных радиуса, с созданием им давления на поверхности заготовки. Используют деформирующий элемент в виде двух деформирующих роликов. Ось вращения деформирующего элемента располагают перпендикулярно оси заготовки. Рабочему инструменту сообщают осциллирующее вращение относительно оси, проходящей через плоскость, соединяющую два деформирующих ролика деформирующего элемента и перпендикулярную оси заготовки. В результате обеспечивают увеличение напряженного состояния в очаге деформации и повышение механических свойств материала поверхностного слоя деталей. 4 ил.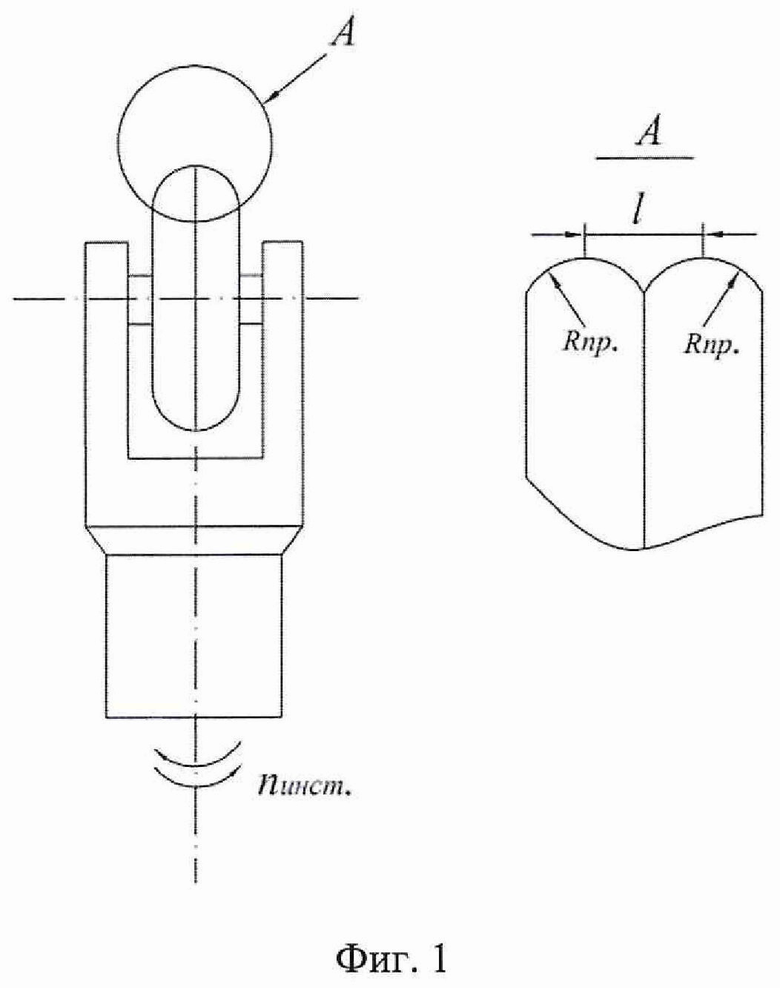
Способ поверхностного пластического деформирования наружных поверхностей тел вращения, включающий сообщение заготовке вращательного движения относительно собственной продольной оси и сообщение продольной подачи рабочему инструменту с деформирующим элементом, имеющим два рабочих профильных радиуса, с созданием им давления на поверхности заготовки, отличающийся тем, что используют деформирующий элемент в виде двух деформирующих роликов, при этом ось вращения деформирующего элемента располагают перпендикулярно оси заготовки, а рабочему инструменту сообщают осциллирующее вращение относительно оси, проходящей через плоскость, соединяющую два деформирующих ролика деформирующего элемента и перпендикулярную оси заготовки, с амплитудой угла α, равного -90°≤α≤90°.
| Способ поверхностного пластического деформирования | 2017 |
|
RU2666205C1 |
| РОЛИК ОБКАТНОЙ МУЛЬТИРАДИУСНЫЙ | 2013 |
|
RU2557377C2 |
| Способ обкатывания торовым роликом | 1976 |
|
SU659371A2 |
| Способ поверхностного пластического деформирования | 2017 |
|
RU2657263C1 |
| DE 3843211 A1, 28.06.1990. | |||

