Область техники, к которой относится изобретение
Идея настоящего изобретения относится к области растягивающихся пленок, таких как пленки, применяемые для обертывания объектов растягивающейся пленкой.
Предпосылки создания изобретения
Пластиковую растягивающуюся пленку часто используют в различных областях применения, в частности для обертывания различных продуктов, например обертывания товаров, например на поддонах, для перевозки или хранения, или для обертывания нештучных сельскохозяйственных продуктов, таких как травы, солома и различные зерновые культуры. В промышленности пластмасс в настоящее время в возрастающей степени стремятся уменьшить ее отрицательные воздействия на окружающую среду и вклад в глобальное потепление, которые вызваны потреблением ископаемого сырья и, в конечном итоге, выбросами диоксида углерода и «углеродным следом» ее продукции. Одним способом повышения устойчивого развития в этом контексте является сокращение общего потребления ископаемого сырья за счет использования альтернативных, возобновляемых материалов, расширения возможностей вторичной переработки продуктов или, в случае пластиковой пленки, изготовления более тонких и легких пленок, требующих меньшего количества сырья. Также было предложено использование вторичного пластикового материала в качестве исходного материала для изготовления таких пластиковых продуктов, как пленка.
Растягивающиеся пленки, используемые, например, для обертывания поддонов или обертывания сельскохозяйственных тюков, обычно являются очень тонкими, но при этом должны обладать высокой степенью растяжимости, а также определенными механическими свойствами, например в том, что касается сопротивления разрыву и сопротивления проколу. В ходе применения растягивающиеся пленки часто растягиваются более чем на 50%, поэтому для надлежащего выполнения их функций они должны обладать достаточной способностью к удлинению. В сельскохозяйственных применениях, где растягивающаяся пленка используется для получения силоса, требуются анаэробные условия, поэтому пленка также должна обеспечивать барьер для влаги и кислорода. Требования к свойствам конечного продукта влияют на выбор сырья, такого как полиэтилен.
Несмотря на успехи, достигнутые в последние годы, сохраняется потребность в растягивающихся пленках, оказывающих меньшее воздействие на окружающую среду или климат.
Сущность изобретения
Целью настоящего изобретения является по меньшей мере частичное преодоление одного или нескольких ограничений известного уровня техники. В частности целью является предоставление растягивающейся пленки, содержащей вторичный полиэтиленовый материал из бытовых отходов.
В качестве первого аспекта настоящего изобретения предоставляется многослойная растягивающаяся пленка, содержащая по меньшей мере один внутренний слой, расположенный между двумя внешними слоями, при этом толщина пленки находится в диапазоне 5-40 мкм, и при этом пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 90 мас. % в расчете на общую массу пленки.
В общем вторичный пластиковый материал может быть получен из промышленных источников, и тогда он называется постиндустриальным вторичным (PIR) материалом, или из выброшенных потребительских пластиковых продуктов (вторичный материал из бытовых отходов, PCR). Состав и качество PIR и PCR могут сильно различаться, при этом PCR имеет более низкое качество. PCR материал обычно содержит полимеры из разнообразных источников, что придает вторичному полимерному материалу плохие или нежелательные прогнозируемые механические свойства. Например, вторичный пластиковый материал обычно содержит примеси, которые оказывают влияние на механические свойства получаемой пленки, и нерасплавленные частицы, которые легко могут вызывать проблемы в ходе изготовления пленки, особенно при изготовлении растягивающейся пленки, получаемой экструзией с раздувом. Поэтому PCR материал рассматривали как неподходящий для включения в тонкие растягивающиеся пленки, такие как растягивающиеся пленки, которые характеризуются толщиной приблизительно 25 мкм или менее.
Однако теперь было неожиданно обнаружено, что вторичный полиэтиленовый материал из бытовых отходов можно включать в растягивающуюся пленку и что получаемая в результате растягивающаяся пленка обладает неожиданно хорошими свойствами при растяжении. Содержание вторичного полиэтилена из бытовых отходов, равное 10-90%, делает возможным получение растягивающейся пленки, получаемой экструзией с раздувом, без разрыва пленки в ходе изготовления. Таким образом, с помощью растягивающейся пленки согласно первому аспекту настоящего изобретения авторы настоящего изобретения преодолели существующие в данной области техники предвзятые представления о том, что вторичный полиэтилен из бытовых отходов нельзя вводить в растягивающуюся пленку с сохраняющимися или по меньшей мере допустимыми свойствами при растяжении и механическими свойствами.
Термины «вторичный полиэтиленовый материал из бытовых отходов» и «вторичный полиэтиленовый материал из потребительских отходов» (PCR) являются синонимами, и эти выражения используются в данном документе для описания полиэтиленового материала, который был ранее включен в один или несколько потребительских продуктов, использован потребителем, а затем собран и переработан в процессе вторичной переработки первоначальным изготовителем или одним или несколькими другими субъектами для получения материала PCR. Таким образом, полиэтиленовый материал PCR может представлять собой вторичные материалы, такие как полученные при помощи литья с раздувом бутылки, пленки, корпуса шприцев, пакеты для внутривенного вливания, трубки и арматура для трубок, которые были подвергнуты вторичной переработке, например посредством общественных программ по вторичной переработке отходов. Полиэтиленовый материал PCR также может содержать, например, вторичные сельскохозяйственные пленки, вторичные растягивающиеся пленки, вторичные термоусадочные пленки или вторичные растягивающиеся упаковочные рукава. Таким образом, полиэтиленовый материал PCR из отходов может происходить из смолы вторичных полиэтиленовых продуктов.
Полимерный состав вторичного полиэтиленового материала из бытовых отходов может изменяться в зависимости, например, от источника материала. Вторичный полиэтиленовый материал из бытовых отходов может большей частью содержать полиэтилен, такой как LDPE. Фракции, богатые термоусадочной пленкой, как правило, богаты LDPE с незначительными количествами LLDPE и HDPE. Фракции, богатые растягивающейся оберткой, как правило, богаты VLDPE и mLLDPE; и фракции, богатые растягивающимися упаковочными рукавами, как правило, богаты такими материалами, как EVA и mLLDPE.
Вторичный полиэтиленовый материал из бытовых отходов, как правило, содержит примеси. Так, вторичный полиэтиленовый материал из бытовых отходов может содержать примеси в количестве по меньшей мере 0,01% в расчете на массу вторичного полиэтиленового материала из бытовых отходов. В данном документе термин «примеси» может относиться к любому материалу во вторичном полиэтиленовом материале из бытовых отходов, который не представляет собой полиэтиленовый материал. В альтернативном определении термин «примеси» может относиться к любому материалу во вторичном полиэтиленовом материале из бытовых отходов, который характеризуется плотностью за пределами диапазона 0,890-0,980 г/см3, например за пределами диапазона 0,890-0,940 г/см3.
Примеры примесей включают целлюлозные волокна, грязь/пыль, разложившееся органическое вещество, такое как гумус, полиамидные материалы и материалы на основе этиленвинилового спирта или другие полимеры, характеризующиеся плотностью за пределами диапазона 0,890-0,9800 г/см3.
Вторичный полиэтиленовый материал из бытовых отходов может содержать примеси в количестве 0,01-2% в расчете на массу вторичного полиэтиленового материала из бытовых отходов, например в количестве 0,01-1%, например в диапазоне 0,01-0,9%, например в диапазоне 0,01-0,8%, например в диапазоне 0,01-0,7%, например в диапазоне 0,01-0,6%, например в диапазоне 0,01-0,5%, например в диапазоне 0,01-0,4%, например в диапазоне 0,01-0,3%, например в диапазоне 0,01-0,2%, например в диапазоне 0,01-0,1%, например в диапазоне 0,1-1%, например в диапазоне 0,2-1%, например в диапазоне 0,3-1%, например в диапазоне 0,4-1%, например в диапазоне 0,5-1%, например в диапазоне 0,6-1%, например в диапазоне 0,7-1%, например в диапазоне 0,8-1%, например в диапазоне 0,9-1%.
Термин «растягивающаяся пленка» относится к пленке, способной к деформации растягиванием при применении (например, при обертывании объекта). Таким образом, растягивающаяся пленка приспособлена сохранять свои качества при растягивании, или по меньшей мере сохранять приемлемое качество.
Кроме того, в некоторых вариантах осуществления растягивающаяся пленка может быть предварительно растянута в качестве части процесса ее получения. Таким образом, растягивающаяся пленка может представлять собой предварительно растянутую растягивающуюся пленку, т.е. предварительно растянутую пленку для применения в качестве растягивающейся пленки, что предполагает, что предварительно растянутая пленка дополнительно растягивается в ходе ее применения. В контексте данного документа «предварительно растянутый» означает, что полиэтиленовую пленку растягивают, обычно в продольном направлении (направлении обработки), в ходе процесса получения пленки перед намоткой в рулоны. Растягивание обычно выполняется в блоке предварительного растягивания технологической линии и включает пропускание пленки между двумя или более растягивающими роликами, которые вращаются с разными скоростями. Предварительное растягивание предпочтительно может выполняться непосредственно после этапов экструзии или раздува пленки, когда пленка еще является горячей. Степень предварительного растяжения, как предполагается, означает разность в скорости, в процентах, между растягивающими роликами в блоке предварительного растягивания. Эта разность в скорости соответствует удлинению предварительно растянутой пленки между растягивающими роликами в блоке предварительного растягивания.
Например, в ходе изготовления предварительно растянутая пленка могла быть растянута между двумя парами роликов так, что длина пленки увеличивается на 50-400 процентов, например на 100-400%, например на 100-300%, например на 100-200%, например на 140-160%, например на 150-400%, например на 200-400%, например на 200-300%, например на 250-400%, например на 300-400%.
Предварительно растянутая пленка при воздействии дополнительного растягивания может вести себя иначе, чем пленка, не подвергнутая предварительному растягиванию.
В вариантах осуществления первого аспекта многослойная растягивающаяся пленка представляет собой сельскохозяйственную растягивающуюся оберточную пленку, или оберточную пленку для тюков, например пленку для силоса, такую как предварительно растянутая сельскохозяйственная оберточная пленка для тюков, или пленка для силоса.
Как правило, пленка для силоса обеспечивает образование анаэробных условий и таким образом сохранение питательных веществ и калорийности во время хранения. Пленка для силоса должна образовывать барьер для газообразного кислорода. Как правило, пленка для силоса характеризуется проницаемостью для кислорода менее 10000 см3/м2/24 ч. Таким образом, согласно варианту осуществления, многослойная растягивающаяся пленка представляет собой оберточную пленку для тюков, или пленку для силоса, которая характеризуется проницаемостью для кислорода менее 10000 см3/м2/24 ч, например в диапазоне от 1000 до 10000 см3/м2/24 ч, измеренной согласно стандарту ASTM D-1434.
В вариантах осуществления первого аспекта многослойная растягивающаяся пленка приспособлена для использования в качестве пленки для обертывания поддонов с целью применения машиной для обертывания поддонов или переносным устройством, т.е. в качестве машинной растягивающейся пленки или ручной растягивающейся пленки.
В вариантах осуществления первого аспекта многослойная растягивающаяся пленка представляет собой оберточную пленку для отходов.
В вариантах осуществления первого аспекта многослойная растягивающаяся пленка представляет собой растягивающуюся оберточную пленку для поддонов.
Многослойная растягивающаяся пленка может быть получена при помощи традиционных средств, таких как плоскощелевая экструзия или экструзия с раздувом. Таким образом, многослойная растягивающаяся пленка может быть получена или экструзией с раздувом, или плоскощелевой экструзией. Растягивающаяся пленка, полученная экструзией с раздувом, была расправлена, а затем охлаждена на воздухе при раздуве. Растягивающаяся пленка, полученная плоскощелевой экструзией, была охлаждена на охлаждающих роликах.
Многослойная растягивающаяся пленка содержит по меньшей мере один внутренний слой, расположенный между двумя внешними слоями. Таким образом, внешние слои представляют собой поверхностные слои пленки, т.е. два самых наружных слоя многослойной пленки. По меньшей мере один внутренний слой может представлять собой один внутренний слой или содержать по меньшей мере два слоя, например по меньшей мере три внутренних слоя. Согласно варианту осуществления, многослойная растягивающаяся пленка представляет собой совместно экструдированную многослойную пленку, полученную экструзией с раздувом, которая содержит по меньшей мере три слоя: по меньшей мере один внутренний слой, расположенный между двумя внешними слоями.
Согласно варианту осуществления многослойная растягивающаяся пленка содержит от 2 до 5 внутренних слоев. Однако растягивающаяся пленка может содержать от 1 до 20 внутренних слоев. В тех вариантах осуществления, где многослойная растягивающаяся пленка содержит более одного внутреннего слоя, внутренние слои могут иметь одинаковый состав. Альтернативно более одного внутреннего слоя могут отличаться друг от друга по составу.
В варианте осуществления пленка может состоять из трех слоев; при этом один внутренний слой располагается между двумя внешними слоями.
В другом варианте осуществления пленка может содержать по меньшей мере пять слоев, например три внутренних слоя, расположенных между двумя внешними слоями.
В другом варианте осуществления пленка может содержать по меньшей мере семь слоев, например пять внутренних слоев, расположенных между двумя внешними слоями.
Один или несколько внутренних слоев могут представлять собой функциональный слой, такой как барьерный слой. Необязательно центральный внутренний слой может быть расположен между двумя связующими слоями, которые обеспечивают совместимость и адгезию между внутренним слоем и поверхностными слоями.
В вариантах осуществления по меньшей мере один внутренний слой может образовывать от 50 мас. % до 90 мас. %, например от 70 мас. % до 80 мас. %, в расчете на общую массу растягивающейся пленки. В растягивающейся пленке, содержащей один внутренний слой, этот один внутренний слой может образовывать от 50 мас. % до 90 мас. %, например от 70 мас. % до 80 мас. %, в расчете на общую массу растягивающейся пленки. В растягивающейся пленке, содержащей более одного внутреннего слоя, общее количество внутренних слоев могут образовывать от 50 мас. % до 90 мас. %, например от 70 мас. % до 80 мас. %, в расчете на общую массу растягивающейся пленки.
Два внешних слоя могут совместно образовывать от 10 мас. % до 50 мас. %, например от 20 мас. % до 30 мас. %, в расчете на общую массу растягивающейся пленки. Как правило, каждый из внешних слоев образует приблизительно 10 мас. % в расчете на общую массу растягивающейся пленки.
Два внешних слоя могут иметь одинаковый или подобный состав. Альтернативно два внешних слоя могут отличаться друг от друга по составу. Как правило, однако, внешний слой содержит в качестве основного материала термопластичный полимер, такой как полиолефин. Примеры подходящих основных материалов для внешнего слоя включают полиэтилен, особенно LLDPE или VLDPE, и сополимер этилена и винилацетата.
Значения толщины, приведенные во всем данном описании, относятся к толщине многослойной растягивающейся пленки или конкретного слоя многослойной растягивающейся пленки после получения. В случае предварительно растянутой многослойной растягивающейся пленки толщина относится к толщине после растягивания растягивающейся пленки в ходе ее получения.
Многослойная растягивающаяся пленка характеризуется общей толщиной пленки в пределах диапазона от 5 мкм до 40 мкм. Такая пленка может являться предпочтительной с экономической точки зрения, поскольку тонкие пленки подразумевают меньшую стоимость материалов. Многослойная растягивающаяся пленка согласно настоящему изобретению может характеризоваться толщиной не более 25 мкм, не более 22 мкм или не более 20 мкм. Однако эта толщина составляет, как правило, по меньшей мере по меньшей мере 8 мкм, по меньшей мере 9 мкм, по меньшей мере 10 мкм, по меньшей мере 12 мкм или по меньшей мере 13 мкм. Таким образом, например, толщина пленки согласно настоящему изобретению может находиться в диапазоне от 8 до 25 мкм.
В варианте осуществления растягивающаяся пленка содержит один внутренний слой. Толщина одного внутреннего слоя может находиться в пределах диапазона от 5 до 28 мкм, например от 10 мкм до 25 мкм, к примеру от 10 мкм до 20 мкм. Альтернативно растягивающаяся пленка может содержать более одного внутреннего слоя. Толщина общего количества внутренних слоев может находиться в пределах диапазона от 5 до 28 мкм, например от 5 мкм до 25 мкм, к примеру от 10 мкм до 20 мкм.
В вариантах осуществления первого аспекта толщина пленки находится в диапазоне 5-25 мкм, например 5-20 мкм, например от 7 до 17 мкм.
В качестве примера, многослойная растягивающаяся пленка может представлять собой растягивающуюся оберточную пленку для поддонов, которая характеризуется толщиной в диапазоне 5-25 мкм, например 5-20 мкм, например от 7 до 17 мкм.
В вариантах осуществления первого аспекта толщина пленки находится в диапазоне 10-40 мкм, например от 10 до 30 мкм, предпочтительно от 15 до 25 мкм.
В качестве примера, многослойная растягивающаяся пленка может представлять собой сельскохозяйственную пленку, такую как пленка для силоса или обертка для тюков, которая характеризуется толщиной в диапазоне 10-30 мкм, например 10-35 мкм, предпочтительно от 15 до 25 мкм.
В вариантах осуществления первого аспекта вторичный полиэтиленовый материал из бытовых отходов содержится с содержанием от 10 до 50 мас. % в расчете на общую массу пленки.
В вариантах осуществления первого аспекта пленка содержит от 15 до 35 мас. % вторичного полиэтиленового материала из бытовых отходов.
Например, пленка может содержать 20-30 мас. %, например приблизительно 25 мас. %, вторичного полиэтиленового материала из бытовых отходов.
В вариантах осуществления первого аспекта вторичный полиэтиленовый материал из бытовых отходов содержится в по меньшей мере одном внутреннем слое.
Например, вторичный полиэтиленовый материал из бытовых отходов может содержаться в по меньшей мере одном внутреннем слое, тогда как внешние слои, т.е. наружные слои, не содержат никакого вторичного полиэтиленового материала из бытовых отходов.
В вариантах осуществления по меньшей мере один из внешних слоев не содержит вторичного полиэтиленового материала из бытовых отходов. Необязательно оба внешних слоя, или поверхностных слоя, не содержат материала PCR. В этом контексте «не содержит» означает, что материал PCR в указанном слое отсутствует вследствие того, что материал PCR не добавляют в расплав, подвергаемый экструзии рассматриваемым экструдером в ходе получения пленки.
Следовательно, в вариантах осуществления первого аспекта оба внешних слоя не содержат вторичного полиэтиленового материала из бытовых отходов.
Таким образом, весь вторичный полиэтиленовый материал из бытовых отходов может содержаться в по меньшей мере одном внутреннем слое пленки.
Полиэтиленовые растягивающиеся пленки обычно получают из линейного полиэтилена низкой плотности (LLDPE). LLDPE используют в растягивающихся пленках по причине его благоприятных свойств в отношении, например, предела прочности на разрыв, удлинения при разрыве и сопротивления проколу. LLDPE, используемый в растягивающихся оберточных полиэтиленовых пленках, в частности в пленках для сельскохозяйственных применений, может представлять собой LLDPE, полученный с использованием катализатора типа Циглера-Натта или Филлипса, и сомономера, такого как октен, для обеспечения соответствующей степени короткоцепной разветвленности. LLDPE этого типа, как правило, характеризуется плотностью приблизительно 0,918 г/см3. LLDPE может быть также получен с использованием металлоценового катализатора и мономера, такого как октен.
В вариантах осуществления первого аспекта пленка имеет содержание линейного полиэтилена низкой плотности (LLDPE) от 30 до 80 мас. %, например от 35 до 55 мас. %, например от 40 до 45 мас. %, в расчете на общую массу пленки. LLDPE может представлять собой чистый LLDPE, что означает, что LLDPE представляет собой полиэтилен, не содержащий вторичного сырья. Чистый LDPE должен быть заново полимеризованным и ранее не использовавшимся в других применениях.
В вариантах осуществления первого аспекта по меньшей мере один внутренний слой характеризуется массовым содержанием LLDPE по меньшей мере 30%, например по меньшей мере 40%, например по меньшей мере 50%.
Например, линейный полиэтилен низкой плотности (LLDPE) может по существу не содержать длинноцепной разветвленности (LCB). Такой LLDPE может быть получен с использованием катализатора Циглера-Натта и гексена, гептена, октена или их смеси в качестве сомономера. Например, сомономер может представлять собой октен. Таким образом, линейный полиэтилен низкой плотности (LLDPE), по существу не содержащий длинноцепной разветвленности (LCB), может содержать от приблизительно 85 мас. % до приблизительно 98 мас. % повторяющихся звеньев этилена и от приблизительно 2 мас. % до приблизительно 15 мас. % повторяющихся звеньев гексена, гептена или октена.
В вариантах осуществления первого аспекта пленка содержит чистый полиэтилен низкой плотности (LDPE), характеризующийся содержанием от 1 до 20 мас. %, например от 2 до 15 мас. %, в расчете на общую массу пленки.
Чистый полиэтилен низкой плотности (LDPE) может представлять собой полиэтилен, не содержащий вторичного сырья. Чистый LDPE может также являться заново полимеризованным и ранее не использовавшимся в других применениях. LDPE может повышать устойчивость пузыря в ходе изготовления пленки, получаемой экструзией с раздувом.
В вариантах осуществления многослойная пленка может иметь содержание чистого полиэтилена низкой плотности (LDPE) от 1 до 20 мас. %, например от 2 до 15 мас. %, в расчете на общую массу пленки. LDPE может характеризоваться плотностью 0,915- 0,935 г/см3 и/или показателем текучести расплава (MFI) в диапазоне 0,15-4,5 г/10 мин в присутствии LDPE. MFI может быть измерен с использованием ASTM D1238 и ISO 1133.
В вариантах осуществления PCR, используемый в многослойной пленке, характеризуется массовым содержанием линейного полиэтилена низкой плотности (LLDPE) 35-100% и/или массовым содержанием линейного полиэтилена низкой плотности LDPE 0-65%.
В вариантах осуществления многослойная пленка может характеризоваться удлинением при разрыве в направлении обработки, равным по меньшей мере 200%, например по меньшей мере 250%, например по меньшей мере 270%, например по меньшей мере 300%, и до 600%, например до 550%, например до 500% или до 450%, при определении согласно ASTM D882.
При измерении процентного удлинения при разрыве согласно стандарту ASTM D882 полоску пленки шириной 20 мм зажимают между двумя зажимами, находящимися на расстоянии 50 мм друг от друга. Пленку растягивают со скоростью 500 мм/мин до разрыва пленки. Необходимо измерить по меньшей мере пять полосок пленки, и способность к удлинению соответствует среднему значению этих измерений.
В вариантах осуществления первого аспекта напряжение, необходимое для растягивания пленки на 70% в продольном направлении, составляет менее 17 МПа, предпочтительно менее 14 МПа, при определении согласно ASTM D882.
Напряжение, необходимое для растягивания предварительно растянутой пленки на 70 процентов в продольном направлении, может быть считано с графика предела прочности на разрыв, полученного при измерении процентного удлинения при разрыве в согласно стандарту ASTM D882, как описано в данном документе. Необходимо измерить по меньшей мере пять полосок пленки, и напряжение при удлинении на 70 процентов соответствует среднему значению этих измерений.
Согласно варианту осуществления растягивающаяся пленка дополнительно содержит средство, выбранное из дополнительного пигмента и УФ-стабилизатора. Дополнительный пигмент может являться преимущественным для дополнительного изменения цвета и/или непрозрачности растягивающейся пленки. УФ-стабилизатор может являться преимущественным для предотвращения цепных реакций, вызываемых, например, радикалами в полиолефиновом слое (слоях) пленки, например при хранении пленки вне помещений.
Под термином «УФ-стабилизация» подразумевается защита материала от эффектов долговременного ухудшения свойств под действием света, чаще всего ультрафиолетового (УФ) излучения.
Согласно варианту осуществления по меньшей мере один внешний слой содержит мягкий полимер. Мягкий полимер может обеспечивать относительно мягкую поверхность по меньшей мере одному из двух внешних слоев, которая может увеличивать трение и ухудшать скольжение в направлении, по существу параллельном поверхности пленки. Мягкий полимер может являться преимущественным, например, когда пленку оборачивают с перекрытием так, что пленка может склеиваться, или сцепляться, сама с собой. Под термином «сцепляться» подразумевается способность материала приклеиваться к самому себе или смежному объекту. Смежный объект может представлять собой слой той же или другой пленки. Как описано в данном документе, растягивающаяся пленка согласно настоящему изобретению содержит по меньшей мере два внешних слоя и по меньшей мере один внутренний слой. Как правило, по меньшей мере один из двух внешних слоев характеризуется определенным сцеплением. В некоторых вариантах осуществления один внешний слой может характеризоваться более высокой степенью сцепления, чем внешний слой, расположенный на противоположной стороне внутреннего слоя.
Согласно варианту осуществления пленка может содержать вещество для повышения клейкости. Как правило, вещество для повышения клейкости может содержаться в по меньшей мере одном из внешних слоев.
Под термином «вещество для повышения клейкости» в данном документе подразумевается средство, обеспечивающее сцепление для пленки. Такое средство может быть добавлено в слой растягивающейся пленки с целью усиления сцепления этого слоя. Например, вещество для повышения клейкости может представлять собой мягкий полимер или мигрирующее вещество для повышения клейкости. Таким образом, вещество для повышения клейкости служит для усиления сцепления полиэтиленовой пленки, в частности внешних слоев многослойной пленки.
Согласно варианту осуществления вещество для повышения клейкости представляет собой мигрирующее вещество для повышения клейкости. Под термином «мигрирующее вещество для повышения клейкости» в данном документе подразумевается вещество для повышения клейкости, являющееся растворимым в материале пленки, например в полиэтилене. Если мигрирующее вещество для повышения клейкости добавлено в пленку (или в слой пленки) в количестве, превышающем уровень растворимости в этой пленке (или слое пленки), избыток может мигрировать в материале пленки к поверхности пленки (что также включает миграцию из первого слоя в другой слой или через него, когда первый слой был насыщен мигрирующим веществом для повышения клейкости). Таким образом мигрирующее вещество для повышения клейкости обеспечивает клеевую поверхность, которая увеличивает трение в направлении, по существу перпендикулярном поверхности пленки.
По меньшей мере один внутренний слой может иметь содержание мигрирующего вещества для повышения клейкости, например в форме полиизобутилена (PIB), от 0 до 15 мас. %, например от 1 до 15 мас. %, например от 3 до 7 мас. %, в расчете на общую массу по меньшей мере одного внутреннего слоя. В варианте осуществления по меньшей мере один внутренний слой содержит приблизительно 5 мас. % PIB.
Дополнительно или альтернативно сцепление по меньшей мере одного из внешних слоев (поверхностного слоя) может быть достигнуто с использованием мягкого полимера или комбинации мягких полимеров в по меньшей мере одном из двух внешних слоев.
Примеры подходящих мягких полимеров включают сополимер этилена и винилацетата (EVA), сополимер этилметакрилата (ЕМА) и полиэтилен очень низкой плотности (VLDPE). Таким образом, в тех вариантах осуществления, где внешний слой содержит EVA, ЕМА или VLDPE в качестве основного материала, он может обеспечивать сцепление, достаточное для того, чтобы не было необходимости в добавлении дополнительного вещества для повышения клейкости. Необязательно, однако, слой, содержащий мягкий полимер, может также содержать мигрирующее вещество для повышения клейкости.
VLDPE может быть добавлен к по меньшей мере одному внешнему слою с целью обеспечения сцепления для этого по меньшей мере одного внешнего слоя. В варианте осуществления содержание VLDPE может составлять до 100 мас. % по меньшей мере одного внешнего слоя. Например, один из двух внешних слоев может состоять из VLDPE на 100%.
С целью обеспечения сцепления для по меньшей мере одного внешнего слоя, мягкий полимер EVA может использоваться в комбинации с мигрирующим веществом для повышения клейкости, PIB. Например, PIB может быть добавлен во внутренний слой в содержании, достаточном для обеспечения возможности миграции к внешней поверхности по меньшей мере одного из внешних слоев при насыщении внутреннего слоя и по меньшей мере одной внешней поверхности. EVA может содержаться в по меньшей мере одном внешнем слое. Преимуществом комбинирования мягкого полимера, например EVA, и мигрирующего вещества для повышения клейкости, например PIB, в по меньшей мере одном внешнем слое является то, что сцепление может быть усилено вследствие повышения сопротивления внешнего слоя усилиям, как по существу параллельным, так и по существу перпендикулярным внешней поверхности внешнего слоя.
Подходящие содержания по меньшей мере одного из мигрирующего вещества для повышения клейкости, мягкого полимера и их комбинации в по меньшей мере одном внутреннем слое и/или в любом или обоих из внешних слоев растягивающейся пленки известны специалисту в данной области техники.
Путем добавления дополнительного пигмента в по меньшей мере один внутренний слой можно дополнительно изменить цвет и непрозрачность растягивающейся пленки. По меньшей мере один внутренний слой может содержать дополнительный пигмент в диапазоне от 0 до 10 мас. %, например от 1 до 10 мас. %, в расчете на общую массу по меньшей мере одного внутреннего слоя. Растягивающаяся пленка для силоса, как правило, содержит от 2 до 5 мас. % дополнительного пигмента в форме диоксида титана (ТiO2).
Альтернативно дополнительный пигмент в растягивающейся пленке может отсутствовать. В таком варианте осуществления растягивающаяся пленка может быть относительно прозрачной.
В некоторых примерах определенный уровень непрозрачности может являться преимущественным в отношении защиты от вредных животных, таких как хищники, птицы и насекомые, которые могут причинить вред или растягивающей пленке, или материалу, хранящемуся внутри компоновки растягивающейся пленки, например тюку силоса. В качестве примера, определенный уровень непрозрачности растягивающейся пленки может помешать птице увидеть материал тюка силоса, тем самым препятствуя прокалыванию растягивающейся пленки клювом или когтями птицы. Прозрачность растягивающейся пленки, измеренная согласно стандарту ASTM D-1003, обычно находится в пределах диапазона от 63 до 73%, например приблизительно 70%.
Растягивающаяся пленка согласно вариантам осуществления настоящего изобретения может содержать УФ-стабилизатор, содержащийся в по меньшей мере одном слое многослойной пленки. Традиционный УФ-стабилизатор, известный специалисту в данной области техники, может быть добавлен, например, в по меньшей мере один внутренний слой. УФ-стабилизатор, как правило, захватывает свободные радикалы, образующиеся в полиолефиновом материале под действием УФ-излучения, и таким образом может предотвращать цепные реакции в полиолефиновом слое (слоях) растягивающейся пленки, которые в противном случае приводили бы к распаду полиолефинового материала.
В вариантах осуществления настоящего изобретения все слои растягивающейся пленки могут содержать УФ-стабилизатор. Хорошая УФ-стабилизация материала пленки необходима во избежание распада растягивающейся пленки во время хранения вне помещений, которое может составлять до одного года.
Примерами УФ-стабилизаторов являются Chimassorb 944 (BASF, Италия), Tinuvin 622 (BASF, Германия) и Chimassorb 2020 (BASF, Италия). Функцию УФ-стабилизатора может также выполнять дополнительный пигмент, такой как TiO2 или СВ. По меньшей мере один внутренний слой может содержать УФ-стабилизатор в диапазоне от 0 до 0,6 мас. % в расчете на общую массу по меньшей мере одного внутреннего слоя.
В некоторых вариантах осуществления многослойная пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. % в расчете на общую массу пленки и чистого полиэтиленового материала от 50 до 90 мас. % в расчете на общую массу пленки. Пленка может иметь содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. %, например 15-35 мас. %, предпочтительно 20-30 мас. %, в расчете на общую массу пленки.
В качестве второго аспекта настоящего изобретения предоставляется способ получения многослойной растягивающейся пленки согласно первому аспекту, при этом способ включает этапы:
a) предоставление по меньшей мере одного первого экструдируемого состава, содержащего по меньшей мере один полимер;
b) предоставление по меньшей мере одного дополнительного экструдируемого состава, содержащего по меньшей мере один полимер;
c) экструдирование по меньшей мере одного первого экструдируемого состава, полученного на этапе а), с образованием по меньшей мере одного внутреннего слоя многослойной растягивающейся пленки;
d) экструдирование по меньшей мере одного дополнительного экструдируемого состава с образованием двух внешних слоев на противоположных сторонах по меньшей мере одного внутреннего слоя.
Этот аспект может в целом предоставлять такие же или соответствующие преимущества, которые указаны в предыдущем аспекте. Результаты и признаки этого второго аспекта в значительной степени аналогичны описанным выше в связи с первым аспектом. Варианты осуществления, упомянутые в отношении первого аспекта, в значительной степени совместимы со вторым аспектом.
По меньшей мере один первый экструдируемый состав, предоставленный на этапе а), таким образом образует внутренний слой многослойной растягивающейся пленки, тогда как по меньшей мере один дополнительный экструдируемый состав, предоставленный на этапе b), образует внешние слои.
В вариантах осуществления второго аспекта этап а) включает предоставление по меньшей мере двух, например по меньшей мере трех, экструдируемых составов.
В вариантах осуществления второго аспекта весь вторичный полиэтиленовый материал из бытовых отходов предоставляется в по меньшей мере одном первом экструдируемом составе на этапе а).
В вариантах осуществления второго аспекта два дополнительных экструдируемых состава предоставляются на этапе b). Таким образом, этап b) может включать предоставление второго экструдируемого состава и третьего экструдируемого состава.
Например, второй экструдируемый состав может быть предоставлен путем смешивания мягкого полимера с необязательно по меньшей мере одной добавкой, выбранной из группы, состоящей из УФ-стабилизаторов и веществ для повышения клейкости. Второй экструдируемый состав, как правило, приспособлен для обеспечения сцепления. Третий экструдируемый состав может быть предоставлен путем смешивания полиолефина, например полиэтилена с необязательно по меньшей мере одной добавкой, выбранной из группы, состоящей из УФ-стабилизаторов и веществ для повышения клейкости. Третий экструдируемый состав может быть приспособлен для обеспечения поверхности с низким коэффициентом трения.
Необязательно может быть предоставлен один дополнительный экструдируемый состав, который может быть приспособлен для обеспечения сцепления и/или поверхности с низким коэффициентом трения.
Этап экструдирования первого состава, полученного на этапе а), с образованием по меньшей мере одного внутреннего слоя может подразумевать, что первый состав подвергается экструзии в один внутренний слой или в несколько внутренних слоев. Как правило, в случае нескольких внутренних слоев эти несколько внутренних слоев подвергаются экструзии одновременно путем совместной экструзии и приклеиваются друг другу благодаря по существу одинаковым химическим свойствам.
Этап экструдирования по меньшей мере одного дополнительного экструдируемого состава с образованием двух внешних слоев на противоположных сторонах внутреннего слоя может подразумевать экструдирование второго экструдируемого состава с образованием первого внешнего слоя на первой стороне внутреннего слоя и экструдирование третьего экструдируемого состава с образованием второго внешнего слоя на второй стороне внутреннего слоя, где первая сторона внутреннего слоя расположена противоположно второй стороне внутреннего слоя.
Альтернативно экструзии с образованием двух внешних слоев на противоположных сторонах внутреннего слоя подвергается один дополнительный экструдируемый состав.
Этапы экструдирования первого экструдируемого состава с образованием по меньшей мере одного внутреннего слоя и дополнительного экструдируемого состава с образованием двух внешних слоев, соответственно, могут выполняться отдельно друг от друга, например посредством моноэкструзии, или одновременно, например посредством совместной экструзии. Как правило, растягивающуюся пленку подготавливают посредством совместной экструзии с одновременным использованием одного экструдера для каждого слоя. Моноэкструзия и совместная экструзия представляют собой технические решения, в целом известные специалисту в данной области техники.
В некоторых вариантах осуществления второго аспекта способ дополнительно включает этап а0) предоставления собранного вторичного полиэтиленового материала из бытовых отходов, при этом по меньшей мере один полимер из по меньшей мере одного из этапов а) и b) представляет собой указанный собранный вторичный полиэтиленовый материал из бытовых отходов, предоставляемый на этапе а0). Материал PCR, как правило, собирают у конечного потребителя.
Этап а0) предоставления собранного вторичного полиэтиленового материала из бытовых отходов может включать сбор использованного полиэтиленового материала у конечного потребителя и переработку указанного использованного полиэтиленового материала в процессе получения полиэтиленового материала из бытовых отходов.
В некоторых вариантах осуществления второго аспекта способ дополнительно включает этап:
(е) растягивание многослойной растягивающейся пленки так, что длина пленки увеличивается на 50-400 процентов. Как обсуждено в отношении первого аспекта настоящего изобретения, может являться преимущественным предоставлять предварительно растянутую пленку. Растягивание на этапе е) предпочтительно выполняется в блоке ориентации в направлении обработки (MDO), который является частью экструзионной технологической линии.
В некоторых вариантах осуществления второго аспекта (f) релаксация пленки для получения готовой предварительно растянутой пленки. После релаксации на этапе f) или вместо f) пленка может быть смотана в рулон для экономичного по площади хранения.
В некоторых вариантах осуществления второго аспекта на этапе (f) многослойную растягивающуюся пленку растягивают так, что длина пленки увеличивается на 100- 400%, например на 100-300%, например на 100-200%, например на 140-160%, например на 150-400%, например на 200-400%, например на 200-300%, например на 250-400%, например на 300-400%.
Как обсуждено выше в данном документе, многослойная растягивающаяся пленка может, например, использоваться как сельскохозяйственная оберточная пленка для тюков, оберточная пленка для отходов или растягивающаяся оберточная пленка для поддонов.
Соответственно, в качестве третьего аспекта настоящего изобретения предоставляется применение многослойной растягивающейся пленки согласно первому аспекту как сельскохозяйственной оберточной пленки для тюков, или пленки для замены сетки.
В вариантах осуществления применение в качестве пленки для замены сетки включает наложение пленки на тюк, имеющий огибающую поверхность и две боковые поверхности, и пленку накладывают на огибающую поверхность по ее окружности так, что пленка покрывает по меньшей мере указанную огибающую поверхность. Предпочтительно пленка согласно первому аспекту является предварительно растянутой и была растянута так, что длина пленки увеличилась на 100-300 процентов, например на 100-200%, например на 140-160%.
В качестве четвертого аспекта настоящего изобретения предоставляется применение многослойной растягивающейся пленки согласно первому аспекту как оберточной пленки для отходов.
В качестве пятого аспекта настоящего изобретения предоставляется применение многослойной растягивающейся пленки согласно первому аспекту как растягивающейся оберточной пленки для поддонов.
В качестве шестого аспекта настоящего изобретения предоставляется способ обертывания сжатого нештучного материала, включающий этапы:
a) сжатие нештучного материала в камере с образованием тюка сжатого нештучного материала;
b) дополнительное растягивание многослойной растягивающейся пленки согласно первому аспекту до степени растяжения от 1:1,02 до 1:2,5 относительно длины предварительно растянутой пленки;
c) наложение указанной пленки под натяжением вокруг указанного тюка в непосредственном контакте со сжатым нештучным материалом; и
d) обертывание указанной пленки под натяжением на по меньшей мере 1,5 оборота вокруг указанного тюка,
предпочтительно так, что по существу никакое расширение тюка сжатого нештучного материала не происходит после извлечения тюка из камеры.
Таким образом, в шестом аспекте предоставляется способ обертывания сжатого нештучного материала пленкой, определенной в первом аспекте настоящего изобретения. Традиционная тюковка сельскохозяйственных нештучных продуктов, таких как травы, сено, силос или солома, включает сжатие продукта в прессовальной камере тюковального устройства с образованием круглого тюка и последующее обертывание сетки или пленки вокруг тюка с целью сохранения сжатой формы или по меньшей мере допущения лишь небольшого расширения после того, как тюк покидает прессовальную камеру.
В контексте данного документа термин «нештучный материал» относится к нештучным сельскохозяйственным продуктам, таким как травы, сено, силос или солома. Авторы настоящего изобретения неожиданно обнаружили, что механические свойства пленки согласно первому аспекту настоящего изобретения являются достаточными для применения этой пленки с целью обертывания сжатого нештучного материала, несмотря на то, что пленка согласно настоящему изобретению содержит вторичный полиэтиленовый материал из бытовых отходов.
В некоторых вариантах осуществления шестого аспекта дополнительное растягивание выполняют до степени растяжения от 1:1,10 до 1:1,35, например от 1:1,10 до 1:1,30, например от 1:1,20 до 1:1,30, например от 1:1,10 до 1:25, например от 1:1,13 до 1:1,23.
В некоторых вариантах осуществления шестого аспекта сжатый нештучный материал представляет собой круглый тюк, имеющий огибающую поверхность и две боковые поверхности, и пленку на этапе (b) накладывают на огибающую поверхность по ее окружности так, что пленка покрывает по меньшей мере огибающую поверхность. Пленка может быть наложена на огибающую поверхность тюка по ее окружности и необязательно так, что пленка проходит поверх края указанной огибающей поверхности, покрывая часть по меньшей мере одной из боковых поверхностей тюка. Таким образом боковые поверхности круглого тюка упрочняют вблизи краев тюка, обеспечивая улучшенную механическую защиту, а также усиленный барьер для влаги и кислорода.
В некоторых вариантах осуществления шестого аспекта один слой пленки покрывает всю ширину огибающей поверхности.
Пленка согласно шестому аспекту может быть названа «пленкой для замены сетки», поскольку она предназначена для замены сеток, которые применяются для обертывания огибающей поверхности тюков в решениях известного уровня техники.
В некоторых вариантах осуществления шестого аспекта 2-10 слоев указанной предварительно растянутой пленки накладывают вокруг тюка сжатого нештучного материала, при измерении по центру на огибающей поверхности тюка сжатого нештучного материала. Авторы настоящего изобретения обнаружили, что наложение 2-10 слоев может желательным образом уравновешивать требования к качеству, выходу и эффективности процесса тюковки/обертывания.
Краткое описание графических материалов
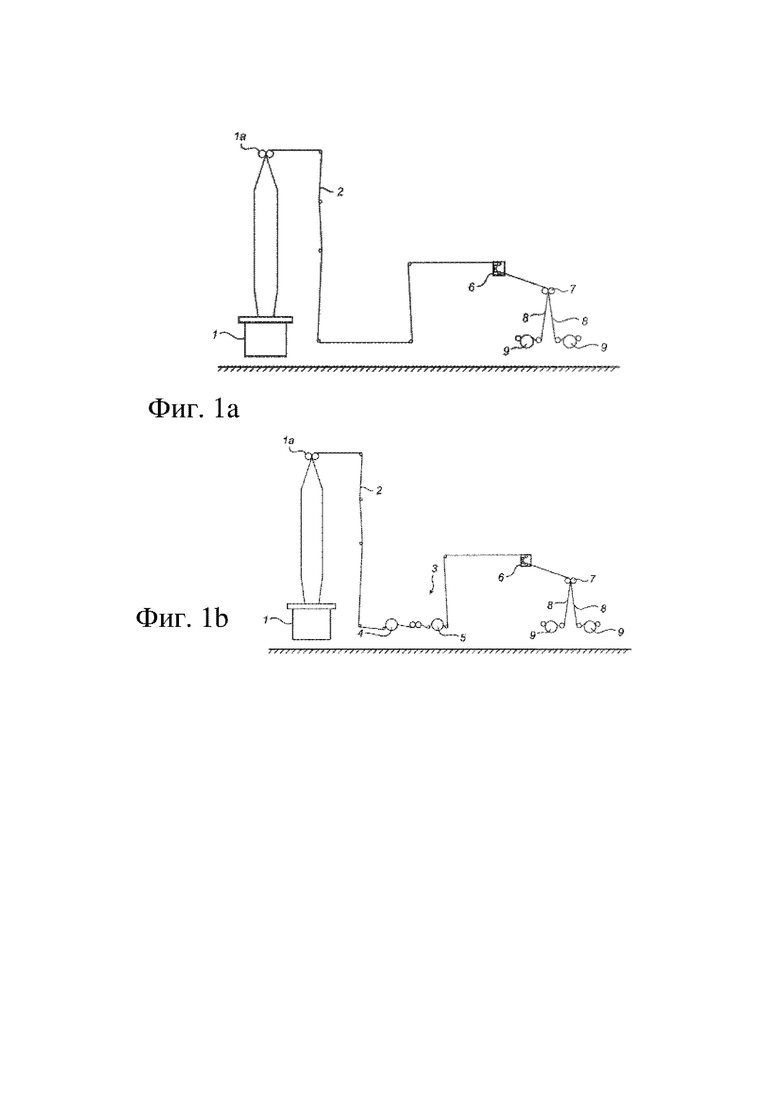
На фиг. 1а и 1b представлены схематические изображения способа и оборудования для получения многослойных растягивающихся пленок согласно вариантам осуществления настоящего изобретения.
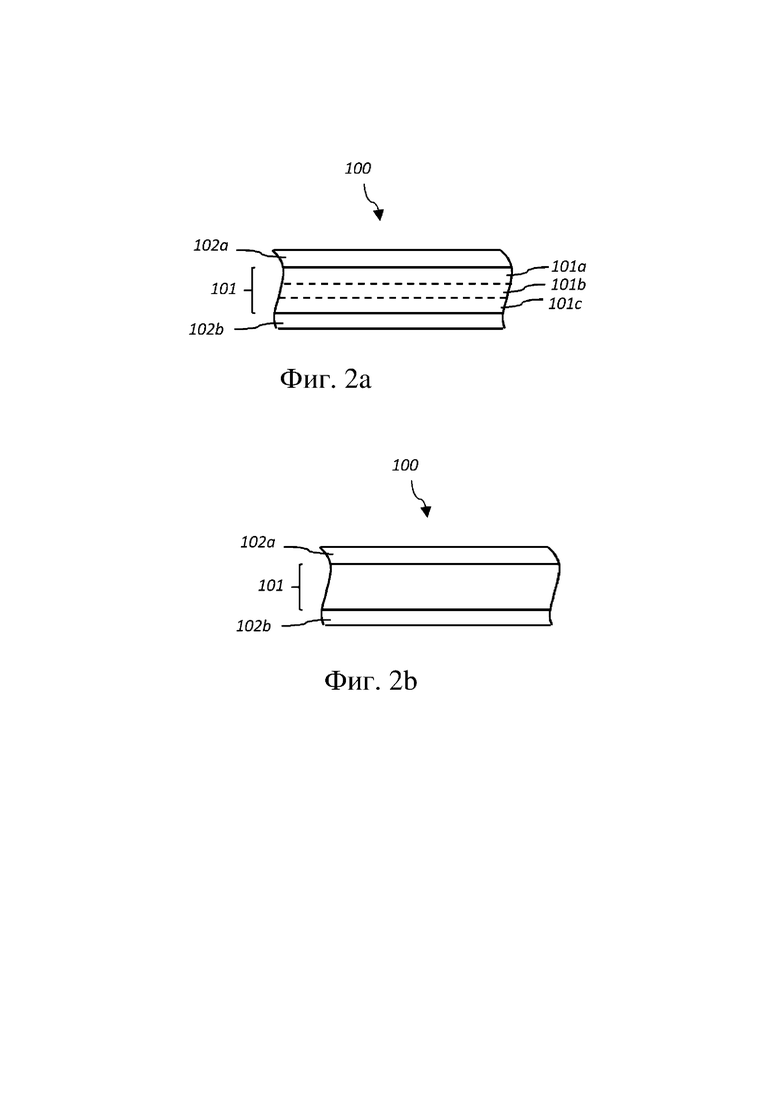
На фиг. 2а и 2b представлены схематические изображения различных слоев в многослойных растягивающихся пленках согласно вариантам осуществления настоящего изобретения.
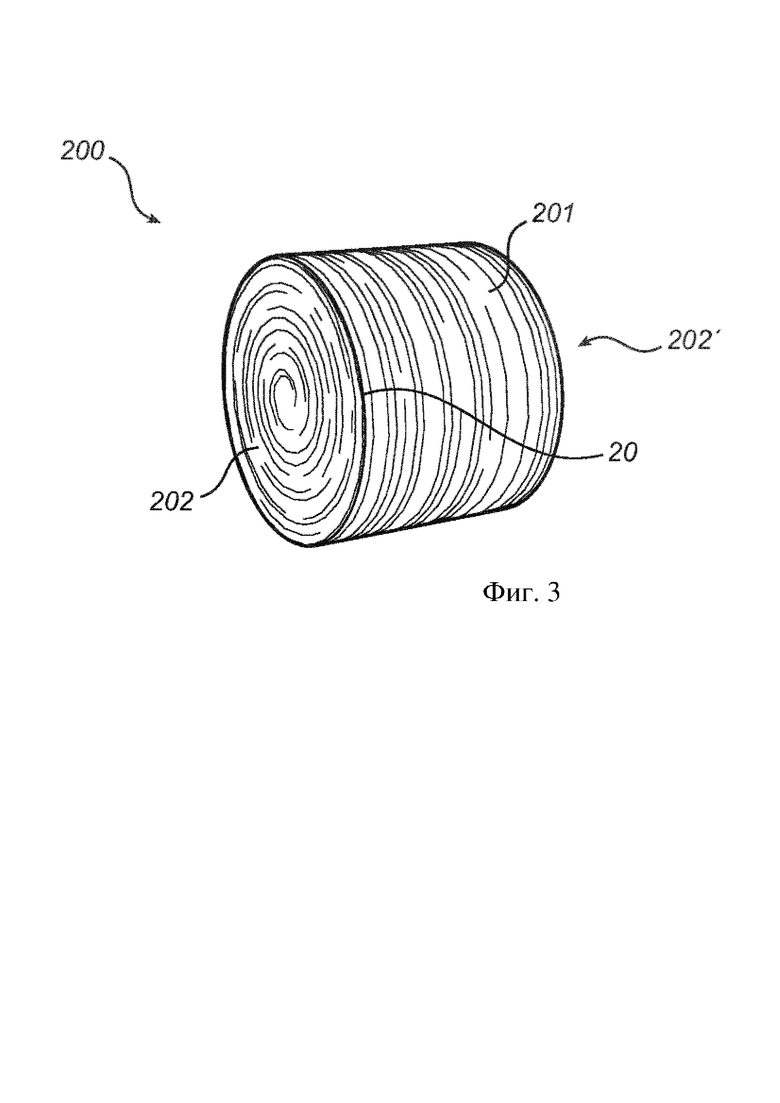
На фиг. 3 представлен перспективный вид круглого тюка, на котором изображены форма и признаки, относящиеся к описанию настоящего изобретения.
Подробное описание изобретения
На фиг. 1а изображен примерный способ получения многослойной растягивающейся пленки согласно настоящему изобретению, в котором пленка не подвергается предварительному растягиванию на линии в ходе изготовления.
Состав пленки, содержащий по меньшей мере 10 мас. % вторичного полиэтиленового материала из бытовых отходов (PCR), экструдируют из экструдера 1 с раздувом для образования пузыря пленки, полученной экструзией с раздувом, который продвигается через первичные прижимные ролики 1а. Прижимной ролик сжимает пленку, полученную экструзией с раздувом, и трубчатая пленка проходит в станцию 6 разделения, где края пленки 2 могут быть разрезаны с получением двух отдельных листов пленки. Затем пленка 2 проходит на вторичные прижимные ролики 7, где отдельные листы пленки 8 могут быть разделены. Каждый лист 8 пленки может необязательно проходить через вторую станцию разделения (не показана), в которой лист может быть разделен в продольном направлении на две или более параллельных частей. Наконец, листы пленки или части листов пленки наматывают на намоточные устройства 9. В тех вариантах осуществления настоящего изобретения, где края трубчатой пленки не разрезают в станции 6 разделения, трубчатую пленку, как правило, наматывают на одно из намоточных устройств 9.
На фиг. 1а изображен примерный способ получения многослойной растягивающейся пленки согласно настоящему изобретению, в котором пленка подвергается предварительному растягиванию на линии в ходе изготовления.
Состав пленки, содержащий по меньшей мере 10 мас. % вторичного полиэтиленового материала из бытовых отходов (PCR), экструдируют из экструдера 1 с раздувом для образования пузыря пленки, полученной экструзией с раздувом, который продвигается через первичные прижимные ролики 1а. Прижимной ролик сжимает пленку, полученную экструзией с раздувом.
Необязательно, для получения предварительно растянутой пленки, трубчатую пленку 2 пропускают из первичных прижимных роликов через направляющие ролики в блок 3 растягивания, где растягивание выполняют между двумя роликами, первым тянущим роликом 4 и вторым тянущим роликом 5, которые характеризуются разными скоростями. После растягивания в блоке 3 растягивания трубчатая пленка проходит в станцию 6 разделения, где края пленки 2 могут быть разрезаны с получением двух отдельных листов пленки. Затем пленка 2 проходит на вторичные прижимные ролики 7, где отдельные листы пленки 8 могут быть разделены. Каждый лист 8 пленки может необязательно проходить через вторую станцию разделения (не показана), в которой лист может быть разделен в продольном направлении на две или более параллельных частей. Наконец, листы пленки или части листов пленки наматывают на намоточные устройства 9. В тех вариантах осуществления настоящего изобретения, где края трубчатой пленки не разрезают в станции 6 разделения, трубчатую пленку, как правило, наматывают на одно из намоточных устройств 9.
Для достижения требуемого предварительного растягивания пленку могут подвергать растягиванию в блоке 3 растягивания и затем подвергать релаксации. Например, пленка-предшественник может быть растянута более чем на требуемую конечную степень предварительного растягивания и подвергнута частичной релаксации. Например, пленка может быть растянута в блоке растягивания на 180%, а затем подвергнута релаксации для обеспечения предварительно растянутой пленки, характеризующейся степенью предварительного растягивания 150%. Таким образом, в контексте данного документа выражение «степень предварительного растягивания» относится к степени предварительного растягивания готовой пленки, которая необязательно подвергнута релаксации, и не обязательно к максимальной степени растягивания, которую испытывает пленка в ходе технологического процесса. Растягивание обычно проводят при температуре в диапазоне от 20°С до 70°С.
На фиг. 2а показан иллюстративный пример многослойной растягивающейся пленки 100 согласно настоящему изобретению, подходящей для применения в качестве пленки для обертывания поддонов.
Пленка 100 содержит по меньшей мере один внутренний слой 101, расположенный между двумя внешними слоями 102а, 102b. Пленка 100 имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. % в расчете на общую массу пленки 100.
В данном иллюстративном примере внутренний слой 101 содержит три отдельных внутренних слоя 101а, 101b и 101с.
Внутренние слои 101а, 101b и 101с совместно содержат приблизительно 80% массового содержания пленки 100, тогда как каждый из внешних слоев 102а, 102b содержит приблизительно 10% массового содержания. В качестве примера, средний внутренний слой может иметь приблизительно 40% общего массового содержания пленки 100, тогда как верхний 101а и нижний 101b внутренние слои имеют приблизительно 20% общего массового содержания пленки 100.
В этом примере весь вторичный полиэтиленовый материал из бытовых отходов находится во внутренних слоях. Все из отдельных внутренних слоев могут содержать равную массовую процентную долю вторичного полиэтиленового материала из бытовых отходов.
Общая толщина пленки 100, изображенной на фиг. 2а, т.е. толщина внутреннего слоя 101 и двух внешних слоев 102а, 102b, находится в диапазоне 5-30 мкм, например 10- 25 мкм.
На фиг. 2b показан иллюстративный пример многослойной растягивающейся пленки 100 согласно настоящему изобретению, подходящей для применения в качестве оберточной пленки для тюков.
Пленка 100 содержит один внутренний слой 101, расположенный между двумя внешними слоями 102а, 102b. Пленка 100 имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. % в расчете на общую массу пленки 100.
Внутренний слой 101 содержит 70-80% общего массового содержания пленки 100, тогда как каждый из внешних слоев 102а, 102b имеет приблизительно 10-15% общего массового содержания.
В этом примере весь вторичный полиэтиленовый материал из бытовых отходов находится в одном внутреннем слое 101.
Общая толщина пленки 100, изображенной на фиг. 2b, т.е. толщина внутреннего слоя 101 и двух внешних слоев 102а, 102b, находится в диапазоне 20-30 мкм, например приблизительно 25 мкм.
На фиг. 3 изображен типичный сельскохозяйственный круглый тюк, например, для получения силоса. Тюк 200, который был сжат в прессовальной камере тюковальной машины (не показана), имеет в целом цилиндрическую форму, включающую огибающую поверхность 201 и две боковые поверхности 202.
Традиционная тюковка сельскохозяйственных нештучных продуктов, таких как травы, сено, силос или солома, включает сжатие продукта в прессовальной камере тюковального устройства с образованием круглого тюка и последующее обертывание сетки вокруг тюка с целью сохранения сжатой формы или по меньшей мере допущения лишь небольшого расширения после того, как тюк покидает прессовальную камеру. Пленка согласно настоящему изобретению может быть использована для замены указанной сетки, отсюда термин «пленка для замены сетки».
При применении в процессе тюковки предварительно растянутая пленка согласно настоящему изобретению обычно предоставляется в форме рулона пленки, установленного в тюковальной машине, используемой для тюковки, и выдается с рулона при помощи средств выдачи пленки во второй блок растягивания, также предусмотренный в тюковальной машине. Во втором блоке растягивания пленка подвергается второму растягиванию, которое выполняется в один или несколько этапов растягивания. Во втором блоке растягивания предварительно растянутая пленка может быть растянута в продольном направлении на 2-150% относительно ее предварительно растянутой длины, что соответствует степени растяжения от 1:1,02 до 1:2,5, например от 1:1,10 до 1:1,35, например от 1:1,10 до 1:1,30, например от 1:1,20 до 1:1,30, например от 1:1,10 до 1:25, например от 1:1,13 до 1:1,23. После второго растягивания пленка накладывается под натяжением на тюк, все еще находящийся в прессовальной камере. Тюковальные машины, снабженные средствами для удерживания рулона пленки, средствами выдачи пленки и блоком растягивания, известны в данной области техники и могут применяться в способе согласно настоящему изобретению.
Способ тюковки, описанный в данном документе, может уменьшать объем тюка сжатого материала на величину до 17% по сравнению с объемом тюка, обернутого традиционной сеткой. Даже возможно, что пленка для замены сетки может достигать дополнительного сжатия тюка относительно его размеров до обертывания; однако такое сжатие трудно определить, поскольку точные фактические размеры сжатого тюка в прессовальной камере неизвестны, и поэтому для вычисления теоретического объема тюка используют внутренние размеры камеры.
Пленка может накладываться в по меньшей мере 1,5 оборота вокруг тюка, т.е. так, что по меньшей мере приблизительно половина огибающей поверхности тюка покрыта двумя слоями пленки, а остальная часть огибающей поверхности тюка покрыта одним слоем пленки. Благодаря наложению пленки с по меньшей мере половиной оборота перекрытия между слоями пленки, пленка, содержащая средство, повышающее клейкость, как описано выше, достаточно надежно приклеивается сама к себе для приложения к тюку необходимых сил(ы). Пленка согласно настоящему изобретению может также быть наложена в более чем 1,5 оборота вокруг тюка, например пленка может быть наложена с обеспечением от 2 до 10 слоев пленки при измерении по центру на огибающей поверхности тюка. Как правило, вокруг тюка накладывают от 3 до 5 слоев пленки.
Если пленка не содержит средство, повышающее клейкость, при наложении на тюк пленку необходимо прикрепить другими средствами. Примеры таких средств включают клейкие ленты и клей, которые могут быть нанесены на пленку, например в области перекрытия слоев, с целью последующего приклеивания слоя пленки к предыдущему слою пленки.
Пленка согласно настоящему изобретению обычно накладывается на тюк в качестве первого контактного слоя, то есть первый слой пленки накладывается непосредственно на нештучный материал. Как правило, перед наложением пленки согласно настоящему изобретению сетку вокруг тюка не накладывают. Таким образом, пленка согласно настоящему изобретению может использоваться для замены сетки, что позволяет избежать многих недостатков традиционных способов тюковки, при этом предлагая новое преимущество уменьшения объема тюка.
После наложения необходимого количества слоев пленки пленку разрезают и при необходимости прикрепляют к следующему слою, а затем обернутый тюк выбрасывается из прессовальной камеры.
Экспериментальные примеры
Пример 1: Изготовление растягивающейся пленки для поддонов, получаемой экструзией с раздувом, с разной толщиной
Материалы и способы
Получали многослойные растягивающиеся пленки, характеризующиеся содержанием PCR приблизительно 25 мас. %. Многослойные пленки получали без какого-либо предварительного растягивания в ходе изготовления. Пленки представляли собой пятислойные пленки, состоящие из двух экструдированных наружных слоев (поверхностных слоев) А и Е, и трех экструдированных внутренних слоев B-D, которые экструдировали с раздувом с разной толщиной. Составы разных слоев многослойной пленки перечислены ниже в таблице 1.
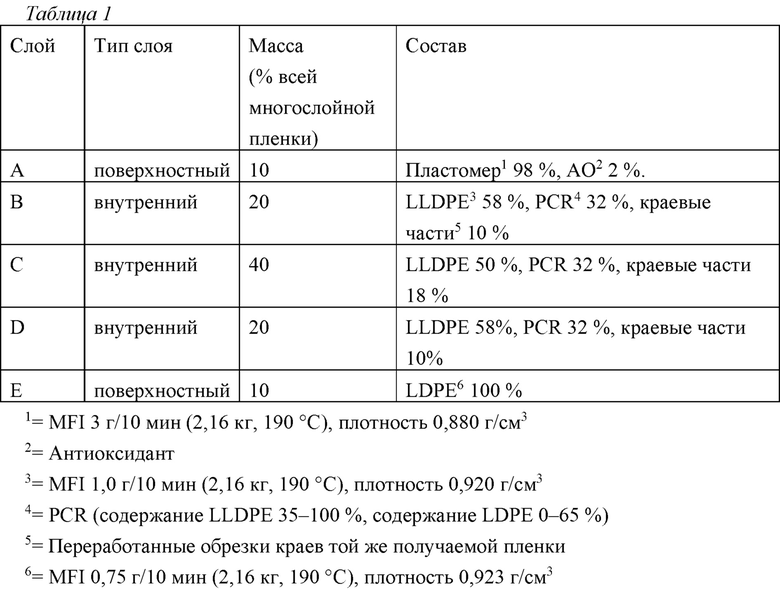
Многослойную пленку получали с тремя разными целевыми толщинами: 12 мкм, 17 мкм и 23 мкм. Физические параметры полученных пленок измеряли с использованием стандартных способов, известных в данной области техники.
Результаты
Измеренные физические свойства полученных пленок (пленок 1-3) перечислены ниже в таблице 2.
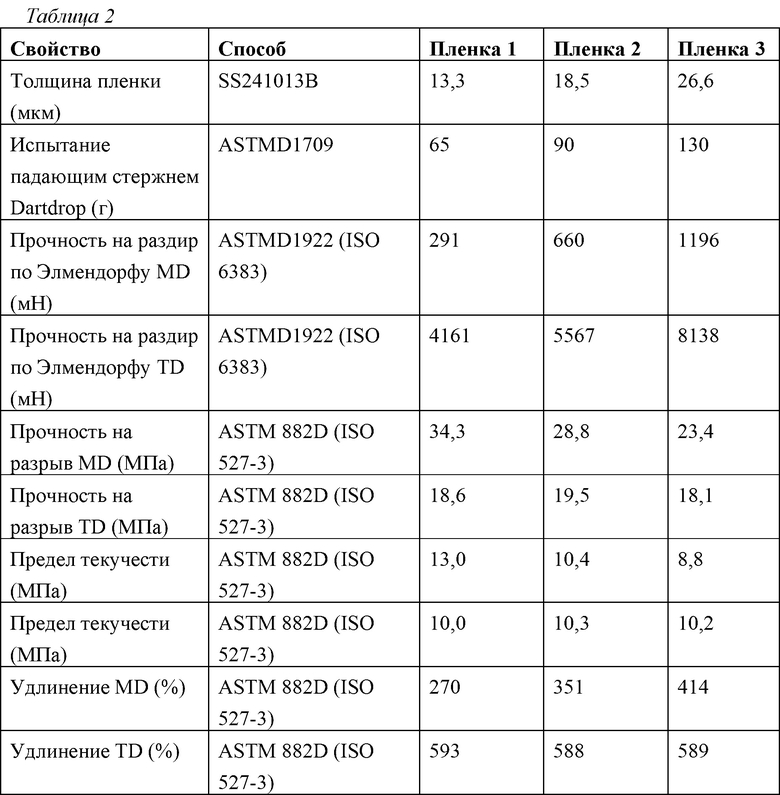
Как видно из таблицы 2, все пленки характеризуются хорошими свойствами предела прочности на разрыв. Дополнительно свойства растягивания испытывали в оберточной машине (Cyklop GL300), где было сделано заключение, что пленка 1 может быть растянута на приблизительно 160%, а пленка 3 может быть растянута на приблизительно 350%.
Пример 2: Изготовление оберточной пленки для тюков (пленки для силоса)
Материалы и способы
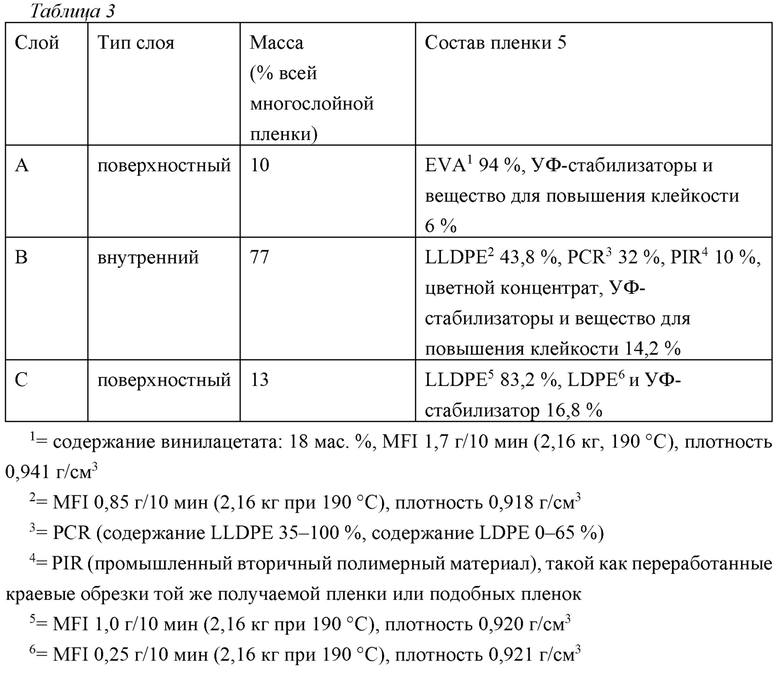
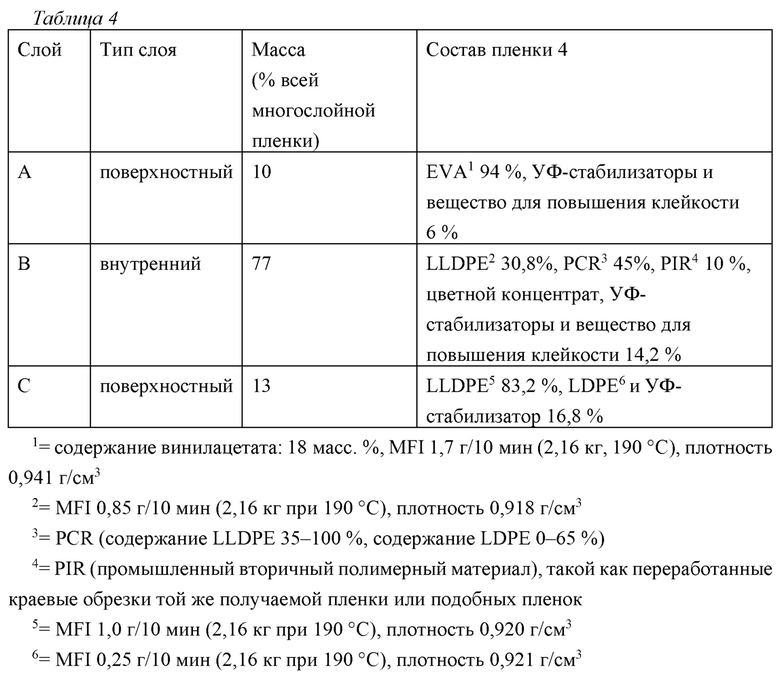
Получали оберточную пленку, характеризующуюся содержанием PCR приблизительно 25 мас. %. Оберточная пленка представляла собой трехслойную пленку, состоящую из двух экструдированных наружных слоев (поверхностных слоев) А и С и экструдированного внутреннего слоя В. Изготовили две разные пленки: одну с массовым содержанием PCR приблизительно 25% PCR и одну с массовым содержанием PCR приблизительно 35%.
Состав разных слоев оберточной пленки перечислен ниже в таблицах 3 и 4.
Физические параметры полученных пленок измеряли с использованием стандартных способов, известных в данной области техники.
Результаты
Измеренные физические свойства полученных пленок (пленок 4 и 5) перечислены в таблице 5.
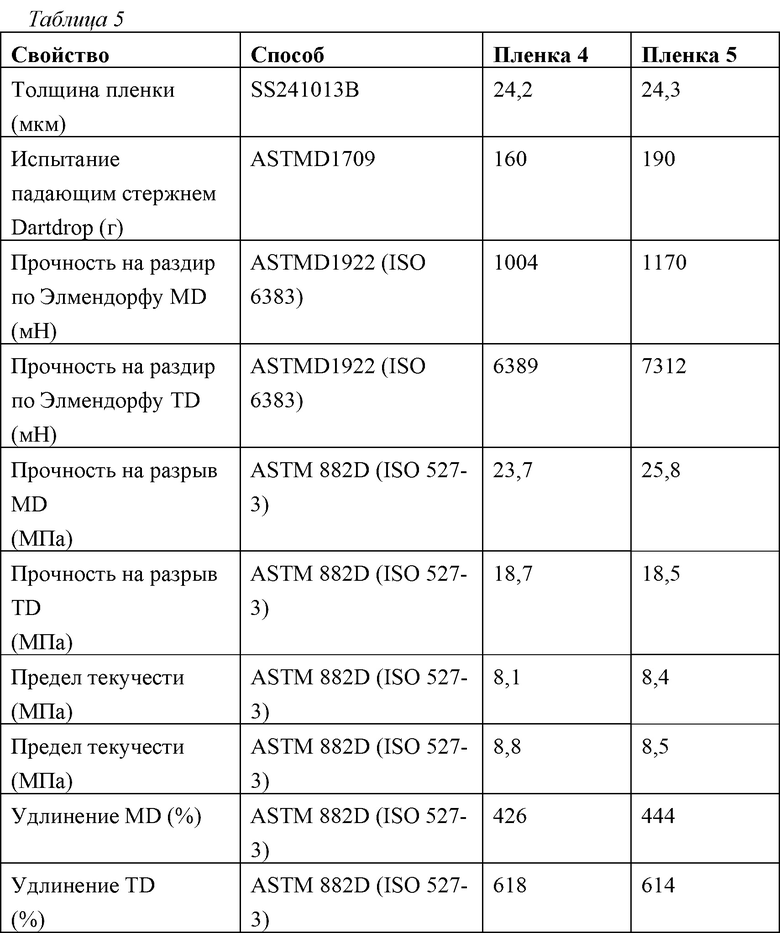
Как видно из таблицы 5, обе пленки характеризуются хорошими свойствами предела прочности на разрыв. Дополнительно оберточные пленки испытывали в тюковальной машине для подтверждения того, что эти пленки обладают достаточно хорошими обертывающими свойствами.
Пример 3 Изготовление пленки для замены сетки
Материалы и способы
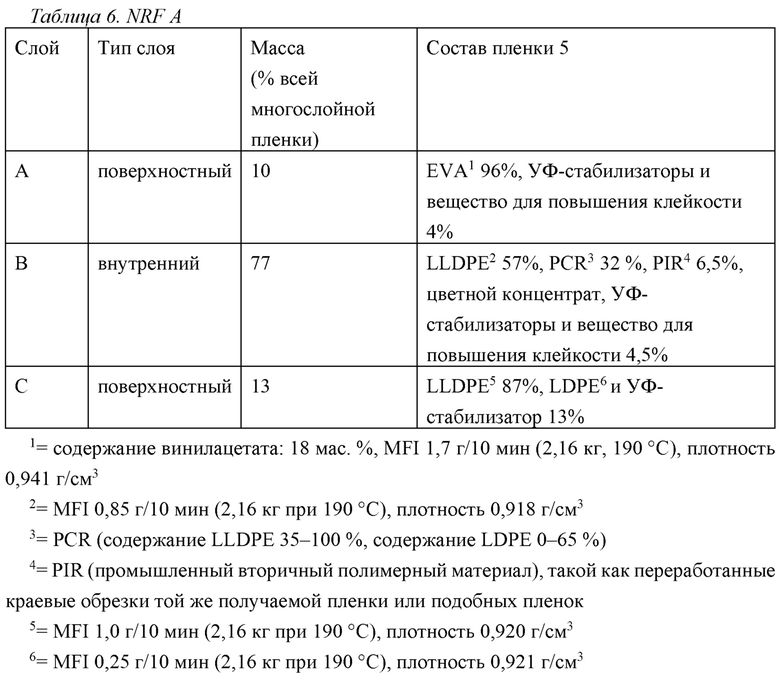
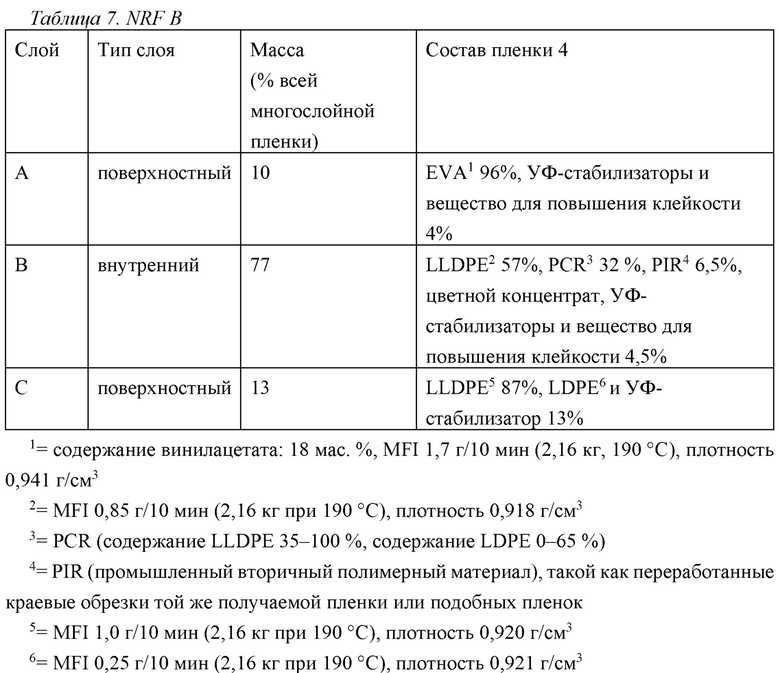
Получали пленку для замены сетки, характеризующуюся содержанием PCR 25%. Пленки для замены сетки представляли собой трехслойные пленки, каждая из которых состояла из двух экструдированных наружных слоев (поверхностных слоев) А и С и экструдированного внутреннего слоя В. Изготовили две разные пленки (NRF А и NRF В) с массовым содержанием PCR приблизительно 25% PCR. Пленки подвергали предварительному растягиванию до степени 175% (NRF А) и 220% (NRF В).
Состав разных слоев пленки для замены сетки перечислен ниже в таблицах 6 и 7.
Физические параметры полученных пленок измеряли с использованием стандартных способов, известных в данной области техники, и сравнивали с эталонной пленкой, выполненной из чистого материала.
Полученные пленки также испытывали для замены сетки при обертывании огибающей поверхности тюка силоса.
Результаты
Полученную пленку NRF А можно было удовлетворительно применить для обертывания огибающей поверхности приблизительно 1100 тюков силоса во встроенной оберточной машине тюковальной машины McHale Fusion 3 Plus, при этом растягивание перед обертыванием находилось в диапазоне 18-27% при температуре до 26°С. При обертывании тюка силоса отличия между пленкой NRF А и эталонной пленкой, выполненной из чистого материала, не наблюдались. Испытание проводили в течение июня и сентября.
Полученную пленку NRF В можно было удовлетворительно применить для обертывания огибающей поверхности приблизительно 1000 тюков силоса во встроенной оберточной машине тюковальной машины McHale Fusion 3 Plus, при этом растягивание перед обертыванием находилось в диапазоне 15-20% при температуре до 28°С. При обертывании тюка силоса отличия в отношении механических свойств между пленкой NRF В и эталонной пленкой, выполненной из чистого материала, не наблюдались. Испытание проводили в течение июня и сентября.
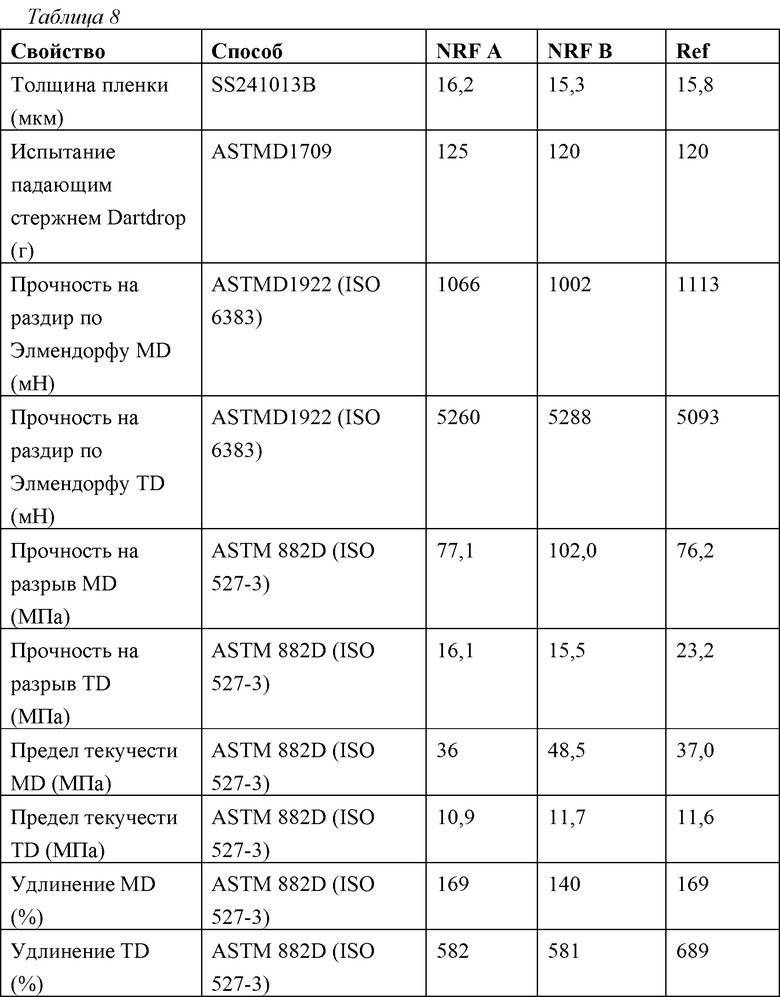
Измеренные физические свойства полученных пленок (NRF А и NRF В) и эталонной пленки (Ref), выполненной из чистого материала, перечислены в таблице 8.
Специалисту в данной области техники понятно, что настоящее изобретение никоим образом не ограничено вышеописанными предпочтительными вариантами осуществления. Напротив, в рамках объема приложенной формулы изобретения возможно множество модификаций и изменений. Дополнительно изменения раскрытых вариантов осуществления могут быть поняты и осуществлены специалистом при практическом применении заявленного изобретения на основе изучения графических материалов, описания и приложенной формулы изобретения. В формуле изобретения термин «содержащий» не исключает другие элементы или этапы, а единственное число не исключает множественного числа. Одно лишь то, что определенные критерии перечислены во взаимно различных зависимых пунктах формулы изобретения, не указывает на то, что комбинацию этих критериев нельзя использовать с выгодой.
Пронумерованный перечень вариантов осуществления
1. Многослойная растягивающаяся пленка, содержащая по меньшей мере один внутренний слой, расположенный между двумя внешними слоями, при этом толщина пленки находится в диапазоне 5-40 мкм, и при этом пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 90 мас. % в расчете на общую массу пленки.
2. Пленка по п. 1, в которой по меньшей мере один из внешних слоев не содержит вторичного полиэтиленового материала из бытовых отходов.
3. Пленка по п. 2, в которой оба внешних слоя не содержат вторичного полиэтиленового материала из бытовых отходов.
4. Пленка по любому предыдущему пункту, в которой пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. % в расчете на общую массу пленки.
5. Пленка по любому предыдущему пункту, в которой толщина пленки находится в диапазоне 5-20 мкм, например от 5 до 25 мкм, например от 7 до 17 мкм.
6. Пленка по любому из пп. 1-4, в которой толщина пленки находится в диапазоне 10- 40 мкм, предпочтительно от 15 до 40 мкм, например от 15 до 25 мкм.
7. Многослойная пленка по любому из предыдущих пунктов, в которой пленка содержит от 15 до 35 мас. % вторичного полиэтиленового материала из бытовых отходов.
8. Многослойная пленка по любому из предыдущих пунктов, в которой указанный вторичный полиэтиленовый материал из бытовых отходов содержится в по меньшей мере одном внутреннем слое.
9. Многослойная пленка по любому из предыдущих пунктов, в которой пленка имеет содержание чистого линейного полиэтилена низкой плотности (LLDPE) от 30 до 80 мас. %, например от 35 до 55 мас. %, например от 40 до 45 мас. %, в расчете на общую массу пленки.
10. Многослойная пленка по любому из предыдущих пунктов, в которой пленка имеет содержание чистого полиэтилена низкой плотности (LDPE) от 1 до 20 мас. %, например от 2 до 15 мас. %, в расчете на общую массу пленки.
11. Многослойная пленка по любому из предыдущих пунктов, в которой пленка характеризуется удлинением при разрыве в направлении обработки, составляющим по меньшей мере 200%, например по меньшей мере 250%, например по меньшей мере 270%, например по меньшей мере 300%, при определении согласно ASTM D882.
12. Многослойная пленка по любому из предыдущих пунктов, в которой напряжение, необходимое для растягивания пленки на 70% в продольном направлении, составляет менее 17 МПа, предпочтительно менее 14 МПа, при определении согласно ASTM D882.
13. Применение многослойной растягивающейся пленки по любому из пп. 1-12 в качестве сельскохозяйственной оберточной пленки для тюков.
14. Применение многослойной растягивающейся пленки по любому из пп. 1-12 в качестве оберточной пленки для отходов.
15. Применение многослойной растягивающейся пленки по любому из пп. 1-12 в качестве растягивающейся оберточной пленки для поддонов.
Изобретение относится к области растягивающихся пленок, применяемых для обертывания различных продуктов, например обертывания товаров, например на поддонах, для перевозки, или хранения, или для обертывания нештучных сельскохозяйственных продуктов, таких как травы, солома и различные зерновые культуры. Многослойная растягивающаяся пленка содержит один внутренний слой, расположенный между двумя внешними слоями, при этом толщина пленки находится в диапазоне 5-40 мкм, и при этом пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 90 мас. % в расчете на общую массу пленки, при этом вторичный полиэтиленовый материал из бытовых отходов был ранее включен в один или несколько конечных продуктов, использован конечным потребителем и затем собран и переработан в процессе вторичной переработки. Изобретение обеспечивает получение растягивающейся пленки для обертывания товаров, содержащей вторичный полиэтиленовый материал из бытовых отходов, оказывающей меньшее воздействие на окружающую среду или климат. 7 н. и 19 з.п. ф-лы, 5 ил., 8 табл., 3 пр.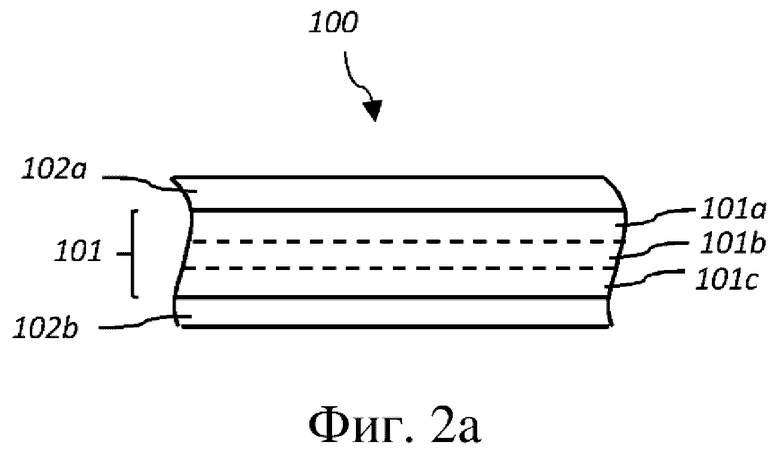
1. Многослойная растягивающаяся пленка, содержащая по меньшей мере один внутренний слой, расположенный между двумя внешними слоями, при этом толщина пленки находится в диапазоне 5-40 мкм, и при этом пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 90 мас. % в расчете на общую массу пленки, при этом вторичный полиэтиленовый материал из бытовых отходов был ранее включен в один или несколько конечных продуктов, использован конечным потребителем и затем собран и переработан в процессе вторичной переработки.
2. Многослойная пленка по п. 1, отличающаяся тем, что по меньшей мере один из внешних слоев не содержит вторичного полиэтиленового материала из бытовых отходов.
3. Многослойная пленка по п. 2, отличающаяся тем, что оба внешних слоя не содержат вторичного полиэтиленового материала из бытовых отходов.
4. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. % в расчете на общую массу пленки.
5. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что толщина пленки находится в диапазоне 5-20 мкм, например от 5 до 25 мкм, например от 7 до 17 мкм.
6. Многослойная пленка по любому из пп. 1-4, отличающаяся тем, что толщина пленки находится в диапазоне 10-40 мкм, предпочтительно от 15 до 40 мкм, например от 15 до 25 мкм.
7. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что пленка содержит от 15 до 35 мас. % вторичного полиэтиленового материала из бытовых отходов.
8. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что указанный вторичный полиэтиленовый материал из бытовых отходов содержится в по меньшей мере одном внутреннем слое.
9. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что пленка имеет содержание чистого линейного полиэтилена низкой плотности (LLDPE) от 30 до 80 мас. %, например от 35 до 55 мас. %, например от 40 до 45 мас. %, в расчете на общую массу пленки.
10. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что пленка имеет содержание чистого полиэтилена низкой плотности (LDPE) от 1 до 20 мас. %, например от 2 до 15 мас. %, в расчете на общую массу пленки.
11. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что пленка характеризуется удлинением при разрыве в направлении обработки, составляющим по меньшей мере 200%, например по меньшей мере 250%, например по меньшей мере 270%, например по меньшей мере 300%, при определении согласно ASTM D882.
12. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что напряжение, необходимое для растягивания пленки на 70% в продольном направлении, составляет менее 17 МПа, предпочтительно менее 14 МПа, при определении согласно ASTM D882.
13. Многослойная пленка по любому из предыдущих пунктов, отличающаяся тем, что многослойная пленка имеет содержание вторичного полиэтиленового материала из бытовых отходов от 10 до 50 мас. % в расчете на общую массу пленки и чистого полиэтиленового материала от 50 до 90 мас. % в расчете на общую массу пленки.
14. Применение многослойной растягивающейся пленки по любому из пп. 1-13 в качестве сельскохозяйственной оберточной пленки для тюков.
15. Применение многослойной растягивающейся пленки по любому из пп. 1-13 в качестве оберточной пленки для отходов.
16. Применение многослойной растягивающейся пленки по любому из пп. 1-13 в качестве растягивающейся оберточной пленки для поддонов.
17. Применение многослойной растягивающейся пленки по любому из пп. 1-13 в качестве пленки для замены сетки при обертывании тюков, при этом тюк имеет огибающую поверхность и две боковые поверхности и пленку накладывают на огибающую поверхность по ее окружности так, что пленка покрывает по меньшей мере указанную огибающую поверхность.
18. Способ получения многослойной растягивающейся пленки по любому из пп. 1-13, способ включает этапы:
a) предоставление по меньшей мере одного первого экструдируемого состава, содержащего по меньшей мере один полимер;
b) предоставление по меньшей мере одного дополнительного экструдируемого состава, содержащего по меньшей мере один полимер;
c) экструдирование по меньшей мере одного первого экструдируемого состава, полученного на этапе а), с образованием по меньшей мере одного внутреннего слоя многослойной растягивающейся пленки;
d) экструдирование по меньшей мере одного дополнительного экструдируемого состава с образованием двух внешних слоев на противоположных сторонах по меньшей мере одного внутреннего слоя.
19. Способ по п. 18, отличающийся тем, что дополнительно включает этап:
а0) предоставление собранного вторичного полиэтиленового материала из бытовых отходов, при этом по меньшей мере один полимер из по меньшей мере одного из этапов а) и b) представляет собой указанный собранный вторичный полиэтиленовый материал из бытовых отходов, предоставляемый на этапе а0).
20. Способ по любому из пп. 18, 19, отличающийся тем, что способ дополнительно включает этап:
e) растягивание многослойной растягивающейся пленки так, что длина пленки увеличивается на 50-400 процентов.
21. Способ по любому из пп. 18-20, отличающийся тем, что на этапе (е) многослойную растягивающуюся пленку растягивают так, что длина пленки увеличивается на 100-300 процентов.
22. Способ по любому из пп. 20 или 21, отличающийся тем, что дополнительно включает этап:
(f) релаксация пленки для получения готовой предварительно растянутой пленки.
23. Способ обертывания сжатого нештучного материала, включающий этапы:
a) сжатие нештучного материала в камере с образованием тюка сжатого нештучного материала;
b) дополнительное растягивание многослойной растягивающейся пленки согласно любому из пп. 1-13 до степени растяжения от 1:1,02 до 1:2,5 относительно длины предварительно растянутой пленки;
c) наложение указанной пленки под натяжением вокруг указанного тюка в непосредственном контакте со сжатым нештучным материалом; и
d) обертывание указанной пленки под натяжением на по меньшей мере 1,5 оборота вокруг указанного тюка.
24. Способ по п. 22 или 23, отличающийся тем, что указанный сжатый нештучный материал представляет собой круглый тюк (200), имеющий огибающую поверхность (201) и две боковые поверхности (202, 202'), и пленку на этапе (b) накладывают на огибающую поверхность по ее окружности так, что пленка покрывает по меньшей мере огибающую поверхность.
25. Способ по п. 24, отличающийся тем, что один слой пленки покрывает всю ширину огибающей поверхности.
26. Способ по любому из пп. 22-25, отличающийся тем, что 2-10 слоев указанной предварительно растянутой пленки накладывают вокруг тюка сжатого нештучного материала, при измерении по центру на огибающей поверхности тюка сжатого нештучного материала.
| Способ гидротипной печати и машина для осуществления этого способа | 1954 |
|
SU124310A1 |
| WO 2008011402 A1, 24.01.2008 | |||
| WO 9117886 A1, 28.11.1991 | |||
| US 4923750 A, 08.05.1990 | |||
| US 5300353 A, 05.04.1994 | |||
| ЭЛАСТОМЕРНАЯ ПЛЕНКА, СОДЕРЖАЩАЯ ПРОТИВОСКОЛЬЗЯЩУЮ ДОБАВКУ | 2003 |
|
RU2343076C2 |

