ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к тонкой армированной пленке, подходящей для пакетирования грузов.
В частности, настоящее изобретение относится к армированной растягивающейся пленке (стретч-пленке), подходящей для обертывания поддонов, обертывания тележек, обертывания тюков (кип) и подобного применения, которая устойчива к образованию неустранимых разрывов в процессе применения, но при этом имеет значительно меньшую массу пленки по сравнению с другими армированными растягивающимися пленками, известными в данной области техники.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Применение растягивающихся пленок для пакетирования грузов является общеизвестной практикой. Упаковку в такие пленки обычно осуществляют автоматическим обертыванием, полуавтоматическим обертыванием или обертыванием вручную. Однако наличие острых краев, например, на поддоне, или неоднородностей пленки может приводить к ее разрыву во время упаковывания, что может привести к разрушениям с неустранимыми последствиями. Подобные события, происходящие при обертывании, нарушают процедуру упаковки, требуя дополнительного времени и усилий от конечного пользователя. Для минимизации разрывов во время обертывания обычно выбирают пленки большей толщины. В результате значительно повышаются стоимость упаковки и усилие натяжения, необходимое для растягивания пленки.
Армирование растягивающейся пленки должно, предположительно, замедлить распространение надрыва во время обертывания. В качестве одной из попыток компенсировать увеличение толщины пленки и степени армирования, в патентном документе WO 2005/021240 А1 рассмотрена пленка для упаковки, в которой имеется часть, расположенная в направлении, поперечном продольному направлению пленки, содержащая области большей толщины, чередующиеся с областями, имеющими меньшую толщину. В рассматриваемом примере осуществления участки пленки, имеющие большую толщину, действуют как армирующие. Однако получение как самой пленки, так и армированных областей из одного и того же полимера ограничивает армирующие способности пленки.
В патентном документе WO 2011/026954 А2 рассмотрена армированная растягивающаяся пленка, в которой над пленочной основой возвышается множество армирующих волоконных элементов. Средняя толщина выступающих частей всегда больше средней толщины пленочной основы. Однако на участке смешивания материалов, на котором экструдированные волоконные элементы располагаются на пленочной основе, происходит уменьшение толщины нижележащего материала чистой пленочной основы. Это снижение толщины ограничивает некоторые механические свойства пленки, в особенности, если толщина пленочной основы очень мала.
В патентном документе WO 2006/016393 А1 рассмотрена пленка из растяжимого упаковочного материала, который включает продольные армирующие боковые полосы, присоединенные к растягивающейся пленке. Несмотря на то, что края пленки армированы, в остальной части пленки может происходить распространение разрыва. Тот же недостаток имеет материал, рассмотренный в патентном документе WO 2009/049804 А1.
В патентном документе US 5013595 рассмотрено упрочнение растягивающейся пленки с помощью по меньшей мере вспомогательной полосы. Вспомогательная полоса предпочтительно единственная. В патентном документе EP 1584574 А2 рассмотрена растягивающаяся пленка, армированная по меньшей мере одной армирующей полосой, ширина которой составляет до 10% ширины пленки. Так, по меньшей мере одну полосу располагают предпочтительно волнообразным образом вдоль продольного направления пленки.
В патентном документе WO 03/013854 А1 рассмотрена упаковочная пленка, армированная предварительно сильно растянутой пленкой, толщина которой составляет от 7 мкм до 20 мкм, которую располагают на пленочной основе толщиной от 14 мкм до 35 мкм. Заявленная ограниченная растяжимость армированного материала значительно повышает усилие натяжения, необходимое для применения пленки, хотя и блокирует разрывы, образующиеся во время упаковывания.
В патентном документе WO 2011/026953 рассмотрена армированная липкая растягивающаяся пленка. Пленочная основа включает растяжимый полимерный материал, имеющий перфорацию, нанесенную на по меньшей мере 25% общей площади пленочной основы. Перфорация выполнена в виде серии колонок. Пленка также включает множество упрочняющих элементов, закрепленных на пленочной основе параллельно продольному направлению.
Пленки согласно предшествующему уровню техники часто имеют относительно широкие армирующие полосы. В случае растягивающихся пленок, армированных лишь несколькими полосами, полосы блокируют разрыв, но при этом разрывается значительная часть пленки между полосами. Таким образом, упаковка становится нефункциональной. Если для устранения этой проблемы на пленочную основу помещают большее количество таких армирующих полос, то растягивающаяся пленка становится более тяжелой, более жесткой, и для натяжения пленки следует прилагать большее усилие. При использовании пленки с таким армированием для автоматизированной (машинной) упаковки может происходить проскальзывание армированной пленки на вытяжных вальцах, в результате чего конечная величина степени предварительного растяжения оказывается меньше ожидаемой. Для растягивания вручную ситуация может стать еще хуже, поскольку работник не сможет вручную растянуть пленку в степени, достаточной для обертывания. В обоих этих случаях, несмотря на то, что разрыв будет заблокирован полосами, упаковка может быть не принята из-за повышения стоимости упаковки в расчете на один поддон (т.е. из-за большего расхода пленки на поддон) и/или из-за неудовлетворительного пакетирования товара. Кроме того, с большой долей вероятности автоматизированная или ручная обрезка пленки по окончании обертывания будет более затрудненной. Этот аспект также можно оценить как неудовлетворительный.
Задача настоящего изобретения состоит в преодолении указанных выше недостатков и в предоставлении процедуры обертывания пленкой, которая не прерывается из-за разрывов, что позволяет удовлетворительно защищать грузы (товары) после упаковывания. Пленка должна оказывать на товары (грузы) равномерно распределенное давление, но не сминать их. Следует отметить, что пленку согласно настоящему изобретению применяют специально для обертывания товаров (грузов), то есть ее нельзя использовать в качестве клейкой ленты, поскольку она не имеет клеящего слоя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно настоящему изобретению, предусмотрена неперфорированная армированная растягивающаяся пленка, которая включает растягивающуюся пленку и множество расположенных на ней армирующих полос. Армирующие полосы расположены на пленке таким образом, что нагрузка, оказываемая во время обертывания на товары (грузы), распределена равномерно. Усилие, воздействующее на углы поддона при обертывании поддонов, подходит для пакетирования и не оказывает разрушающего действия на товары или упаковки.
Настоящее изобретение не относится к перфорированным армированным растягивающимся пленкам. К перфорированным растягивающимся пленкам, армированным полосами, предъявляются определенные требования, которые следует учитывать при получении пленки с нужными рабочими характеристиками. В частности, перфорированные участки располагают в виде колонок в машинном направлении (то есть в направлении, параллельном движению материала при обработке; англ. "machine direction", сокращенно "MD"), и, таким образом, полосы предпочтительно расположены между соседними колонками. Это непосредственно определяет количество полос. Полосы должны блокировать разрывы, начинающиеся у перфорированных участков, и, таким образом, они должны быть расположены рядом с соседними перфорированными участками. В последнем из цитируемых документов рассмотрены либо широкие полосы, либо по меньшей мере две полосы на участке, расположенном между соседними колонками перфораций. Таким образом, масса армирующего материала значительно превышает массу, которая может быть достигнута при воплощении настоящего изобретения. Силы в армированных перфорированных растягивающихся пленках распределены таким образом, что нагрузка, оказываемая на перфорированные участки (которые подвержены разрыву), одинакова. Соответственно, разрывы, распространяющиеся от перфорированных участков (с надсечками по краям или без них) блокируются соседними полосами, что предотвращает развитие разрушения, имеющего неустранимые последствия. Если приложена более высокая растягивающая нагрузка, то армированные перфорированные растягивающиеся пленки подвергаются пластической деформации и разрушаются под нагрузкой, близкой по величине к их пределу прочности на разрыв при растяжении.
Армированная растягивающаяся пленка согласно настоящему изобретению особенно подходит для пакетирования грузов, например, пакетов, тюков, силоса или растений, которые имеют острые края. Обычно пленка не имеет перфорации, и, следовательно, ее применяют в тех случаях, когда товары (грузы) не требуют вентиляции.
Очень важно отметить, что армированная пленка устойчива к неустранимым разрушениям, возникающим во время обертывания. Согласно настоящему изобретению, комбинация размера армирующих полос и расстояния до любой соседней армирующей полосы подобрана таким образом, что она обеспечивает функциональное блокирование разрыва. Поскольку распространение надрыва ограничено областью между соседними армирующими полосами, операция обертывания может быть продолжена. Следовательно, целостность армированной пленки для упаковки поддерживается без прерывания процедуры упаковки. При обертывании вручную, по окончании пакетирования товаров (грузов) конечный пользователь обрезает армированную пленку вручную. Соответственно, на линии автоматизированного обертывания пленку обрезают по краю подходящим резаком (ножом). Таким образом, прочность пленки и, в частности, армирующих полос, не настолько высока, чтобы затруднять обрезку пленки при автоматизированном упаковывании или упаковывании вручную. Пленки, рассмотренные в документе WO 2011/026953, нельзя разрезать таким образом.
Настоящее изобретение обеспечивает указанную выше комбинацию характеристик при общем сниженном использовании материала и низкой стоимости. Таким образом, растягивающаяся пленка отличается малой толщиной, и влияние множества армирующих полос максимально эффективно при малой общей массе. Указанные аспекты дополнительно оказывают значительное положительное влияние на окружающую среду и возможность повторного использования материала.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие признаки и преимущества армированной растягивающейся пленки согласно настоящему изобретению станут очевидны после рассмотрения прилагаемых графических материалов, на которых представлены параметры неограничивающих примеров осуществления изобретения, где:
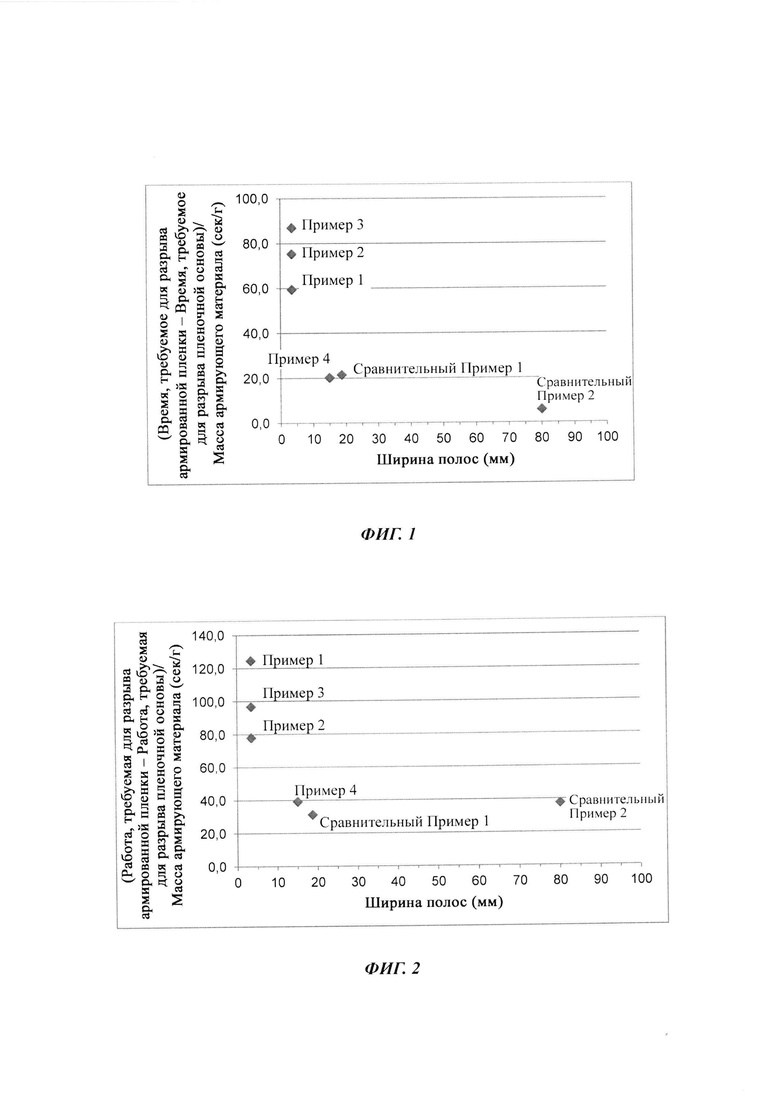
На Фиг. 1 представлено изменение отношения разности между временем, требуемым для разрыва армированной пленки, и временем, требуемым для разрыва ее растягивающейся пленочной основы, не имеющей армирования, к массе армирующего материала в зависимости от ширины армирующих полос;
На Фиг. 2 представлено изменение отношения разности между работой, требуемой для разрыва армированной пленки, и работой, требуемой для разрыва ее растягивающейся пленочной основы, не имеющей армирования, к массе армирующего материала в зависимости от ширины армирующих полос.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ
ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Следует учитывать, что все предпочтительные примеры осуществления и признаки настоящего изобретения могут быть скомбинированы с другими предпочтительными примерами осуществления и признаками изобретения.
Армированная растягивающаяся пленка согласно настоящему изобретению представляет собой неперфорированную пленку. Другими словами, пленочная основа представляет собой неперфорированную пленку. Термин "неперфорированный" означает, что менее 25%, обычно менее 20%, 15%, 10%, 5% или наиболее предпочтительно менее 2% от общей площади пленки составляют перфорированные участки. Перфорация представляет собой отверстие, которое проходит через всю толщину пленки. В одном из предпочтительных примеров осуществления на пленке по существу не имеется перфораций. Обычно армированная растягивающаяся пленка согласно настоящему изобретению не включает перфорационного рисунка. Под перфорационным рисунком понимают упорядоченное расположение перфораций (отверстий) в поперечном (поперечном относительно машинного направления) и/или машинном направлении. Например, если имеются перфорации, то они не расположены в виде серии колонок вдоль продольного направления пленки. Если имеются перфорации, то они обычно расположены на поверхности пленки случайным или неупорядоченным образом. Такие перфорации могут появляться в процессе изготовления пленки. Обычно величина максимального измерения единичного отверстия не превышает 5 мм, например, составляет менее 4 мм, 3 мм, 2 мм или 1 мм.
Армированная растягивающаяся пленка может быть газопроницаемой (дышащей). Термин "газопроницаемый" означает, что вода (т.е. дождь) не достигает упакованных товаров (грузов), таких как тюки, но в то же время пленка позволяет водяному пару испаряться из упакованных товаров (грузов). Другими словами, армированная пленка может иметь микропоры. Например, если пленочная основа имеет наполнитель из неорганических частиц, таких как карбонат кальция, в определенной концентрации (например, при концентрации наполнителя 5% масс. или 30% масс. или 55% масс.), то после растяжения в пленочной основе будут образовываться микропоры. Такие микропоры обычно образуются на границе раздела полимер-частица. В промышленности такие пленки обычно называют микропористыми пленками.
Предпочтительно размер микропор составляет от 0,01 мкм до 100 мкм. Более предпочтительно размер пор составляет от 0,1 мкм до 50 мкм. Микропоры отличаются от перфораций (отверстий). Перфорации, если они имеются, крупнее микропор, например, самый большой диаметр перфорации может превышать 200 мкм. Наличие в армированной пленке микропор не означает, что пленка перфорирована.
Настоящее изобретение относится к армированной растягивающейся пленке, имеющей небольшую массу, предназначенной эффективного пакетирования товаров (грузов). Армированная растягивающаяся пленка включает растягивающуюся пленку и множество армирующих полос. Растягивающаяся пленка предпочтительно представляет собой тонкую пленку. Толщина растягивающейся пленки составляет от 3 мкм до 18 мкм. Предпочтительно толщина растягивающейся пленки составляет от 3 мкм до 15 мкм и более предпочтительно от 3 мкм до 9 мкм. Более предпочтительно толщина растягивающейся пленки составляет менее 12 мкм. В конкретных примерах осуществления толщина составляет от 7 мкм до 10 мкм, предпочтительно приблизительно 8 мкм. В некоторых примерах осуществления растягивающаяся пленка предварительно частично растянута.
Основная задача настоящего изобретения состоит в предоставлении армированной растягивающейся пленки для пакетирования грузов, имеющей пониженную массу по сравнению с пленками, используемыми в настоящее время в данной области техники. Величину поверхностной плотности (массы) вычисляют взвешиванием 1 погонного метра пленки и выражают в граммах на квадратный метр (г/м2). Поверхностная плотность армированной растягивающейся пленки согласно настоящему изобретению предпочтительно составляет менее 22 г/м2. Поверхностная плотность армированной растягивающейся пленки согласно настоящему изобретению предпочтительно составляет менее 20 г/м2. Предпочтительно поверхностная плотность армированной растягивающейся пленки составляет менее 18 г/м2. В некоторых примерах осуществления поверхностная плотность армированной растягивающейся пленки предпочтительно составляет менее 15 г/м2. В конкретных примерах осуществления поверхностная плотность армированной растягивающейся пленки предпочтительно составляет менее 12 г/м2.
Процентная доля массы множества армирующих полос предпочтительно составляет менее 60% и, например, составляет от 0,5% до 60% от общей массы армированной растягивающейся пленки. Предпочтительно, процентная массовая доля армирующих полос составляет менее 50%, более предпочтительно менее 40% и более 1% от общей массы армированной пленки. Более предпочтительно, процентная массовая доля армирующих полос составляет менее 30% от общей массы армированной пленки. Для определения этой процентной доли в коммерчески доступных пленках кроме вычисления может быть предложен следующий способ. От изделия отрезают 1 погонный метр и определяют его массу. От полученного фрагмента отделяют полосы и определяют их массу, а затем требуемое отношение. В альтернативном варианте, если полосы отделить невозможно, могут быть вычислены геометрические размеры основы, после чего массу основы вычитают из массы изделия.
Растягивающуюся пленку предпочтительно получают из термопластических полимеров плоскощелевой экструзией или экструзией с раздувом. Предпочтительно термопластические полимеры представляют собой полиолефины. Например, полиолефин может быть выбран из группы, состоящей из полиэтилена, полипропилена, полибутена и поли-4-метилпент-1-ена. Другие примеры включают полимеры циклоолефинов, например, циклопентена или норборнена. Предпочтительно, пленку изготавливают из такого полиолефина, как полиэтилен.
Особенно предпочтительные растягивающиеся пленки включают пленки, получаемые из полиэтилена, полиэтилена средней плотности (англ. medium density polyethylene, сокращенно MDPE), полиэтилена низкой плотности (англ. low density polyethylene, сокращенно LDPE), линейного полиэтилена низкой плотности (англ. linear low density polyethylene, сокращенно LLDPE), разветвленного полиэтилена низкой плотности (англ. branched low density polyethylene, сокращенно BLDPE), полиэтилена очень низкой плотности (англ. very low density polyethylene, сокращенно VLDPE) и полиэтилена ультранизкой плотности (англ. ultra low density polyethylene, сокращенно ULDPE).
Пленки также могут включать смеси полиолефинов. Например, полипропилена (РР, от англ. polypropylene) и полиэтилена (например, PP/HDPE, PP/LDPE) и смеси полиэтиленов различного типа (например, LDPE/HDPE).
Особенно предпочтительными полиолефинами, которые вводят в пленки и упрочняющие элементы согласно настоящему изобретению, являются LLDPE С4, LLDPE C6, LLDPE C8, LLDPE C6 или LLDPE C8, полученные с использованием металлоценовых катализаторов, и LDPE высокого давления. Кроме того, пленки согласно настоящему изобретению могут включать сополимеры моноолефинов друг с другом или с другими виниловыми мономерами, например, этиленпропиленовые сополимеры, сополимеры линейного полиэтилена низкой плотности (LLDPE) и его смесей с полиэтиленом низкой плотности (LDPE), сополимеры пропилена и бут-1-ена.
В конкретных примерах осуществления армированная пленка согласно настоящему изобретению включает добавки, такие как армирующие наполнители, антиоксиданты, УФ стабилизаторы, замедлители коррозии, антистатические агенты, противомикробные средства и т.д. Пленочная основа может содержать неорганические наполнители, такие как карбонаты кальция, оксиды металлов, слоистые силикаты и т.д.
В одном из примеров осуществления армированная растягивающаяся пленка представляет собой нетканый материал.
Растягивающаяся пленка включает однослойную или многослойную структуру. Предпочтительно пленка представляет собой многослойную структуру. В предпочтительных примерах осуществления структура включает нанослои. Толщина этих слоев предпочтительно составляет менее 1000 нанометров. Примеры таких многослойных структур рассмотрены в патентном документе WO 2011/026954 A2. Армирующие полосы армированной растягивающейся пленки предпочтительно получены из термопластических полимеров. В предпочтительных примерах осуществления армирующие полосы получены из полиолефинов, таких как полиэтилен. В конкретных примерах осуществления армирующие полосы состоят из веществ, не являющихся полиолефинами, таких как полиамиды или сложные полиэфиры. В других примерах осуществления армирующие полосы включают смесь полиолефинов и не полиолефинов. Армирующие полосы предпочтительно включают однослойные или многослойные структуры. Состав пленки, из которой получают армирующие полосы, может совпадать с составом материала, из которого получают пленочную основу, или отличаться от него. Армирующие полосы могут быть предварительно растянуты (перед их нанесением на пленочную основу). Таким образом, в зависимости от предполагаемого применения могут быть получены разнообразные ориентированные армирующие полосы. Предпочтительно, армирующие полосы способны растягиваться во время обертывания.
После фиксации армирующей полосы на пленке, ширина каждой из армирующих полос представляет собой ее наименьший пленарный размер (размер в плоскости пленки). Ширину измеряют в направлении, поперечном машинному, если полосы после расположения ориентированы в продольном направлении. Ширина полосы обычно меньше ее длины. Высота каждой из армирующих полос представляет собой размер, который выступает за пределы плоскости пленки после того, как полоса была нанесена на пленку. До нанесения полосы на пленку высота каждой из армирующих полос равна ее толщине. Если любой из этих параметров, т.е. ширина, высота или толщина, имеет переменное значение, то для того, чтобы определить, попадают ли их значения в обозначенные диапазоны, могут быть вычислены средние величины параметров, или в альтернативном варианте полоса соответствует заявленным диапазонам значений, если соответствующие величины, измеренные в любой точке, находятся в заявленных диапазонах значений. Кроме того, размеры полосы до и после ее нанесения на пленку могут различаться. Представленные ниже предпочтительные размеры означают размеры после нанесения на пленку.
Ширина каждой из армирующих полос, независимо от других, составляет от 1 мм до 17 мм или менее, предпочтительно от 1 мм до 15 мм, более предпочтительно от 1 мм до 12 мм, наиболее предпочтительно от 2 мм до 10 мм. Каждая из армирующих полос может иметь различную ширину, или ширина каждой из армирующих полос может совпадать с шириной другой армирующей полосы, но они не обязательно имеют одинаковую ширину. В специфических примерах осуществления ширина по меньшей мере одной армирующей полосы изменяется вдоль машинного направления (MD).
Армирующая полоса по существу имеет одинаковую ширину на протяжении всей своей длины. Например, ее ширина не изменяется более чем приблизительно на 20% или приблизительно на 10% на протяжении всей ее длины. Предпочтительно ее ширина не изменяется более чем приблизительно на 5% на протяжении всей ее длины.
Толщина каждой из армирующих полос предпочтительно составляет от 3 мкм до 90 мкм, более предпочтительно от 4 мкм до 50 мкм, например, приблизительно равна 9 мкм, приблизительно 18 мкм, приблизительно 30 мкм и подобным величинам. В конкретных примерах осуществления толщина по меньшей мере одной армирующей полосы изменяется вдоль машинного направления (MD) и/или поперечного направления (TD). Предпочтительно, толщина армирующей полосы не меньше толщины пленочной основы.
Толщина армирующих полос предпочтительно по существу одинакова на протяжении их длины. Например, предпочтительно, толщина армирующей полосы не изменяется на протяжении ее длины более чем приблизительно на 10%, более предпочтительно, толщина не изменяется на протяжении ее длины более чем приблизительно на 5%.
Согласно настоящему изобретению, ширина полос предпочтительно превышает их высоту. В частности, отношение ширины к высоте армирующей полосы предпочтительно составляет от 10 до 3000, более предпочтительно 20 до 2000, наиболее предпочтительно 30 до 1000.
Процентная доля площади растягивающейся пленки, закрытой армирующими полосами, предпочтительно составляет от 0,5% до 70%, например, 2% до 50%, более предпочтительно 5% до 40%, наиболее предпочтительно 10% до 30%.
Кроме того, схема, согласно которой полосы расположены на пленочной основе, важна для достижения функционального блокирования разрыва. Расстояние между соседними армирующими полосами (расстояние от края полосы до края соседней полосы) обычно составляет от 0,5% до 40% и предпочтительно составляет от 1% до 35%, например, от 1% до 25% или от 1% до 15% от ширины растягивающейся пленки. Предпочтительно, расстояние между соседними армирующими полосами составляет менее приблизительно 10% от ширины растягивающейся пленки. В некоторых примерах осуществления расстояние между соседними армирующими полосами составляет менее приблизительно 5% от ширины растягивающейся пленки. Ширина растягивающейся пленки представляет собой размер, измеряемый поперек машинного направления. В общем, большинство полос расположены на соответствующем расстоянии друг от друга по ширине пленочной основы.
Армирующие полосы могут иметь различные формы поперечного сечения. В предпочтительных примерах осуществления эта форма представляет собой прямоугольник. Поперечное сечение армирующих полос может иметь овальную, треугольную, многоугольную и подобные формы. В некоторых примерах осуществления форма поперечного сечения может изменяться на протяжении длины армирующей полосы или может быть различной у соседних армирующих полос. По меньшей мере одна из армирующих полос может иметь неровности (морщинки). В некоторых примерах осуществления по меньшей мере одна из армирующих полос имеет складки. В других примерах осуществления по меньшей мере одна из армирующих полос имеет плоскую поверхность. В предпочтительных примерах осуществления по меньшей мере одна плоская армирующая полоса имеет гладкую поверхность без неровностей.
Армирующие полосы предпочтительно расположены на по меньшей мере одной поверхности растягивающейся пленки. Предпочтительно армирующие полосы расположены на одной поверхности (плоскости) растягивающейся пленки. Согласно настоящему изобретению предпочтительно имеется множество армирующих полос, расположенных на по меньшей мере одной поверхности растягивающейся пленки. На пленке имеется от 5 до 100 армирующих полос. Более предпочтительно на пленке имеется от 5 до 80, например, от 10 до 40 армирующих полос. В других примерах осуществления на пленке имеется от 15 до 30 армирующих полос.
Армирующие полосы могут образовывать на пленке любую конфигурацию. В конкретных предпочтительных примерах осуществления по меньшей мере одна армирующая полоса имеет волнистую или синусоидальную конфигурацию. В других примерах осуществления армирующие полосы пересекаются друг с другом. Другими словами, армирующие полосы могут быть перекрывающимися. В некоторых предпочтительных примерах осуществления по меньшей мере одна из армирующих полос расположена продольно. Предпочтительно все армирующие полосы расположены продольно. В некоторых предпочтительных примерах осуществления армирующие полосы непрерывны. Предпочтительно все армирующие полосы непрерывны и расположены продольно. Предпочтительно армирующие полосы расположены таким образом, что они по существу параллельны друг другу.
Как указано в патентном документе US 2005/0118391, два или более слоев полос могут быть нанесены на пленочную основу, одна над другой, причем каждая из полос, расположенных одна над другой, имеют одинаковую ширину. Применение этого способа позволяет значительно повысить прочность пленки.
В альтернативном варианте армирующие полосы могут быть расположены таким образом, что они частично перекрываются. Например, полосы могут перекрещиваться друг с другом под любым углом, или они могут частично перекрываться таким образом, что они частично размещены одна поверх другой по длине. Например, две отдельные полосы могут перекрываться на протяженности, составляющей до 80% их длины, предпочтительно до 50%.
В другом примере осуществления армирующие полосы совсем не перекрываются.
Предпочтительно, машинное направление пленочной основы по существу параллельно машинному направлению армирующих полос.Другими словами, протягивание пленочной основы осуществляют по существу в том же направлении, что и протягивание армирующих полос, и наоборот.
Армированная растягивающаяся пленка согласно настоящему изобретению растяжима. В предпочтительных примерах осуществления армированную пленку перед началом манипуляций предварительно частично растягивают.
В одном из примеров осуществления армированная растягивающаяся пленка согласно настоящему изобретению предварительно растянута более чем на 100%, предварительно растянута более чем на 200%, или более предпочтительно предварительно растянута более чем на 300%. В одном из конкретных примеров осуществления после предварительного растяжения армированная растягивающаяся пленка имеет низкую остаточную растяжимость, которая, например, составляет от 5% до 25%, предпочтительно от 5% до 22%, то есть 5%, 11%, 18% или 22%. Предпочтительно, остаточная растяжимость превышает 5%.
В альтернативном варианте остаточная растяжимость (т.е. относительное удлинение при разрыве) армированной растягивающейся пленки согласно настоящему изобретению, измеренная в соответствии со стандартом ASTM 882, составляет менее 100%, предпочтительно менее 50%.
В альтернативном варианте до начала манипуляций армированная пленка предварительно растянута менее чем на 250%, предпочтительно до начала манипуляций пленка предварительно растянута менее чем на 150%. В предпочтительных примерах осуществления до начала манипуляций армированная пленка предварительно растянута менее чем на 100%. В конкретных примерах осуществления до начала манипуляций армированная пленка предварительно растянута на величину, составляющую от 5% до 20%, наиболее предпочтительно до начала манипуляций пленка предварительно растянута приблизительно на 10%. В других примерах осуществления, из-за проведения экструзии при изготовлении пленки, армированная растягивающаяся пленка согласно настоящему изобретению имеет определенную ориентацию.
В конкретных примерах осуществления ширина армированной растягивающейся пленки составляет от 30 см до 190 см. Предпочтительно ширина армированной растягивающейся пленки составляет от 100 см до 190 см. Если армированную растягивающуюся пленку применяют для обертывания тюков, то ее ширина, в зависимости от конкретных требований, составляет приблизительно 170 см или приблизительно 130 см или приблизительно 100 см.
В альтернативном варианте ширина армированной растягивающейся пленки составляет от 30 см до 110 см. Предпочтительно ширина армированной растягивающейся пленки составляет от 90 см до 110 см, предпочтительно она составляет 100 см. В альтернативном варианте ширина армированной растягивающейся пленки составляет от 65 см до 85 см, предпочтительно 75 см. В альтернативном варианте ширина армированной растягивающейся пленки составляет от 30 см до 60 см, предпочтительно 50 см. Например, ширина упаковки для силоса обычно составляет 75 см. В конкретных примерах осуществления армированная растягивающаяся пленка имеет окантовку. Армированную растягивающуюся пленку согласно настоящему изобретению предоставляют в виде рулона (имеющего или не имеющего втулку). В конкретных примерах осуществления во время намотки намоточная машина, применяемая для намотки армированной растягивающейся пленки согласно настоящему изобретению, производит качания в направлении TD (в поперечном направлении, т.е. в направлении, поперечном относительно движения материала при обработке, от англ. Transverse Direction). В других примерах осуществления во время намотки производят качания армированной растягивающейся пленки согласно настоящему изобретению в направлении TD (в поперечном направлении). В некоторых случаях во время намотки качательные движения в направлении TD (в поперечном направлении) выполняет как намоточная машина, так и армированная растягивающаяся пленка согласно настоящему изобретению. В предпочтительных примерах осуществления армированную растягивающуюся пленку предоставляют в виде рулона, в котором по меньшей мере один виток расположен со смещением относительно следующего витка. Такая намотка позволяет снижать видимое образование 'выпуклостей и впадин' на рулоне, которые могут ухудшать свойства армированной растягивающейся пленки (например, из-за неравномерного растяжения основы). Кроме того, при необходимости качание может быть отрегулировано для снижения наружного диаметра рулона (уменьшение "выпуклостей") с целью оптимизации стоимости упаковки и транспортировки рулона.
Способ получения армированной растягивающейся пленки согласно настоящему изобретению включает следующие этапы:
i) получение многослойной пленочной основы,
ii) получение армирующих полос,
iii) расположение армирующих полос на по меньшей мере одной поверхности пленочной основы.
Соединение полос с пленочной основой может быть выполнено с помощью известных методик. Скрепление (связывание) полос с пленочной основой предпочтительно осуществляют за счет поверхностных взаимодействий. При нагревании полосы и/или основы до температуры, лежащей ниже соответствующей температуры плавления, но выше комнатной температуры, также может возникнуть физическая адгезия. Такому способу предпочтительно способствует припрессовывание полос к пленочной основе. Физическая адгезия также предпочтительно может возникнуть в результате контакта липких поверхностей полосы и основы.
Армирующие полосы могут быть закреплены на пленочной основе посредством адгезии (склеивания), т.е. при применении химического клеящего вещества. Особенно предпочтительной является предварительная обработка тех поверхностей армирующих полос, которые предположительно будут контактировать с пленкой и закрепляться на ней. Однако для присоединения полос к пленочной основе связующий слой предпочтительно не наносят.
Способ, применяемый для скрепления полос с пленочной основой, предпочтительно не допускает проскальзывания между пленочной основой и полосами.
При расположении армирующих полос на пленочной основе область, в которой материал пленочной основы и материал полос смешиваются, обычно не образуется. Этапы i), ii) и iii) выполняют либо последовательно, либо этап ii) выполняют перед проведением этапа i). В предпочтительных примерах осуществления этап ii) включает подэтапы получения исходной пленки, из которой нарезают армирующие полосы. В некоторых примерах осуществления армирующие полосы нарезают с помощью оборудования основной технологической линии (inline) из экструдированной многослойной пленочной основы и с помощью оборудования основной технологической линии располагают на по меньшей мере одной поверхности пленочной основы до проведения намотки. Этап iii) может быть выполнен как на основной технологической линии (in-line), так и вне основной технологической линии (off-line) вместе с этапами i) и ii). Предпочтительно пленку получают способом, рассмотренным в настоящем описании и/или прилагаемых пунктах формулы изобретения. Он может быть выполнен согласно любому из рассмотренных предпочтительных примеров осуществления.
Армированная растягивающаяся пленка эффективно блокирует разрушения, имеющие неустранимые последствия, которые происходят во время обертывания. Это свойство оценивали с помощью универсальной машины для испытаний Instron (модель 3365), снабженной датчиком для измерения нагрузки величиной 1 кН, при проведении испытания в режиме натяжения. Расстояние между зажимами устанавливали равным 10 см, а ширина образца была равна реальной ширине пленки. В середине пленки в поперечном направлении (TD) был сделан надрыв длиной 5 мм, и затем проводили эксперимент испытания на разрыв при постоянной скорости удаления зажимов друг от друга, составляющей 1000 мм/мин. Максимальное усилие, необходимое для распространения исходного надрыва, составляет усилие разрыва, которое выражают в килограммах (кг). Время, требуемое для разрыва, представляет собой общее время, прошедшее от начала эксперимента до полного разрыва, выражаемое в секундах (с). Площадь под кривой зависимости усилия от удлинения надрыва до полного разрыва представляет собой работу разрыва, выраженную в Джоулях (Дж). При максимальном усилии надрыв начинает распространяться по направлению к краю пленки вдоль поперечного направления. Согласно схеме эксперимента, два надрыва были одновременно направлены в противоположных направлениях, соответственно, к противоположным краям пленки. Температура окружающей среды при проведении экспериментов составляла 23°С, а влажность составляла 50%. Масса армирующих полос, которую учитывали при вычислениях, представляла собой массу армирующих полос, закрепленных на пленочной основе на участке, расположенном между двумя захватами; эту массу выражали в граммах (г).
Согласно настоящему изобретению, термин "разрушение, имеющее неустранимые последствия", означает ситуацию, при которой пленка полностью разрывается в поперечном направлении (TD). Однако в некоторых случаях, в особенности, если по краям пленки имеется окантовка, надрыв может останавливаться, и разрыв блокируется. В этом случае значительная часть пленки уже разорвана, и пленка удерживается только за счет двух узких полос на боковых краях. В этом случае в тех экспериментах, в которых определяли время или работу разрыва, время до разрыва равно времени, за которое разрыв достигает краевых полос. В противном случае данные оказываются ошибочными (увеличивается "время до разрыва").
Армированная растягивающаяся пленка согласно настоящему изобретению обеспечивает эффективную упаковку грузов (товаров). Обычно при использовании растягивающейся пленки товары (грузы) оборачивают несколькими витками растягивающейся пленки. Однако, если во время упаковывания острый край создает надрыв на пленке, то надрыв начинает быстро распространяться и приводит к разрушению, имеющему неустранимые последствия. Это связано с очень коротким промежутком времени, необходимым для того, чтобы надрыв достиг края пленки. Кроме того, для такого разрушения пленки требуется небольшая работа разрыва. В общем, при использовании армированной растягивающейся пленки надрыв временно или навсегда блокируется армированием. Масса армирующих материалов, помещаемых на пленку, не должна нерационально увеличивать общую массу. В частности, разность в свойствах, вызываемая добавленной массой (называемая в настоящем описании характерным свойством), должна быть максимально возможной. Для того, чтобы армирующие конструкции пленки эффективно препятствовали образованию разрушения, имеющего неустранимые последствия, они должны делать распространение надрыва к краю пленки более медленным по сравнению с неармированной основой. Таким образом, характерное время, требуемое для того, чтобы надрыв достиг края пленки, должно иметь большую величину. Соответственно, характерная работ разрыва также должна иметь большую величину. Армированная растягивающаяся пленка согласно настоящему изобретению имеет гораздо более высокое значение характерного времени, требуемого для того, чтобы надрыв достиг края пленки, и гораздо более высокое значение характерной работы разрыва пленки, чем другие армированные растягивающиеся пленки, известные в данной области техники. При этом достигается функциональное блокирование разрыва без затруднений при обрезании пленки по окончании каждой операции обертывания.
В приведенных ниже неограничивающих примерах рассмотрены некоторые армированные растягивающиеся пленки согласно настоящему изобретению.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Пример 1
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 12 мкм нанесены 32 плоские, непрерывные продольно расположенные армирующие полосы. Ширина армирующих полос составляет 3,5 мм, а толщина - 18 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 22,4%, а среднее расстояние между соседними полосами составляет приблизительно от 2% до 3% ширины пленочной основы. Процентная массовая доля полос составляет 25,1% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 14,7 г/м2.
Пример 2
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 12 мкм нанесены 16 плоских, непрерывных продольно расположенных армирующих полос. Ширина армирующих полос составляет 3,5 мм, а толщина - 18 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 11,2%, а среднее расстояние между соседними полосами составляет приблизительно от 4,5% до 5,5% ширины пленочной основы. Процентная массовая доля полос составляет 14,4% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 12,9 г/м2.
Пример 3
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 12 мкм нанесены 8 плоских, непрерывных продольно расположенных армирующих полос. Ширина армирующих полос составляет 3,5 мм, а толщина - 18 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 5,6%, а среднее расстояние между соседними полосами составляет приблизительно от 10% до 12% ширины пленочной основы. Процентная массовая доля полос составляет 7,7% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 12,0 г/м2.
Пример 4
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 12 мкм нанесены 8 плоских, непрерывных продольно расположенных армирующих полос. Ширина армирующих полос составляет 15 мм, а толщина - 18 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 24,0%, а среднее расстояние между соседними полосами составляет приблизительно от 8% до 10% ширины пленочной основы. Процентная массовая доля полос составляет 26,4% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 15,0 г/м2.
Пример 5
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 9 мкм нанесены 32 плоские, непрерывные продольно расположенные армирующие полосы. Ширина армирующих полос составляет 3,5 мм, а толщина - 9 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 22,4%, а среднее расстояние между соседними полосами составляет приблизительно от 2% до 3% ширины пленочной основы. Процентная массовая доля полос составляет 18,3% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 10,1 г/м2.
Сравнительный Пример 1
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 12 мкм нанесены 3 плоские, непрерывные продольно расположенные армирующие полосы. Ширина армирующих полос составляет 18,7 мм, а толщина - 18 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 11,2%, а среднее расстояние между соседними полосами составляет приблизительно от 37% до 40% ширины пленочной основы. Процентная массовая доля полос составляет 14,4% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 12,9 г/м2.
Сравнительный Пример 2
Получена армированная растягивающаяся пленка, в которой на растягивающуюся пленочную основу толщиной 12 мкм нанесены 4 плоские, непрерывные продольно расположенные армирующие полосы. Ширина армирующих полос составляет 80 мм, а толщина - 18 мкм. Процентная доля площади растягивающейся пленки, закрытой полосами, составляет 64,0%, а среднее расстояние между соседними полосами составляет приблизительно от 8% до 10% ширины пленочной основы. Процентная массовая доля полос составляет 48,9% от общей массы, в то время как ширина армированной растягивающейся пленки составляет 50 см, а поверхностная плотность - 21,6 г/м2.
Некоторые армированные растягивающиеся пленки согласно настоящему изобретению сравнивали с армированными растягивающимися пленками согласно предшествующему уровню техники, и сравнение представлено на Фиг. 1 и 2. Для того, чтобы сравнение было непосредственным, для изготовления всех армированных пленок выбирали одну растягивающуюся пленочную основу шириной 50 см и толщиной 12 мкм. Соответственно, армирующие полосы разной ширины вырезали из одной и той же растягивающейся пленки толщиной 18 мкм. На Фиг. 1 представлено изменение отношения разности между временем, требуемым для разрыва упомянутых выше армированных пленок, и временем, требуемым для разрыва растягивающейся пленочной основы (т.е. основы без армирования), к массе применяемых армирующих полос в зависимости от ширины армирующих полос. Это характерное время значительно возрастает при снижении ширины полос до значений менее 15 мм. На Фиг. 2 представлено изменение отношения разности между работой разрыва армированной пленки и работой разрыва соответствующей растягивающейся пленочной основы, не имеющей армирования, к массе армирующего материала в зависимости от ширины армирующих полос. Соответственно, эта характерная работа значительно возрастает при снижении ширины полос до значений менее 15 мм.
Исходя из предшествующего уровня техники, специалист в данной области техники стал бы применять относительно широкие армирующие полосы для армирования растягивающейся пленки (например, шириной 80 мм, 60 мм, 50 мм, 20 мм и т.д.). Кроме того, специалист в данной области техники стал бы изменять ширину и количество полос для снижения массы, но при этом он не стал бы применять узкие полосы. На первый взгляд такой выбор кажется разумным. Согласно настоящему изобретению полосы считаются узкими, если их ширина составляет 1 мм, 3 мм, 6 мм, 9 мм, 12 мм и подобные величины. Эффективность различных широких армирующих полос более или менее сравнима, в отличие от узких полос, при использовании которых обнаруживается неочевидное повышение эффективности.
Объем изобретения определен в прилагаемых пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРОЧНЕННАЯ ТОНКАЯ ПЛЕНКА ДЛЯ ГИБКОЙ УПАКОВКИ | 2010 |
|
RU2565572C9 |
| Многослойная растягивающаяся пленка | 2020 |
|
RU2826142C1 |
| КАРКАС ПНЕВМАТИЧЕСКОЙ ШИНЫ С ВОЗДУХОНЕПРОНИЦАЕМОЙ СИСТЕМОЙ, СОДЕРЖАЩЕЙ СТАБИЛИЗИРУЮЩУЮ ТКАНЬ | 2014 |
|
RU2607341C1 |
| МНОГОСЛОЙНЫЕ ПЛЕНКИ | 2008 |
|
RU2490135C2 |
| КОРД, ВКЛЮЧАЮЩИЙ МНОГОВОЛОКОННУЮ ПАРА-АРАМИДНУЮ НИТЬ, ВКЛЮЧАЮЩУЮ НЕКРУГЛЫЕ ВОЛОКНА | 2016 |
|
RU2702246C2 |
| АРМИРОВАННЫЙ СТЕКЛОВОЛОКНОМ АБСОРБИРУЮЩИЙ СЕПАРАТОР | 1998 |
|
RU2181223C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА И ПЛЕНОЧНАЯ УПАКОВКА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2019 |
|
RU2789267C1 |
| МНОГОСЛОЙНАЯ ПЛЕНКА И ПЛЕНОЧНАЯ УПАКОВКА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2016 |
|
RU2688856C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ОБЕСЦВЕЧИВАЮЩИМИ ВЕЩЕСТВАМИ | 2013 |
|
RU2636559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПОЛНЕННОГО ПЛЕНОЧНОГО ПОЛОТНА | 2017 |
|
RU2734514C2 |
Изобретение относится к не имеющей перфорации армированной растягивающейся пленке, которая включает пленочную основу, толщина которой составляет от 3 до 18 мкм, и от 5 до 100 армирующих полос, зафиксированных на по меньшей мере одной поверхности пленочной основы, где ширина каждой из армирующих полос, независимо от других, составляет от 1 до 17 мм. Пленка подходит для пакетирования грузов. 2 н. и 31 з.п. ф-лы, 2 ил.
1. Не имеющая перфорации армированная растягивающаяся пленка, включающая:
пленочную основу, толщина которой составляет от 3 до 18 мкм, и от 5 до 100 армирующих полос, зафиксированных на по меньшей мере одной поверхности пленочной основы, в которой ширина каждой из армирующих полос, независимо от других, составляет от 1 до 17 мм.
2. Пленка по п. 1, отличающаяся тем, что расстояние между соседними армирующими полосами составляет от 0,5 до 40%, предпочтительно от 1 до 35%, от 1 до 25% или от 1 до 15% от ширины пленки.
3. Пленка по п. 1, отличающаяся тем, что толщина пленочной основы составляет менее 15 мкм, предпочтительно менее 12 мкм, более предпочтительно менее 10 мкм.
4. Пленка по п. 3, отличающаяся тем, что толщина пленочной основы составляет от 3 мкм до 9 мкм.
5. Пленка по п. 1, отличающаяся тем, что количество армирующих полос на пленке составляет от 5 до 80, предпочтительно от 10 до 40, более предпочтительно от 15 до 30.
6. Пленка по пункту 1, отличающаяся тем, что ширина каждой из армирующих полос, независимо от других, составляет от 1 до 15 мм, предпочтительно от 1 до 12 мм, более предпочтительно от 2 до 10 мм.
7. Пленка по пункту 1, отличающаяся тем, что ширина армированной растягивающейся пленки составляет от 30 до 190 см, предпочтительно от 100 до 190 см или от 30 до 110 см.
8. Пленка по п. 1, отличающаяся тем, что масса армированной растягивающейся пленки составляет менее 22 г/м2, предпочтительно менее 20 г/м2, более предпочтительно менее 18 г/м2.
9. Пленка по п. 1, отличающаяся тем, что отношение ширины к высоте каждой из армирующих полос составляет от 10 до 3000, предпочтительно от 20 до 2000, наиболее предпочтительно от 30 до 1000.
10. Пленка по п. 1, отличающаяся тем, что по меньшей мере одна из армирующих полос расположена в продольном направлении, и предпочтительно все армирующие полосы расположены в продольном направлении.
11. Пленка по п. 1, отличающаяся тем, что все армирующие полосы расположены в продольном направлении и непрерывны.
12. Пленка по п. 1, отличающаяся тем, что по меньшей мере одна из армирующих полос плоская.
13. Пленка по п. 1, отличающаяся тем, что по меньшей мере одна из армирующих полос сложена относительно своей продольной оси.
14. Пленка по п. 1, отличающаяся тем, что по меньшей мере одна из армирующих полос имеет неровности и/или гофры.
15. Пленка по п. 1, отличающаяся тем, что процентная доля площади растягивающейся пленки, закрытой армирующими полосами, составляет от 0,5 до 70%, предпочтительнее от 2 до 50%, более предпочтительно от 5 до 40%, наиболее предпочтительно от 10 до 30% от площади пленки.
16. Пленка по п. 1, отличающаяся тем, что толщина каждой из армирующих полос независимо составляет от 3 до 90 мкм и предпочтительно составляет от 4 до 50 мкм.
17. Пленка по п. 1, отличающаяся тем, что процентная доля массы множества армирующих полос составляет 60% или менее от общей массы армированной растягивающейся пленки и предпочтительно составляет от 0,5 до 60%, предпочтительнее от 2 до 40%, более предпочтительно от 5 до 30%, наиболее предпочтительно от 10 до 20%.
18. Пленка по п. 1, отличающаяся тем, что пленочная основа представляет собой многослойную пленочную основу.
19. Пленка по п. 1, отличающаяся тем, что армированная растягивающаяся пленка имеет окантовку.
20. Пленка по п. 1, отличающаяся тем, что перед проведением манипуляций армированную растягивающуюся пленку подвергают предварительному растяжению на величину от 10 до 250%.
21. Пленка по пункту 1, отличающаяся тем, что перед проведением манипуляций армированную растягивающуюся пленку подвергают предварительному растяжению, и растягивающаяся пленка имеет низкую остаточную растяжимость.
22. Пленка по пункту 1, отличающаяся тем, что армированная растягивающаяся пленка предоставлена в виде рулона.
23. Способ получения армированной растягивающейся пленки, включающий следующие этапы:
i) получение пленочной основы,
ii) получение армирующих полос,
iii) расположение армирующих полос на по меньшей мере одной поверхности пленочной основы,
причем пленка имеет любой из признаков по пунктам 1-22.
24. Способ по пункту 23, отличающийся тем, что этапы i), ii) и iii) выполняют последовательно.
25. Способ по пункту 23, отличающийся тем, что этап ii) выполняют до проведения этапа i).
26. Способ по пункту 23, отличающийся тем, что этап ii) включает подэтапы получения исходной пленки, из которой нарезают армирующие полосы.
27. Способ по пункту 23, отличающийся тем, что этап iii) выполняют на той же технологической линии, что и этапы i) и ii).
28. Способ по пункту 23, отличающийся тем, что этап iii) выполняют вне технологической линии, на которой выполняют этапы i) и ii).
29. Способ по пункту 23, включающий предварительный этап, в котором армирующие полосы нарезают с помощью оборудования основной технологической линии из экструдированной многослойной пленочной основы и с помощью оборудования основной технологической линии располагают на по меньшей мере одной поверхности пленочной основы до проведения намотки.
30. Способ по пункту 23, отличающийся тем, что армированная растягивающаяся пленка имеет окантовку.
31. Способ по пункту 23, отличающийся тем, что перед проведением манипуляций армированную растягивающуюся пленку подвергают предварительному растяжению на величину от 10% до 250%.
32. Способ по пункту 23, отличающийся тем, что перед проведением манипуляций армированную растягивающуюся пленку подвергают предварительному растяжению, и растягивающаяся пленка имеет низкую остаточную растяжимость.
33. Способ по пункту 23, отличающийся тем, что армированная растягивающаяся пленка предоставлена в виде рулона.
| GB 1473619 A, 18.05.1977 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| РАСТЯГИВАЮЩИЕСЯ СЛОИСТЫЕ МАТЕРИАЛЫ | 2006 |
|
RU2381102C2 |

